

あなたはそう思うかもしれません砂鋳造溶融金属を砂型に注ぎますか?それでは、なぜいくつかのキャスティングが強く耐久性があり、他の鋳物は穴でいっぱいで、ノックされたときに壊れますか?問題は、多くの場合、完全に金属自体にあるのではなく、正しく選択されていない重要な「鉄の三角形」の組み合わせです。使用する金属、それを包む砂の式、型の製造に使用される材料です。これら3つのリンクのいずれかを不適切な選択は、プロジェクト全体の障害につながる可能性があります。
アルミニウム、鉄、鋼、マグネシウムなどの金属は、砂の鋳造で広く使用されています。このプロセスの中心的な利点は、何千年もの間、柔軟性があり、部品の強度と性能に応じて調整できることです。しかし、どの金属がさりげなく使用するかを選択することはできません!まず第一に、金属材料を柔軟に選択および最適化するために、部品自体の鋳造要件、生産バッチ、コスト管理、その他の要因を調べる必要があります。
プロジェクトでは、私が責任を負います資格のある鋳物を入手してください。最初のステップは、この「鉄の三角形」を選択することです。金属は心臓であり、砂の式は保護層であり、カビの材料は基礎です。 3つは、最も適切な組み合わせを見つけるために、部品の設計要件、金属の特性、実際の生産条件に慎重に一致し、コストを効果的に制御し、効率を改善するために、調整された方法で考慮する必要があります。
コア回答の概要:
| 材料システム | コアロール | 一般的な材料 | 重要な考慮事項 |
| 鋳造金属 | 最終製品の形成により、機械的特性が決まります。 | 鋳鉄、鋳鉄、アルミニウム合金、銅合金。 | 強度、体重、コスト、腐食抵抗。 |
| 成形材料 | コンポーネントの形状を形成することは、プロセスのコアです。 | 鋳造砂(シリカ砂)、バインダー(ベントナイト、樹脂)。 | 筋力、通気性、耐火性、コスト。 |
| 外観素材 | 砂型を作るための「テンプレート」は、精度と寿命を決定します。 | Wood, plastic (including 3D printing), metal (aluminum, steel). | 生産バッチサイズ、複雑さ、コスト。 |
この記事はあなたの質問に答えます:
- このガイドでは、砂鋳造の3つの最も重要な素材に焦点を当てます。
- 砂を鋳造する砂の典型的な処方を明らかにし、異なる金属の特性を比較します。
- 最後に、実際の製品ケースを使用して、3つの材料がどのように相互作用して、鋳物が厳しい労働条件の下で確実に動作できるようにする方法を説明します。
なぜこのガイドを信頼するのですか? JSキャスティングエンジニアからの直接の経験
JSのキャスティングエンジニアとして、このガイドの自信は、毎日ワークショップでの実践的な経験から来ています。
顧客がandの需要をもたらすときアルミニウム砂鋳造部品、私たちの最初の質問は常に次のとおりです。この部分は最終的にどこで使用されますか?それは何に耐えますか?これにより、A356が良好で複雑な部品に適したA356を選択するか、強度が高い特別なグレードを選択するかが直接決定されます。適切な金属を選択することが基礎です。
0.1%の精度で緑の砂鋳造の水分を制御します。なぜ?
注ぐ際にもう少し水が空気穴に変わり、鋳物のバッチ全体が廃棄される可能性があるためです。金型材料の選択にも同じことが言えます。安価な木製の型または耐久性のある金属型を使用する必要がありますか?これは、現在だけでなく、顧客の将来の注文量に依存します。これらは、私たちが毎日ワークショップで要約する難しい真実です。
本当のスキルは、ケースに依存して話す:
顧客の油圧バルブ本体である内部フローチャネルは常に不正確であり、処理は時間がかかり、労働集約的です。金属に包まれた砂を普通の湿った砂から化学的に硬化した樹脂砂に変え、寸法の精度はすぐに増加しました。その後の機械加工量は、60%近く直接削減されました。たくさんのお金を節約します。
これは、私たちが強調する「鉄の三角形」の相乗効果です。金属は基礎であり、砂の処方は整形の鍵であり、金型材料はそれがどれくらい続くことができるかを決定します。
「デイビッド・ワイスはよく言った:金型はサイレントプロセスエンジニアです。」
型の品質と材料の選択が静かにしかし決定的に最終キャスティングの運命を決定することを深く理解しています。このガイドのトリックは、実際の問題を解決し、生産プロセスを何度も最適化することから蓄積したハードコアエクスペリエンスです。これは、生産ラインでの物質科学の実際の使用です。
システム1:成形材料 - 砂ではありません
まだ目立たないようには見えない砂の鋳造の「砂」について話させてください - 実際には成形材料です。実際、それは全体の成功または失敗のバックボーンです砂鋳造プロセス!この砂の操作は、主に3つの要素に依存します。
スケルトン素材:これはカビの柱です。
シリカ砂:これは、コストが低く、豊富な最も広範囲に使用されている主要な力です。しかし、あなたはそれを選ぶのに不注意であるべきではありません。形状が適切に丸いかどうか、それが十分にきれいであるかどうか、砂粒子のサイズに特に注意を払わなければなりません。彼らはすべて、鋳造表面の品質とカビの空気透過性に関係しています。避けられない場合、それは巨大な問題になります。
特別な砂:鋳鉄製などの高温合金、または非常に高次元の精密要件で動作する場合、通常のシリカ砂は少し過労です。今、私たちは特別な砂を採用する必要があります:
- かんらん石:シリカ砂よりも高い温度に対して耐性があります。秘密は、加熱されるとそれが少ない変形を少なくし、鋳造物のサイズがより一貫しており、形をゆがめやすくすることはありません。
- ジルコン砂:高温の熱抵抗では、完璧であり、熱を迅速に放出します。それで作られたキャスティングは持っています非常に細かく滑らかな表面、特に薄壁の部分または精密な部分では、効果は素晴らしいです。優れた特性には高価な価格があり、価格は比較的高くなっています。
グローバルキャスティングサンドアグリゲートタイプ共有:
| 集計タイプ | 主なコンポーネント | 大まかに言えば | 典型的なアプリケーションシナリオ |
| シリカ砂(sio₂) | シリカ | 85% | ほとんどの鋳物には、鋳鉄、鋳造アルミニウム、銅合金などが含まれます。 |
| かんらん石の砂 | (mg、fe)₂sio₄ | 8% | 鋳鋼やマンガン鋼などの高融点合金。 |
| ジルコン砂 | Zrsio₄ | 4% | 精密キャスティング。非常に高い表面品質または非常に薄い壁コンポーネントが必要です。 |
| その他(クロム鉄鉱石の砂など) | ミックス | 3% | 特別な合金または局所的に重要な部品。 |
データソース:2019年のグローバルキャスティング材料トレンドレポートと国際鋳造協会(IFS)の業界コンセンサスデータへの包括的なリファレンス。
バインダー:砂を貼り付ける「接着剤」
(1)湿った砂システム(粘土 +水):
これは最も伝統的なシステムです。なぜ「緑の砂」と呼ばれるのですか?それは、色のためではなく、湿った状態(緑は焼かれていないことを意味します)のためです。
- 成分:シリカ砂 +ベントナイト粘土 +水。
- 強み:最も安い、砂はリサイクルできます、そしてより環境に優しい。
- 欠点:引張強度は高くなく、細かく複雑な型や砂コアを作ることは比較的困難です。寸法耐性は貧弱であり、水分制御に非常に敏感で(JS生産で±0.1%の精度)、水分の変動は毛穴の欠陥を容易に引き起こす可能性があります。
(2)化学バインダー(樹脂砂システム):
- 成分:シリカ砂 +液体樹脂(例:フラン樹脂、フェノール樹脂) +硬化剤。
- 利点:強力なカビと砂コア、良好な寸法公差、鋳造の高い表面仕上げ、複雑な構造に適しています。
- 短所:材料の高コスト、砂の混合中に臭気を作成することができます。
添加物:パフォーマンスを改善します
基本的な骨材とバインダーに加えて、プロセスを促進したり、鋳造の品質を改善するために、少量の材料が組み込まれています。典型的なアプリケーション:
石炭塵と鋳鉄の湿った砂:溶融鉄を組み合わせることは非常に高温であり、加熱すると石炭塵が消費され、溶融鉄と砂型の間のガスの薄い保護膜に変換されます。このフィルムは、溶融鉄が砂の毛穴に浸透するのを防ぐことができるほど効果的です。キャスティング面はより滑らかになります削減するクリーニングワークロード。特定のニーズに応じて、反サンドの固着や流動性の改善など、他にもいくつかの添加物があります。
「成形材料の「鉄の三角形」の組み合わせを正確に習得することは、砂鋳造プロセスの成功の基礎です。鋳造品質またはコストの課題に直面している場合は、すぐにお問い合わせください。。」

システム2:鋳造金属 - 溶融鉄からアルミニウムまで
顧客が最終的に得る鋳造製品の場合、金属材料の選択は、筋力、体重、腐食抵抗、熱伝導率、および最も現実的なコストを考慮する必要がある包括的な意思決定プロセスです。以下は、一般的に使用するいくつかのタイプの鋳造金属です。
鉄金属 - 産業用途のバックボーン
鋳鉄:これは間違いなくです大きな部品の最初の選択安定性を必要とする部品。
- 灰色の鉄:最高のコストと優れた衝撃吸収能力があります。機械工場やエンジンシリンダーなどの場所でよく使用されます。その欠点は相対的な脆性です。
- 延性鉄:グラファイト球状化処理を通じて、その強度と靭性は鋼に近く、耐摩耗性と耐衝撃性が良好に維持されます。水/ガスパイプライン、バルブ、クランクシャフト、ギアなどの主要なコンポーネントで広く使用されています。
キャストスチール:
より強い素材が欲しいですか?
その後、鋳鋼を見る必要があります。その強度と靭性は鋳鉄よりも1つ高いレベルであり、列車の車輪や列車などの巨大な力に耐えなければならないコアパーツに特に適しています。重機のキーフレーム。欠点は、鋳造プロセスがより複雑であり、材料と処理のコストが通常高くなることです。
非鉄金属 - 軽量のニーズを満たす
アルミニウム合金:
- 主な利点は、軽量、優れた腐食抵抗、良好な熱/電気伝導性です。自動車、航空宇宙、一般的な機械などの畑で広く使用されており、一般的ですmaterial for aluminum sand casting。
- 一般的なアプリケーションには、自動車エンジンの吸気マニホールド、シリンダーヘッドカバー、ポンプハウジング、ハウジングパーツ、および機能的要件と外観の両方の要件がある部品が含まれます。
- 複雑な構造と非常に高い精度の要件を持つ部品の場合、投資鋳造と砂鋳造のプロセス選択は、特定のニーズに基づいて評価する必要があります。
銅合金:
真鍮 /青銅:このタイプの金属には、一流の海水腐食抵抗、良好な電気的および熱伝導性、およびその古典的な金属光沢があります。したがって、それらはしばしば船のプロペラ、腐食耐性のバルブ部品、およびそれらの絶妙な芸術的鋳造で見られます。コストは、アルミニウム合金のコストよりも比較的高いです。
ありません鋳造金属の最良の選択、最も適切なものだけです。高強度の鋳鉄製と延性鉄から、特別な特性を持つ軽量アルミニウム合金や銅合金まで、各材料には独自の価値があります。
「JSのエンジニアとして、私たちは材料の特性と鋳造プロセスのマッチングに非常に精通しています。私たちはあなたの部品の要件、使用環境、パフォーマンスの目標、予算をJSに伝えるように心から勧めています。あなたに最適な金属材料と鋳造ソリューションを正確に推奨します!」

システム3:モデル材料 - 1回限りの使用までの使用まで
1。木:経済的で手頃な価格の出発点
- 適用可能なシナリオ:いくつかのサンプルまたは小型バッチトライアルの生産、木製の型は、最も費用対効果の高い出発点です。処理が速く、変更が簡単です。
- 利点:最低の初期コスト、比較的シンプルで速い作成と変更。
- 短所:耐久性が低く、特に環境湿度の変化を恐れ、水分と変形の影響を受けやすく、寸法の安定性は時間とともに急速に減少します。繰り返し使用後に精度を保証することは困難であり、シングルピースまたは非常に低いボリュームの生産にのみ適しています。
2。プラスチック/3D印刷:速度と複雑さのためのツール
- 該当する状況:特に、部品の構成が非常に複雑で従来のプロセスを通じて製造が困難な場合、迅速なプロトタイピングと小規模から中程度のサイズの製造バッチ(数百の部品)の検証に最適です。
- 利点:の助けを借りて3D印刷技術、複雑な内側の空洞、曲線の表面、その他の形状を直接生成することができます。これらは、従来の方法で達成することはほとんど不可能であり、製品開発プロセスを高速化します。プラスチック型は、木製の型よりも摩耗や裂け目が少なく、より安定した寸法を持っています。
- 欠点:耐摩耗性と強度は金属型よりも劣る傾向があります。長期にわたって大量に使用される場合、変形と摩耗のリスクが存在します。木製の型よりも高価ですが、金属型よりも安価です。
ここではしばしば選択肢があります。部品が特に繊細で複雑で、バッチが大きくない場合、3Dプリントプラスチック型を組み合わせて使用することもあります投資キャスティングテクノロジー従来の砂鋳造よりも効率的で正確になります(もちろん、コストモデルも異なります)。これは、パターン素材を考慮する必要がある典型的な砂鋳造対投資鋳造プロセスの選択です。
3。金属(アルミニウム/鋼):大量生産の中心
- 使用できる状況:長期的で大量の生産(数万ユニット)を実行し、鋳物のサイズと表面仕上げの高い一貫性を必要とする場合、金属型が必要です。
- 利点:非常に強く、非常に長い寿命、寸法的に安定しており、砂鋳造生産ラインのリバースボックス、振動、および逆のプロセスに耐えることができます。つまり、鋳造はほとんど変動と非常に一致しています。長期的には、希釈後の単位コストは非常に有利です。
- 短所:初期の製造コストは最も高く、処理サイクルは最長であり、設計と製造の要件が高く、修正は困難です。に適しています最終製品の大量生産。
「JSでは、これらのルックスに精通しすぎています。プロジェクトが選択している場合:木製金型を使用してコストを節約して迅速に開始するか、3Dプリントを使用してデザインを迅速に検証するか、特に大量生産に適応するために金属型を選択するか、サンドキャスティングのスケールの利点を活用してください。
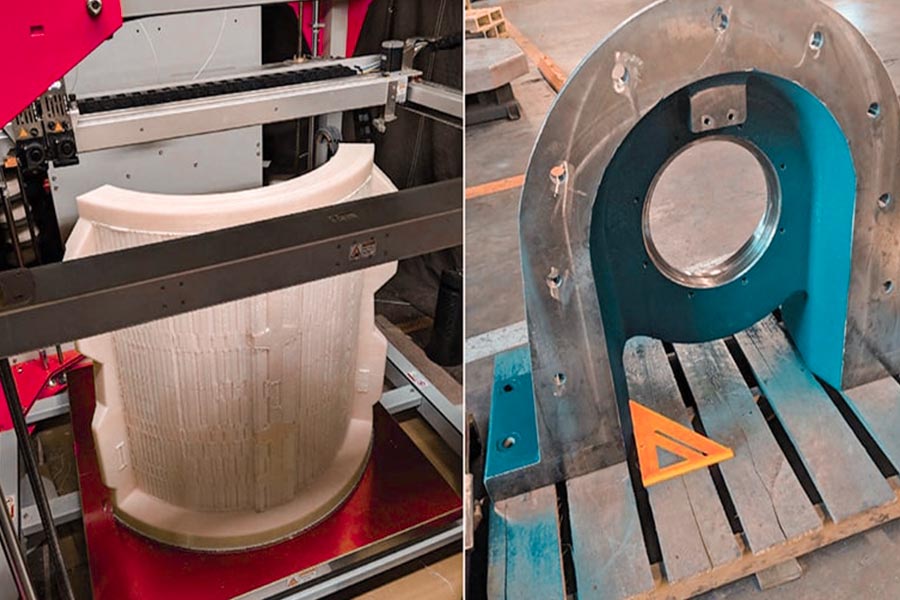
実際の戦闘ケース分析:石油化学産業向けの高圧延性鉄バルブ体の開発
私はこの場合に個人的に参加しましたが、非常に感銘を受けました。このタスクをどのように正常に完了したかを教えてください。
石油とガスのパイプラインでは、バルブは安全門です。コアとして、バルブ本体は失敗すると悲惨な結果をもたらすため、材料の選択は非常に重要です!
顧客の課題:高圧と制御コストに耐えることができる大きなバルブ本体を作る
プロジェクトの背景:DN300の大型バルブボディ(直径300mm)を開発するために必要なバルブ工場高圧天然ガスパイプライン。
元の解決策のジレンマ:
- 完全な機械加工(偽造鋼ビレット):固体の大きな鍛造鋼から複雑な内側の空洞を粉砕しますか?コストは恐ろしく高く、顧客はそれを直接拒否しました。
- スチールプレート溶接:溶接には隠された危険があり、最も厳しい安全性認証に合格することはできず、リスクが大きすぎます。
- 普通の灰色の鋳鉄:強度と靭性は十分ではなく、パイプラインの高圧と危険なウォーターハンマーの衝撃に耐えることができないため、直接排除されます。
JSの解決策:「材料の鉄の三角形」で遊ぶ
それを分析しました成功の鍵は、材料とプロセスの完璧な組み合わせを見つけることにありますそれは、一度に複雑なバルブ本体の内側空洞を形成するだけでなく、最高の強さと靭性を提供することもできます。
(1)鋳造金属
灰色の鋳鉄を決定的に放棄しました。選択した延性鉄。マトリックスを分割する灰色の鋳鉄のフレークグラファイトとは異なり、その球状のグラファイト構造が重要です。これにより、鋼鉄の強度に近い強度と、良好なタフネスと延性があり、高圧と衝撃に対処するための自然な材料です。
(2)成形材料
バルブ本体の内側の空洞には複雑なフローチャネルがあり、寸法精度と仕上げ要件は非常に高いです。私たちは、砂コアとカビを作るために、フラン樹脂の自己硬化砂を選びました。この砂型には高強度があり、1トンの高温溶融鉄の影響に耐えることができ、空洞のサイズが安定し、内壁が滑らかであることを保証し、高品質の鋳物の基礎を築きます。
(3)モデル材料
顧客の製品は、長い間大量生産されます。私たちは少しお金を節約し、一連のセットを作ることに直接投資することをお勧めします高精度のアルミニウム型。木製の型よりも高価ですが、数百または数千回も使用することは問題ありません!この砂鋳造アルミニウムの砂型は、すべてのバルブ本体が同じであり、正確な寸法で同じであることを保証し、単一の部分のコストを大幅に希釈します。
結果:安全性認証の有利な状況 +コストアドバンテージ
統合された延性鉄バルブ本体が最終的に配信されたものは、厳密な1.5倍の設計圧力水圧テストに合格し、信頼性の高いパフォーマンスを持っています。さらに重要なことは、コストは元のスチール全体のハードミリングソリューションのわずか30%です!
定量化された利点:
| インジケータアイテム | 達成パフォーマンス |
| 製造コスト | 70%削減します。 |
| 安全性認証 | 100%パス(最も厳格な業界基準を満たしています)。 |
| 流体効率 | 約5%増加します(内側の空洞のおかげで)。 |
「このプロジェクトは、顧客が重要な注文を獲得するのに成功しました。優れた砂鋳造は、金属素材、成形技術、パターンツールの「鉄の三角形」の科学的マッチの結果であることを再び証明します。
FAQ-砂鋳造材料に関するその他の質問への回答
1.鋳造に使用される砂はビーチから取ることができますか?
これをしないでください!ビーチサンドは似ていますが、塩(塩化物)と壊れた殻(主に炭酸カルシウム)が隠されているのは鋳造の敵です。高温溶融鉄が注がれると、これらの不純物は暴力的な化学反応を起こし、ガスとスラグを生成し、孔、砂の包含物、さらには鋳物の表面ピットなどの深刻な欠陥に直接つながります。
私たちが一般的に使用する砂は、特別に処理された工業用シリカ砂です。それをきれいにし、適切な粒子サイズを選択し、徹底的に乾燥させて、良い鋳造をキャストします。
2。「緑の砂」とは何ですか?本当に緑ですか?
「緑の砂」と呼ばれますが、色とは何の関係もありません!名前の「緑」は、実際には砂の「濡れた」または「焼き付けられていない」状態を指します。これは、私たちの砂鋳造で最も一般的に使用され、経済的なモデリング材料です。フォーミュラは非常にシンプルです:基本的なシリカサンド +粘土(主にベントナイト) +水。混合後、それは湿ったままで、可塑性が良好で、圧縮される可能性があり、繰り返しリサイクルできます。
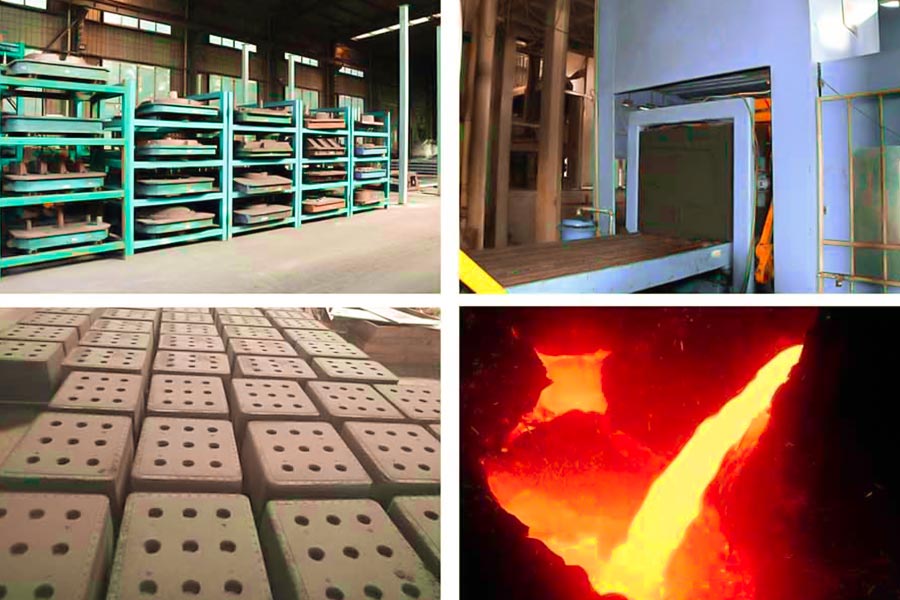
3.砂の鋳物を作るのにどのような基本的な機器が必要ですか?
コア機器は、3つのものとは分離できません。製錬用の炉は出発点、砂と成形のための機械、砂型を固定するためのフラスコです。注いだ後、鋳物のバリやレイザーに対処するために、装備を切断し、研削する必要があります。これらは砂鋳造の基本的な装備を構成し、生産プロセス全体をサポートします。
まとめ
砂の鋳造で本当にうまくやっている秘密は、素材を徹底的に理解することです。これには、金属特性に習熟しているだけでなく、モデリング材料の化学的挙動とカビ材料の処理技術を徹底的に理解する必要があることも必要です。JSのキャスティングプラクティスで、私たちはそれが正確な調整であることを深く理解しています最終的に砂鋳造製品を生産する金属、成形材料、カビの3つの主要なシステム強力な構造と信頼できるパフォーマンスを備えています。
次のプロジェクトを評価していますか:
- コストと技術的な実現可能性のバランスを取る方法は?
- 材料の選択に不確実性はありますか?
物質的な問題をプロジェクトのボトルネックにしないでください。JSのキャスティングエンジニアにお問い合わせください。私たちが提供する価値は、単一の引用をはるかに超えています。材料システムの包括的な理解に基づいて、プロセス選択の最適化を確保するために、専門的な製造ソリューション分析を提供します。
今すぐデザイン図面をアップロードしてください!最も基本的な材料の選択から始めて、プロジェクトの成功のための強固な基盤を築きましょう。

免責事項
このページの内容は、情報提供のみを目的としています。JSシリーズ情報の正確性、完全性、または妥当性に関して、明示的または黙示的な表明または保証はありません。サードパーティのサプライヤーまたはメーカーが、Longshengネットワークを介してパフォーマンスパラメーター、幾何学的許容範囲、特定の設計特性、材料品質と種類または仕上がりを提供することを推測すべきではありません。それは買い手の責任です部品の見積もりが必要ですこれらのセクションの特定の要件を特定します。詳細については、お問い合わせください。
JSチーム
JSは業界をリードする会社ですカスタム製造ソリューションに焦点を当てます。私たちは5,000人以上の顧客と20年以上の経験があり、高精度に焦点を当てていますCNC加工、板金製造、3D印刷、射出成形、金属スタンピング、その他のワンストップ製造サービス。
当社の工場には、100を超える最先端の5軸機械加工センター、ISO 9001:2015認定が装備されています。世界中の150か国以上の顧客に、高速で効率的で高品質の製造ソリューションを提供しています。少量の生産であろうと大規模なカスタマイズであろうと、24時間以内に最速の配送でお客様のニーズを満たすことができます。選ぶJSテクノロジーこれは、選択効率、品質、プロフェッショナリズムを意味します。
詳細については、当社のウェブサイトをご覧ください。jsrpm.com
リソース

