

砂鋳造プロセスほぼ5、000年前に古代エジプトにまでさかのぼることができます。コアはまだ金属を鋳造する型として砂を使用することですが、それは長い間アップグレードされており、金属鋳造の分野の主要な技術です。
砂鋳造は、現代の製造に完全に統合されています。世界の金属鋳物の60%以上がそれによって生成されます。特に、小さなバッチまたは中規模で作られている場合、通常は最も費用対効果の高い選択です。車のエンジンハウジングから複雑なアートキャスティングまで、周囲の多くの金属オブジェクトは砂鋳造製品です。
もちろん、そのような欠点もあります通常、部品の表面はわずかに粗いです、そして、次元の精度は、それらのより高価な精密鋳造方法ほど良くありませんが、強力な適応性とコストの利点を備えた多くの産業製造に依然として好ましい方法です。次に、基本的な定義から始めて、砂の鋳造プロセスを完全に理解するために、その利点がどこにあり、その欠点があるかを確認します。
砂鋳造とは何ですか?
砂鋳造のコアプロセスは比較的直接的です。まず、部品の形状に応じて空洞を作り、沸騰した溶融金属をそこに注ぎ、冷却して固化するのを待ってから、最終部品を取得できます。
何百年もの開発の後、砂鋳造は、金属鋳造で最も柔軟で広く使用されている方法の1つになりました。それを選択するかどうかは、設計要件、コストの考慮事項、生産バッチ、および工場の製造可能性に依存します。その最も強力な機能は、その強力な設計の自由です。これは、さまざまな形状や複雑な構造、特に大きなワークピースと内部チャネルを備えたコンポーネントの一部を生成できます。
砂の鋳造が人気がある主な理由:
- 費用対効果:安い!カビのコストは低く、砂自体は高価ではなく、プロセス経済全体が良好です。
- 非常に高い柔軟性:小型バッチカスタマイズされた生産を満たすことができ、大規模な産業用途(自動車部品など)にも適しています。
- 高い形状の互換性:シンプルな形状または繊細で複雑な構造、さらには内部空洞を作る必要がある部品を処理できます。
- 幅広い材料普遍性:さまざまな金属材料に適用できます。
階段で砂の鋳造を完了する方法は?
1。材料を準備します
砂は主な成分であり、砂粒を一緒に保持するためにバインダーと混合する必要があります。粘土、石炭粉末、特別な化学物質などの添加物が追加されると、砂型をより強く、通気性が高く、冷却後に壊れやすくなります。
重要なのは、適切な砂を選択することです。溶融金属の高温に耐えることができる必要があります、ガスをスムーズに排出できるようにするための優れた通気性を持ち、鋳造を簡単に除去できます。たとえば、アルミニウム部品の鋳造時に一般的に使用されるアルミニウム砂鋳造には、砂の性能に特定の要件があります。
さらに、それが必要です:注ぐ溶融金属液、最終的な鋳造形状のモデル、および砂型を作るためのさまざまなツール。
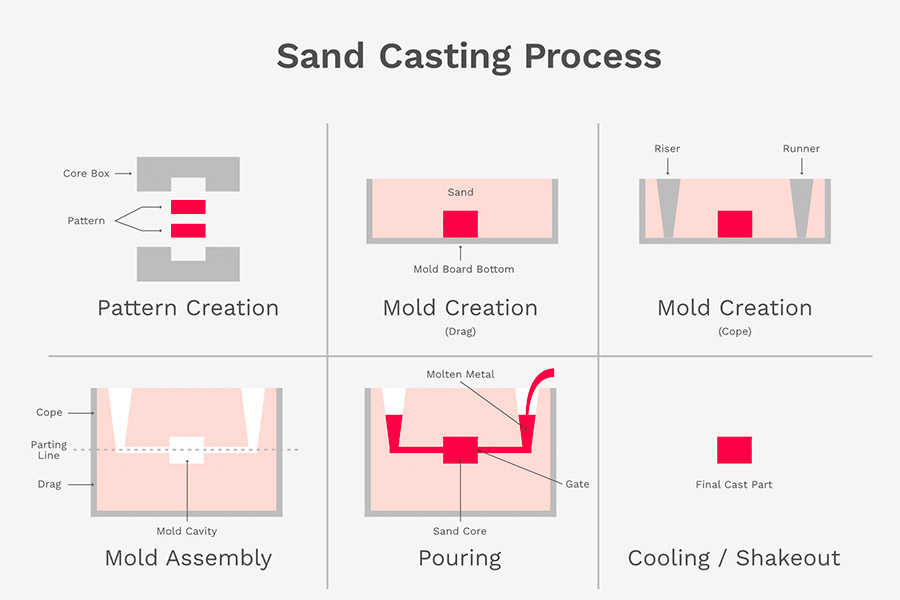
2。モデルを作成します
まず、木材、プラスチック、または金属を使用して、最終的な鋳造形状のモデルを作成します。
通常、このモデルを混合砂に押し込みます。通常、それぞれ上下の砂の箱の対応する空洞を押し出します。上下の砂の箱を組み合わせて完全な空洞を形成します。溶融金属は最終的に埋められ、鋳造を形成します。
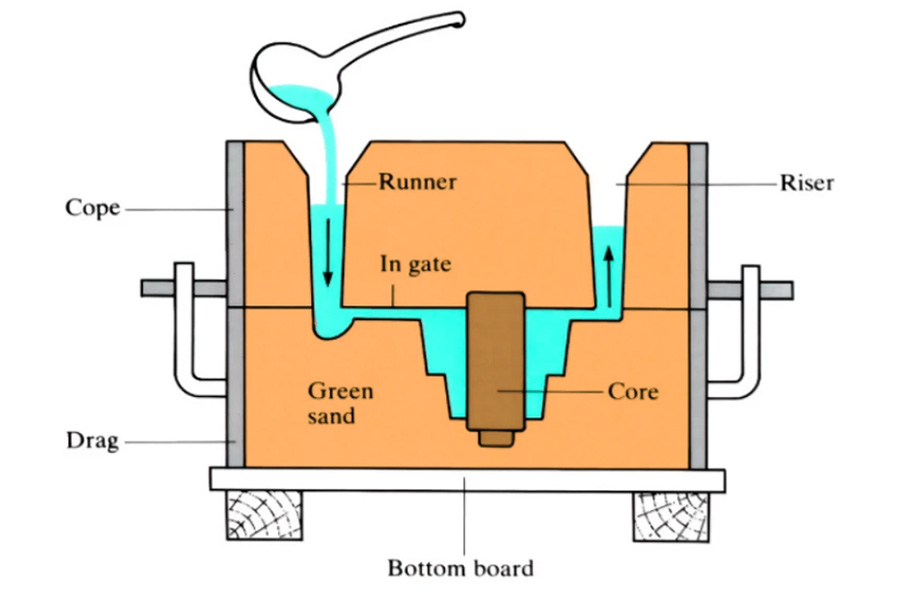
3.注入システムを設計します
溶融金属は、型のキャビティに流れるために特別なチャネルを必要とします。これは注ぐシステムです。鋳造の品質は、このシステムの設計によって直接決定されます。優れたシステムは、シンプルで効率的である必要があり、溶融金属の乱流を減らし、スラグとガスをブロックする必要があります。
注入システムには主にこれらの部分が含まれています。
| 成分 | 関数 | キーポイント |
| ゲートカップ | 溶融金属を注ぐための漏斗。 | 最初の入り口。 |
| スプルー | 溶融金属のチャネルは、注ぎカップから垂直に流れます。 | 重力によって流れます。 |
| ランナー | SprueとGatesを接続する水平チャネル。 | 溶融金属を分配し、しばしばスラグをブロックします。 |
| 摂取します | 空洞に入るための溶融金属の最後の入り口。 | フラッシュを防ぐための流量と方向を制御します。 |
| ライザー | 余分な溶融金属の保管。 | 鋳造が冷えて縮むときに金属を欠いているサプリメント。 |
4。コアを配置します
キャストの中央に空洞または穴が必要な場合、ボックスが閉じる前にコアを配置する必要があります。コアはまた、砂で作られた固体ブロックであり、金型の予約位置に正確に配置されています。注ぐ際、溶融金属はコアの周りを流れてスペースを埋めます。冷却と固化後、コアが除去され、必要なキャビティまたは穴が鋳造に形成されます。
5。金属と冷却の注ぎ
溶融カップから溶融金属を注意深く注ぎ、空洞と注ぎシステム全体を満たします。
溶融金属が満たされた後、ゆっくりと冷まして固体キャスティングに固めてください。冷却速度を制御することが重要です。速すぎたり遅すぎたりすると、鋳造の最終的なパフォーマンスと寸法精度に影響する可能性があります。冷却方法は自然な冷却である可能性があり、時にはファン、水霧、その他の補助手段も制御するために必要です。
6。砂と鋳物の取り扱い
鋳造が完全に冷却され、硬化した後、砂が取り除かれ、砂の箱が分解され、砂型がノックされて揺れ、砂が落ちて鋳造して内部のキャスティングを取り出します。削除されたキャストが送信されますフラッシュ、バリ、およびその後の機械加工プロセスのクリーニング。
古い砂と呼ばれる除去された砂のほとんどは、リサイクルして再利用できます。リサイクルされるたびに、いくつかの砂が失われるため、次の鋳造の要件を満たすために新しい砂を追加する必要があります。
さまざまな種類の砂鋳造プロセスは何ですか?
1。グリーンサンドキャスティング:
これは、最も人気があり、伝統的な砂鋳造方法です。そのシンプルな砂型には、粘土と少しの水が含まれています。 「ウェット」は、接着剤のような砂の含水量に使用され、砂と粘土を結合するために使用できるため、モデルを簡単に作成できます。
この方法の利点は、砂型を作るときに簡単に変更できることです。また、モデルを取り出すのにも便利であり、キャスティングのサイズは比較的正確です。
シンプルで柔軟で経済的であるため、特に場所で使用されています。大量生産が必要です、自動車部品や機械部品など。それは当社の鋳造所の基本的なプロセスです。
2。乾燥した砂鋳造:
これは、実際には、ウェットサンドキャスティングのアップグレードバージョンと見なすことができます。濡れた砂型が作られた後、すぐに溶融金属を注ぐ代わりに、オーブンに入れて水を完全に乾燥させます。
乾燥後、砂型はより強く、硬くなり、内部の隙間が少なくなります。このように作られた鋳物には、より滑らかな表面があります、より正確な寸法、およびより少ない内部欠陥。追加の乾燥プロセスでは、時間とコストは湿った砂よりわずかに高くなります。
3。シェルキャスティング:
これは、第二次世界大戦中にドイツ人によって発明された方法であり、滑らかな表面と正確な寸法を備えた小さな部分の大量生産に特に適しています。
使用される砂は非常に特別なものです。粘土がほとんどない非常に細かいシリカ砂で、加熱すると硬化する樹脂接着剤と混合されます。通常はフェノール樹脂です。
この方法もユニークです。金属型の板に混合砂を振りかけます。砂がホットプレートに当たると、表面の樹脂が溶けて砂にくっつき、厚さ約6 mmの硬い殻を形成します。このシェルは、固体シェル型になるには、さらに数分間加熱する必要があります。
このシェル型は非常に薄く滑らかであるため、鋳造の表面品質は良好で、サイズは正確で、使用される砂の量は湿った砂よりもはるかに少ないです。正確な部品を作るのに非常に適しています自動車エンジンの一部の部分など、大量生産する必要があります。
砂鋳造対投資キャスティング:コアの違いは何ですか?
1。異なるカビ材料
2つの方法のコアの違いは、金型の材料です。投資キャスティングは、カビを作るためにセラミック材料に依存しています。ワックスモデルにあり、特別なセラミックスラリーが層ごとに適用され、ハードシェル構造を形成します。
対照的に、砂鋳造は主物質として砂を使用し、通常はシリカ砂と粘土または樹脂を混合して形状します。
2。設計機能の比較
パーツの設計が非常に複雑で、薄い構造または細かい詳細がある場合、投資キャスティングの利点は明らかに明らかです。ワックス型の特性を利用して、さまざまな詳細を簡単に形成します。
それでも砂鋳造は、多くの複雑な形を生成する可能性もあります、砂が簡単に崩壊するため、薄いまたは細かい構造を生成することは困難です。
3。生産規模とコスト
投資鋳造対砂の鋳造のコストに関しては、生産量が重要です。砂鋳造金型はシンプルで低コストで、特に大量生産に適しています。処理された部品の数が多い場合、単価は非常に手頃な価格です。
投資キャストカビはそうです費用がかかり、時間がかかる、 そしてもっと適しています小さなバッチ用実行。高精度と仕上げの要件が必要な場合に選択する価値があります。以下は、典型的な生産量の下でのコスト比較です(ユニットは製品あたりのコスト範囲)、データは業界平均に基づいています。
| 生産量範囲 | 投資キャスティングコスト(ピースあたり) | 砂鋳造コスト(ピースあたり) |
| 小さなバッチ(1〜100個) | 50〜100ドル | $ 10-30 |
| ミディアムバッチ(100〜1000個) | 30〜60ドル | 5〜15ドル |
| 大きなバッチ(1000以上) | $ 50+(費用対効果はあまり効果的ではありません) | $ 2-8 |
4。完成品の品質と精度
投資キャスティングにはありますその 明確です利点の表面の滑らかさと寸法制御。それ意思 キャスト細かい部品詳細そして少ない寸法エラー。砂の鋳物は、砂自体の性質により、比較的粗い表面と寸法の精度が低くなります。高精度、滑らかなサーフェスの部品が必要なとき、通常、投資キャスティングが最初の選択肢です。
砂鋳造で使用される主要な原材料は何ですか?
1。砂:
天然砂、特にこの例では、クォーツ砂は、高温金属の融解の熱に耐えられ、あまり形成されないため、利用されています。砂は型の体を形成するために利用され、金属部品を形作るための簡単なスケルトンとして使用されます。
2。バインダー:
砂自体が緩すぎるため、粘土や樹脂などの「接着剤」を追加して、しっかりと一緒に保持する必要があります。これ型がバラバラにならないようにします金属を注ぐとき。一般的なバインダーはベントナイトまたはフェノール樹脂であり、鋳造の種類に従って選択されます。
3。添加物:
砂の性能を向上させるために、接着の問題を容易にしたり減らしたりするなど、石炭粉末、おがくず、または澱粉が追加されます。これらのことは調味料のようなものです。それらを追加すると、砂の表面がより滑らかになり、鋳物が出てきたときに鋳物がきれいになり、残留物のリスクが低下します。
4。水:
砂、接着剤、添加物を混合し、すべての材料を均等に結合できるように湿度を調整するために使用されます。水を適切な量に加えた場合にのみ、型には、注ぐ際に熱い空気を放電するのに十分な強度と空気透過性があります。
砂鋳造デザインではどのような要因を考慮する必要がありますか?
1。丸い角の治療
キャスティングのすべての交差点は鋭い角にすることはできません、丸い角の遷移として設計する必要があります。これは非常に重要であるため、鋳造鋳物は収縮や亀裂が容易ではなく、ストレス集中によって引き起こされる亀裂のリスクを減らすことができます。
2。キャスティングシステム設計
Pouring Cup、ストレートランナー、クロスランナー、インナーゲートを含むキャスティングシステムは、慎重に設計する必要があります。そのコア機能は、溶融鉄またはアルミニウムが型型空洞全体にスムーズに流れ込むようにして、水しぶきや不十分な注入を避けることです。
3。分割された表面選択
金型の分離面は、できるだけ平らな水平面でなければなりません。キャスティングの形状の要件によると、位置はできるだけ低くする必要があります。これは、カビの生産の簡素化、簡単な断念のために、そしてキャスティングからのバリの簡単な除去。
4.加工手当を予約します
鋳造が後で旋盤またはフライス機で処理される場合、設計中のキャストの機械加工面、つまり加工手当に一定の厚さを追加する必要があります。この厚さは通常、サイズ、複雑さ、処理要件、鋳造の鋳造プロセスレベルに応じて、1.5 mm〜6 mmです。
5.ドラフト角度を設定します
冷却後、砂型から鋳造をスムーズに除去できるようにするために、分割線に垂直な表面金型の上には、ドラフト角と呼ばれる一定の傾斜角で設計する必要があります。一般に3°から5°で十分です
6。最小壁の厚さの制限
鋳造の壁の厚さは薄すぎることはありません。そうしないと、溶融金属は領域全体を満たすために滑らかに流れない場合があり、コールドシャットや注ぎの不十分な閉じたものなどの欠陥を簡単に発生させることができます。
軽量の非鉄金属鋳物用、砂鋳造アルミニウムなど、推奨される最小壁の厚さは通常5 mm以上です。鋳鉄や鋳造鋼などの金属の場合、少なくとも6 mmでなければなりません。
7。経済的なバッチに関する考慮事項
砂の鋳造プロセスは、幅広い鋳造ウェイトを生成できます、理論的には1 kg未満から20トン以上まで。金型製造、モデリング、製錬、その他のリンクの固有のコストにより、経済的な実現可能性を達成するために、単一の生産の金属飼料量は一般に少なくとも300 kgで費用対効果が高くなります。これより下、一枚あたりのコストはそうするでしょうなれ はるかに大きい。

砂の鋳造に適している部品や製品の種類は何ですか?
1。医療およびエネルギー機器
高精度の要件が必要ですが、砂鋳造は、重いベースやサポートフレームなどの大規模または基本部品で依然として使用されています大規模な医療イメージング機器(CT、MRIなど)。病院の中央ガス供給システムの大きなバルブとパイプフィッティング。エネルギー場のタービンと蒸気タービンの巨大な貝殻とバルブ。これらの部分は、多くの場合、サイズが大きく、構造が複雑です。
2。産業機器と一般的な機械
これは、さまざまな工業用ポンプのハウジング、インペラ、エンドカバーなど、砂鋳造のコアステージです。コンプレッサーとブロワーのシリンダー、シリンダーヘッド、クランクシャフト。さまざまなバルブのバルブボディとバルブカバー。ギア、プーリー、フライホイール。砂の鋳物は、ほとんどすべての工場で見つけることができます。
3。農業機械
農業機械はしばしば過酷な環境で機能し、強力で耐久性のある部分を必要とします。それは広くですトラクターギアボックスハウジングとリアアクスルハウジングで使用されます。シーダーと収穫者の主要な構造フレームと耐摩耗性の部分、および灌漑システムの大きなポンプハウジングとバルブ。
4。その他のフィールド
- コンシューマーエレクトロニクス:ハイエンドオーディオ機器の重いハウジングと大きなヒートシンクベース。
- アートと建築:大規模な彫刻、歴史的な建物の修復のための装飾的なコンポーネント、金属製の手すり、公園の装飾部品。
- 教育:講義デモンストレーション、金属ベース、エンジニアリングラボベンチの枠組みのための大規模な機械モデル。
まとめ
として従来のプロセス、砂の鋳造はまだです広く普及しています 製造業で。その最大の利点は、高い費用対効果、強力な材料適応性、そして優れた設計の自由です。車の核となる部分から建物の支持構造まで、多くは砂の鋳造によって経済的に実現することができます。JSでは、これは私たちの最もコアで成熟したプロセスの1つです。
多くの顧客は、砂鋳造用にJSを選択します。重要なのは、従来のプロセスを最新のテクノロジーと統合し、効率を30%大幅に改善し、送達サイクルを短縮することです。最適化された成形材料を適用して、欠陥の15%を減らすのに役立ちます。これにより、私たちができます効率的なソリューションを提供します砂の鋳造の元のコスト優位性を維持しながら、高コスト効果と信頼性の高い品質を備えています。

免責事項
このページのコンテンツは、情報目的のみを目的としています。JSシリーズ情報の正確性、完全性、または有効性に関して、明示的または黙示的なあらゆる種類の表明または保証は行われません。サードパーティのサプライヤーまたはメーカーがLongShengネットワークを通じて提供するパフォーマンスパラメーター、幾何学的許容範囲、特定の設計機能、材料品質と種類または出来事は推測すべきではありません。これは買い手の責任です部品の見積もりを求めてくださいこれらの部品の特定の要件を決定します。詳細については、お問い合わせください。
JSチーム
JSは業界をリードする会社ですカスタム製造ソリューションに焦点を当てます。 5,000人以上の顧客にサービスを提供している20年以上の経験により、私たちは高い精度に焦点を当てていますCNC加工、板金製造、3D印刷、射出成形、金属スタンピング、その他のワンストップ製造サービス。
当社の工場には、100を超える最先端の5軸機械加工センターが装備されており、ISO 9001:2015の認定があります。世界中の150か国以上の顧客に、高速で効率的で高品質の製造ソリューションを提供しています。少量の生産量であろうと大量のカスタマイズであろうと、24時間以内に最速の配送でお客様のニーズを満たすことができます。選ぶJSテクノロジー効率、品質、プロフェッショナリズムを選択することを意味します。
詳細については、当社のウェブサイトをご覧ください。jsrpm.com
FAQ
1。砂鋳造の実用的な原則は何ですか?
溶融金属は、成形砂の中空カビの空洞に注がれます。溶融金属は、重力作用によって空洞を満たします。砂型は、固化と冷却後に破裂し、鋳造は取り出されます。大型および中型のシンプルから中程度の複雑な金属部品の生産に適しています。
2。砂型はどのように作られていますか?
プロトタイプモデルを砂の箱に入れ、成形砂を層で満たし、コンパクトにします。次に、モデルを取り出してキャビティを形成し、上部と下部の砂の箱を組み合わせて、注ぐシステムを開いて最終的に注ぎやすい中空の砂型を形成します。プロセス全体は、砂の手動または機械的圧縮に依存しています。
3.なぜ砂型を使用して金属を鋳造できるのですか?
砂鋳造は、耐火性砂を使用して中空の空洞を形成します。これは、高温抵抗(> 1600℃)を持ち、溶融金属侵食に耐えることができます。砂は形状のメンテナンスのためにバインダーによって結合され、溶融金属は重力が空洞に注がれます。砂型は、冷却後に骨折して除去され、金属形成を完成させることができます。
4。分かれた表面とは何ですか?
別れの表面は、砂の箱を砂鋳造の上部と下部または複数の部分に分割する接触面を指します。通常、モデルの最大の断面に沿って設定されて、キャビティからモデルの滑らかな除去を促進し、キャストが形成された後にこの位置で可視の分割線またはBURRが形成されるようにします。
リソース

