

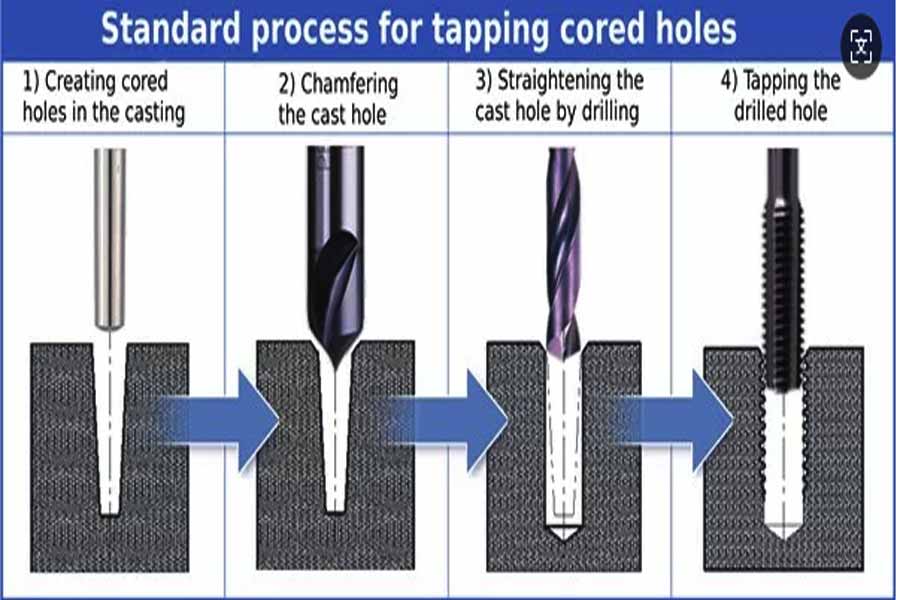
私はそのようなことをあまりにも多く見ました:航空アルミニウム合金の部分では、多くの時間とお金が処理されましたが、M6ネジ穴を処理する最後のプロセスで失敗しました。タップが壊れて穴に詰まってしまい、部分全体を廃棄する必要があり、数千ドルと無数の男時間がすべて無駄になりました。この種の心が痛むシーンは、最終分析では、タッピングの誤った選択によって引き起こされますスレッドミリング。
どちらの方法も、内部スレッドを製造するための重要なテクノロジーです。しかし、原則と適用可能なシナリオは完全に異なります。
- タッピング:タップを使用して、ネジをねじ込むなど、事前に掘られた穴に刈り、プラスチックの変形または切断に糸を形成します。使いやすく、基本的な設定があるツールは安価です。特に、大量生産またはアルミニウムのような柔らかい金属の加工に最適です。効率が必要な場合、それは選択のツールです。
- スレッドミル:細かい彫刻に近い。小さなミリングカッターを使用して、穴の壁の糸を円形に回します。その利点は、柔軟性と精度です。ミリングカッターは、あらゆるサイズとピッチの穴を機械加工することができます。チタン合金、盲目の穴の底をよりよく処理できます。
では、どのプロセスを使用しますか?特定のニーズに依存します。しかし、それを間違えるコストは、数千ドルの価値があるコンポーネントである可能性があります。
コア回答の概要:
| 寸法の比較 | タッピング | スレッドミリング |
| コア原則 | 形成、ツール、スレッドマッチング1:1。 | 補間形成では、1つのツールがさまざまなサイズのスレッドを処理できます。 |
| 処理速度 | 非常に高速で、大規模な生産に適しています。 | より遅く、シングルピースや小さなバッチの生産に適しています。 |
| ツールコスト | ユニットあたりの低コスト。 | ツールあたりのコストが高くなりますが、柔軟性が高くなります。 |
| リスク | 高リスク(コーン破損、チップジャミング)。 | 低リスク(小さなツール、撤回しやすく、治療が簡単)。 |
| 適用可能な開口 | 小さな開口部(<m6)の利点は明らかです。 | 大規模な開口部、非標準の糸、特別な材料における明らかな利点。 |
| 柔軟性 | 非常に低い(1つのコーン、1つの穴、ナイフに特化した)。 | 非常に高い(調整可能な耐性、左右の回転、ブラインドホール/スルーホールの適応)。 |
この記事はあなたの質問に答えます:
- このガイドでは、タッピングとスレッドミリングのコアの違いを明確に分析します - ツール原理からロジックの処理まで。
- 実際のケースを分析します。たとえば、ほぼ廃棄された高価格の部分と大量生産の効率です。
- 最後に、これら2つの方法に関する一般的な質問に答えて、次回のプロセスを選択する際に自信を持っていると感じるのに役立ちます。
なぜこのガイドを信頼する必要があるのですか? JSの毎日の処理決定
JSのエンジニアとして、私たちのワークショップは毎日何十回も答えなければなりませんが、この穴をタップしたり、糸を粉砕したりする必要がありますか?この答えは、教科書やソフトウェアシミュレーションに基づいているのではなく、数万の実際の部品から得られた経験に基づいています。
どちらを知っていますステンレス鋼タッピング時にすぐにツールを摩耗させます。また、薄い壁の深い穴に糸を粉砕することで、どれほどの変形リスクを回避できるかもわかります。私たちは自分の目でこれらの問題を見てきましたが、コストはすべて、廃棄物や壊れた道具から蓄積された経験的価値です。
このガイドのすべての提案は、実際の戦闘でテストされています。たとえば、高需要の医療チタン合金インプラントを処理する場合、100%の成功率を確保するために糸の粉砕に依存しています。自動車業界向けの大量生産ブラケットの場合、押し出しタッピングを選択して、ユニットコストを30%削減します。
「スミスは言った:ワークショップフロアでの10秒の判断は、10年間の壊れたナイフとコーンの結果です。」
私たちが提供するのは、理論と本物のお金と実践を組み合わせて、リスクを真の利益に変えるのに役立つ判断の論理です。
タッピングとは何ですか?スピードと効率の王
簡単に言えば、タッピングは、標準のネジ(タップと呼ばれます)を使用して、穴に「gnaw」スレッドを出力するようなものです。古くて信頼できるスレッド製造方法です。
どのように機能しますか?どのツールが使用されていますか?
原理:タップの外径は、作りたいスレッドのサイズとまったく同じです。それは円を回し、穴に沿ってピッチを下り、最先端を直接使用して素材を切り取り、糸を形成します。
ツール:主人公はタップです
ハンドタップ:修理や小さなバッチに適した人材でゆっくりとねじれます。
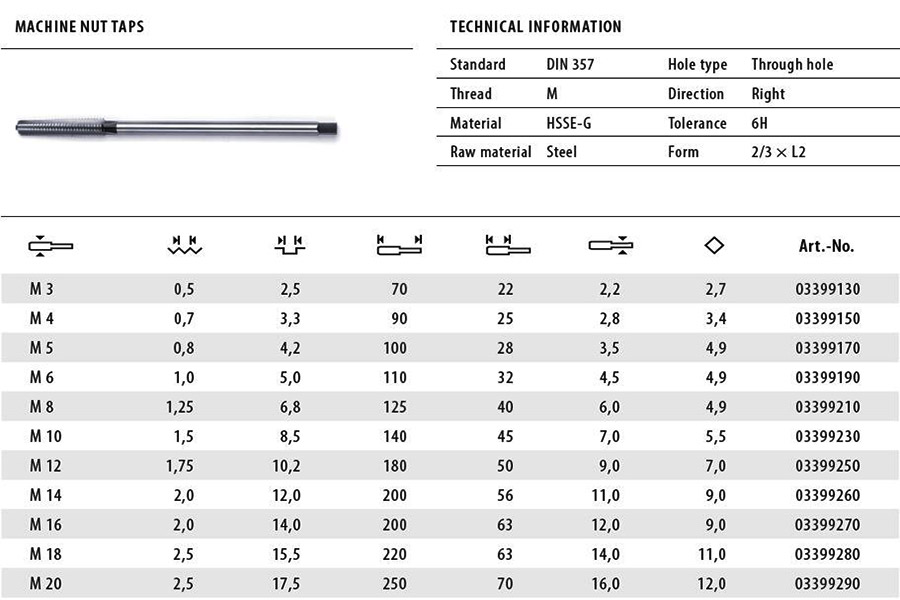
マシンタップ主に掘削機または機械加工センターに取り付けられています。タップには2つのタイプがあります。
- 最も一般的なのは、材料を直接切断して鉄のスラグを形成するために、小さな製粉カッターのような切断タップです。
- もう1つは押し出しタップです。これは、刃先がなく、押し出しダイのように動作するときに大きな圧力に依存して、アルミニウムや銅などの柔らかい材料を糸型に直接「押し出す」ため、基本的に鉄のスラグは生成されません。
なぜタッピングがそんなに好まれているのですか? 3つの特別なスキル!
- キングオブスピード:その最強の側面!典型的なねじ穴を掘削するには数秒かかります!大量生産では、効率はお金に相当し、タッピングを上回ることはできません。
- 低コストのツール:タップにはあまりお金が必要ではなく、前払いコストは非常に低いです。
- 「工作機械」についてはうるさいことではありません。通常のドリルプレスが行い、マスターは手作業でそれを行うことさえできます。CNC工作機械リンケージの精度要件は比較的厳しいものです。
タッピングのリスク
- 壊れたタッピングホラー:これは、タッピングの最も悲惨なリスクです。タップは、特にハードマテリアル内または硬い素材で壊れる場合、穴に壊れます。それを取り除きたいですか?それはあまりにも難しいです!部品は基本的にジャンクされており、損失はかなりのものです。
- チップ除去の難しさ(特にブラインドホール):タップ機械加工を切断すると、アイアンチップが生成されます。ブラインドホールからのチップを簡単に除去することはできません。これにより、トルクが迅速に構築されます。これは、テーパーが破壊されるナンバーワンの「キラー」です。
- 柔軟性の喪失:M6タップはM6ホールのみを作成し、妥協はありません。スクリュー許容度を調整したいですか? TAP自体には許容範囲も設定されており、作業スペースは非常に小さくなっています。スレッドミリングと比較して、プログラミングによって補償される可能性があります。
「タッピングは効率を追求するための最初の選択肢です。ツールのコストは低く、機器の需要が緩和されますが、リスクの管理に成功と失敗が依存しています。迅速かつ一貫して出荷するためにそれを使用したいですか?
スレッドミリングとは何ですか?柔軟性と安全性と同義
私たちは毎日CNC工作機械を扱っています。スレッドミリングは、高品質を処理する際の特に信頼できるパートナーです、複雑なネジ穴。柔軟で安全です。
どのように機能しますか?どのツールが使用されていますか?
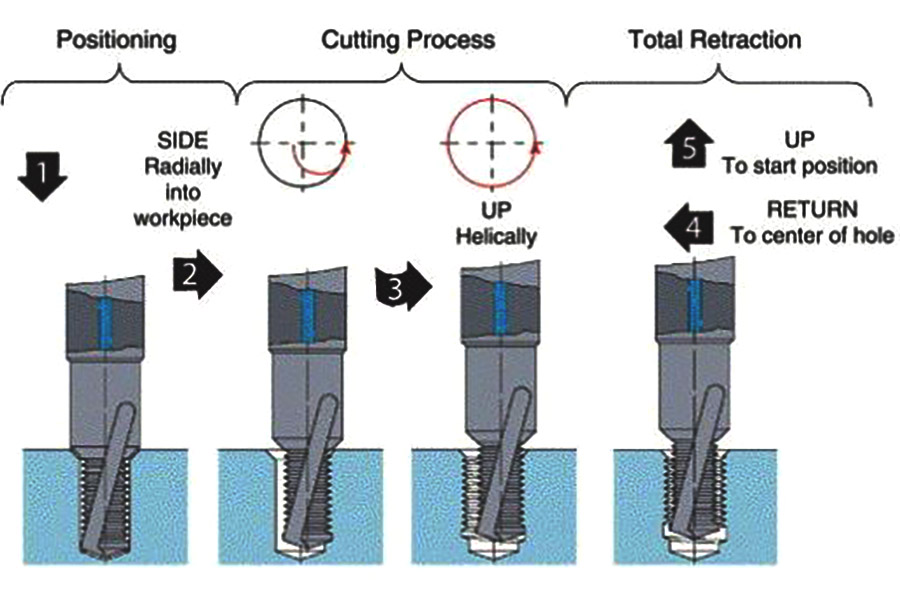
タッピングする代わりに、それを押し込むのではなく、はるかに小さくスレッドミリングカッター(スレッドミル)は、CNC工作機械で使用されます。カッターは円で回転します(xとyの軸は円で回転します)が、ゆっくりと下に移動し(z軸が下に移動します)、穴の壁の糸を1つずつ掘ります。これは、工作機械のらせん補間機能を採用しています。
ツールはスレッドミリングカッターです。最も驚くべきことは、カッターが異なるサイズで同じピッチ(ピッチ)でいくつかの穴を粉砕できることです。たとえば、ピッチが1.0の場合、M1.0ピッチはM6、M8、およびM10ホールをミルできます。
なぜ私たちのエンジニアはそれを使用することを好むのですか?
(1)最初に安全:
ツールの小さな直径は、実際の安全機能です。何か異常なことが起こったとしても、小さなツール本体は穴にロックすることは事実上不可能であるため、部品全体を傷つけません。これは、長く、時間がかかり、費用のかかるCNCフライス部品にとっては貴重です!
(2)高い柔軟性:
- 前述のように、1つのツールチューブには複数の開口部があります。
- スレッドの左側の回転(リバーススレッド)、スレッドの右側の回転(ポジティブスレッド)、自由回転方向、およびプログラムの処理方向の単なる逆転。
- スレッドとトレランスグレードの直径は、試合で高い精度を達成するためにプログラムできます。
- 生成された鉄のチップはサイズが小さく壊れており、クーラントはすすぎます。深い穴(特にブラインドホール)と、ステンレス鋼やチタン合金などのマシンが困難な材料を加工することで見事に動作します。
- より長いツール寿命。タッピングと比較して、糸のフライスカッターは、特に処理が困難な材料を処理する場合、より多くの分散切断力、より均一な摩耗、およびツール寿命が長くなります。
バランスをとる必要があるエリア
- 処理速度の低下:タッピングによって直接回転するのと比較して、各円を1つずつ粉砕するのに時間がかかります。
もう少し高価なツール:スレッドミリングカッターのみを購入することは、実際にはタップを購入するよりもはるかに高価です(タッピング)。 - 機器の依存:3軸リンクが必要ですミリングセンターまたは、ヘリカル補間を備えた3軸リンクミリング機で、機器能力が必要です。
スレッドミリングとタッピングの重要な経済比較:
| 比較項目 | スレッドミリングの利点が反映されています | タッピング | コアの違い |
| シングルホール切削工具のコストの可能性 | 中程度からハイバッチで低くなる可能性があります。 | 初期低。 | スレッドミリングカッターの強力なコスト共有能力。 |
| ツールライフ(難しい素材) | 有意な拡張(200-400%)。 | 比較的短い。 | より均一な摩耗のために切断力を分散させます(インコールなど)。 |
| 材料/開口部の最適化 | 材料を節約できます(最大15%)。 | そのような利点はありません。 | より良い底穴を設計して、材料の消費を減らすことができます。 |
| 処理範囲の柔軟性 | 複数の開口/回転方向/許容範囲を備えたシングルブレードカバレッジ。 | 1つの仕様、1つのツール、低柔軟性。 | スレッドミリングの中心的な競争力。 |
データソース:Sandvik Coromantアプリケーションガイド。
スレッドミリングは、安全で信頼性が高く、柔軟で正確なテクノロジーであり、特に複雑な部品、処理が困難な素材、小型バッチ生産に適しています。初期コストと単位時間はわずかに高くなっていますが、その包括的な利点は、複雑な部分、特別な素材、小さなバッチ生産でより優れていることがよくあります。
「生産が高需要のスレッド処理の課題に直面している場合は、JSに連絡して、スレッドミリングがプロジェクトの価値を生み出す方法を評価しましょう!」
実際のケース分析:医療機器と自動車括弧のプロセス選択
10年以上の機械加工の後、私の最大の経験は次のとおりです。を選択します正しいプロセスそして、コストを半分に削減します!今日は、複雑なシナリオで決定を下す方法を理解し、顧客に心配とお金を節約するために、2つの実際のケースを共有します。
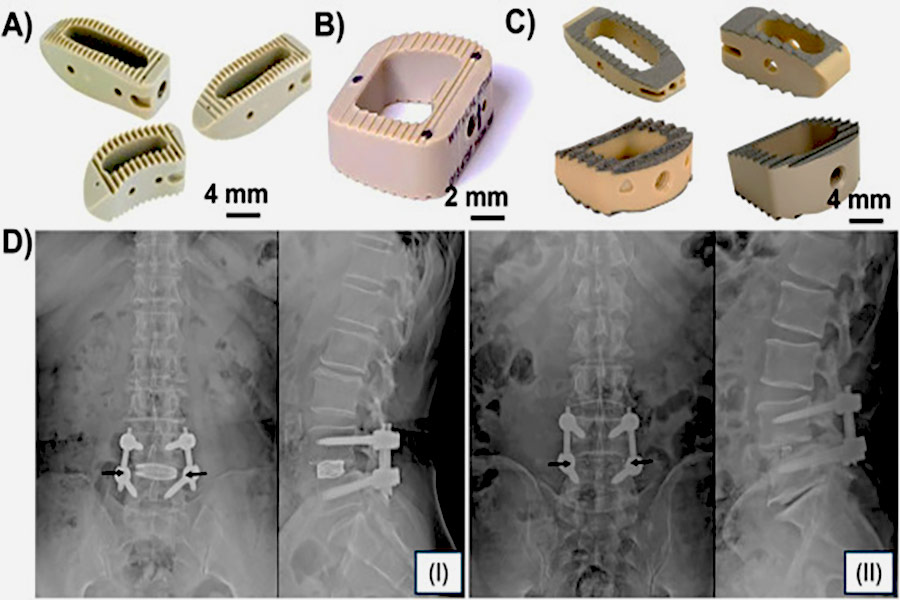
ケース1:価値の高い医療インプラント(ピーク材料)
顧客が私たちを見つけたとき、トリッキーなプロジェクトがありました。ネジを固定するための4 M3精度のねじ穴でピークで作られた脊椎融合ケージを処理します。各ピースは500ドル以上の価値があります。材料は高価で熱を恐れています。間違いがある場合、それは廃棄されます。スレッドは非常にきれいでなければならず、欠陥を許容することはできません。
スレッドミリングを使用することにしました。選択の理由は何ですか?
- リスクを回避することは最優先事項です。この部分は、ツールよりもはるかに高価です。タッピング中にタップが壊れた場合、損失は重くなります。スレッドミリングのリスクは低く、ツールブレークはほとんどありません。これにより、パーツの完全性が維持されます。
- 材料は特に適しています。ピークチップは麺のようなもので、穴に簡単に詰まっています。タッピングがブロックされると、スレッドは廃棄されます。スレッドミリングは、排出しやすい細かいチップを生成し、スレッド表面はるかに滑らかです。
- 厳密な品質管理:医療部品には高いスレッド精度が必要です。ミリングは、引き裂きや不均一性を避けるために、輪郭を正確に調整できます。タッピングの場合、わずかな偏差が失敗する可能性があります。
最後に、部品は100%配達されました欠陥がゼロで成功します。穴を粉砕するのはタップよりも20秒遅いですが、廃棄のリスクは回避されます。顧客は私たちの信頼性を称賛しました。
ケース2:大量の自動車エンジンブラケット(アルミニウム合金)
別のプロジェクトは、特定のモデル用に50,000のエンジンブラケットを生産することです。それぞれが12 m8のスルーホールスレッドを備えています。大量、厳しい時間、およびコストの感度が必要であり、処理時間とCNCミリング価格各ピースの最小化する必要があります。
押出タッピングを選択しました。 3つの理由があります。
- 速度は最重要です。タッピングは非常に効率的であり、生産ペースに追いつくための唯一の方法です。スレッドミリングは時間がかかりすぎており、進行状況が遅くなります。
- コストキラー:1回のタップは数十ドルで、スレッドミリングカッターの10倍以上安いです。さらに、大量およびツールコストの優位性が増加し、シングルピースのスレッド処理コストは0.1ドルを下回り、CNCミリング価格の顧客の厳格な目標を完全に満たしています(合計価格は1ピースあたり非常に低いレベルで維持されます)。
- チップの除去の問題:アルミニウムは柔らかく、押出タッピングはチップレスプロセスであり、糸の強さは良好で、詰まりがなく、安定性と生産が改善されます。
結果:50,000個のピースが時間通りに配達され、単価は0.1ドル未満で維持され、顧客は満足しました。これは、タッピングが効率の王であることを証明しています量産。
プロセス比較リファレンス
決定を下すとき、私たちは全体的な数値を対比する傾向があります。 IMD世界の競争力レポート2024統計に基づいて、私がコンパイルした後続のスレッド処理手順の比較。平均パフォーマンスを示していますが、特定のプロジェクトはまだ実際の条件と一致する必要があります。
| プロセスタイプ |
ホールあたりの平均コスト
|
ホールあたりの処理時間(秒) | 適用可能なシナリオ |
| スレッドミリング | 3.50ドル | 30 | 高価値の医療および精密成分。 |
| 絞るタッピング | 0.20ドル | 15 | 大規模な車、コストに敏感。 |
決定コア
これらのすべての例から、私は簡単な用語で1つのことを実感しました:タッピングとスレッドミリングに絶対的な正しいか間違っているかはありません。重要なのは、「リスク」と「効率」のトレードオフを分析することです。
「製造の第一人者であるピーター・ドラッカーがかつて言ったように、測定されることは管理されます。」
コンポーネントが機械加工コストよりもかなり高価な高価値作業の場合は、リスクを削除するためにスレッドミリングを選択します。コストとスピードを追いかけるバッチ制作作業の場合、タッピングは議論の余地のない王です。
「新しい部品を設計するか、プロセスを選択しているかにかかわらず、理論に依存しているだけでなく、実際のリスク、効率、データを組み合わせて意思決定を行います。急いでJSチームに連絡してオンラインで試してみてください。CNCミリングサービスあなたの決定を最適化し、お金と時間を節約するのに役立ちます。アクションは成功をもたらします!」
FAQ-スレッド処理に関する最後の質問に答えてください
スレッドミリングの主な欠点は何ですか?
顧客は常にスレッドミリングの欠点について尋ねます。実際の経験から、注意すべき重要なポイントがいくつかあります。
- 比較的遅い速度:タッピングと比較して、同じ穴を処理するのにはるかに時間がかかります。これは、毎分と1秒ごとに大量の大量生産(例:自動車部品)の要件を満たすことができない場合があります。
- 少し高いしきい値:プログラミングは、タッピングサイクルを直接呼び出すよりも複雑です。特別なCAMモジュールを使用するか、Spiral MotionでGコードを注意深く記述する必要があります。ほとんどの初心者オペレーターは、ツール(スレッドミリング計算機)を開始および使用して、ツールパスとパラメーターを計算するために時間を費やす必要があります。
- 小さな穴を作るのは困難です。M2以下などの非常に小さなねじ穴の場合、このような小さくて正確な糸ミリングカッターを作るのは難しいです。コストははるかに高価です。タッピングは一般に、このような小さな穴のより実用的な解決策です。
したがって、スレッドミリングを選択するかどうかは、プロジェクトの特定の要件に本当に依存します。非常に高い効率の要件または小さな穴がありますか?タッピングはより実用的かもしれません。
タッピングとスレッドの違いは何ですか?
スレッドは、内部および外部スレッドの処理を含むワークピースにスレッドを作成するためのすべてのプロセスを指す一般的な用語です。
タッピングは特定のプロセスであり、これは、タップを使用して事前にドリルされた穴を回転させて内部スレッドを生成することを特に指します。これは、内部スレッドを処理するための最も一般的で直接的な方法の1つです。
スレッド処理には他にも多くの方法があります。タッピングに加えて、次のものも含まれます。
- ターニングスレッド:旋盤では、フォーミングターニングツールを使用して、鉛筆をシャープにするなどの外部または内部スレッドを「回転」します。
- スレッドフライス加工:特別なスレッドミリングカッターを使用して、大規模なスレッドまたは不規則な部品に特に適したフライス装置で「ミル」します。
- スレッドローリング:切断なし!硬化したスレッドローリングホイールを使用して金属を「絞る」ため、効率的で強力な糸を形成するために塑性変形が可能になります。
簡単に言えば、タッピングは、スレッド処理の大規模なカテゴリの下で内部スレッドを処理するために特別に使用されるプロセス方法です。スレッド処理には、タッピングとスレッドを作成するためのすべての手法が含まれます。
すべての材料を糸を粉砕できますか?
理論的には、それを使用して、粉砕できるほとんどの材料のスレッドを作成できます。さらに、タッピングを特に「頭痛」にするこれらの材料にとっては、ほぼ最初の選択肢です。
これらの難しい素材について考えてください:
- スーパーハードスチール(45 HRCを超える硬度)。
- 強いタフネスを備えたチタン合金。
- 高温に耐性のあるさまざまな高性能合金。
- 炭素繊維板などの複合材料。
なぜスレッドがこれらの資料の「良いパートナー」に加えているのですか?タップを強制してこれらの資料をタップすると:
- タップはあまりにも早く着て、非常に短い寿命を持っています。
- 最悪のことは、タップが非常に簡単に穴を壊すことができ、それが大きなトラブルとリスクをもたらすことです。
- 糸の粉砕は、より柔らかい切断とより良い熱散逸を備えており、これらの処理が困難な材料に取り組む方が安全で制御可能です。したがって、そのような材料のスレッドを処理する場合、スレッドミリングは実際に理想的で信頼できる選択です。
まとめ
タッピングとスレッドフリーミングは競合他社ではなく、あなたの「ゴールデンパートナー」のペアですCNCツールボックス。それについて考えてください、良いナイフと良いレンチにはそれぞれ独自の強みがあります。タッピングは速度と効率が比類のないものであり、スレッドミリングは安全性を確保することをリードしています。
彼らの境界とアプリケーションの範囲を理解することは、エンジニアにとっての基本的なスキルではなく、あなたが本当に優れた意思決定者であることの兆候です。結局のところ、賢明な選択は決してカジュアルな決定ではなく、コスト、リスク、効率性、最終的な品質に基づく包括的なトレードオフです。
次にデザインの図面が表示されたとき、あなたはまだねじ付き穴について混乱していますか?どのプロセスが最も適しているか心配しないでください!
- JSに来て、私たちは単なる処理以上のことをします。私たちが提供するトップのオンラインCNCミリングサービスの後ろには、ビジネスを本当に知っているエンジニアのグループがあります。
- 図面をアップロードして二重の値を取得します。実際の見積もりを取得できるだけでなく、さらに重要なことに、エンジニアは図面上のすべてのスレッドを注意深く分析します。
- テーラーメイドのソリューションあなたのために:私たちはあなたの特定の設計、量、ニーズに基づいて専門的な処理の提案を提供します - より経済的で効率的なタッピング、またはスレッドミリングはリスクを回避し、品質を確保することができますか?コストとリスクの最良のバランスを見つけるのに役立ちます。
簡単なスタート:デザインファイルを今すぐアップロードしてください! JSの専門知識とJSカスタムCNCミリング製造機能あなたのために図面のスレッドを正確かつ効率的に実現してください!

免責事項
このページの内容は、情報提供のみを目的としています。JSシリーズ情報の正確性、完全性、または妥当性に関して、明示的または黙示的な表明または保証はありません。サードパーティのサプライヤーまたはメーカーが、Longshengネットワークを介してパフォーマンスパラメーター、幾何学的許容範囲、特定の設計特性、材料品質と種類または仕上がりを提供することを推測すべきではありません。それは買い手の責任です部品の見積もりが必要ですこれらのセクションの特定の要件を特定します。詳細については、お問い合わせください。
JSチーム
JSは業界をリードする会社ですカスタム製造ソリューションに焦点を当てます。私たちは5,000人以上の顧客と20年以上の経験があり、高精度に焦点を当てていますCNC加工、板金製造、3D印刷、射出成形、金属スタンピング、その他のワンストップ製造サービス。
当社の工場には、100を超える最先端の5軸機械加工センター、ISO 9001:2015認定が装備されています。世界中の150か国以上の顧客に、高速で効率的で高品質の製造ソリューションを提供しています。少量の生産であろうと大規模なカスタマイズであろうと、24時間以内に最速の配送でお客様のニーズを満たすことができます。選ぶJSテクノロジーこれは、選択効率、品質、プロフェッショナリズムを意味します。
詳細については、当社のウェブサイトをご覧ください。jsrpm.com
リソース

