

レーザーカッターにプラスチックを入れて、スタートボタンを押しました。結果は大きく異なる場合があります。クリーンなエッジと正確な寸法で完璧な部分を得ることができます。または、機械から黄緑色の煙を窒息させる突然の爆発と、顔に当たる刺激的な匂いが得られます。これは、機械の貴重な集中力のレンズを汚すほど簡単ではありません。悪い、誤って有毒ガスを放出することができます。
これが現実ですレーザーカットプラスチック:適切な素材を選択し、半分の労力で結果の2倍を取得します。間違ったものを選択してください。せいぜい、材料が廃棄され、機器が損傷するか、最悪の場合、安全性を危険にさらします。
プラスチックには非常に多くの種類のプラスチックがあり、構成は非常に異なります、そしてレーザーに対するそれらの反応は大きく異なります。一部のプラスチックは、カットするのが適切でも不可能でもありませんが、「良いヘルパー」である多くの一般的なプラスチックもあります。これを習得すると、レーザー切断プラスチックは非常に便利なツールになり、細かいデザインでさまざまな部品をすばやく正確に作成するのに役立ちます。
サンプルの製造、ロゴの作成、パッケージの切断、複雑な製品部品の作成など、毎日の場合は非常に便利です製造プロセス。したがって、このガイドのコアは、落とし穴を避け、どのプラスチックをレーザーで安全かつ効率的にカットできるか、それらをカットする方法、および操作時にどの安全ポイントを念頭に置く必要があるかを把握することです。詳細に話しましょう。
コア回答の概要:
| プラスチックタイプ | レーザー切断の適合性 | 主な理由/予防策 |
| アクリル/PMMA | ✅素晴らしい | 最良の効果を得るために、火炎研磨のような滑らかなエッジ。 |
| 腹筋 | ⚠唱が必要です | 平均的なエッジの品質で、溶けて不快な臭気を生成します。 |
| ポリカーボネート(PC) | comments勧めません | 変色と点火を起こしやすい吸収性赤外線レーザー、有効性が低い。 |
| 塩化ポリビニル(PVC) | ☠️絶対に禁止されています | 非常に有毒な塩素ガス、腐食機を放出し、健康上の危険をもたらします。 |
| PETG | ⚠唱が必要です | 溶かして接着しやすく、正確なパラメーター設定が必要です。 |
| 酢酸樹脂(デルリン/ポン) | ✅いい | 切断はきれいですが、臭気は強く、適切な換気が必要です。 |
| ポリプロピレン(PP) | comments勧めません | 切断後、それは溶融粘性物質に変わります。 |
この記事はあなたの質問に答えます:
- このガイドでは、レーザーの下で異なるプラスチックがどのように動作するかを示し、どの材料に触れてはならないかを強調します。間違った選択は、機器の損傷や安全上の危険を引き起こす可能性があります。
- 実際の例(アクリルプロトタイプとABS機能部品の比較)を使用して、材料の選択が結果にどのように影響するかを明確に示します。
- 最後に、レーザー切断技術を安全かつ効率的に適用するのに役立つ厚さの切断やレーザー選択など、一般的な運用上の問題に対する実用的な回答を提供します。
なぜこのガイドを信頼するのですか? JSのレーザーおよび材料科学の実践
ここでのすべての経験は、JS会社のレーザー切断ワークショップの実際の操作テーブルから来ています。当社のコアビジネスの1つは、高精度レーザー切断部品の生産です。たとえば、顧客が10mmの厚さのアクリルから透明で滑らかなディスプレイのピースを切断したい場合、またはPVCまたは厚いポリカーボネートを切断したい場合は、直接伝えます。「これは本当に不可能だ」、これらの材料をレーザー化すると有害なガスが放出されることを明確に説明し、より安全を推奨するCNC加工ソリューション。
CO2レーザーでカットするのが最適なプラスチック、パラメーターの調整方法、またはファイバーレーザーが特定のプラスチックを切断するのに適していない理由。これらの知識は本からコピーされるのではなく、マシンと繰り返し処理後のマシンから取得されます。
このガイドは私たちによって蓄積されていますJSエンジニアリングパワーの調整、速度のテスト、頻度のチェック、カットおよび焦げた材料のスクラップのクリーンアップの数え切れないほどの時間を介してチームを組みます。
「レーザー物理学の先駆者の一人であるアーサー・シャウロウは、次のように述べています。レーザーワークを行うには、光と話すことを学ばなければなりません。」
マシンのパフォーマンスを徹底的に理解し、レーザーの下のさまざまなプラスチックのパフォーマンスと安全マージンを本当に理解しているのは、日々の「対話」を通じてです。ここで私たちが共有しているのは、安全性と信頼性を確保するために実際に解決した運用ルールです。」
レーザー切断プラスチックの科学:融解、蒸発または燃焼?
レーザー切断プラスチックは単純なカットではありません。本質的に、高エネルギーの光のビームを使用して、材料に正確に「話す」ことができます。この会話がどのように進むか、それが溶けたり、気化したり、残念ながら火傷をしたりするかどうかにかかわらず、間違いなく適切な素材を選択して良いものにするための最初のステップですレーザー切断部品。
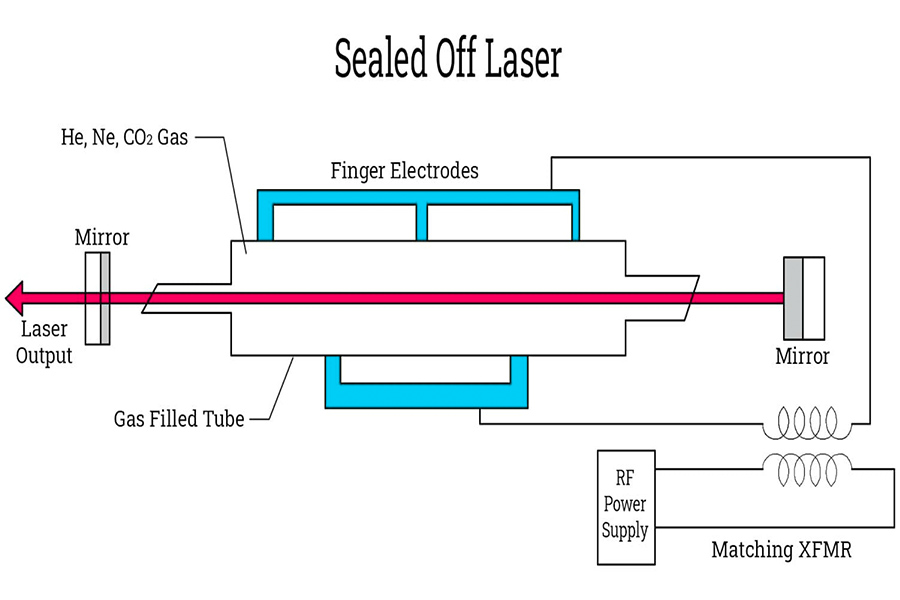
CO₂レーザー:なぜプラスチックと「互換性がある」のですか?
私たちのJSワークショップで、Co₂レーザーは、アクリルなどの有機材料を切断するための絶対的な主力です。その理由は単純です:それが発する赤外線(波長10.6μm)は、ほとんどのプラスチックの分子構造(木やアクリルなど)の分子構造に好まれ、効率的に吸収される可能性があります。エネルギーは材料によってすぐに「食べられ」、温度は蒸発点まで即座に舞い上がり、材料は直接ガスに変わり、補助ガスによって吹き飛ばされ、切開は自然にきれいできれいです。
融解と気化:切開品質の分水界
理想的な状況:
きれいな気化(アクリル/PMMAなど):アクリルは10.6μMレーザーを吸収し、すぐに気化点に到達し、直接ガスを形成して吹き飛ばします。端の残留熱は表面をわずかに溶かし、炎塗装、半透明、滑らかに見えるようにします。これは、高品質のディスプレイパーツを作成するための鍵ですレーザー切断。
面倒な状況:
過剰販売(ABS、PETGなど):このタイプの素材は溶けるのが簡単です。 300°Cでの腹筋の融点と350°の蒸発点は近すぎるためです。レーザーが照射されると、すぐにガスに変わりません。しかし、最初に溶融物質に変わります。
その結果、カットのエッジは荒く、スラグで覆われ、それ自体に戻ってさえ戻って、部品の品質を大幅に低下させ、クリーンアップを困難にします。
絶対に禁じられた領域:塩素含有プラスチック - レーザー切断の「毒」
JSでは、塩素含有プラスチックのレーザー切断をしたい顧客と出会った場合PVCおよびビニール、私はためらうことなく拒否します。これは誇張ではなく、本当に致命的です:
- 非常に有毒なガス:高温レーザーは、塩化水素(HCl)ガスを分解して放出します。このことを吸入すると、壊滅的な火傷が呼吸器に火傷を負い、その結果は非常に深刻です。
- 機械キラー:HCLガスは、空気中の水分に合うとすぐに塩酸になります!この酸性ミストは、精密レール、ネジ、特に数分で廃棄される高価な光レンズなど、機械のすべての金属部品を狂気に腐食させます。 1つの切断は機械を破壊します、そして、私は冗談ではありません。
一般的なプラスチックレーザー切断(CO₂)特性とリスク:
| プラスチックタイプ | CO₂レーザーの吸収速度 | 主な切断メカニズム | 切開品質の典型的な症状 | 主なリスクレベル |
| アクリル(PMMA) | 非常に高い | リード:ガス化 | 滑らかで透明な、エッジ溶融洗浄。 | 低(換気が必要)。 |
| 腹筋 | 高い | リード:融解 | スラグ、粗いエッジを簡単に溶かすのが簡単で、固化する可能性があります。 | 中程度(煙が高く、おそらく微量のベンゼン誘導体があります)。 |
| PETG | 高い | リード:融解 | 絵を描きやすく、端で炭化する傾向があります。 | 中程度(高レベルの煙とほこりがあります)。 |
| PVC(塩素を含む) | 高い | 分解/燃焼 | 重度の炭化と不規則なエッジ。 | 非常に高い! (非常に有毒なHClガス、非常に腐食性)。 |
| ポリカーボネート(PC)厚いプレート | ライジングフォール | 溶けやすい/炭化しやすい | 黄色、亀裂、蓄積が簡単で蓄積します。 | 中から高(煙が高く、おそらくフェノールが含まれている)。 |
ISO 11553のデータ、ECHAリスク評価レポート
「プラスチックのレーザー切断中に材料が溶け、蒸発、または分解されるかどうかを理解することは、部分品質、運用上の安全性、機器の生活に直接関係しています。新しい素材のレーザー処理特性を徹底的に理解することを強くお勧めします。安全性と品質は常にスピード前に来ることを強くお勧めします。
レーザー切断プラスチック材料のガイド:信号機の規則
私は10年以上レーザー切断を実行し、多くの人と一緒に働いてきましたプラスチック材料。今日、私はよく知られている「信号機」の原則と私の実際の経験を利用して、一般的なプラスチックを切断する際の重要なポイント、特に日常のCO₂レーザー切断機を使用する際に観察する必要がある問題を説明します。最初に安全性、効果を2番目に!
✅グリーンライトゾーン:自信を持ってカット(提案された材料)
アクリル(PMMA):レーザーカッティングの「ゴールデンパートナー」。 CO₂レーザー吸収速度は90%> 90%であり、きちんと清潔に蒸発する可能性があり、カットエッジはガラスRA以下3.2μmと同じくらい滑らかで透明であり、二次処理はほとんど必要ありません。これは、オンラインレーザー切断サービスのサイン、ディスプレイモデル、および精密な部品に最も人気のある素材です。
酢酸樹脂(POM / Delrin):高い切断精度と滑らかできれいなエッジは、ギア、ベアリング、機能的な部品などの耐摩耗性の部品に適しています。注:機械加工と換気システムが完全に機能する必要がある場合は、臭気が強くなります! 500m³/h以上の空気体積排気システム(ホルムアルデヒド放射0.5ppm)を装備する必要があります。
ポリエステルフィルム(ペットフィルム /マイラー):薄膜(通常は<0.5mm)の場合、レーザーは非常に細かい非メルトエッジ切断を実現できます。
heolly彼の黄色の光領域:注意して試してください
ABS:カットすることはできますが、効果は理想的ではありません。切断するときに蒸発するのではなく溶けるのは簡単で、明らかな煙と微量スチレンモノマーの匂いを放出しながら、端が粘着性と黄色になります。エッジに要件がない大まかな空白でない限り、実際には推奨されません。換気と強い換気を組み合わせる必要があります!
PETG:切断は挑戦的です。その溶融粘度は高く、溶けて描画または炭化するのは非常に簡単です。適切なパラメーターウィンドウは特に狭く、わずかに間違っている場合はひどく溶けます。厳しい部品を切り取ることができますが、うまくカットしたい場合は、試行とエラーのためにパラメーターを繰り返し調整する必要があります。多くの場合、使用するのはもっと心配かもしれませんCNCミリング。
PLA(3D印刷の一般的な材料):薄いシート(<1mm)を切ることができます。しかし、それがわずかに厚い場合、それはあまり良くありません。融点は低く、エネルギーがわずかに高いエネルギーで過剰に融合するのは簡単で、粗いエッジと水ぶくれが生じます。精密部品にはお勧めしません。
🚫レッドライト地区:触れないでください!危険な!
PVC(塩素化ポリマー≥56%):これは絶対的な制限領域です!高温での分解は、非常に有毒な塩化水素(HCl)ガス(放出> 15ppm)を放出し、人事の健康を深刻に危険にさらし、レーザーマシンレンズと内部部品を腐食させます。 PVC材料が表示されたらすぐに停止してください!顧客のニーズがどれほど緊急であっても、JSはそのような処理を拒否します。
ポリカーボネート(PC):Co₂レーザーでカットします。危険すぎる!熱を非常によく吸収し、直接燃焼しやすくなり、暴力的な融解、黄変を引き起こし、多くの炭素煙と有毒な煙を生成します。薄いシート(<1mm)でさえ、かろうじて線を引くことしかできず、ナイフで切断したり、で処理するよりも効果ははるかに悪いですミリングマシン。自分のためにトラブルを起こさないでください。
ガラス繊維/炭素繊維強化プラスチック:樹脂は燃焼し、補強繊維は継続的に切断されるだけでなく、多くの刺激的で有害な塵を生成し、PM2.5濃度は>1200μg/m³です(産業標準の40倍)、これは機械と環境を深刻に汚染しています。
レーザーカットプラスチックは、アクリル、酢酸、ポリエステルフィルムを識別するのが最も安全です。 ABS、PETG、およびPLAは慎重に試してみる必要があります。PVCから離れてください、ポリカーボネート、ガラス繊維/炭素繊維複合材料!
「適切な材料を選択することは、安全で効率的な処理の鍵です。手元の材料を切断できるかどうかわからない場合は、JS会社にお気軽にお問い合わせください。成熟したオンラインレーザー切断サービスは、解決策を確認して考えるのに役立ちます!」

実際のケース分析:迅速なプロトタイピングとターミナル製品
理論がどれほど優れていても、それは実際にどのように行われるかに依存します。今日は、本物の顧客のスマートホームコントローラーシェルプロジェクトを共有して、さまざまな段階で材料とプロセスをどのように選択するかを確認します。
ケース:スマートホームコントローラーシェル開発
プロジェクトの背景:顧客は、新しいスマートホームコントローラーのシェルを作成したいと考えています。プロジェクトは2つのステップに分かれています。
- ラピッドビジュアルプロトタイピング:急速に1:1モデルを作成します。コア要件は、設計確認のために外観(特に透明なディスプレイウィンドウとフロストテクスチャ)を正確に提示することです。
- 小さなバッチ機能プロトタイプ:約10セットのシェルを作成します。これは、毎日の使用をシミュレートするのに十分な強さでなければなりません(ボタンの押し、偶発的な落下など)、内部チームの機能テストを行います。
フェーズ1:ビジュアルプロトタイプ
コア顧客の要求:迅速な配達、制御可能なコスト、非常に現実的な外観(透明な窓の透明度、霜のついた体のテクスチャー)。
JSソリューション:レーザー切断アクリル(PMMA)。
なぜそれを選ぶのですか?
- よく外観:透明なアクリルは窓として使用され、カットエッジは清潔で明るく、二次研磨なしで明るくなります。霜の付いた黒いアクリルはボディとして使用され、テクスチャは最終製品のコンセプトとほぼ同じように見えます。
- 極端な配達:アクリルは、レーザー切断に最も効率的なプラスチックの1つです。顧客は午前中に絵を確認し、午後にプロトタイプを彼に届けることができます。これは、設計の迅速な反復にとって重要です。
- コストフレンドリー(シングルピース/スモールバッチ):シングルピースまたは非常に小さなバッチビジュアルモデルの場合、レーザー切断のスタートアップコストと単位コストは射出成形。レーザー切断の価格の利点は非常に明白であり、特に検証段階に適しています。
フェーズ2:機能プロトタイプ
コア顧客の要求:実際の環境での機能的および耐久性テストに十分な強度と靭性を備えた10セットのシェルを提供します。
顧客の最初のアイデア:ABSシートのレーザー切断を使用して使用できますか?
JSの専門分析と提案:
ABSのレーザー切断が推奨されないのはなぜですか?
顧客に説明しました。技術的には実現可能ですが、ABSのレーザー切断には重大な問題があります。
- エッジの品質が悪い:腹筋のレーザー切断は溶けやすく、エッジは粘着性があり、炭化され、埋め込まれています。表面は粗く、外観は貧弱です。
- 隠された内部怪我:高温切断プロセス材料内のストレスを生成し、部分を脆くし、実際の強度は材料自体の理論的価値よりもはるかに低くなります。あなたがそれを落とすと、それが落ちたらすぐに割れるかもしれませんが、これはABS材料自体が良くないという意味ではなく、プロセスによって引き起こされる「内部損傷」です。これにより、テスト結果が歪んでいます。
- 強い臭気と煙:強い換気が必要であり、加工環境は友好的ではありません。
JS推奨選択肢:
オプション1:ABSシートのCNC処理。
- 利点:処理精度は非常に高く、ABS原料の強度と靭性は完全に保持でき、パフォーマンスは最終射出成形部品に最も近い。
- 考慮事項:特に小さなバッチ(10セット)の場合、コストは比較的高く、処理時間も長くなります。
オプション2:FDM 3D印刷ABS(最終的に採用されたオプション)。
利点:
- 強度、コスト、速度の間の最高のバランスを見つけました。 FDMプリントされたABS部品は良好な靭性を持ち、射出成形部品の耐衝撃性をよりよくシミュレートできます。コストはCNCよりも低く、速度は高速です。
- 最も重要なことは、小さい場合ですデザインの問題テスト中に見つかります(バックルがきつすぎるなど)、設計ファイルはすぐに再度変更して印刷でき、調整は非常に柔軟です。
考慮:表面には層状のラインがあり、CNCや射出成形部品ほど滑らかではありませんが、機能テストは完全に受け入れられます。
付加価値サービス:レーザー切断も使用しました高精度マイラー(ポリエステルフィルム)顧客のコントローラー内の回路基板の安全性を確保するための断熱ガスケット。
結果:
顧客は最初に、迂回することなく、超高速アクリルレーザープロトタイプで外観デザインをロックしました。次に、aを使用して内部テストを正常に完了しました3D印刷ABS機能的プロトタイプ、いくつかの小さな構造問題を事前に公開および修正します。プロセス全体はシームレスで効率的で信頼性が高く、顧客に多くの試行錯誤の時間と潜在的なコストを節約しました。
重要な啓示:
特に外力にさらされる場合、パフォーマンスの一部に対するさまざまな材料とプロセスの影響は現実的です。次のキーインジケーターのパフォーマンスの違いを見てください - 曲げ応力 (材料の曲げ変形に抵抗する能力)処理後:
| 材料 | 仕上がり | 曲げ応力(MPA) | 適切な段階 | コアの利点 |
| アクリル(PMMA) | レーザー切断 | 70 | 視覚的なプロトタイプ。 | 速度、コスト、表面効果。 |
| 腹筋 | レーザー切断 | 30 | お勧めしません。 | 高い内部応力は、強度の大幅な減少につながります。 |
| 腹筋 | CNC加工 | 45 | 機能プロトタイプ/スモールバッチ。 | 最高の強度と高精度。 |
| 腹筋 | FDM 3D印刷 | 40 | 機能プロトタイプ/スモールバッチ。 | 回復力、バランスの取れたコストと速度、柔軟性。 |
| PC | 射出成形(ターゲット) | 95 | 最終的な大量生産。 | 高強度と靭性。 |
注:テーブルの曲げ応力値は、典型的な範囲です。特定の値は、材料グレード、プロセスパラメーター、パーツ設計などの影響を受けます。重要なのは、トレンドの違いを確認することです。
さまざまな段階で製品を作るにはさまざまな方法があります。レーザー切断は「見栄えの良い」ための強力なツールです(特にアクリル)、高速で低コスト。しかし、耐久性のある機能部品を作成するには、CNC処理と3D印刷の強度、コスト、柔軟性を比較検討する必要があります。
プロセスが設計を制限させないでください。また、材料がテストをドラッグしないようにしないでください。 JSでは、私たちだけではありませんカット材料、ただし、プロジェクトの段階と目標に応じて、最適な材料処理の組み合わせを選択する方法も知っています。次のプロジェクト、あなたのニーズについて話しましょうか?私たちはあなたが最高の道を計画するのを手伝います!

FAQ-プラスチック切断に関する最後の質問に答えてください
レーザーはどれくらい厚いプラスチックをカットできますか?
これは主にマシンのパワーに依存しますそして、あなたがカットしたいプラスチックの種類。最も一般的なアクリルを例として取り上げてください。当社の130Wレーザーマシンは、通常、20〜25 mm(約1インチ)の厚さボードをスムーズにカットできます。
しかし、腹筋やデルリンなどの材料を切断している場合、切断できる厚さは大幅に小さくなります。プレートが厚すぎてマシンの理想的な切断範囲を超えている場合、カットベベルはより明白で、エッジが滑らかでまっすぐではない場合があることに注意してください。
実際の作業では、特に厚いワークピースに遭遇すると、通常、最良の結果を達成するために、その特定の厚さに応じて、さまざまなマシンと方法を扱う方法を準備します。
未知のプラスチックがPVCかどうかを判断する方法は?
盲目的に推測しないでください、自分でそれをテストしてください! - Beilsteinテストを使用します(銅線塩素試験方法とも呼ばれます):
- 注意してください:換気された場所で操作し、保護具(手袋、ゴーグル)を着用してください。
- 手順:きれいな銅線を見つけ、スプレーガンで赤を燃やし、熱いうちに少しプラスチックのサンプルを貼り付けます(溶けて貼り付けます)。次に、銅線をプラスチックで炎に戻し、燃やします。
- 結果を見てください:火炎が緑になった場合、プラスチックにはおそらくPVCである塩素が含まれていることを意味します!この材料をカットするためにレーザーを使用しないでください、塩素が加熱されると有害なガスが生成されるためです。原理は単純です。塩素は炎を緑に見せます。
ファイバーレーザーはプラスチックをカットできますか?
通常、そうでないか、その効果は非常に貧弱です。
なぜ?
- ファイバーレーザーの1.06ミクロンの波長は、主に金属に吸収されますが、ほとんどのプラスチックはほとんど「透明」です。エネルギーは直接通り抜け、それを加熱するためにプラスチックにあまり残っていません。
- 一部のプラスチックには、ファイバーレーザーがマークを付けるために特別な吸収体が追加されていますが、本当に切り抜けてよく切ってみたい場合は、CO2レーザーに依存する必要があります。その波長(10.6ミクロン)は、プラスチックが吸収するのがはるかに簡単で、エネルギー利用率が高く、プラスチックを切断するためのより信頼性の高い選択肢です。
近くにプラスチックレーザーカッティングサービスはどこにありますか?
「プラスチックレーザー切断」を検索してローカルサービスプロバイダーを見つけることができますが、より速く、より心配のない方法は、当社のようなオンラインレーザーカッティングサービスを使用することです。設計ファイルを直接アップロードし、材料の厚さとタイプを選択すると、システムはすぐに明確なレーザー切削価格を与えます。さまざまなパワーの機器、在庫の一般的なプラスチックシート、精度、速度が保証されており、どこにいてもオンデマンドをカスタマイズするのが便利です。
まとめ
レーザーカッティングプラスチックには強力な機能がありますが、アプリケーションの成功は専門的な知識と安全性の認識と不可分です。コアは次のとおりです。異なるプラスチック材料とレーザー間の相互作用を深く理解することが重要であり、安全性は常に最優先事項です。右材料の選択切断効果、機器の寿命、人員の安全を直接決定します。
材料の選択にリスクを取る必要はありません。 JSチームはあなたに専門的なサポートを提供します:
- 専門的な物質的相談:私は長年この業界に携わってきましたが、どのプラスチックがレーザー切断に適しているかを最もよく知っています。あなたは私たちにあなたのニーズを教えてくれます、そして私たちは私たちの経験に基づいて、運用上の安全と削減の品質を確保するために私たちの経験に基づいて最高の材料を推奨します。
- ワンストップカスタマイズサービス:必要に応じてカスタムレーザー切断製造、CADファイルをアップロードしてください。システムはすぐに実際の見積もりを提供します。また、私たちのエンジニアリングチームは、最も適切なプロセスと材料が生産に使用されることを保証するために、あなたの設計を無料でレビューします。
- 時間と労力を節約する:物質的な推奨事項から、引用から生産まで、すべてがオンラインで効率的に行われます。どこにいても、高品質のカットパーツを簡単に入手できます。
安全性は少し問題ではありません、そして、材料の選択が重要です。私たちの経験にあなたを護衛させてください、提出するあなたのプロジェクト今オンライン!

免責事項
このページの内容は、情報提供のみを目的としています。JSシリーズ情報の正確性、完全性、または妥当性に関して、明示的または黙示的な表明または保証はありません。サードパーティのサプライヤーまたはメーカーが、Longshengネットワークを介してパフォーマンスパラメーター、幾何学的許容範囲、特定の設計特性、材料品質と種類または仕上がりを提供することを推測すべきではありません。それは買い手の責任です部品の見積もりが必要ですこれらのセクションの特定の要件を特定します。詳細については、お問い合わせください。
JSチーム
JSは業界をリードする会社ですカスタム製造ソリューションに焦点を当てます。私たちは5,000人以上の顧客と20年以上の経験があり、高精度に焦点を当てていますCNC加工、板金製造、3D印刷、射出成形、金属スタンピング、その他のワンストップ製造サービス。
当社の工場には、100を超える最先端の5軸機械加工センター、ISO 9001:2015認定が装備されています。世界中の150か国以上の顧客に、高速で効率的で高品質の製造ソリューションを提供しています。少量の生産であろうと大規模なカスタマイズであろうと、24時間以内に最速の配送でお客様のニーズを満たすことができます。選ぶJSテクノロジーこれは、選択効率、品質、プロフェッショナリズムを意味します。
詳細については、当社のウェブサイトをご覧ください。jsrpm.com
リソース

