

最も鋭いナイフよりも正確に鋼を切ることができる光の梁を想像してください。これはサイエンスフィクションではなく、ワークショップで毎日起こる現実です!金属プレート上のそれらの複雑な中空パターンや、完全に適合する精密な部分がどのように作られているのか疑問に思ったことはありませんか?ナイフマーク、バリ、きれいなエッジのみがありません。答えはこれにあります高度に焦点を合わせた光のビーム。
近代的な製造には、硬質材料の処理にはあまりにも厳しい要件があります。速度と精度の両方が必要であり、従来の方法は本当に少し無力です。これにより、レーザーカットなどの新しいテクノロジーが人気を博し、あらゆる歩みで使用されています。
私たちのJSでは、レーザー切断は単なるコールドマシンではありません。毎日、見ています顧客のデザイン、それが木材、アクリルシート、金属シートであろうと、この魔法の光の梁によって本物の完成品に変わります。この可能性は、それがどのように機能するかについて話すべきだと思うようになります。
簡単に言えば、巨大なエネルギーを髪よりも薄い薄い場所に集中し、最も安定した彫刻ナイフのように素材をさまようことに依存しています。あなたが金属、プラスチック、または私たちの人気のあるレーザー合板を切断しているかどうかにかかわらず、それは複雑なパターンをきれいかつきちんと切断することができます。この光のビームがどのように生成され、どのように切断タスクを完了するかを知りたいですか?あなたのためにそれを分解させてください。
コア答えの概要:
| 特性 | レーザー切断 | プラズマ切断 | ウォータージェット切断 |
| 正確さ | 非常に高い | 一般的な | より高い |
| スピード | クイック(薄いプレート) | 非常に高速(中程度の太いプレート) | もっとゆっくり |
| 熱性ゾーン(HAZ) | 非常に小さい | 大きい | なし |
| 材料の範囲 | 広く(金属/非金属) | 導電性金属にのみ適用されます | ほとんどすべての材料 |
この記事はあなたの質問に答えます:
- このガイドでは、レーザー切断のプロセス全体をご覧ください。
- 金属を正確にカットする方法の分析に焦点を当てます。
- 一般的なレーザー(CO2やファイバーなど)の違いを比較し、重要なパラメーターの計算方法:KERFの幅を示します。
- 最後に、実際のプロジェクトのケースを通じて、このテクノロジーが複雑なデザインを現実に効率的に変える方法を見ることができます。
これを知っていると、現代の製造におけるレーザー切断の中核的価値をより深く理解することができます。
なぜこのガイドを信頼するのですか? JSレーザーワークショップからの実践的な経験
私たちにとって、レーザー切断機単なる機器以上のものです。顧客のアイデアを実現するのは私たちの「ブラシ」です。毎日、私たちは1つのことを行います。顧客から送信された図面を、マシンが理解できる実行手順に変換します。つまり、電源、速度、周波数、ガス圧力などの重要なパラメーターを設定します。
さまざまな材料、異なる厚さ、さらには異なる種類のレーザー(CO2や繊維など)を使用することでさえ、まったく異なる設定が必要であることを明確に知っています。たとえば、3mm真鍮レーザー切断設定CO 2を取ります。電力、速度、焦点位置、補助ガス(通常は窒素)圧力、各パラメーターは、エッジを黒くすることなくきれいかつ迅速に切断するために右に調整する必要があります。これは、厚さ10mmのアクリルシートを切ることとはまったく異なります。
特に問題を説明するプロジェクトがありました。建築設計会社は、24時間以内にステンレス鋼の装飾スクリーンを切断することを要求するために、特に複雑なイスラム様式の窓板のCAD図面を送ってくれました。±0.1 mm以内の制御。私たちはそれをしました。難しいデザインを物理的なオブジェクトに迅速かつ正確に変えるこの能力は、私たちの日常業務の縮図です。
「レーザー加工の分野の専門家であるジャンピエールクルース教授は、非常に正確なことわざを持っています。本当にマスターレーザーカットをマスターする人は、素材との軽い話をする方法を知っています。」
このガイドは、さまざまな材料やレーザービームと「話している」というチームによって蓄積された体験の要約です。その中で説明されているのは、ワークショップで検証したすべての安定したプロセスパスです。
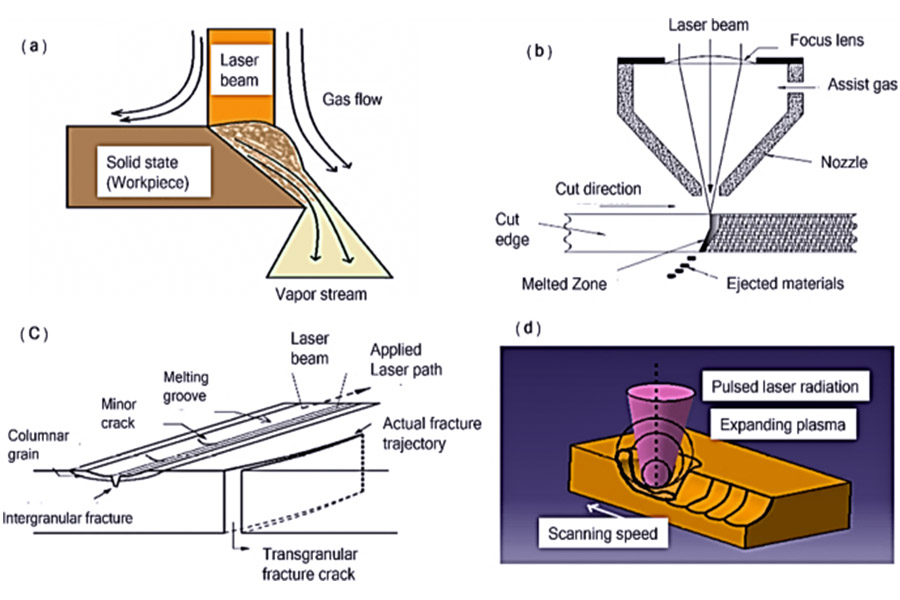
コア原理:超拡大ガラスと強力なエアフロー
依存しています超虫眼鏡と正確なエアフローの完璧な組み合わせ。私たちの機器の仕組みを段階的に説明させてください:
ステップ1:超高強度の「ライトナイフ」を作成して焦点を合わせます
- 純粋な色の強い光を生成する:マシンにはコアコンポーネントがあります。これは「ライトジェネレーター」(専門的にレーザーソースと呼ばれる)のようなものです。非常に強力で純粋な色の光のビームを生成できます。これは、切断に使用する「ライトナイフ」の原料です。
- 光ビームの送信:この光のビームはそれ自体では動きません。マシン内のいくつかの正確なミラー(これは光学パスシステム)によって中継され、切断ヘッドに着実に送られます。
- エネルギービームの焦点:カッティングヘッドには重要なコンポーネントがあります。これは、虫眼鏡を使用して太陽の下の紙に焦点を合わせているように機能します(フォーカスミラーです)。直径数ミリメートルのビームを即座に圧縮できます(通常は直径0.2 mm未満)。この焦点プロセス非常に重要であり、エネルギー密度はすぐに何千回も急上昇します!
元々散乱した光エネルギーが小さな針先の先端に集中しており、温度が非常に高く、触れたときに金属を即座に溶かしたり蒸発させたりすることさえあると想像してください。これは「ライトナイフ」の鋭い先端です。
ステップ2:溶融物質を取り外してきれいな切開を形成する
ライトナイフが機能し始めます。超高エネルギーに焦点を合わせたライトスポットが材料(鋼板など)に当たると、接触点温度が非常に高く、材料はすぐに溶け、その一部でさえ直接ガス(ガス化)に変わります。
高圧気流作用する:溶けたり蒸発するだけでは不十分です。溶けた廃棄物スラグは、切開を形成する前に掃除する必要があります。この時点で、切断ヘッドは、強力なヘアドライヤーのように、ライトスポットの軸に沿って吹き飛ばすだけで、高速で高圧エアフロー(これは補助ガスです)をスプレーします。
ガスの二重の役割:
(1)主なタスク:スラグを吹き飛ばします
この気流の主なタスクは、カットからレーザーによって溶けたばかりの金属液またはガスを吹き飛ばしてきれいにすることです。このようにして、切開はきれいであり、一緒に立ち往生することはありません。最後に、必要なカットが形成されます。これは、レーザー切断のためにKERFを見つける方法の重要なステップでもあります。
(2)追加効果:ヘルプまたは保護
私たちが選択するガスは、カットされている材料によって異なります:
- 通常の鋼板を切るとき、私たちはしばしば酸素を使用します。酸素はスラグを吹き飛ばすだけでなく、高温鉄と激しく反応します。これは、余分な火を追加するのと同等であり、切断速度をより速く効率的にします。
- ステンレス鋼、アルミニウム合金、およびその他の材料の切断では、窒素やアルゴンなどの「保護ガス」が利用されています。彼らの主な用途は、空気を保護し、切断の酸化を避け、黒になることを避け、カットエッジの清潔さを維持し、カットエリアからスラグを吹き飛ばすことです。これがレーザーの核心ですレーザー切断精密処理。
レーザー切断の根本的な原理は非常に単純です。非常に強力な集中ビーム(超拡大ガラス)を使用して局所的に材料を簡単に溶かし/ガス化し、同時に高圧エアフロー(強力なヘアドライヤー)を使用して溶融物質を吹き飛ばしてスリットを形成します。速く、正確で、カットが良好で、複雑な形状の切断を処理できます。
「JSの私たちはこのテクノロジーに熟練しており、効率的なレーザー切断サービスを提供しています。金属板であろうとパイプであろうと、お気軽にお問い合わせください。この光のビームを使用して問題を解決してください!」

ステップバイステップ:デジタルファイルから物理パーツまで
JSのレーザーエンジニアとして。これらの洗練された機器を毎日扱って、レーザー切断がコンピューターの図面をあなたの手の物理的な部分に変える方法を段階的に分解してうれしいです。プロセス全体が効率的かつ正確であり、デジタルと現実の間の完璧な橋です。
ステップ1:インポートとパスの計画を設計します
すべては、コンピューターのデザイン描画(通常はDXFやDWGなどの形式)から始まります。このファイルは、レーザー切断機の専用制御ソフトウェアにインポートします。
ソフトウェアの重要性の次のステップはレイアウトです。ソフトウェアは、エンジニアが自動的にまたは手動で動作させて、シート全体に複数のパーツシェイプを密接に整理します。目標は1つだけです。材料の使用を最大化し、廃棄物を減らすことです。計画が決定されると、切断パスも計画されます。
ステップ2:マシンパラメーター設定
オペレーターはカットマテリアル(たとえば、ステンレス鋼プレート、アルミニウムプレート、またはレーザーを使用して木材を切断することさえ)マシンワークベンチのフラットとクランプ。
最も重要なステップは、ここにあります:パラメーター設定の削減。 それはマシンを指揮するようなものです。素材の種類とその厚さに応じて、コントロールパネルから事前に検証されたレシピを入力または呼び出します。
- レーザーパワー:エネルギーサイズ、厚い部分を切るには、強い火力(高出力)が必要です。
- 切断速度:レーザーヘッドの動き速度を調整して、効率と品質を削減します。
- 補助ガスタイプ圧力:酸素を使用して「燃焼」して炭素鋼を切断しますか?または、窒素を使用してステンレス鋼を「シールド」しますか?ガス圧力の種類は、スラグの吹き吹き効果と削減品質にも直接影響します。
ステップ3:CNC制御下での精密機械加工
すべてが設定されており、開始スイッチを引いてください!公式レーザー切断操作。
このレーザー切断および実行プロセスは、コンピューターによって完全に制御されます。の指示を受け取った後CNCシステム、カッティングヘッドは、高速でソフトウェアによってトレースされたパスに沿って動きます。高エネルギーレーザービームは一度に発火し、高圧補助ガスが同期して放出されます。
レーザーフォーカスから生成された高温はすぐに材料を蒸発または溶かし、同軸掃引された高速空気はスラグを除去してきれいできれいなカットを形成します。マシンは、驚異的な速度で図面上のすべての線と曲線を正確に「描画」します。
ステップ4:アンロードと品質確認
切断が完了し、レーザーが消えます。オペレーターはカットシートスケルトンを取り外し、カットパーツを簡単に取り外すことができます。
最後のステップは品質管理です。品質の検査官は、部品のサイズ(キャリパー、プロジェクター、その他のツールを使用)とカットの品質(滑らか、バリ、スラグ、オーバーバーニングのかどうかを確認するため)を注意深く確認します。すべての部分がデザインの図面の要件を厳密に満たしていることを確認し、満たしていることを確認してください精度標準私たちは約束します。
デジタルファイルから完璧な部品まで、レーザー切断は速く達成し、高精度資料慎重な設計レイアウト、正確なパラメーター設定、効率的な実行プロセス、および厳格な品質検査による処理。金属だけでなく、木材やアクリルなどのさまざまな材料も処理できます。製造業にとって不可欠なツールです。
「当社のJS会社は、高度な機器と経験豊富なチームを備えたレーザー切断の分野に深く関わっています。あなたのプロジェクトが複雑で正確な金属部品であろうと、創造的でユニークな非金属製品であろうと、信頼できる処理ソリューションを提供することにコミットしています。」
実際の戦闘ケース分析:ハイエンドオーディオブランド向けの正確なフロントパネルの製造
オーディオをプレイする人は、最初に表示されるのはパネルであることを知っています。細かく作られたハイエンドの金属パネル製品の品質とユーザーの最初の感覚のサイレントスポークスマンです。よくできているかどうかは、ブランドイメージに直接関係しています。
顧客の課題:ブラシ付きテクスチャ、複雑なロゴ、小さな穴のあるアルミニウムパネルを作る
背景:よく知られているHi-Fiオーディオファクトリーが私たちを発見し、新しく設計されたアンプにはフロントパネルが必要でした。
直面した困難:
- デザインは複雑すぎます。パネルには、熱散逸のために複数のノブ穴と長いスリットが必要で、特に細かいブランドロゴが必要です(ロゴは多くの細い線で構成されています)。
- CNCミリング機の問題:の精度CNCミリング機十分ですが、フライスカッターは美しいブラシのあるアルミニウムプレートの表面に傷を残し、全体的なテクスチャを破壊します。さらに、それを使用して細かいロゴビットをビットずつカットすることは非効率的であり、コストが増加します。
- スタンピングは実行不可能です:ロゴの形状と熱放散スリットは複雑すぎます。特別なスタンピング金型が開かれている場合、コストと時間(特に小さなバッチトライアルの生産段階にある場合)は価値がありません。
JSのレーザー切断ソリューション:正確でロスレス、効率的です
中核的な質問:顧客は何を最も必要としていますか?つまり、パネルの表面に繊細なブラシの効果を破壊することなく、それらの複雑な形状を高い精度で切り取ることができ、それらに迅速に対応できる必要があります。小さなバッチのニーズ。
私たちの解決策:
- プロセス選択:分析後、ファイバーレーザー切断が、ブラシのある表面の100%保護の要件を同時に満たし、精度のミクロンレベルの要件を簡単に満たすことができる唯一のプロセスであることがわかりました。
- ガス選択:最先端がきれいで美しく、ブラシのある表面に合うようにするために、私は補助ガスとして高純度の窒素を選びました。この方法でのアルミニウムカットエッジは明るく、黒ではなく、醜い酸化はありません。
- パラメーター調整:チームメンバーと私は、マシンを数回繰り返しテストし、レーザー出力と切断速度を細かく調整しました。最適な組み合わせポイントが見つかりました。切削速度は十分に速く、発生した熱はほとんど影響を及ぼさないため、ロゴの部分を明確かつ鋭く切断できます。
- スピードは利点です:わずか48時間かかりました顧客から送信された最終図面ファイル(DXF形式)の受信から、50個の完成したパネルの最初のバッチを顧客に配信します。顧客はショックを受けました!
最終結果:顧客に親指を立てさせる「芸術作品」パネル
顧客のフィードバック:完成したパネルを取得した後、特にロゴのプレゼンテーションとすべてのカットの清潔さが非常に満足しました。彼らが以前に心配していた大きな問題はまったく現れませんでした。
最終的な利点:
- 大規模なコスト削減:当初考慮されたCNCソリューションと比較して、単位コストはほぼ60%削減されました。
- 高速:配送時間は、元の推定2週間から2日間で短縮され、新しいアンプのペースが市場に加速しました。
- 時間と労力を節約:パネルは切断後の完成品です。バリを粉砕する必要はありませんまたは、表面修理を行います。終了後に実際に使用できます。
他のプロセスとのレーザー切断の比較:
| 重要な指標 | CNCミリング(アルミニウム) | スタンピング(アルミニウム) | レーザー切断(アルミニウム) |
| 小さなバッチ複雑な部品のコスト | 非常に高い。 | 中から高(金型を含む)。 | 低い。 |
| プロトタイプ/小さなバッチ配信サイクル | 数日から数週間。 | 数週間(金型作りを含む)。 | 数時間から数日。 |
| 表面整合性保護 | 貧しい(コンタクトダメージ)。 | 良い。 | 優れた(非接触)。 |
| 複雑なジオメトリの実現可能性 | 高い。 | 低い。 | 非常に高い。 |
| 細かい機能の精度 | ±0.05mm。 | ±0.1mm。 | ±0.03mm。 |
注:データは、1〜2mmの厚さのアルミニウム合金処理の典型的な値に基づいており、特定のプロジェクトが変動する可能性があります。
「この協力により、レーザー切断は金属を切断するほど単純ではないと確信しています。従来の処理方法の多くの制限を破ります。複雑な金属部品、特に高い外観と高効率の両方を必要とする小規模な生産についても心配している場合、JSのレーザー切断能力はあなたが必要とするソリューションです。

FAQ-レーザー切断に関するさらに質問に答えてください
レーザー切断の利点と短所は何ですか?
- 利点は非常に顕著です。非常に高い精度(簡単に±0.1mm以下)、速度が高速で、材料への熱への影響はほとんどありません。切断されているのは「軽い」ため、物理的な接触はないため、ツールの摩耗の問題はなく、非常に柔軟です。
- もちろん、制限があります。切断容量は材料の厚さによって制限され、厚すぎるボードの効率と品質が低下します。機器自体の投資のしきい値は比較的高く、銅や真鍮などの高度な反射材料を切断するときにプロセスを特別に調整する必要があります。そうしないと、効果は不安定になります。加工中に煙とほこりが発生するため、良好な排気とほこりの除去システムを装備する必要があります。
「kerf」とは何ですか?
角膜は、レーザー切断時にビームが「燃える」材料の厚さです。それは小さいですが、正確なアセンブリ(プラグイン、モタイズ、テノンの構造など)を必要とする部品を設計するときに考慮する必要がありますが、それ以外の場合は、部品が収まらないか、あまり緩すぎる場合があります。
特定の材料とパラメーターの下で、マシンのkerf値を知りたいですか?最も実用的な方法は、正確なサイズ(20mmなど)の正方形をカットすることです。次に、精密キャリパーを使用して測定します。
- カットスクエアの実際のサイズ(19.9mmなど)。
- プレートから切り取られた正方形の穴のサイズ(20.1mmなど)。
- KERF≈(穴サイズ - 平方サイズ) / 2。
この例によると、それは(20.1-19.9)/2 = 0.1mmです。この0.1mmは、補償するために必要な値です。これは、フィットの精度を確保するための重要なステップです。
Co₂の違いは何ですか レーザーとファイバレーザ?
これは、主に異なるレーザー波長を生成するためです。
- ファイバーレーザー:波長は短く、金属材料は非常に効率的に吸収します。これにより、あらゆる種類の金属を削減するための最初の選択肢となり、通常はエネルギー消費のパフォーマンスが向上します。
- CO₂レーザー:波長は長く、ほとんどの非金属材料に簡単に吸収できます。したがって、木材、アクリル、プラスチック、その他の材料を切る方が良いでしょう。使用するものは、主に処理する材料に依存します。
まとめ
レーザー切断は、もはや達成不可能な「ブラックテクノロジー」ではありません。エンジニアの手に強力で使いやすいツールになりました。光とデジタルの精度の速度で、図面を物理的なオブジェクトに即座に変えます。それがそうであるかどうか迅速な校正パーソナライズされた部品のアイデアや大量生産を検証するために、それがもたらす効率と可能性は革新的です。
- あなたはまだあなたのデザインの実装について心配していますか?
- 絶妙なデザインはありますが、高精度を達成し、表面を保護し、小さなバッチに迅速に対応できるプロセスが見つからないのではないかと心配していますか?
- または、あなたのニーズを理解している真に信頼できるレーザー切断サービスパートナーを探していますか?
JSを選択しますそして、あなたの創造性をすぐに輝かせましょう!
私の近くでレーザー切断を検索しないでください!一流のファイバーレーザーおよびCO₂レーザー機器が装備されています。さらに重要なことは、私たちのエンジニアチームは材料の特性とプロセスの本質に精通しており、あなたに提供することができます最高の切断ソリューション。

免責事項
このページの内容は、情報提供のみを目的としています。JSシリーズ情報の正確性、完全性、または妥当性に関して、明示的または黙示的な表明または保証はありません。サードパーティのサプライヤーまたはメーカーが、Longshengネットワークを介してパフォーマンスパラメーター、幾何学的許容範囲、特定の設計特性、材料品質と種類または仕上がりを提供することを推測すべきではありません。それは買い手の責任です部品の見積もりが必要ですこれらのセクションの特定の要件を特定します。詳細については、お問い合わせください。
JSチーム
JSは業界をリードする会社ですカスタム製造ソリューションに焦点を当てます。私たちは5,000人以上の顧客と20年以上の経験があり、高精度に焦点を当てていますCNC加工、板金製造、3D印刷、射出成形、金属スタンピング、その他のワンストップ製造サービス。
当社の工場には、100を超える最先端の5軸機械加工センター、ISO 9001:2015認定が装備されています。世界中の150か国以上の顧客に、高速で効率的で高品質の製造ソリューションを提供しています。少量の生産であろうと大規模なカスタマイズであろうと、24時間以内に最速の配送でお客様のニーズを満たすことができます。選ぶJSテクノロジーこれは、選択効率、品質、プロフェッショナリズムを意味します。
詳細については、当社のウェブサイトをご覧ください。jsrpm.com
リソース

