

Potresti pensarloCasting di sabbiaVersare il metallo fuso è in uno stampo di sabbia? Allora perché alcuni getti sono forti e durevoli, mentre altri sono pieni di buchi e rotture quando bussano? Il problema spesso non è interamente nel metallo stesso, ma in una combinazione chiave di "triangolo di ferro" che non è selezionata correttamente: il metallo che usi, la formula della sabbia che lo avvolge e il materiale utilizzato per creare lo stampo. Qualsiasi selezione impropria di uno di questi tre collegamenti può portare al fallimento dell'intero progetto.
Metali come alluminio, ferro, acciaio e magnesio sono ampiamente utilizzati nella nostra fusione di sabbia. Il vantaggio fondamentale di questo processo per migliaia di anni è che è flessibile e ci consente di adattarci in base alla forza e alle prestazioni delle parti. Ma non puoi scegliere quale metallo usare casualmente! Prima di tutto, devi esaminare i requisiti di fusione delle parti stesse, i lotti di produzione, il controllo dei costi e altri fattori per selezionare e ottimizzare in modo flessibile i materiali metallici.
Nel progetto sono responsabile, aottenere getti qualificati. Il primo passo è scegliere questo "triangolo di ferro". Il metallo è il cuore, la formula di sabbia è lo strato protettivo e il materiale dello stampo è la base. I tre devono essere considerati in modo coordinato, abbinando attentamente i requisiti di progettazione delle parti, le caratteristiche del metallo e le condizioni di produzione effettive, al fine di trovare la combinazione più adatta, controllare efficacemente i costi e migliorare l'efficienza.
Riepilogo della risposta principale:
| Sistema di materiale | Ruolo principale | Materiali comuni | Considerazioni chiave |
| Fusione di metallo | La formazione del prodotto finale determina le sue proprietà meccaniche. | Ghisa, in ghisa, lega di alluminio, lega di rame. | Forza, peso, costo, resistenza alla corrosione. |
| Materiali di modanatura | Formare la forma del componente è il nucleo del processo. | Casting sabbia (sabbia di silice), legante (bentonite, resina). | Forza, traspirabilità, resistenza al fuoco e costi. |
| Materiale di aspetto | Il "modello" per la produzione di stampi di sabbia determina l'accuratezza e la durata della vita. | Legno, plastica (compresa la stampa 3D), metallo (alluminio, acciaio). | Dimensione, complessità e costo del lotto di produzione. |
Questo articolo risponderà alle tue domande:
- In questa guida, mi concentrerò sui tre materiali più critici nella fusione di sabbia.
- Rivelare la formula tipica della sabbia di ghisa e confrontare le caratteristiche dei diversi metalli.
- Infine, utilizzeremo un vero caso del prodotto per illustrare come i tre materiali interagiscono per garantire che le getti possano funzionare in modo affidabile in condizioni di lavoro difficili.
Perché fidarsi di questa guida? Esperienza di prima mano da JS Casting Engineers
Come ingegneri di casting di JS, la fiducia di questa guida viene ogni giorno dalla nostra esperienza pratica nel seminario.
Quando un cliente porta una domanda per unParte di fusione di sabbia in alluminio, La nostra prima domanda è sempre: dove verrà usata questa parte alla fine? Cosa resisterà? Ciò determina direttamente se scegliamo A356 con una buona fluidità e adatto a parti complesse o un voto speciale con una resistenza più elevata. La scelta del metallo giusto è la base.
Controlliamo l'umidità nel fusione di sabbia verde con una precisione dello 0,1%. Perché?
Perché un po 'più di acqua si trasformerà in fori d'aria durante il versamento e l'intero lotto di getti può essere demolito. Lo stesso vale per la scelta dei materiali di stampo. Dovremmo usare stampi in legno a basso costo o stampi metallici durevoli? Questo dipende dal volume dell'ordine futuro del cliente, non solo al presente. Queste sono le verità difficili che riassumiamo ogni giorno nel seminario.
Le abilità reali si basano sui casi per parlare:
Il corpo della valvola idraulica di un cliente, il canale di flusso interno è sempre inaccurato e l'elaborazione richiede tempo e ad alta intensità di lavoro. Abbiamo cambiato la sabbia avvolta nel metallo dalla normale sabbia bagnata alla sabbia di resina chimicamente guarita e l'accuratezza dimensionale è aumentata immediatamente. Il successivo volume di lavorazione è stato tagliato direttamente di quasi il 60%,Risparmio di molti soldi.
Questa è la sinergia del "triangolo di ferro" che sottolineiamo. Il metallo è il fondamento, la formula di sabbia è la chiave per la modellatura e il materiale dello stampo determina per quanto tempo può durare.
"David Weiss ha spesso detto: lo stampo è l'ingegnere di processo silenzioso."
Comprendiamo profondamente che la qualità dello stampo e la scelta dei materiali determinano in silenzio ma in modo fondamentale il destino della fusione finale. I trucchi in questa guida sono l'esperienza hard-core che ho accumulato dalla risoluzione di problemi pratici e l'ottimizzazione dei processi di produzione più e più volte, ed è l'uso reale della scienza dei materiali sulla linea di produzione.
Sistema 1: materiale di stampaggio - non sabbia
Consentitemi di parlare della "sabbia" del casting di sabbia, che non sembra invadente ma è davvero cruciale: il materiale di stampaggio. In realtà, è la spina dorsale del successo o del fallimento dell'interoProcesso di fusione di sabbia! Il funzionamento di questa sabbia dipende in gran parte da tre elementi:
Materiale scheletro: questo è il pilastro dello stampo.
Sabbia di silice:Questa è la nostra forza primaria più ampiamente usata che ha un costo e abbondanza a basso costo. Ma non dovresti essere negligente nella scelta. Devi prenderti cura delle dimensioni delle particelle di sabbia, sia che la forma è adeguatamente rotonda e se è abbastanza pulita. Sono tutti preoccupati della qualità della superficie di fusione e della permeabilità all'aria dello stampo. Se non può essere evitato, sarà un problema gigantesco.
Sabbia speciale:Con leghe ad alta temperatura come l'acciaio fuso o quando si opera con requisiti di precisione dimensionale estremamente elevata, la sabbia di silice normale è un po 'sovraccarica.Ora dobbiamo impiegare sabbia speciale:
- Sabbia di olivina: è più resistente a temperature più elevate della sabbia di silice. Il segreto è che si deforma meno quando viene riscaldato e gli oggetti lanciati sono di dimensioni più coerenti e non saranno facilmente deformati fuori forma.
- Sand zircone: nella resistenza termica ad alta temperatura, è perfetta e rilascia anche il calore rapidamente. I getti fatti con esso hannosuperficie molto fine e liscia, in particolare quelle parti o parti di precisione a parete sottile, l'effetto è superbo. Le buone caratteristiche hanno prezzi costosi e il prezzo è relativamente alto.
Condivisione di tipo aggregato di sabbia di casting globale:
| Tipo aggregato | Componenti principali | Approssimativamente parlando | Scenari di applicazione tipici |
| Silica sabbia (siO₂) | Silice | 85% | La maggior parte delle getti include ghisa, alluminio fuso, lega di rame, ecc. |
| Sabbia di olivina | (Mg, Fe) ₂Sio₄ | 8% | Leghe ad alto punto di fusione come acciaio fuso e acciaio di manganese. |
| Sabbia di zircone | Zrsio₄ | 4% | Getti di precisione, che richiedono una qualità superficiale estremamente elevata o componenti a parete estremamente sottili. |
| Altro (sabbia di minerale di ferro cromo, ecc.) | Mescolare | 3% | Leghe speciali o parti localmente critiche. |
Fonte dati: riferimento completo al rapporto sulle tendenze del materiale globale del casting 2019 e ai dati di consenso del settore della International Foundry Society (IFS).
Binder: "colla" che rende insieme la sabbia
(1) Sistema di sabbia bagnata (argilla + acqua):
Questo è il sistema più tradizionale. Why is it called "green sand"? È a causa dello stato umido (verde non è sbilanciato), non a causa del colore.
- Ingredienti: sabbia di silice + argilla bentonite + acqua.
- Punti di forza: più economico,La sabbia può essere riciclata, e più rispettoso dell'ambiente.
- Svantaggi: la resistenza alla trazione non è alta ed è relativamente difficile realizzare stampi fine e intricati o nuclei di sabbia. La tolleranza dimensionale è scarsa ed è altamente sensibile al controllo dell'umidità (accurato ± 0,1% nella produzione di JS) e la variazione dell'umidità può facilmente provocare difetti dei pori.
(2) Binder chimico (sistema di sabbia in resina):
- Ingredienti: sabbia di silice + resina liquida (ad es. Resina furana, resina fenolica) + agente di cura.
- Vantaggi: forte nucleo di muffe e sabbia, tolleranze dimensionali di buone dimensioni, alta finitura superficiale della fusione, adatta a strutture complesse.
- Svantaggi: è possibile creare un alto costo del materiale, l'odore durante la miscelazione e il versamento della sabbia, la ventilazione e il controllo ambientale devono essere mantenuti bene.
Additivi: migliorare le prestazioni
Oltre agli aggregati e ai leganti di base, sono incorporate piccole quantità di materiali per facilitare il processo o per migliorare la qualità della fusione. Applicazioni tipiche:
Combinando la polvere di carbone con la sabbia bagnata in ghisa: il ferro fuso è molto caldo e la polvere di carbone viene consumata quando riscaldata e convertita in un sottile film protettivo di gas tra il ferro fuso e la muffa di sabbia. Questo film è efficace a tal punto che può impedire al ferro fuso di filtrare nei pori di sabbia, permettendo cosìLa superficie di fusione è più fluidae il carico di lavoro di pulizia da ridurre. Esistono altri additivi, come il miglioramento di attacco e fluidità anti-sabbia, a seconda delle esigenze specifiche.
"Padroneggiare accuratamente la combinazione di" triangolo di ferro "di materiali di modanatura è la pietra miliare del successo del processo di fusione della sabbia. Se si affrontano la qualità della fusione o le sfide dei costi, ti preghiamo di contattarci immediatamente. Il team JS fornirà soluzioni materiali comprovate e suggerimenti di ottimizzazione del processo in base alle tue esigenze specifiche. "

Sistema 2: fusione di metallo - dal ferro fuso all'alluminio
Per i prodotti di fusione che i clienti ottengono finalmente, la scelta dei materiali metallici è un processo decisionale completo che deve considerare resistenza, peso, resistenza alla corrosione, conducibilità termica e costi più realistici. Di seguito sono riportati diversi tipi di metalli di fusione che usiamo comunemente:
Metalli ferrosi - La spina dorsale delle applicazioni industriali
Ghisa:Questo è sicuramentela prima scelta per grandi partie parti che richiedono stabilità.
- Iron grigio: ha la capacità di assorbimento degli urti di miglior costo e eccezionale. Viene spesso utilizzato in luoghi come basi di macchine utensili e cilindri del motore. Il suo svantaggio è relativa fragilità.
- Ferro duttile: attraverso il trattamento con sferoidizzazione della grafite, la sua resistenza e tenacità sono vicine all'acciaio e mantiene una buona resistenza all'usura e resistenza all'impatto. È ampiamente utilizzato in componenti chiave come condutture d'acqua/gas, valvole, alberi a gomiti, ingranaggi, ecc.
Cash Acciaio:
Vuoi un materiale più forte?
Quindi devi guardare l'acciaio fuso. La sua forza e tenacità sono un livello superiore alla ghisa ed è particolarmente adatto per le parti di base che devono resistere a enormi forze, come le ruote dei treni eFrame chiave di attrezzatura pesante. Lo svantaggio è che il processo di fusione è più complicato e i costi di materiale e di elaborazione sono generalmente più elevati.
Metalli non ferrosi - Soddisfare le esigenze di leggero
Leghe di alluminio:
- I principali vantaggi sono leggeri, eccellente resistenza alla corrosione e buona conducibilità termica/elettrica. È ampiamente utilizzato nei campi di automobili, aerospace, macchinari generali, ecc. Ed è un comuneMateriale per fusione di sabbia in alluminio.
- Le applicazioni tipiche includono: collettori di aspirazione del motore automobilistico, coperture per testata, alloggiamenti della pompa, parti di alloggiamento e parti che hanno requisiti sia funzionali che di aspetto.
- Per parti con strutture complesse e requisiti di precisione estremamente elevati, è necessario valutare la selezione del processo di casting di investimenti rispetto alla fusione di sabbia in base a esigenze specifiche.
Leghe di rame:
Obbligo / bronzo: questo tipo di metallo ha una resistenza alla corrosione dell'acqua di mare di prima classe, una buona conduttività elettrica e termica e quella classica lucentezza metallica. Pertanto, sono spesso visti nelle eliche della nave, nelle parti delle valvole resistenti alla corrosione e in quelle squisite getti artistici. Il costo è relativamente più alto di quello della lega di alluminio.
Non c'è nomigliore scelta di fusione metallica, solo il più adatto. Dall'acciaio fuso ad alta resistenza e in ferro duttile a leghe di alluminio leggero e leghe di rame con proprietà speciali, ogni materiale ha il suo valore unico.
"Come ingegneri di JS, abbiamo molta familiarità con la corrispondenza delle proprietà dei materiali e dei processi di fusione. Ti invitiamo sinceramente a dirci i requisiti delle parti, l'ambiente di utilizzo, gli obiettivi delle prestazioni e il budget a JS. Consigliamo con precisione il miglior materiale metallico e la soluzione di casting per te!"

Sistema 3: Materiali del modello - da una volta all'uso ripetuto
1. Wood: un punto di partenza economico e conveniente
- Scenari applicabili: quando devi solo fare alcuni campioni o unpiccola produzione di prove batch, lo stampo di legno è il punto di partenza più economico. È veloce da elaborare e facile da modificare.
- Vantaggi: il costo iniziale più basso, relativamente semplice e veloce da realizzare e modificare.
- Svantaggi: scarsa durata, in particolare paura dei cambiamenti nell'umidità ambientale, facile da essere influenzati dall'umidità e dalla deformazione e la stabilità dimensionale diminuisce rapidamente nel tempo. È difficile garantire l'accuratezza dopo un uso ripetuto ed è adatto solo per una produzione a volume singolo o molto basso.
2. Stampa in plastica/3D: uno strumento per la velocità e la complessità
- Situazioni applicabili: è una scelta eccellente per la convalida di prototipazione rapida e lotti di produzione di piccole e medie dimensioni (decine a centinaia di parti), specialmente quando la configurazione parte è molto complessa e difficile da produrre attraverso il processo tradizionale.
- Vantaggi: con l'aiuto diTecnologia di stampa 3D, si possono produrre direttamente cavità interne complesse, superfici curvy e altre forme, che sono quasi impossibili da ottenere attraverso metodi tradizionali, accelerando il processo di sviluppo del prodotto. Gli stampi di plastica sperimentano meno usura rispetto agli stampi in legno e hanno una dimensione più stabile.
- Svantaggi: la resistenza all'usura e la resistenza tendono ad essere inferiori agli stampi metallici. Se utilizzato in grandi quantità per un lungo periodo, esiste il rischio di deformazione e usura. Più costoso degli stampi in legno ma meno costosi degli stampi in metallo.
Qui incontriamo spesso una scelta: se le parti sono particolarmente delicate e complesse e il lotto non è grande, a volte usando stampi in plastica stampati in 3D combinati conTecnologia di casting di investimentosarà più efficiente e più accurato della tradizionale casting di sabbia (ovviamente, anche il modello di costo è diverso). Questa è la tipica selezione di processi di fusione di sabbia rispetto alla fusione degli investimenti in cui è necessario considerare il materiale del modello.
3. Metal (alluminio/acciaio): il centro della produzione di massa
- Situazione in cui puoi usarlo: quando eseguirai una produzione a lungo termine e ad alto volume (decine di migliaia di unità) e richiede un'alta consistenza nelle dimensioni delle getti e della finitura superficiale, gli stampi metallici sono un requisito.
- Vantaggi: vita molto forte, estremamente lunga, ben dimensionalmente stabile, in grado di resistere alla scatola inversa, ai processi di vibrazione e demolding della linea di produzione di fusione di sabbia, cioè la fusione è molto coerente con pochissime fluttuazioni. A lungo termine, il costo unitario è molto vantaggioso dopo diluizione.
- Svantaggi: il costo di produzione iniziale è il più alto, il ciclo di elaborazione è il più lungo, i requisiti di progettazione e produzione sono elevati e le modifiche sono difficili. Adatto perproduzione in serie di prodotti finalizzati.
"In JS, abbiamo troppo familiarità con questi look. Se il tuo progetto sta scegliendo: se utilizzare stampi in legno per risparmiare costi e iniziare rapidamente, o per usare la stampa 3D per verificare rapidamente il design o per scegliere stampi metallici per adattarsi alla produzione di massa a lungo termine, specialmente nella produzione di massa, quando si sfrutta il vantaggio della scala del casting di sabbia, non esitate a contattare ora per una consultazione gratuita!"
Analisi effettiva del caso di combattimento: sviluppo di corpi di valvola di ferro duttile ad alta pressione per l'industria petrolchimica
Ho partecipato personalmente a questo caso e sono rimasto profondamente colpito. Lascia che ti dica come ho completato con successo questa attività:
Sui gasdotti petroliferi e del gas, le valvole sono cancelli di sicurezza. Come core, il corpo della valvola ha conseguenze disastrose una volta fallita, quindi la scelta dei materiali è molto importante!
Sfida del cliente: creare un corpo di grandi dimensioni in grado di resistere ai costi di alta pressione e controllo
Sfondo del progetto: una fabbrica di valvole con cui abbiamo collaborato per sviluppare un corpo di grande valvola DN300 (300 mm di diametro) percondotte a gas naturale ad alta pressione.
Dilemma della soluzione originale:
- La lavorazione completa (billetta in acciaio forgiato): macinare una cavità interna complessa da un solido acciaio forgiato? Il costo era spaventosamente alto e il cliente lo respinse direttamente.
- Saldatura a piastra in acciaio:Ci sono pericoli nascosti nelle saldature e non può superare la certificazione di sicurezza più rigorosa e il rischio è troppo grande.
- Cash grigio ordinario: la forza e la tenacità non sono sufficienti e non può resistere all'alta pressione del gasdotto e al pericoloso impatto del martello da acqua, quindi viene eliminata direttamente.
Soluzione di JS: giocare con il "triangolo di ferro dei materiali"
L'abbiamo analizzatoLa chiave del successo sta nel trovare una combinazione perfetta di materiali e processiCiò può non solo formare una cavità interna del corpo della valvola complessa in una volta, ma anche fornire la massima forza e tenacità.
(1) Casting Metal
Decisamente rinunciato a ghisa grigia.Ferro duttile scelto. La sua struttura di grafite sferoidale è la chiave, a differenza della grafite di ghisa grigia che dividerà la matrice. Questo lo rende vicino a quello dell'acciaio, nonché una buona tenacità e duttilità, ed è un materiale naturale per affrontare l'alta pressione e l'impatto.
(2) Materiale di stampaggio
La cavità interna del corpo della valvola ha canali di flusso complessi e la precisione dimensionale e i requisiti di finitura sono molto elevati. Abbiamo scelto sabbia autodisicante in resina furana per produrre nuclei di sabbia e stampi. Questo stampo di sabbia ha un'alta resistenza e può resistere all'impatto di quasi una tonnellata di ferro fuso ad alta temperatura, garantendo che la dimensione della cavità sia stabile e la parete interna è liscia, ponendo le basi per getti di alta qualità.
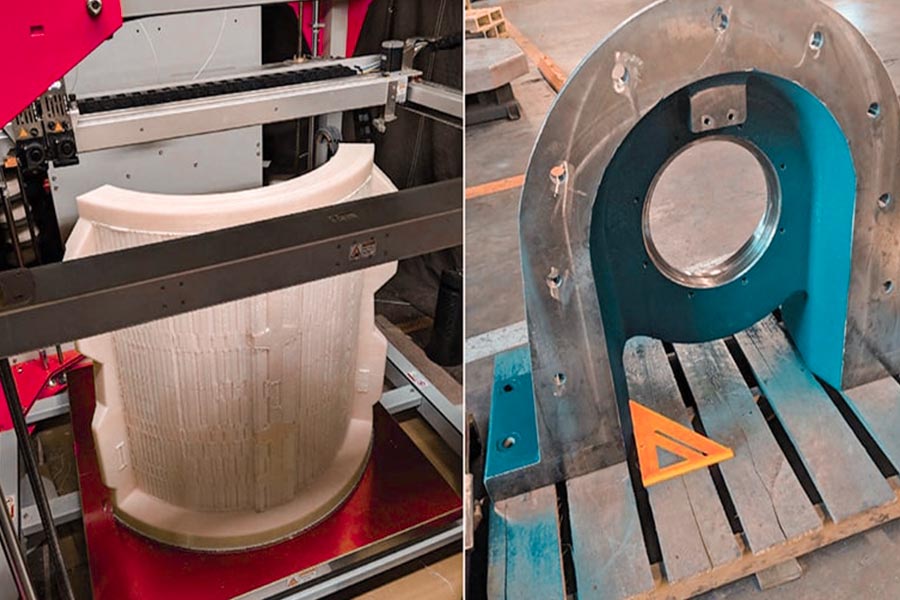
(3) Materiale del modello
Il prodotto del cliente deve essere prodotto in serie per molto tempo. Suggeriamo di non risparmiare un po 'di denaro e investire direttamente nel fare una serie distampi in alluminio ad alta precisione. Sebbene sia più costoso di uno stampo in legno, non è un problema usarlo centinaia o addirittura migliaia di volte! Questo stampo di sabbia in alluminio di fusione di sabbia assicura che ogni corpo della valvola sia uguale, con dimensioni precise, che diluisce notevolmente il costo di una singola parte.
Risultati: una situazione vantaggiosa di certificazione di sicurezza + vantaggio dei costi
Il corpo della valvola di ferro duttile integrato finalmente consegnato ha superato il rigoroso test di pressione dell'acqua di pressione di progettazione 1,5 volte e ha prestazioni affidabili. Ancora più importante, il costo è solo del 30% della soluzione originale di fresatura dura in acciaio!
Benefici quantificati:
| Elementi indicatore | Performance del raggiungimento |
| Costo di produzione | Ridurre del 70%. |
| Certificazione di sicurezza | Pass 100% (soddisfa i più severi standard del settore). |
| Efficienza fluida | Aumento di circa il 5% (grazie alla cavità interiore più fluida). |
"Questo progetto ha aiutato con successo il cliente a vincere un ordine chiave. Dimostra ancora una volta che un eccellente casting di sabbia è il risultato di una corrispondenza scientifica del" triangolo di ferro "di materiali metallici, tecnologia di stampaggio e strumenti di pattern. Padroneggiare questa capacità di abbinamento è il valore fondamentale che distingue JS dalle normali fonderie."
FAQ - Risposte a altre domande sui materiali di fusione di sabbia
1. La sabbia usata per il casting può essere presa dalla spiaggia?
Non farlo! La sabbia della spiaggia sembra simile, ma il sale (cloruro) e le conchiglie rotte (principalmente carbonato di calcio) nascoste in essa sono nemiche del casting. Quando viene versato ferro fuso ad alta temperatura, queste impurità subiranno violente reazioni chimiche, producendo gas e scorie, che portano direttamente a gravi difetti come pori, inclusioni di sabbia e persino pozzi di superficie nella fusione.
La sabbia che generalmente utilizziamo è sabbia di silice industriale appositamente trattata. Puliscilo, seleziona la dimensione delle particelle appropriata e asciugalo accuratamente per lanciare una buona fusione.
2. Cos'è la "sabbia verde"? È davvero verde?
Anche se si chiama "sabbia verde", non ha nulla a che fare con il colore! Il "verde" nel nome si riferisce effettivamente allo stato della sabbia "bagnato" o "sbilanciato". È il materiale di modellazione più comunemente usato ed economico nella nostra fusione di sabbia. La formula è molto semplice: sabbia di silice di base + argilla (principalmente bentonite) + acqua. Dopo la miscelazione, rimane umido, ha una buona plasticità, può essere compatta e può essere riciclato ripetutamente.
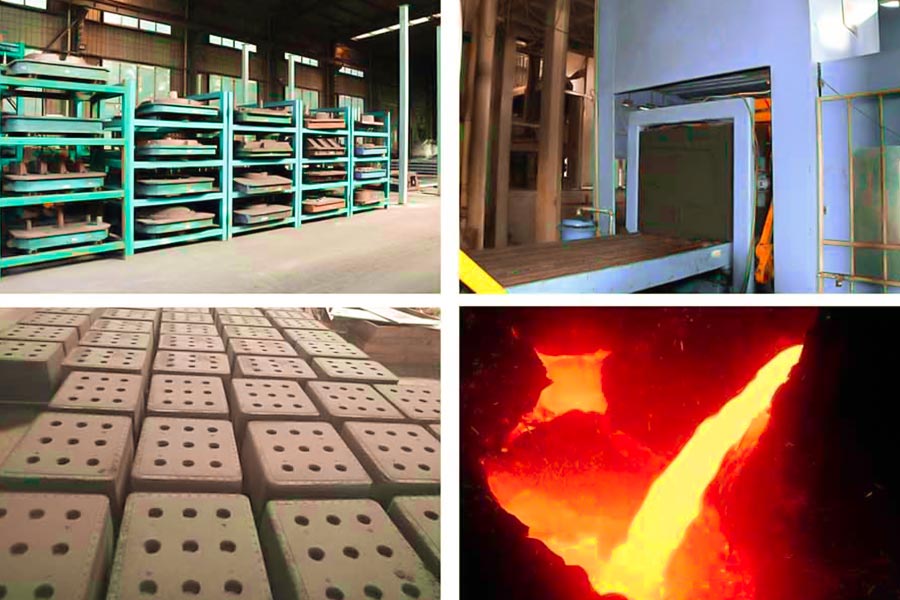
3. Quali attrezzature di base sono necessarie per fare getti di sabbia?
L'attrezzatura centrale è inseparabile da tre cose: il forno per la fusione di metallo è il punto di partenza, la macchina per miscelare la sabbia e lo stampaggio e il pallone per fissare lo stampo di sabbia. Dopo aver versato, è necessario anche tagliare e macinare l'attrezzatura per gestire le borse e versare monti delle getti. Questi costituiscono l'attrezzatura di base della fusione di sabbia e supportano l'intero processo di produzione.
Riepilogo
Il segreto per fare davvero bene nel casting di sabbia è capire accuratamente il materiale. Ciò richiede non solo che siamo competenti nelle proprietà dei metalli, ma anche che dobbiamo comprendere a fondo il comportamento chimico del materiale di modellazione e la tecnologia di elaborazione del materiale dello stampo.Nella pratica del casting di JS, comprendiamo profondamente che è il coordinamento preciso diI tre principali sistemi di metallo, materiali di stampaggio e stampi che alla fine producono prodotti di fusione di sabbiacon una struttura forte e prestazioni affidabili.
Stai valutando per il tuo prossimo progetto:
- Come bilanciare i costi e la fattibilità tecnica?
- C'è incertezza nella selezione dei materiali?
Non lasciare che i problemi materiali diventi un collo di bottiglia per il tuo progetto.Contatta gli ingegneri del casting di JS. Il valore che forniamo è molto più di un singolo preventivo. Sulla base di una comprensione completa del sistema dei materiali, ti forniremo analisi di soluzioni di produzione professionale per garantire l'ottimizzazione della selezione dei processi.
Carica ora i tuoi disegni di design!Cominciamo dalla selezione dei materiali più elementari e mettiamo insieme una solida base per il successo del tuo progetto.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo.Serie JSNon ci sono dichiarazioni o garanzie, espresse o implicite, per quanto riguarda l'accuratezza, la completezza o la validità delle informazioni. Non si dovrebbe dedurre che un fornitore o un produttore di terze parti fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di lavorazione del materiale o lavorazione attraverso la rete Longsheng. È la responsabilità dell'acquirenteRichiedi la citazione delle partiIdentificare i requisiti specifici per queste sezioni.Si prega di contattarci per ulteriori informazioni.
Squadra JS
JS è un'azienda leader del settoreConcentrati su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisioneMACCHING CNC,Produzione di lamiera,Stampa 3D,Stampaggio a iniezione,Stamping in metallo,e altri servizi di produzione unica.
La nostra fabbrica è dotata di oltre 100 centri di lavorazione a 5 assi all'avanguardia, ISO 9001: 2015 certificato. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità ai clienti in oltre 150 paesi in tutto il mondo. Che si tratti di una produzione di piccoli volumi o personalizzazione su larga scala, possiamo soddisfare le tue esigenze con la consegna più veloce entro 24 ore. scegliereTecnologia JSCiò significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito Web:jsrpm.com
Risorsa

