

In JS, spesso abbiamo una simile richiesta: creare un corpo di pompa da 50 kg con una struttura complessa. Se l'intero blocco di metallo viene tagliato e trasformato, lo spreco di materiale e costi è eccezionale.Casting di sabbia, una tecnologia secolare che può essere considerata l'antenato del casting, usa la sabbia più comune come stampo per "modellare" direttamente il metallo fuso nelle parti complesse desiderate.
Il processo è molto semplice:
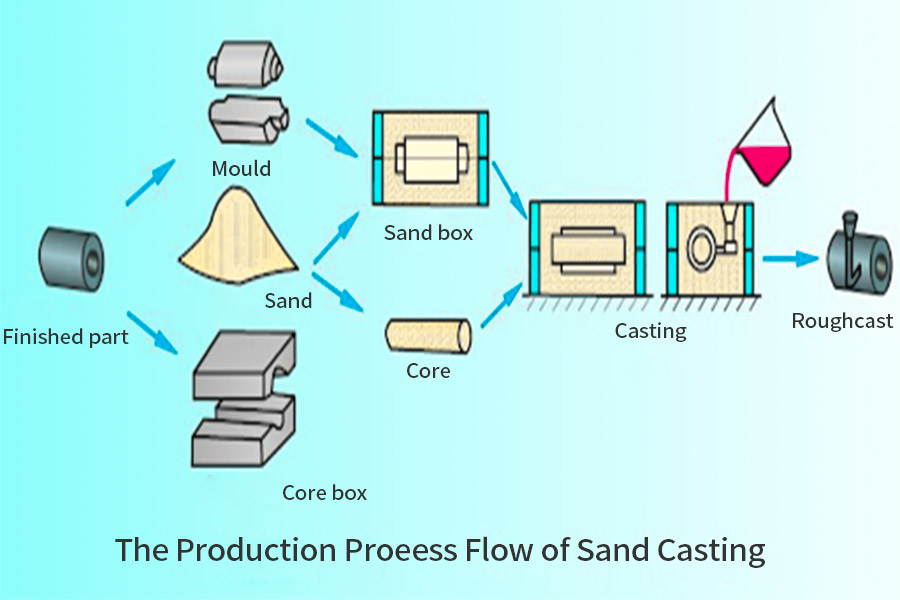
- Prima creiamo un modello di parte tua in metallo o legno. Mettilo in una speciale scatola di sabbia, riempilo con sabbia preparata e imballalo.
- Quindi, rimuovere attentamente il modello e la cavità parte nella forma esatta viene lasciata nella sabbia.
- Quindi versare il metallo fuso ribollente, lasciarlo raffreddare e diventare solido, abbattere la sabbia e la parte è fuori.
Vedete, la punta di denaro e risparmio di materiale in questo caso è che lo stampo di sabbia è usa e getta e può creare forme complesse.
Questo processo nel nostro seminario viene utilizzato ogni giorno. È più adatto per realizzare parti di grandi dimensioni, di forma complessa e non vogliono sprecare troppo materiale, come grandi involucri di pompe,corpi valvole, cilindri del motore, ecc. Mentre è necessaria l'esperienza nella selezione della sabbia, nella modellazione e nella temperatura del versamento, è precisamente questa flessibilità, economia e affidabilità che hanno permesso alla fusione di sabbia di mantenere in modo sicuro un posto nelle industrie automobilistiche e macchinari.
Riepilogo della risposta principale:
| Caratteristica | Casting di sabbia | Casting per investimenti | Casting da dado ad alta pressione |
| Materiali della muffa | Sabbia (solitamente usa e getta). | Shell ceramico (usa e getta). | Stampi in acciaio (riutilizzabili). |
| Precisione dimensionale | Generale | Alto | Molto alto. |
| La levigatezza superficiale | Approssimativo (che richiede elaborazione secondaria). | Liscio | Molto liscio. |
| Costo di produzione | Basso (specialmente in termini di costo della muffa). | Alto | Il costo degli stampi è estremamente elevato, ma il costo per pezzo è basso. |
| Scenari applicabili | Componenti della cavità interna di grandi, spessi e complessi. | Parti piccole, complesse e ad alta precisione. | Parti di grande quantità, a parete sottile, elevata. |
Questo articolo risponderà alle tue domande:
- Questa guida ti porterà attraverso i passaggi completi del casting di sabbia in dettaglio.
- Analizza il processo di fusione di sabbia verde core ed elenca i suoi tipici prodotti di fusione di sabbia.
- E usa casi reali per spiegare perché è ancora un processo chiave insostituibile nella produzione industriale di oggi.
Perché fidarsi di questa guida? La realtà dell'ingegnere di casting JS in prima linea
Come ingegnere di casting di JS Company, il cliente ha inviato un ordine perfusione di sabbia in lega di alluminio. Dobbiamo prima chiedere: dove verrà utilizzata questa parte alla fine? Che quantità di forza sopporterà? Perché questo determina direttamente quale lega di alluminio usiamo! Ad esempio, la lega A356 con fluidità particolarmente buona è adatta per parti a parete sottile con forme complesse. Se la parte è soggetta a una forza elevata e richiede di essere più forte, devi passare a un altro grado più difficile. Questa non è una scelta casuale.
Parliamo della sabbia bagnata che usiamo. Controlliamo rigorosamente il contenuto di umidità con una precisione dello 0,1%. Sappiamo che se c'è troppa acqua nella sabbia, quando l'acqua di alluminio caldo viene versata in essa, l'acqua in eccesso si trasformerà immediatamente in gas, causando bolle e fori di sabbia nella fusione e l'intera elaborazione sarà rovinata! Questa è l'esperienza acquisita dalle sanguinose lezioni.
Lo stesso vale per la scelta degli stampi per i clienti. Dovremmo usare il legno o il metallo? Questo non è solo un problema di costo. Questo si basa sulla previsione accurata delle esigenze a lungo termine dei clienti.
L'esperienza è il miglior insegnante:
- Una volta abbiamo aiutato un produttore di pompe per l'acqua a elaborare un grande corpo della valvola idraulica, che era difficile da elaborare a causa delle dimensioni inaccurate del canale di flusso.
- Abbiamo studiato con cura il problema e alla fine abbiamo suggerito di sostituire la sabbia bagnata originale con aResina sabbia indurita da agenti chimici. L'accuratezza dimensionale del complesso canale di flusso della cavità interna è stata significativamente migliorata. In questo modo, l'indennità di taglio della successiva elaborazione è stata ridotta del 60%, risparmiando tempo e costi.
"Come sottolinea spesso il leader dell'industria del casting John Campbell: il 90% della qualità del casting è determinato dalla fase di preparazione dello stampo."
Questa guida è il risultato di come il nostro gruppo di ingegneri JS combina attentamente questo tipo di profonda conoscenza della scienza dei materiali con la pratica del processo di prima linea. Non è una teoria dei libri di testo, ma una cristallizzazione della pratica e della teoria nella fornace.

Principio principale: l'arte di usare "spazio negativo"
Immagina di premere un'impronta sulla spiaggia, quindi versare acqua nell'impronta e l'acqua si solidifica per formare una forma "piede".L'essenza del casting di sabbia è simileA questo, tranne per il fatto che utilizziamo sabbia di ghisa speciale e metallo fuso. In poche parole, è usare un solido "modello" per creare la sua "cavità" (spazio negativo) nella sabbia, quindi versare metallo fuso in questa cavità. Dopo che si raffredda, è la parte di metallo che desideri.
Questo processo si basa su tre elementi di base:
(1) Pattern:
Questo è il punto di partenza del nostro lavoro, che equivale a un "stand-in" per la tua parte finale. È un modello fisico realizzato in base al disegno parte, di solito realizzato in legno, plastica o metallo.
Punto chiave: il modello non è una replica 1: 1 della parte! Durante la progettazione, allargheremo le dimensioni e dobbiamo calcolare e riservare questo restringimento in anticipo. Rendi il motivo più grande in modo che la dimensione della parte dopo il raffreddamento sia giusta.
Inoltre, la superficie dello stampo deve essere progettata con un angolo di tiraggio, altrimenti lo stampo non sarà in grado di uscire dalla sabbia dopo aver compatto lo stampo di sabbia.
(2) stampo di sabbia:
Questo è il nostro campo di battaglia principale! Sepolto nella sabbia di fusione specialeSpecialmente preparato dal nostro JS. Quando lo stampo viene accuratamente eliminato, la cavità di cui abbiamo bisogno viene lasciata nello stampo di sabbia.
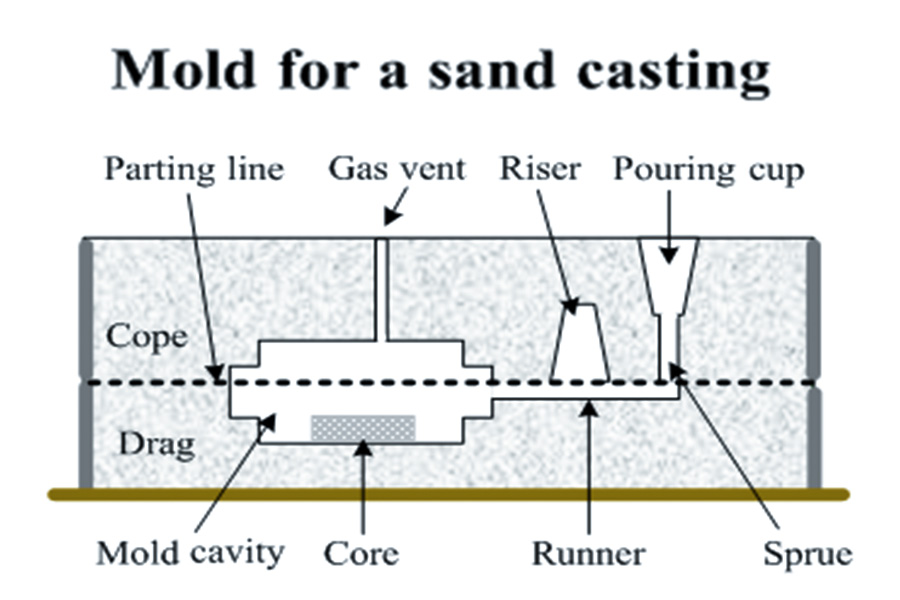
Al fine di facilitare il funzionamento e garantire la qualità delle getti, lo stampo di sabbia è generalmente diviso in due metà e collocato in una scatola di sabbia dedicata:
- Casella inferiore (trascinamento): posizionata nella metà inferiore della scatola di sabbia, di solito contiene il contorno principale della parte.
- Scatola superiore (Cope): posizionato nella metà superiore della scatola di sabbia, coprendo la parte superiore della scatola inferiore, formando insieme una cavità completa e contenente un canale per versare il metallo.
Dopo aver portato via lo stampo, le scatole di sabbia superiore e inferiore sono combinate e la cavità nel mezzo è lo "stampo cavo" che vogliamo.
(3) Casting:
- Questo è il nostro prodotto target finale. Versare l'alta temperatura fusametallo fuso nello "stampo cavo"dall'apertura sulla parte superiore dello stampo di sabbia. Il metallo fuso si riempie e scorre nella cavità dello stampo e infine si raffredda e si indurisce.
- Infine, smontare la scatola di sabbia, eliminare le parti metalliche inizialmente formate e quindi passare attraverso la pulizia (rimozione di monti di versamento, barate flash, sabbia di superficie, ecc.), Ispezione e altri processi per ottenere la fusione.
Il fascino della fusione di sabbia sta in quanto utilizza i materiali di sabbia più basilari per replicare gli spazi complessi attraverso i motivi, consentendo al metallo fluente di solidificarsi nella forma richiesta. Questo metodo ha una libertà ed economia di design estremamente elevato ed è particolarmente adatto alla produzione di singoli pezzi,piccoli lotti o grandi parti complesse.
"Se hai una parte che vuoi fare il casting di sabbia, regalalo a noi JS! Conosciamo meglio i trucchi, quindi lasciaci aiutarti a lanciare il tuo prossimo componente chiave."
Passo dopo passo: il processo completo di casting di sabbia
Oggi ti parlerò con le parole più realistiche su come una parte metallica si trasforma da un pezzo di legno. In questo processo, ogni passo nasconde la nostra esperienza e saggezza.
Passaggio 1: creazione di pattern
Dopo aver ottenuto il disegno della parte, il primo passo è diCrea un modello fisico, che è il modello. I materiali sono più comunemente in legno, plastica o metallo.
Ci sono due punti chiave qui:
- Innanzitutto, la dimensione del motivo deve includere il margine di restringimento dopo che il metallo si raffredda e si solidifica (ad esempio, il tasso di restringimento della lega di alluminio è di circa l'1,3%).
- In secondo luogo, il motivo non può essere realizzato dritto su e giù e deve essere progettato con una pendenza (di solito 1-3 gradi) per assicurarsi che possa essere rimosso agevolmente dalla sabbia compatta in seguito.
Passaggio 2: creazione del nucleo di sabbia
Se la tua parte è vuota all'interno, come un tubo d'acqua o una cavità della valvola, il motivo stesso non può formare questi "spazi negativi". Adesso dovrai fare un "nucleo di sabbia".Usiamo Special Core Sand, add special adhesives to make it hard, and put it in the middle of the sand mold.Quando Ci lanciamo, forma ildentroforma della parte.
Passaggio 3: fai la scatola inferiore
Prendiamo una scatola di sabbia inferiore (chiamata "Box inferiore"). Innanzitutto, posizionare la metà inferiore del motivo costantemente sulla piastra inferiore della scatola di sabbia inferiore.
Quindi, usa la speciale sabbia di fusione preparata da JS (la sabbia verde è la più comune, che è la sabbia bagnata mescolata con acqua e caolina) per riempire con cura la scatola inferiore e compatta in uniforme e completamente utilizzando strumenti o dispositivi. Questo passaggio è la base. Se la sabbia non è compatta, la cavità dietro crollerà facilmente.
Passaggio 4: girare e costruire la scatola superiore
Girare la scatola inferiore costruita e il motivo nel suo insieme, in modo che il fondo sia rivolto verso l'alto. Rimuovere la piastra inferiore per esporre la superficie di divisione del motivo. Distribuire uno strato uniforme di sabbia di separazione sopra la superficie di divulgazione per impedire la attacco della sabbia e della parte superiore e inferiore.
Quindi, metti la metà superiore del motivo e allaccia la scatola di sabbia superiore. Al momento, faremo il canale (gate) per far scorrere l'acqua metallica e il luogo in cui emerge finalmente l'acqua metallica (riser). Questo si chiamail sistema di versamento, e questo è molto critico!
Passaggio 5: rimozione dello stampo, abbassamento del nucleo e chiusura della scatola
- Dopo che la sabbia è stata compatta, è possibile separare con cura le scatole di sabbia superiore e inferiore. Aprire. Rimuovere delicatamente il motivo dalla sabbia.
- Ora, una cavità che è precisamente un'impressione della parte viene lasciata nello stampo di sabbia.
- Se la parte richiede un nucleo di sabbia, mettilo ora nella posizione riservata nella scatola di sabbia inferiore.
- Infine, chiudere la scatola superiore accuratamente e liscia verso la scatola inferiore, fissarla o premila con un oggetto pesante per evitare che venga spalancato dall'acqua metallica durante il versamento. Una cavità completa è pronta!
Passaggio 6: versare
Ecco il momento clou! Metti il metallo (ad esempio, sabbia di alluminio) che viene riscaldato nel forno e trasformato in acqua in uno stampo. Nel casting, la lega di alluminio è di solito a 700-750 ° C) e viene rapidamente versata nello stampo di sabbia chiuso attraverso il cancello fino a quando l'acqua metallica non viene vista traboccante dal montante. La temperatura e la velocità di questo passaggio devono essere controllate bene. Troppo veloce causerà facilmente il lavaggio della sabbia e troppo lento può causare difetti a chiusura fredda.
Passaggio 7: raffreddamento e rimozione della sabbia
Lascia che la fusione raffredda in modo naturale e completamente solidifichi nello stampo di sabbia. Il periodo di raffreddamento dipende dalle dimensioni, dallo spessore della parete e dalla natura del metallo nella fusione. Dopo la solidificazione, apri il dispositivo di bloccaggio, distruggi la scatola di sabbia e rimuovi la maggior parte della sabbia dalla fusione mediante vibrazione, bussare, ecc. Fallimento (caduta (Questo processo si chiama sabbia cadente). Il casting ottenuto dopo la caduta della sabbia ha ancora il cancello, il sistema di riser e la sabbia aderita. Ricicliamo la maggior parte della sabbia di stampaggio e della sabbia core per ridurre i costi.
Passaggio 8: post-processo il casting
Il casting è ancora in una condizione grezza subito dopo che esce dalla sabbia. Dobbiamo utilizzare gli utensili da taglio per rimuovere le parti in eccesso come il cancello e il riser e utilizzare gli strumenti di macinazione per pulire le barate. A volte è necessario eseguire sabbiatura o sparare completamenteRimuovere la sabbia di attacco della superficiee scala di ossido per ottenere una superficie liscia. Infine, ottieni il casting finito che soddisfa le tue esigenze.
"Vedi, il processo di fusione della sabbia è sequenziale, modello a stampo di sabbia per versare e raffreddare, il che è in qualche modo simile l'uno all'altro. L'esperienza e il controllo di un passo influenzano direttamente la qualità del prodotto finito. A JS, abbiamo più familiarità con ogni problema e trucco in questo processo. Se hai una parte che vuoi fare con il casting di sabbia, non puoi andare male lasciandolo."
Analisi effettiva del caso di combattimento: produzione di cambi a costo economico per macchinari pesanti
Come ingegnere incaricato di questo progetto presso JS, analizzerò per te come noiTecnologia di fusione di sabbia usataPer risolvere con successo il problema di produzione dei cambi di grandi dimensioni per un produttore di macchinari agricoli.
Punto di dolore del cliente: l'alto costo della saldatura e dell'assemblaggio
Il cliente è un noto produttore di macchinari agricoli. Il grande cambio di uno dei loro trattori principali era originariamente saldato insieme a diverse piastre di acciaio spesse. In questo momento, hanno affrontato forti sfide:
- Enorme pressione sui costi: il processo originale ha utilizzato più piastre in acciaio spesso per saldare e formare, basandosi su un gran numero di saldatori altamente qualificati e lunghe ore di lavoro, con conseguenti costi unitari elevati.
- Rischi di performance di spicco: la saldatura diventa un punto debole del fallimento della fatica e il rischio di crack è elevato in condizioni di carico pesante continue, minacciando la vita del prodotto e l'affidabilità.
- La capacità di produzione incontra i colli di bottiglia:Saldatura complessaE i successivi processi di assemblaggio limitano il ciclo di produzione, rendendo difficile soddisfare le esigenze della crescita del mercato.
Soluzione di JS: il casting di sabbia raggiunge lo stampaggio monopezzo
Abbiamo analizzato attentamente le esigenze fondamentali dei clienti e realizzati conchiglie complesse e ad alta resistenza in modo economico ed efficiente. Promuoviamo fortementeLa soluzione di fusione di sabbia di ferro duttile:
Perché scegliere il ferro duttile?
Questo materiale è fantastico! La forza sta quasi raggiungendo l'acciaio e la chiave è che è particolarmente shock. È naturalmente adatto all'impatto e alla resistenza alla fatica, ed èmolto più affidabile delle parti saldate.
Design integrato:
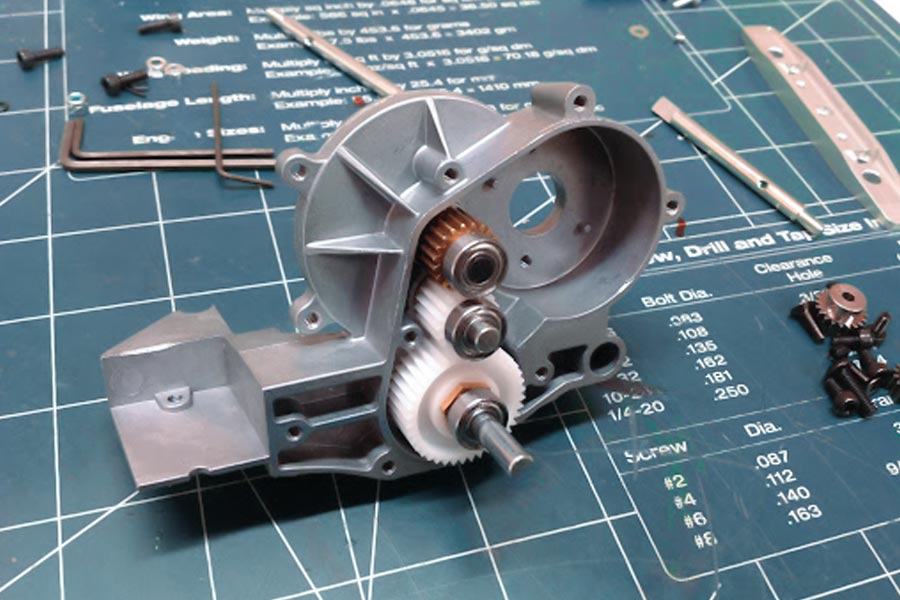
Abbiamo completamente rovesciato il design di saldatura patchwork originale. Usando la nostra competenza di fusione di sabbia e una tecnologia combinata del nucleo di sabbia, lanciamo un guscio completo, costole interne, fori del sedile e circuiti di olio integrati contemporaneamente. Il problema della saldatura e dell'assemblaggio viene eliminato.
Efficienza dei costi win-win:
I nostri stampi di fusione di sabbia sono a basso costo.Moreover, the production process is easier to use automated equipment, and the efficiency is further improved, so the unit cost naturally comes down.
| Processo di produzione | Costo di muffa/utensili | Costo di produzione a singolo pezzo (parti di grandi dimensioni) | Velocità di produzione |
| Saldatura in piastra in acciaio | Medio | Alto | Lento |
| Casting di sabbia | Basso | Basso | Veloce (specialmente alla rinfusa). |
Fonte: American Foundry Society AFS.
Risultati significativi: miglioramento completo della forza, dei costi e dell'affidabilità
Quando il primo lotto di scatole di cast veniva consegnato ai clienti, gli ingegneri guardarono la struttura senza soluzione di continuità e il materiale denso, e la loro prima impressione fu che non erano più saldati insieme.
L'implementazione del piano ha ottenuto risultati notevoli: eliminare le saldature, ottimizzare lo spessore delle pareti e migliorare significativamente la rigidità e la resistenza complessive.
Benefici economici eccezionali:
- Il costo di un singolo pezzo è diminuito del 45%: il miglioramento del materiale e del lavoro ed efficienza lavora insieme.
- Efficienza della produzione triplicata:Processo di fusione di sabbia(in particolare la sabbia autodispositiva in resina) è molto più veloce della saldatura complessa.
Salto di affidabilità:
- La vita a fatica è aumentata di> 50%: nessuna concentrazione di stress da saldatura + eccellente resistenza a fatica del ferro duttile.
- Il costo post-vendita del cliente è notevolmente ridotto: il problema del cracking della scatola è stato completamente risolto.
Approfondimenti del settore e prove autorevoli
Questo caso conferma la natura insostituibile del casting di sabbia in scenari specifici.
"Come ha sottolineato David C. Schmidt, ex presidente dell'American Foundry Society (AFS): il valore fondamentale del casting è quello di trasformare il potenziale materiale in parti funzionali strutturalmente complete con la migliore efficacia in termini di costi, specialmente quando si tratta di geometrie grandi e complesse."
Casting di sabbia incarna perfettamente questo concetto qui:
| Indicatori chiave | Piano di saldatura originale | Soluzione di fusione di sabbia JS (ferro duttile) |
| Costo unitario | Benchmark (100%). | Ridurre del 45%. |
| Ciclo di produzione | Benchmark (100%). | Accorciare del 67% (efficienza x3). |
| Vita | Benchmark (100%). | Aumento> 50%. |
| Applicabilità | Lotti di piccole e medie dimensioni. | Preferito per lotti grandi/singoli/piccoli. |
| Design Libertà | Limitato dal processo di saldatura. | Estremamente alto (lume/forma complesso). |
Fonte: Rapporto sull'industria della American Foundry Society.
Per parti strutturali grandi, complesse e sensibili ai costi che non richiedono precisione a livello di micron (come i requisiti di alcuniParti di alluminio a fusione di sabbia), il casting di sabbia ha mostrato una forte vitalità con la sua classica libertà di design ed economia.
"In JS, ci concentriamo sulla comprensione approfondita delle esigenze dei clienti e sulla fornitura di clienti con le migliori soluzioni di casting di sabbia con la nostra profonda conoscenza dei materiali e l'esperienza di processo. Se hai esigenze di componenti chiave di grandi dimensioni, complesse o sensibili ai costi, siamo molto felici di discutere in profondità."
FAQ - Rispondi a altre domande sul casting di sabbia
1. Quali sono i vantaggi e gli svantaggi del casting di sabbia?
Vantaggi:
Il più grande vantaggio è che lo stampo è relativamente economico e il tempo di preparazione è breve. Ha poche restrizioni alle dimensioni e al peso della fusione e può rendere parti piccole come decine di grammi o grandi quanto decine di tonnellate. E quasi tutti i materiali metallici possono essere lanciati con esso, specialmente bene a realizzare parti con strutture interne molto complesse.
Svantaggi:
La precisione e la finitura superficiale della fusione saranno peggiori e di solito deve essere elaborata in seguito. Inoltre, l'efficienza della produzione non è troppo elevata ed è un po 'difficile automatizzare completamente la produzione con le macchine. Inoltre, non è adatto per parti con pareti particolarmente sottili.
2. Quali prodotti sono generalmente prodotti dal casting di sabbia?
Il casting di sabbia ha una vasta gamma di applicazioni. Come il blocco motore e la testata sulla vettura, i tubi dell'acqua e le valvole utilizzati nell'ingegneria municipale e il corpo della pompa, la base di macchine per macchine per grandi utensili, l'alloggiamento del cambio e altre parti con grandi dimensioni, struttura relativamente complessa e una certa resistenza necessaria nel campo industriale, molte di esse sono prodotte mediante fusione di sabbia, specialmente quando la forma è relativamente complessa, è abbastanza idonea.
3. Casting di sabbia vs Investment Casting (Metodo della cera perduta): qual è la differenza?
Come ingegnere di JS Company, lasciami parlare della differenza principale tra il casting di investimenti contro il casting di sabbia:
Casting di sabbia:
Usiamo un "modello" che può essere usato ripetutamente per premere la cavità nella sabbia. Il vantaggio è che lo stampo è economico e veloce da realizzare. Ma lo svantaggio è che l'accuratezza delle dimensioni e la finitura superficiale delle parti fatte saranno un po 'peggiori.
Casting per investimenti (metodo di cera perduta):
Utilizza uno stampo di cera usa e getta, che è rivestito con liquame in ceramica per creare una cavità, quindi la cera viene sciolta. Lo stampo ottenuto in questo modo è molto preciso, quindi la fusione ha una precisione e una finitura superficiale estremamente elevata. Tuttavia, il prezzo è un processo elevato e un processo complicato.
La fusione di sabbia persegue economica e versatile e può elaborare grandi parti e cavità complesse. La fusione degli investimenti persegue superfici e dimensioni estremamente fini, che sono adatte a parti con requisiti particolarmente elevati.
Riepilogo
Sebbene il casting di sabbia abbia una lunga storia, occupa ancora una posizione importante nell'industria moderna con la sua flessibilità unica e vantaggi in termini di costi. Dimostra che con sabbia apparentemente ordinaria eDesign ingegneristico ragionevole, possono ancora essere realizzati componenti core forti e affidabili.
Hai incontrato queste situazioni nel tuo progetto?
- È necessario creare un componente forte e di forma complessa e controllare il costo.
- Ancora preoccupato per i costi di lavorazione elevati o per la qualità instabile delle parti saldate.
Non esitare a parlare con noi:Il nostro team JS ha più di dieci anni di ricca esperienza nel casting! Esamineremo attentamente le vostre esigenze e i tuoi progetti, faremo una valutazione e analisi complete e ti aiuteremo a determinare se il casting di sabbia è la soluzione più adatta per il tuo progetto.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo.Serie JSNon ci sono dichiarazioni o garanzie, espresse o implicite, per quanto riguarda l'accuratezza, la completezza o la validità delle informazioni. Non si dovrebbe dedurre che un fornitore o un produttore di terze parti fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di lavorazione del materiale o lavorazione attraverso la rete Longsheng. È la responsabilità dell'acquirenteRichiedi la citazione delle partiIdentificare i requisiti specifici per queste sezioni.Si prega di contattarci per ulteriori informazioni.
Squadra JS
JS è un'azienda leader del settoreConcentrati su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisioneMACCHING CNC,Produzione di lamiera,Stampa 3D,Stampaggio a iniezione,Stamping in metallo,e altri servizi di produzione unica.
La nostra fabbrica è dotata di oltre 100 centri di lavorazione a 5 assi all'avanguardia, ISO 9001: 2015 certificato. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità ai clienti in oltre 150 paesi in tutto il mondo. Che si tratti di una produzione di piccoli volumi o personalizzazione su larga scala, possiamo soddisfare le tue esigenze con la consegna più veloce entro 24 ore. scegliereTecnologia JSCiò significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito Web:jsrpm.com
Risorsa

