

J'ai mis un morceau de plastique dans le coupe-laser et j'ai appuyé sur le bouton Démarrer. Les résultats peuvent varier considérablement: soit vous obtenez une pièce parfaite avec des bords propres et des dimensions exactes. Ou vous obtenez une soudaine explosion de fumée jaune-vert de la machine et une odeur piquante qui frappe votre visage. Ce n'est pas aussi simple que de salir la lentille de focalisation précieuse dans la machine. Pire,Vous pouvez libérer accidentellement des gaz toxiques.
C'est la réalité deplastique coupé au laser: Choisissez le bon matériau, obtenez deux fois le résultat avec la moitié de l'effort. Choisissez le mauvais, au mieux, le matériau sera mis au rebut et l'équipement sera endommagé, ou au pire, il mettra en danger la sécurité.
Il y a tellement de types de plastiques, avec des compositions très différenteset leurs réactions aux lasers varient considérablement. Certains plastiques ne sont tout simplement pas adaptés ou même impossibles à couper, mais il existe également de nombreux plastiques communs qui sont nos «bons aides». La maîtrise, le plastique de coupe laser peut devenir un outil très pratique entre nos mains, nous aidant à faire rapidement et avec précision diverses parties avec des conceptions fines.
Qu'il s'agisse d'échantillons, de logos, de coupe d'emballage ou de fabrication de pièces de produits complexes, il est très utile dans notre quotidienprocessus de fabrication. Ainsi, le cœur de ce guide est de vous aider à éviter les pièges, à déterminer quels plastiques peuvent être coupés en toute sécurité et efficacement avec un laser, comment les couper et quels points de sécurité doivent être gardés à l'esprit lors du fonctionnement. Parlons-en en détail.
Résumé des réponses principales:
| Type de plastique | Adéabilité de la coupe laser | Raisons / précautions clés |
| Acrylique / PMMA | ✅ Excellent | Des bords lisses comme le polissage à la flamme pour le meilleur effet. |
| Abs | ⚠️ La prudence est requise | Ferma et produira des odeurs désagréables, avec une qualité de bord moyenne. |
| Polycarbonate (PC) | 🚫 Non recommandé | Absorber le laser infrarouge, sujet à la décoloration et à l'allumage, avec une mauvaise efficacité. |
| Chlorure de polyvinyle (PVC) | ☠️ Absolument interdit | Libérez le chlore gazeux hautement toxique, corrode les machines et posez un risque pour la santé. |
| Pivot | ⚠️ La prudence est requise | Facile à faire fondre et à adhérer, nécessitant des paramètres de paramètres précis. |
| Résine acétale (Delrin / Pom) | ✅ Bon | La coupe est propre, mais l'odeur est forte et nécessite une bonne ventilation. |
| Polypropylène (PP) | 🚫 Non recommandé | Après la coupe, il se transformera en une substance visqueuse fondée. |
Cet article répondra à vos questions:
- Ce guide vous montrera comment différents plastiques se comportent sous des lasers et mettra en évidence les matériaux qui ne doivent jamais être touchés. Les mauvais choix peuvent causer des dommages à l'équipement ou des risques de sécurité.
- Nous utiliserons un exemple réel (comparaison des prototypes acryliques et des parties fonctionnelles ABS) pour montrer clairement comment la sélection des matériaux affecte les résultats.
- Enfin, nous fournirons des réponses pratiques aux problèmes opérationnels courants tels que la coupe de l'épaisseur et la sélection du laser pour vous aider à appliquer la technologie de coupe laser en toute sécurité et efficacement.
Pourquoi faire confiance à ce guide? Pratique du laser et des sciences du matériel de JS
Chaque expérience ici provient de la table d'opération réelle de l'atelier de coupe laser de notre entreprise JS. L'une de nos principales entreprises est la production de pièces de coupe laser de haute précision. Par exemple, lorsqu'un client souhaite couper une pièce d'affichage transparente et lisse à partir d'acrylique de 10 mm d'épaisseur, ou lorsqu'il veut couper un morceau de PVC ou de polycarbonate épais, nous leur dirons directement"Ce n'est vraiment pas possible",Expliquez clairement que le laser ces matériaux libèrera des gaz nocifs et recommandera plus sûrUsinage CNCsolutions.
Quel plastique est le mieux coupé avec le laser CO2, comment ajuster les paramètres, ou pourquoi le laser à fibre ne convient pas pour couper certains plastiques. Ces connaissances ne sont pas copiées à partir de livres, mais sont obtenues via notre machine après la machine et un traitement répété.
Ce guide est accumulé par notreJS EngineeringFaire équipe d'innombrables moments d'alimentation, de test de vitesse, de vérification de la fréquence et de nettoyage des restes de matériau coupe et brûlée.
"Arthur Schawlow, l'un des pionniers de la physique laser, a déclaré: Pour faire du travail au laser, vous devez apprendre à parler à la lumière."
C'est par le biais du «dialogue» quotidien que nous avons complètement compris les performances de la machine et vraiment compris les performances et les marges de sécurité de différents plastiques sous laser. Ce que nous partageons ici, ce sont les règles de fonctionnement que nous avons réellement établies pour assurer la sécurité et la fiabilité. "
La science des plastiques de coupe laser: fusion, vaporisation ou combustion?
Les plastiques de coupe laser ne sont pas une simple coupe. Essentiellement,Nous utilisons un faisceau de lumière à haute énergie pour «parler» avec précision du matériau.Comprendre comment cette conversation se déroule, qu'elle fond, vaporise ou malheureusement des brûlures, est certainement la première étape pour choisir le bon matériau et faire du bienpièces de coupe laser.
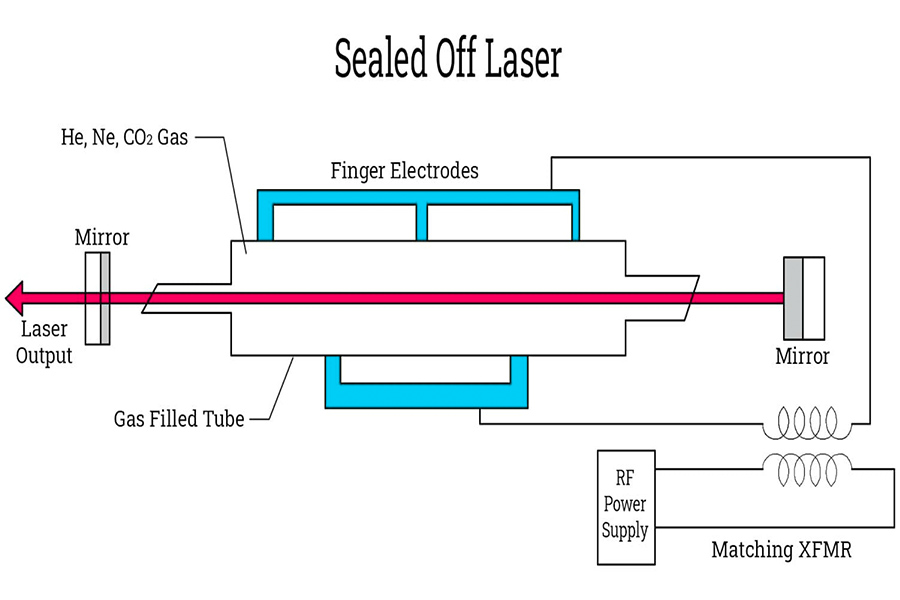
CO₂ Laser: Pourquoi est-il si "compatible" avec les plastiques?
Dans notre atelier JS,Le laser Co₂ est la force principale absolue pour couper les matières organiques telles que l'acrylique.La raison est simple: la lumière infrarouge (longueur d'onde de 10,6 μm) qu'elle émet est juste appréciée par la structure moléculaire de la plupart des plastiques (comme le bois et l'acrylique) et peut être absorbée efficacement. L'énergie est rapidement "mangée" par le matériau, la température monte instantanément au point de vaporisation, le matériau se transforme directement en gaz et est époustouflé par le gaz auxiliaire, et l'incision est naturellement propre et soignée.
Mélange et vaporisation: le bassin versant de la qualité d'incision
Situation idéale:
Vaporisation propre (comme l'acrylique / PMMA): L'acrylique peut absorber 10,6 μm de laser, atteindre rapidement le point de vaporisation et former directement le gaz pour être époustouflé. La chaleur résiduelle sur le bord fera légèrement fondre la surface, donnant l'impression qu'elle a été moquée de flamme, translucide et lisse, ce qui est la clé pour fabriquer des pièces d'affichage de haute qualité pourcoupure laser.
Situation difficile:
Sur-fusion (comme ABS, PETG): Ce type de matériau est plus facile à faire fondre. Parce que le point de fusion des ABS à 300 ° C et le point de vaporisation à 350 ° sont trop proches. Lorsque le laser est irradié, il ne se transforme pas rapidement en gaz,mais se transforme d'abord en matériau fondu.
Le résultat est que le bord de la coupe est rugueux, recouvert de scories, et se retire même à lui-même, ce qui réduit considérablement la qualité des pièces et le rend difficile à nettoyer.
Zone absolument interdite: plastiques contenant du chlore - le "poison" de la coupe laser
Chez JS, si je rencontre des clients qui souhaitent faire du laser de plastiques contenant du chlore tels quePVC et vinyle,Je refuserai sans hésitation.Ce n'est pas une exagération, c'est vraiment fatal:
- Gas hautement toxique: les lasers à haute température les feront décomposer et libérer du chlorure d'hydrogène (HCL). L'inhalation de cette chose provoquera des brûlures dévastatrices aux voies respiratoires, et les conséquences sont extrêmement graves.
- Machine Killer: le gaz HCL se transformera en acide chlorhydrique immédiatement lorsqu'il rencontrera l'humidité dans l'air! Cette brume acide corrodera toutes les pièces métalliques de la machine avec une foulée, y compris les rails de précision, les vis et en particulier les lentilles optiques coûteuses, qui seront supprimées en quelques minutes. Une coupe détruira une machine,Et je ne plaisante pas.
Caractéristiques et risques de coupe laser en plastique commun (CO₂):
| Type de plastique | Taux d'absorption du laser co₂ | Mécanisme de coupe principal | Manifestations typiques de la qualité d'incision | Niveau de risque principal |
| Acrylique (PMMA) | Extrêmement élevé | Plomb: gazéification | Fonctionnement lisse, transparent, le bord de la fonte polie. | Faible (nécessitant une ventilation). |
| Abs | Grand | Plomb: fondre | Les scories faciles à faire fondre, les bords rugueux et peuvent se solidifier. | Moyen (avec de la fumée élevée et éventuellement des traces de dérivés de benzène). |
| Pivot | Grand | Plomb: fondre | Facile à dessiner et sujet à la carbonisation sur les bords. | Moyen (avec des niveaux élevés de fumée et de poussière). |
| PVC (contenu du chlore) | Grand | Décomposition / combustion | Carbonisation sévère et bords irréguliers. | Extrêmement élevé! (Gaz HCl hautement toxique, hautement corrosif). |
| Polycarbonate (PC) Épaisseur | S'énerver | Facile à faire fondre / carboniser | Scolarison facile à jaune, fissuré et accumulé. | Moyen à élevé (avec de la fumée élevée et éventuellement contenant du phénol). |
Données de l'ISO 11553, rapport d'évaluation des risques ECHA
"Comprendre si le matériau fond, se vaporise ou se décompose lors de la coupe laser des plastiques est directement lié à la qualité des pièces, à la sécurité opérationnelle et à la vie de l'équipement. Je vous recommande fortement de comprendre soigneusement les caractéristiques de traitement laser de tout nouveau matériau avant de l'essayer. La sécurité et la qualité sont toujours avant la vitesse. Lorsque vous n'êtes pas sûr du matériau, n'hésitez pas à contacter notre équipe JS pour discuter, ne pas prendre Risks!"
Guide des matériaux plastiques de coupe laser: règle du feu de circulation
Je cours de coupe laser pendant plus d'une décennie et je travaille avec beaucoupmatériaux de plastique. Aujourd'hui, je vais utiliser le principe bien connu du «feu de circulation», ainsi que mon expérience pratique, pour expliquer les points clés de la coupe des plastiques communs, en particulier les problèmes qui doivent être observés lors de l'utilisation de notre machine de coupe laser au laser Co₂ quotidienne.Sécurité d'abord, effet deuxième!
✅ Zone de lumière verte: coupé avec confiance (matériaux suggérés)
Acrylique (PMMA):«Golden Partner» de Laser Cutting. Taux d'absorption du laser CO₂> 90%, et il peut se vaporiser soigneusement et proprement, et le bord de coupe est aussi lisse et transparent que Ra≤3,2 μm en verre, et presque aucun traitement secondaire n'est requis. C'est le matériau le plus populaire pour les panneaux, les modèles d'affichage et les pièces de précision de nos services de coupe laser en ligne.
Résine acétale (POM / Delrin):Une précision de coupe élevée et des bords lisses et purs sont appropriés pour les pièces résistantes à l'usure telles que les engrenages, les roulements et les pièces fonctionnelles. Remarque: L'odeur est forte lorsque l'usinage et le système de ventilation doivent être entièrement fonctionnels! Il doit être équipé d'un système d'échappement en volume d'air ≥500 m (émission de formaldéhyde 0,5 ppm).
Film en polyester (film pour animaux de compagnie / mylar):Pour les films minces (généralement <0,5 mm), le laser peut obtenir une coupe de bord très fine et non fusionnée, qui est souvent utilisée pour fabriquer des modèles, des feuilles d'isolation électronique, etc.
⚠️ Zone lumineuse jaune: essayez avec prudence
ABS:Peut être coupé, mais l'effet n'est pas idéal. Il est facile à fondre plutôt que de vaporiser lors de la coupe, et les bords seront collants et jaunes, tout en libérant de la fumée évidente et l'odeur du monomère de styrène trace. À moins qu'il ne soit un blanc rugueux sans exigences sur les bords, il n'est vraiment pas recommandé. La ventilation doit être combinée avec une forte ventilation!
PETG:La coupe est difficile. Sa viscosité de fusion est élevée et il est très facile à faire fondre et à dessiner ou à carboniser. La fenêtre de paramètre appropriée est particulièrement étroite et il fondera gravement s'il est légèrement faux. Bien qu'il puisse couper des pièces difficiles, si vous voulez bien couper, vous devez ajuster les paramètres à plusieurs reprises pour essayer et errer. Dans de nombreux cas, il peut être plus sans souci d'utiliserMoulin CNC.
PLA (matériau commun pour l'impression 3D):Vous pouvez essayer de couper des feuilles fines (<1 mm). Mais ce n'est pas très bon s'il est légèrement plus épais. Le point de fusion est faible, et il est facile de trop fondre avec une énergie légèrement plus élevée, ce qui entraîne des bords rugueux et des cloques. Il n'est pas recommandé pour les pièces de précision.
🚫 Rouge Light District: ne le touchez pas! Dangereux!
PVC (polymère chloré ≥56%):Ceci est une zone restreinte absolue! La décomposition à des températures élevées libère du gaz du chlorure d'hydrogène hautement toxique (HCL) (libéré> 15 ppm), qui met sérieusement en danger la santé du personnel et corrodera vos lentilles de machine laser et vos pièces internes. Arrêtez-vous immédiatement lorsque vous voyez des matériaux PVC! Peu importe à quel point les besoins du client sont urgents,JS refuse un tel traitement.
Polycarbonate (PC):Couper avec du laser Co₂. Trop risqué! Il absorbe très bien la chaleur et peut facilement brûler directement, provoquant une fusion violente, jaunissante et produisant beaucoup de fumée de carbone et de fumée toxique. Même les draps fines (<1 mm) ne peuvent à peine tracer une ligne, et l'effet est bien pire que la coupe avec un couteau ou le traitement avec unbroyeur. Ne faites pas de mal pour vous-même.
Fibre de verre / fibre de carbone plastique renforcé:La résine brûlera et la fibre de renforcement sera non seulement coupée en continu, mais produira également beaucoup de poussière irritante et nocive, et la concentration de PM2,5 est> 1200 μg / m³ (40 fois plus élevé que la norme industrielle), qui pollue sérieusement la machine et l'environnement.
Plastiques coupés au laser, il est le plus sûr d'identifier le film acrylique, acétal et polyester. ABS, PETG et PLA doivent être jugés avec prudence.Éloignez-vous du PVC,Polycarbonate et composites en fibres de verre / fibre de carbone!
"Le choix du bon matériau est la clé d'un traitement sûr et efficace. Si vous n'êtes pas sûr de savoir si le matériel à accomplir peut être coupé, n'hésitez pas à contacter JS Company. Nos services de coupe laser en ligne matures peuvent vous aider à vérifier et à trouver une solution!"

Analyse de cas réelle: prototypage rapide par rapport aux produits terminaux
Peu importe la qualité de la théorie, cela dépend de la façon dont elle est réellement fait. Aujourd'hui, je vais partager avec vous un véritable projet de shell de contrôleur domestique d'un vrai client pour voir comment nous choisissons des matériaux et des processus à différentes étapes.
Cas: Smart Home Controller Shell Development
Contexte du projet:Le client veut faire un shell pour un nouveau contrôleur domestique intelligent. Le projet est divisé en deux étapes:
- Visuel rapideprototypage:Faites rapidement un modèle 1: 1. L'exigence de base est de présenter avec précision l'apparence (en particulier la fenêtre d'affichage transparente et la texture givrée) pour la confirmation de conception.
- Prototype fonctionnel de petit lot:Faire environ 10 ensembles de coquilles, qui doivent être suffisamment forts pour simuler une utilisation quotidienne (comme la pression sur les bouton, la chute accidentelle) et effectuer des tests fonctionnels pour l'équipe interne.
Phase 1: prototype visuel
Demandes de clients de base:Livraison rapide, coût contrôlable, apparence très réaliste (clarté de la fenêtre transparente, texture du corps givré).
Solution JS: acrylique de coupe laser (PMMA).
Pourquoi le choisir?
- Bonne apparence:L'acrylique transparent est utilisé comme fenêtre, et le bord de coupe est propre et brillant, sans polissage secondaire. L'acrylique noir givré est utilisé comme corps, et la texture ressemble presque à celle du concept de produit final.
- Livraison extrême:L'acrylique est l'un des plastiques les plus efficaces pour la coupe laser. Le client confirme le dessin le matin et nous pouvons lui livrer le prototype dans l'après-midi. Ceci est essentiel pour l'itération rapide de la conception.
- Contrôlé (un seul morceau / petit lot):Pour les modèles visuels par lots simples ou très petits, le coût de démarrage et le coût unitaire de la coupe laser sont beaucoup plus bas quemoulage par injection. L'avantage du prix de la réduction du laser est très évident, particulièrement adapté à l'étape de vérification.
Phase 2: prototype fonctionnel
Demandes de clients de base:Fournissez 10 ensembles de coquilles avec une résistance et une ténacité suffisantes pour les tests fonctionnels et de durabilité dans des environnements réels.
L'idée initiale du client:La coupe au laser de la feuille ABS peut-elle être utilisée pour le faire?
Analyse professionnelle et suggestions de JS:
Pourquoi la coupe au laser des abdos n'est-elle pas recommandée?
Nous avons expliqué au client: bien qu'il soit techniquement possible, il y a des problèmes importants avec la coupe au laser des ABS.
- Mauvaise qualité de bord:La découpe au laser des ABS est facile à faire fondre, les bords sont collants, carbonisés et brouillés, la surface est rugueuse et l'apparence est médiocre.
- Blessures internes cachées:La haute températureprocessus de coupeGénera un stress à l'intérieur du matériau, ce qui rend les pièces cassantes, et la résistance réelle est bien inférieure à la valeur théorique du matériau lui-même. Lorsque vous le déposez, il peut se fissurer dès qu'il tombe, mais cela ne signifie pas que le matériau ABS lui-même n'est pas bon, c'est la "blessure interne" causée par le processus. Cela déformera les résultats des tests.
- Forte odeur et fumée:Une forte ventilation est nécessaire et l'environnement de traitement n'est pas convivial.
JS Alternatives recommandées:
Option 1: Traitement CNC de la feuille ABS.
- Avantages: la précision de traitement est extrêmement élevée et la résistance et la ténacité de la matière première ABS peuvent être entièrement conservées, et les performances sontLes plus proches des pièces moulées par injection finales.
- Considération: Le coût est relativement élevé, en particulier pour les petits lots (10 ensembles), et le temps de traitement est également plus long.
Option 2: ABS d'impression 3D FDM (option enfin adoptée).
Avantages:
- Trouvé le meilleur équilibre entre la force, le coût et la vitesse. Les pièces ABS imprimées par FDM ont une bonne ténacité et peuvent mieux simuler la résistance à l'impact des pièces moulées par injection. Le coût est inférieur à CNC et la vitesse est plus rapide.
- La chose la plus importante est que si un petitproblème de conceptionse trouve pendant le test (comme une boucle est trop serrée), le fichier de conception peut être modifié et imprimé immédiatement et le réglage est super flexible.
Considération:La surface a des lignes en couches et n'est pas aussi lisse que CNC ou les pièces moulées par injection, maisLe test fonctionnel est complètement acceptable.
Service à valeur ajoutée:Nous avons également utilisé la coupe laser deMylar de haute précision (film en polyester)Joints d'isolation pour assurer la sécurité de la carte de circuit imprimé à l'intérieur du contrôleur du client.
Résultats:
Le client a d'abord verrouillé la conception d'apparence avec un prototype laser acrylique ultra-rapide sans détours. Ensuite, nous avons réussi des tests internes avec unImpression 3DPrototype fonctionnel ABS, exposant et corrigeant plusieurs problèmes structurels mineurs à l'avance. L'ensemble du processus était transparent, efficace et fiable, ce qui permet aux clients de beaucoup de temps d'essai et d'erreur et de coûts potentiels.
Révélation clé:
L'impact des différents matériaux et processus sur les performances des pièces est réel, en particulier lorsqu'il est soumis à des forces externes. Jetez un œil à la différence dans les performances de l'indicateur clé suivant - stress de flexion (La capacité du matériau à résister à la déformation de flexion) après traitement:
| Matériel | Fabrication | Stress de flexion (MPA) | Étape appropriée | Avantages de base |
| Acrylique (PMMA) | Coupure laser | 70 | Prototype visuel. | Vitesse, coût, effet de surface. |
| Abs | Coupure laser | 30 | Non recommandé. | Un stress interne élevé entraîne une diminution significative de la résistance. |
| Abs | Usinage CNC | 45 | Prototype fonctionnel / petit lot. | Intensité la plus élevée et haute précision. |
| Abs | Impression FDM 3D | 40 | Prototype fonctionnel / petit lot. | Résilience, coût et vitesse équilibrés et flexibilité. |
| PC | Moulage par injection (cible) | 95 | Production de masse finale. | Haute résistance et ténacité. |
Remarque: Les valeurs de contrainte de flexion dans le tableau sont des plages typiques. Les valeurs spécifiques sont affectées par les grades matériels, les paramètres de processus, la conception des pièces, etc. La clé consiste à voir la différence de tendance.
Il existe différentes façons de fabriquer des produits à différentes étapes.La coupe laser est un outil puissant pour "avoir l'air bien"(en particulier l'acrylique), avec une vitesse rapide et un faible coût. Mais pour faire des pièces fonctionnelles durables, vous devez peser la force, le coût et la flexibilité du traitement CNC et de l'impression 3D.
Ne laissez pas le processus limiter la conception et ne laissez pas le matériau entraîner le test. Chez JS, nous non seulementcouper les matériaux, mais sachez également comment sélectionner la meilleure combinaison de traitement des matériaux en fonction de l'étape et des objectifs de votre projet. Projet prochain projet, parlons de vos besoins? Nous vous aiderons à planifier le meilleur chemin!

FAQ - Répondez à votre dernière question sur la coupe en plastique
Quelle est l'épaisseur du laser coupé en plastique?
Cela dépend principalement de la puissance de la machineet le type de plastique que vous souhaitez couper. Prenez l'exemple acrylique le plus commun. Notre machine laser 130W peut généralement couper en douceur des planches de 20 à 25 mm (environ 1 pouce) d'épaisseur.
Mais si vous coupez des matériaux tels que l'ABS ou le Delrin, l'épaisseur qui peut être coupée sera nettement plus petite. Il convient de noter que si la plaque est trop épaisse et dépasse la plage de coupe idéale de la machine, le biseau coupé sera plus évident et le bord peut ne pas être lisse et droit.
Dans le travail réel, lorsque nous rencontrons des pièces particulièrement épaisses, nous préparons généralement différentes machines et méthodes pour y faire face en fonction de son épaisseur spécifique pour obtenir les meilleurs résultats.
Comment déterminer si un plastique inconnu est le PVC?
Ne devinez pas aveuglément, testez-le vous-même! -Utilisez le test de Beilstein(également appelé la méthode de test du chlore en fil de cuivre):
- Soyez prudent: assurez-vous de fonctionner dans un endroit ventilé et portez un équipement de protection (gants, lunettes).
- Étapes: Trouvez un fil de cuivre propre, brûlez-le rouge avec un pistolet à pulvérisation et collez un petit échantillon en plastique pendant qu'il est chaud (laissez-le fondre et collez). Ensuite, remettez le fil de cuivre avec du plastique dans la flamme et brûlez-le.
- Regardez les résultats: si la flamme devient verte, cela signifie que le plastique contient du chlore, qui est probablement du PVC!N'utilisez jamais un laser pour couper ce matériau,Parce que le chlore produira des gaz nocifs lorsqu'il est chauffé. Le principe est simple: le chlore rendra la flamme en vert.
Le laser en fibre peut-il couper du plastique?
Habituellement, ou l'effet est très pauvre.
Pourquoi?
- La longueur d'onde de 1,06 micron du laser en fibre est principalement absorbée par les métaux, mais la plupart des plastiques sont presque "transparents". L'énergie passe directement à travers, et il reste beaucoup dans le plastique pour le chauffer.
- Bien que certains plastiques aient des absorbeurs spéciaux ajoutés pour permettre aux lasers de fibres de les marquer, si vous voulez vraiment bien couper et bien couper, vous devez toujours compter sur des lasers CO2. Sa longueur d'onde (10,6 microns) est beaucoup plus facile à absorber pour les plastiques, et le taux d'utilisation d'énergie est élevé, ce qui est un choix plus fiable pour couper les plastiques.
Où puis-je trouver des services de coupe laser en plastique près de moi?
Vous pouvez rechercher une "coupe laser en plastique" pour trouver un fournisseur de services local, mais un moyen plus rapide et plus sans souci est d'utiliser des services de coupe laser en ligne comme nous. Vous téléchargez directement le fichier de conception, sélectionnez l'épaisseur et le type du matériau, et le système vous donnera immédiatement un prix de coupe laser clair. Nous avons des équipements de pouvoirs différents, des feuilles en plastique communes en stock, une précision et une vitesse sont garanties, et il est pratique de personnaliser à la demande, peu importe où vous êtes.
Résumé
Le plastique de coupe laser a des capacités puissantes, mais une application réussie est inséparable des connaissances professionnelles et de la sensibilisation à la sécurité. Le noyau est: une compréhension approfondie de l'interaction entre les différents matériaux plastiques et les lasers est cruciale, et la sécurité est toujours la première priorité. La droitesélection des matériauxDétermine directement l'effet de coupe, la vie de l'équipement et la sécurité du personnel.
Pas besoin de prendre des risques dans la sélection des matériaux. L'équipe JS vous fournit un soutien professionnel:
- Consultation matérielle professionnelle:Je suis dans cette industrie depuis de nombreuses années et je sais le mieux quel plastique convient à la coupe laser. Vous nous dites vos besoins et nous recommandons les meilleurs matériaux en fonction de notre expérience pour assurer la sécurité opérationnelle et la qualité de la coupe.
- Service de personnalisation à guichet unique:Si vous avez besoinCoupe au laser personnaliséeFabrication, veuillez télécharger votre fichier CAO et notre système vous donnera un véritable devis immédiatement. Notre équipe d'ingénierie examinera également votre conception gratuitement pour s'assurer que le processus et les matériaux les plus appropriés sont utilisés pour la production.
- Économisez du temps et des efforts:D'après les recommandations matérielles, les citations à la production, tout se fait efficacement en ligne. Peu importe où vous êtes, vous pouvez facilement obtenir des pièces de coupe de haute qualité.
La sécurité n'est pas une petite affaire,et la sélection des matériaux est la clé. Laissez notre expérience vous escorter,soumettreVotre projetEn ligne maintenant!

Clause de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information.Série JSIl n'y a pas de représentations ou de garanties, expresses ou implicites, quant à l'exactitude, à l'exhaustivité ou à la validité des informations. Il ne faut pas déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, une qualité de matériau et un type ou une fabrication via le réseau Longsheng. C'est la responsabilité de l'acheteurExiger une citation de piècesIdentifiez les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe JS
JS est une entreprise de pointeConcentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients, et nous nous concentrons sur une haute précisionUsinage CNC,Fabrication de tôles,Impression 3D,Moulage par injection,Estampage en métal,et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage à 5 axes de pointe, certifié ISO 9001: 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité aux clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production à petit volume ou de personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisirTechnologie JSCela signifie l'efficacité de sélection, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site Web:jsrpm.com
Ressource

