

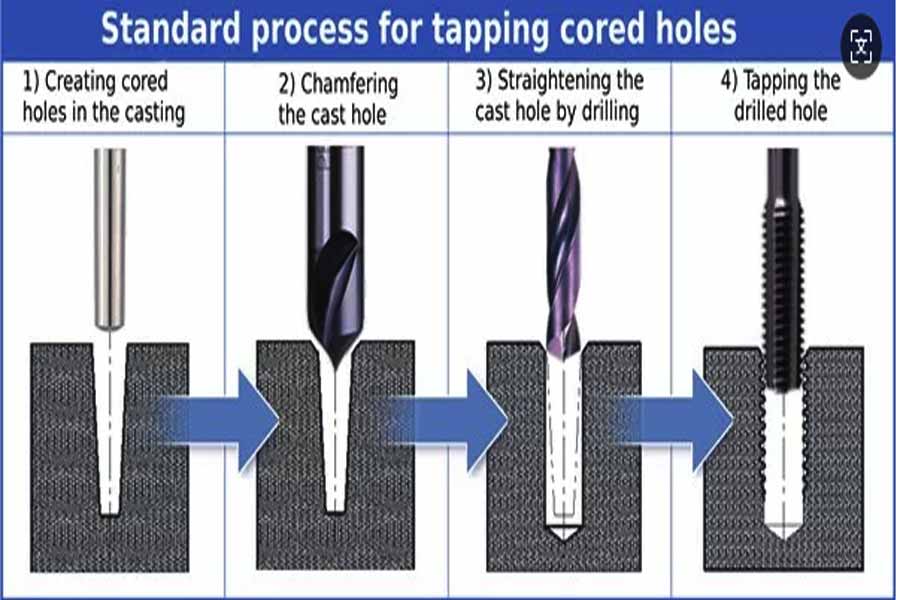
He visto demasiadas cosas de esas: una parte de aleación de aluminio de aviación que tardó mucho tiempo y dinero en procesarse, pero falló en el último proceso de procesar un orificio de tornillo M6. El grifo se rompió y se quedó atascado en el agujero, y toda la parte tuvo que ser desechada, y miles de dólares e innumerables horas hombre se desperdiciaron. Este tipo de escena desgarradora, en el análisis final, es causada por la elección incorrecta de tocar yfresado de hilos.
Ambos métodos son tecnologías clave para fabricar hilos internos,Pero los principios y los escenarios aplicables son completamente diferentes.
- Tapping: use un grifo para cortar en un orificio preferido como atornillar un tornillo y formar una rosca a través de la deformación plástica o el corte. Es fácil de usar y las herramientas son baratas, con configuraciones básicas. Es especialmente adecuado para la producción en masa o el procesamiento de metales blandos como el aluminio. Cuando se necesita eficiencia, es la herramienta de elección.
- Hilo de la fábrica: está más cerca de la talla fina. Use un pequeño cortador de fresado para girar el hilo en la pared del agujero alrededor de una manera circular. Sus ventajas son flexibilidad y precisión. Un cortador de fresado puede máquina roscarse agujeros de cualquier tamaño y tono, incluso materiales difíciles de mecanizar comoaleaciones de titanio, y puede manejar mejor el fondo de los agujeros ciegos.
Entonces, ¿qué proceso usar? Depende de las necesidades particulares. Pero el costo de hacerlo mal podría ser el componente que vale miles de dólares por adelantado.
Resumen de la respuesta central:
| Comparación de dimensiones | Ritmo | Fresado de hilos |
| Principio central | Formación de corte, herramienta y coincidencia de hilo 1: 1. | Formación de interpolación, una herramienta puede procesar hilos de varios tamaños. |
| Velocidad de procesamiento | Extremadamente rápido, adecuado para la producción a gran escala. | Más lento, más adecuado para una sola pieza y una pequeña producción de lotes. |
| Costo de herramienta | Bajo costo por unidad. | Mayor costo por herramienta, pero más flexible. |
| Riesgo | Alto riesgo (rotura del cono, atasco de chips). | Bajo riesgo (herramienta pequeña, fácil de retractar y remediar). |
| Apertura aplicable | La ventaja de una pequeña apertura (<M6) es obvia. | Ventajas obvias en gran apertura, hilos no estándar y materiales especiales. |
| Flexibilidad | Extremadamente bajo (un cono, un hoyo, especializado para cuchillos). | Extremadamente alta (tolerancia ajustable, rotación izquierda y derecha, agujeros ciegos/a través de la adaptación del orificio). |
Este artículo responderá a sus preguntas:
- Esta guía analizará claramente las diferencias centrales entre el tapping y el fresado de los hilos, desde los principios de la herramienta hasta la lógica de procesamiento.
- Analizaré un caso real: por ejemplo, una parte de alto precio que fue casi desechada y la eficiencia de la producción en masa.
- Finalmente, responderé preguntas comunes sobre estos dos métodos para ayudarlo a sentirse más seguro al elegir un proceso la próxima vez.
¿Por qué debería confiar en esta guía? Decisiones de procesamiento diario de JS
Como ingenieros en JS, nuestro taller tiene que responder docenas de veces todos los días, ¿se debe tocar o moldear este agujero? Esta respuesta no se basa en libros de texto o simulaciones de software, sino en la experiencia obtenida de decenas de miles de piezas reales procesadas.
Sabemos queacero inoxidableDesgastará la herramienta rápidamente al tocar, y también sabemos cuánto riesgo de deformación se puede evitar mediante la molienda de hilos en agujeros profundos de paredes delgadas. Hemos visto estos problemas con nuestros propios ojos, y los costos son todos valores empíricos acumulados por materiales de desecho y herramientas rotas.
Cada sugerencia en esta guía ha sido probada en combate real. Por ejemplo, al procesar implantes de aleación de titanio médico de alta demanda, confiamos en la molienda de hilos para garantizar una tasa de éxito del 100%. Cuando los soportes de producción en masa para la industria automotriz,Elegimos el tapping de extrusión para reducir el costo unitario en un 30%.
"Smith dijo: Diez segundos de juicio en el piso del taller es el resultado de diez años de cuchillos y conos rotos".
Lo que proporcionamos es la lógica del juicio que combina la teoría con el dinero y la práctica reales para ayudarlo a convertir los riesgos en beneficios reales.
¿Qué es el tapping? El rey de la velocidad y la eficiencia
En pocas palabras, tocar es como usar un tornillo estándar (lo llamamos un toque) para "roer" las roscas en un agujero.Es un método de fabricación de hilos antiguo y confiable.
¿Cómo funciona? ¿Qué herramientas se usan?
Principio:El diámetro exterior del grifo es exactamente el mismo que el tamaño del hilo que desea hacer. Gira un círculo y luego baja un tono a lo largo del orificio, y usa directamente su filo de corte para cortar el material para formar un hilo.
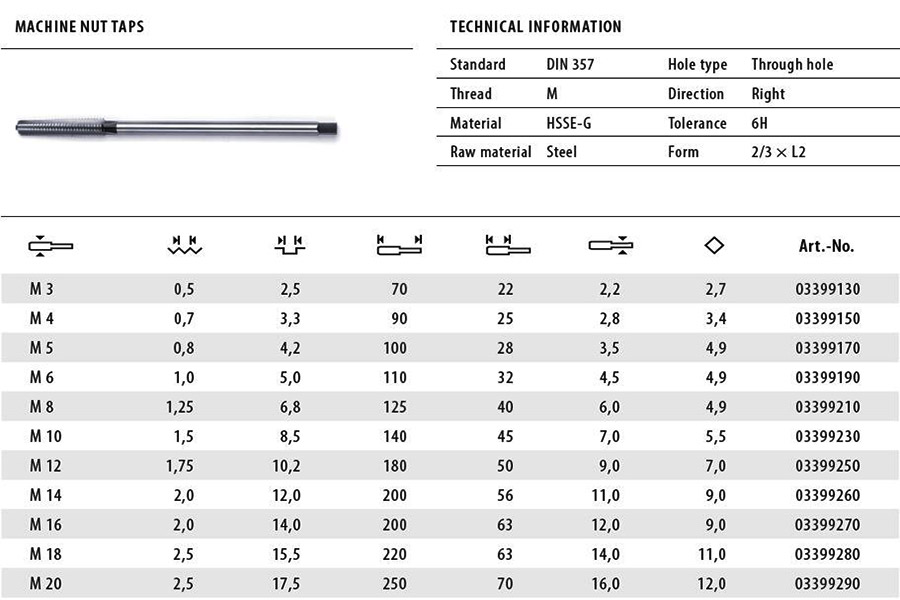
Herramientas: El protagonista es el tap
Toque a mano: lentamente retorcido por la mano de obra, adecuada para reparaciones o lotes pequeños.
Elgrifos de la máquinaUsamos están montados principalmente en máquinas de perforación o centros de mecanizado. Hay dos tipos de grifos:
- El más común es el grifo de corte, que es como un pequeño cortador de fresado, cortando directamente el material para formar escoria de hierro.
- El otro es el grifo de extrusión, que no tiene un borde de corte y se basa en una gran presión cuando se trabaja, como un dado de extrusión, para "extruir" los materiales blandos como el aluminio y el cobre en forma de rosca, por lo que básicamente no se produce escoria de hierro, lo cual es muy adecuado para procesar dichos materiales.
¿Por qué es tan favorecido para tocar? ¡Tres habilidades especiales!
- Rey de la velocidad: ¡es el aspecto más fuerte! ¡La perforación de un orificio típico de tornillo lleva unos segundos! En la producción en masa, la eficiencia equivale al dinero, y el tapping no se puede superar.
- Herramientas de bajo costo: un toque no necesita mucho dinero, y el costo inicial es muy bajo.
- No es exigente con las "máquinas herramientas": la prensa de perforación habitual servirá, e incluso un maestro puede hacerlo a mano.Máquina herramienta de CNCLos requisitos de precisión de enlace son relativamente menos estrictos.
Riesgos de tocar
- Horror de tapping roto: este es el riesgo más desastroso de tocar. El grifo se rompe en el agujero, especialmente cuando se rompe en material duro o en material duro. ¿Quieres deshacerte de él? ¡Eso es demasiado difícil! Las piezas están básicamente desechadas, y la pérdida es sustancial.
- Dificultad en la eliminación de chips (especialmenteagujeros ciegos): Cortar el mecanizado de grifos producirá chips de hierro. Los chips de los agujeros ciegos no se pueden eliminar fácilmente, y esto construirá rápidamente el par, el "asesino" número uno que hace que laspers se fracturen.
- Pérdida de flexibilidad: los grifos M6 solo crearán agujeros M6, sin compromiso. ¿Quieres ajustar la tolerancia del tornillo? El toque en sí también tiene un rango de tolerancia establecido, y el espacio de trabajo es muy pequeño. En comparación con la fresación de hilos, puede ser compensado por programación.
"Tomar es la primera opción para buscar eficiencia. El costo de la herramienta es bajo y las demandas de equipos son relajadas, pero el éxito y la bisagra de fallas en la gestión del riesgo. ¿Desea usarlo para enviarlo de manera rápida y consistente?
¿Qué es la fresación de hilos? Sinónimo de flexibilidad y seguridad
Tratamos con máquinas herramientas CNC todos los días.La fresación de hilos es nuestro socio particularmente confiable al procesar de alta calidad, agujeros roscados complejos. Es flexible y seguro.
¿Cómo funciona? ¿Qué herramientas se usan?
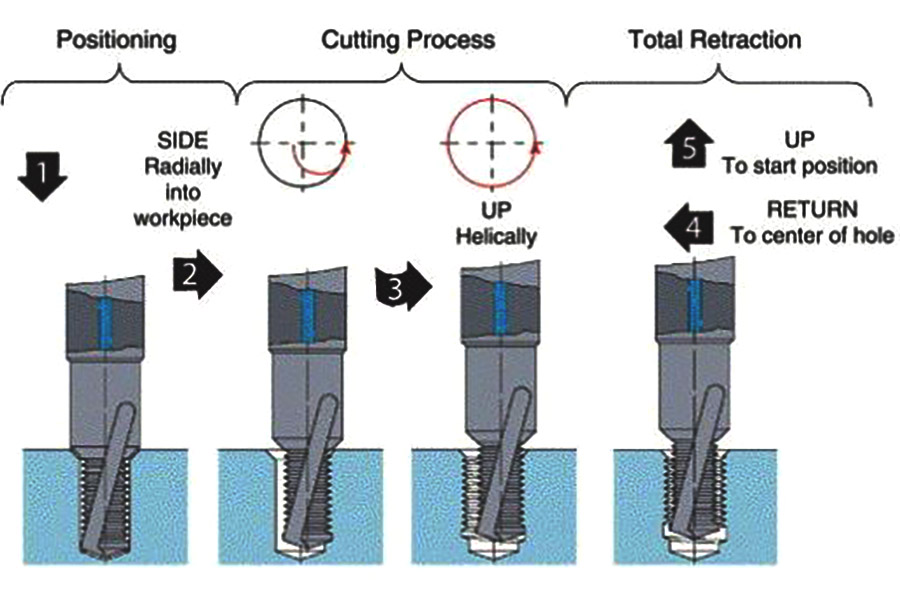
Imagina que en lugar de tocar, lo que lo empuja, un mucho más pequeñocortador de fresado de hilos(Mold de subprocesos) se usa en una máquina herramienta CNC. El cortador giraría en círculos (ejes x e y giraría en círculos) pero se movería hacia abajo lentamente (el eje z se mueve hacia abajo), perforando roscas en la pared del orificio una por una. Esto emplea la función de interpolación helicoidal de la máquina herramienta.
La herramienta es un cortador de fresado de subprocesos. Lo más sorprendente es que es posible que un cortador pueda moldear varios agujeros con diferentes tamaños pero el mismo tono (tono). Por ejemplo, una herramienta de Pitch M1.0 puede moldear los orificios M6, M8 y M10 si el tono es 1.0.
¿Por qué nuestros ingenieros prefieren usarlo?
(1) Seguridad primero:
El pequeño diámetro de la herramienta es la característica de seguridad real. Incluso si sucede algo inusual, el cuerpo de la herramienta pequeña es prácticamente imposible de bloquear el agujero, por lo que no se rascará toda la parte. ¡Esto no tiene precio para esas piezas de fresado CNC largas, lentas y costosas!
(2) Alta flexibilidad:
- Como se mencionó anteriormente, un tubo de herramienta tiene múltiples aperturas.
- Rotación de la izquierda de la rosca (rosca inversa), rotación de la mano derecha de la rosca (hilo positivo), dirección de rotación libre y mera reversión de la dirección del programa de procesamiento.
- El diámetro de hilo y grado de tolerancia se puede programar para lograr una alta precisión en el partido.
- Los chips de hierro producidos son de tamaño pequeño y rotos, y el refrigerante se puede enjuagar. Funciona magníficamente en agujeros profundos (especialmente agujeros ciegos) y mecanizado de materiales difíciles de matrícula, como acero inoxidable y aleaciones de titanio.
- Vida de herramienta más larga. En comparación con el tapping, los cortadores de fresas de hilos tienen más fuerzas de corte dispersas, más desgaste uniforme y una vida útil de herramientas más larga, especialmente cuando se procesan materiales difíciles de procesar.
Áreas que necesitan ser equilibradas
- Velocidad de procesamiento reducida: se toma más tiempo al fresar cada círculo uno a la vez en comparación con girar directamente al tocar.
Herramientas un poco más caras: comprar un cortador de fresado de hilos solo es en realidad mucho más caro que comprar un grifo (tapping). - Dependencia del equipo: es necesariocentro de fresadoo fresa vinculada a tres ejes con interpolación helicoidal, lo que requiere capacidad de equipo.
Comparación económica clave de la molienda de subprocesos versus tapping:
| Elementos de comparación | Se reflejan las ventajas de la molienda de hilos | Ritmo | Diferencias centrales |
| Potencial de costo de las herramientas de corte de un solo agujero | Posible más bajo en lotes medianos a altos. | Bajo inicial. | Fuerte capacidad de intercambio de costos de los cortadores de fresas de hilos. |
| Vida de herramienta (material difícil) | Extensión significativa (200-400%). | Relativamente corto. | Fuerza de corte dispersa para un desgaste más uniforme (como Inconel). |
| Optimización de material/apertura | Puede ahorrar materiales (hasta el 15%). | No hay tal ventaja. | Puede diseñar mejores agujeros inferiores para reducir el consumo de material. |
| Flexibilidad en el rango de procesamiento | Cobertura de una sola cuchilla con múltiples aperturas/direcciones/tolerancias de rotación. | Una especificación, una herramienta, baja flexibilidad. | La competitividad central de la fresación de subprocesos. |
Fuente de datos: Guía de aplicación Sandvik Coromant.
La fresación de hilos es una tecnología segura, confiable, flexible y precisa, especialmente adecuada para piezas complejas, materiales difíciles de procesar y una pequeña producción de lotes. Aunque el costo inicial y el tiempo de la unidad son ligeramente más altos, sus beneficios integrales a menudo son mejores en piezas complejas, materiales especiales y producción de lotes pequeños.
"Si su producción enfrenta desafíos de procesamiento de hilos de alta demanda, comuníquese con JS y permítanos evaluar cómo la fresación de subprocesos puede crear valor para su proyecto!"
Análisis real de casos: selección de procesos para dispositivos médicos versus soportes automotrices
Después de más de diez años de mecanizado, mi mayor experiencia es:Elija elproceso correcto¡Y reduzca los costos por la mitad!Hoy, compartiré dos casos reales para ayudarlo a comprender cómo tomamos decisiones en escenarios complejos, ahorrando a los clientes la preocupación y el dinero.
Caso 1: Implantes médicos de alto valor (material de vista)
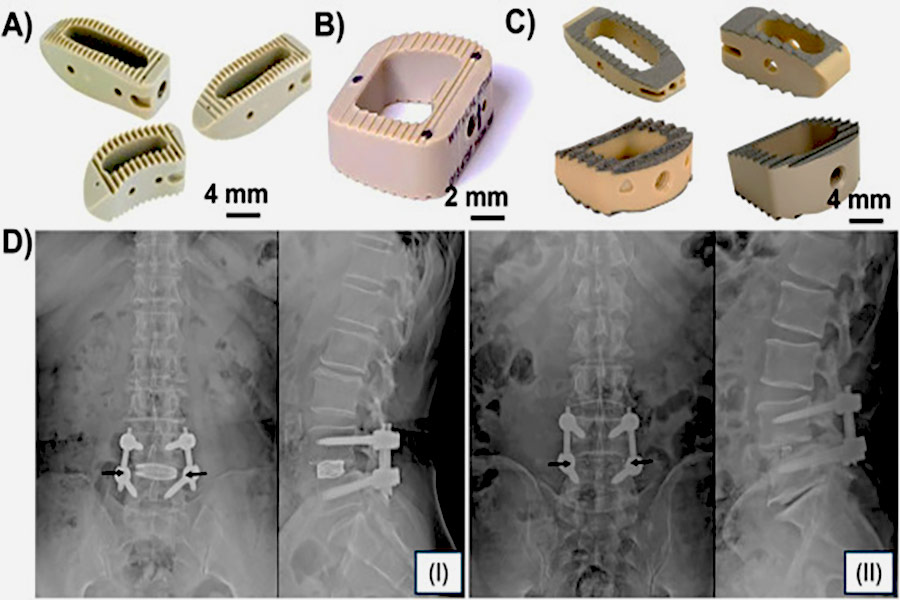
Cuando el cliente nos encontró, hubo un proyecto difícil: procesar una jaula de fusión espinal hecha de vista con orificios roscados de precisión de 4 m3 para fijar tornillos. Cada pieza vale más de $ 500. El material es costoso y teme al calor. Si hay algún error, será desechado. El hilo debe estar súper limpio y no puede tolerar ningún defecto.
Decidimos usar fresado de hilos. ¿Cuál es la razón de la elección?
- Evitar los riesgos es la primera prioridad: esta parte es mucho más costosa que la herramienta. Si el grifo se rompe durante el tapping, la pérdida será pesada. La fresación de subprocesos tiene bajos riesgos y casi sin descansos de herramientas, lo que preserva la integridad de la pieza.
- El material es particularmente adecuado: los chips de vista son como fideos y son fáciles de atascarse en el agujero. Una vez que se bloquea el tapping, el hilo será desechado. La fresación de subprocesos produce chips finos, que son fáciles de descargar y elsuperficie de hiloes mucho más suave.
- Control de calidad estricto: las piezas médicas requieren una alta precisión de hilos. La molienda puede ajustar con precisión el contorno para evitar la desgarro o la desigualidad. Si aprovecha, la más mínima desviación puede fallar.
Al final,Las piezas fueron entregadas al 100%con éxito con cero defectos. Aunque la fresación de un agujero es 20 segundos más lento que el tapping, evita cualquier riesgo de desguace. Los clientes elogiaron nuestra confiabilidad.
Caso 2: soportes de motor automotrices de gran volumen (aleación de aluminio)
Otro proyecto es producir 50,000 soportes de motor para un determinado modelo, cada uno con 12 hilos de orificio de paso de 12 m8. La gran cantidad, el tiempo ajustado y la sensibilidad a los costos requieren que el tiempo de procesamiento yPrecio de fresado de CNCde cada pieza debe minimizarse.
Elegimos el tapping de extrusión. Hay tres razones:
- La velocidad es primordial: el tapping es extremadamente eficiente y es nuestra única forma de mantener el ritmo de producción. La fresación de hilos lleva demasiado tiempo y ralentizará el progreso.
- Asesino de costos: un solo grifo es solo unas pocas docenas de dólares, que es más de 10 veces más barato que un cortador de fresado de hilos. Además, el alto volumen y la ventaja de costo de la herramienta se multiplican, y el costo de procesamiento de subprocesos de una sola pieza es inferior a $ 0.1, lo que cumple completamente con el objetivo estricto del cliente para el precio de molienda CNC (el precio total se mantiene en un nivel muy bajo por pieza).
- Sin problemas de eliminación de chips: el aluminio es suave, el golpe de extrusión es un proceso sin chips, la resistencia al hilo es buena, no hay obstrucción y la estabilidad y la producción mejoran.
Resultado:Se entregaron 50,000 piezas a tiempo, el precio unitario se mantuvo por debajo de $ 0.1 y el cliente se satisfizo. Esto demuestra que tocar es el rey de la eficiencia enproducción en masa.
Referencia de comparación de procesos
Al tomar una decisión, tendemos a contrastar las cifras generales. La comparación de procedimientos de manejo de hilos posteriores compilé, sobre la base de las estadísticas de la competitividad mundial IMD 2024. Muestra un rendimiento promedio, sin embargo, el proyecto en particular aún debe coincidir con la condición real.
| Tipo de proceso |
Costo promedio por hoyo
|
Tiempo de procesamiento por hoyo (segundos) | Escenarios aplicables |
| Fresado de hilos | $ 3.50 | 30 | Componentes médicos y de precisión de alto valor. |
| Spreading Tapping | $ 0.20 | 15 | Autos a gran escala, sensibles al costo. |
Núcleo de decisión
A partir de todos estos ejemplos, me di cuenta de una cosa en términos simples: no hay correcto absoluto o incorrecto en el toque versus fresado de hilos. Lo que importa es analizar la compensación entre "riesgo" y "eficiencia".
"Como dijo una vez el gurú de fabricación Peter Drucker: lo que se mide se maneja".
Para el trabajo de alto valor, donde los componentes son considerablemente más caros que el costo de mecanizado, elija molienda de subprocesos para eliminar los riesgos. Para el trabajo de producción por lotes de inauguración de costo y velocidad, el tapping es el rey indiscutible.
"Los amigos, ya sea que estén diseñando piezas nuevas o que elija procesos, no confíen solo en la teoría, combinan riesgos reales, eficiencia y datos para tomar decisiones. Date prisa y contacte a nuestro equipo de JS para probar nuestro en líneaServicios de fresado CNCpara ayudarlo a optimizar su decisión y ahorrar dinero y tiempo. ¡La acción trae éxito! "
Preguntas frecuentes: responda a sus últimas preguntas sobre el procesamiento de hilos
¿Cuáles son las principales desventajas del fresado de hilos?
Los clientes siempre preguntan sobre las desventajas de la fresación de subprocesos. De la experiencia práctica, hay algunos puntos importantes a tener en cuenta:
- Velocidad relativamente lenta: en comparación con el tapping, lleva mucho más tiempo procesar el mismo agujero. Es posible que esto no pueda cumplir con los requisitos de producción en masa (por ejemplo, autopartes) donde cada minuto y cada segundo cuentan mucho.
- Un umbral un poco más alto: la programación es más complicada que llamar directamente al ciclo de tapping. Tenemos que usar un módulo CAM especial o escribir cuidadosamente el código G con el movimiento de espiral. La mayoría de los operadores novatos tienen que pasar algún tiempo para comenzar y usar herramientas (calculadora de fresado de subprocesos) para calcular la ruta de la herramienta y los parámetros.
- Los agujeros pequeños son difíciles de hacer: para agujeros de roscado extremadamente pequeños, como debajo de M2, es un desafío hacer un cortador de hilos tan pequeño y preciso, y el costo es mucho más costoso. El tapping es generalmente una solución más práctica en agujeros tan pequeños.
Por lo tanto, si elegir la fresación de subprocesos realmente depende de los requisitos específicos del proyecto. ¿Requisitos de eficiencia extremadamente altos o agujeros demasiado pequeños? Tocar puede ser más práctico.
¿Cuál es la diferencia entre tocar y roscar?
La subprocesos es un término general que se refiere a todos los procesos para hacer hilos en piezas de trabajo, incluido el procesamiento de hilos internos y externos.
El tapping es un proceso específico, que se refiere específicamente a usar un grifo para rotar en un orificio preferido para producir roscas internas. Este es uno de los métodos más comunes y directos para procesar hilos internos.
Hay muchos otros métodos para el procesamiento de subprocesos: además de tocar, también incluye:
- Hilos de giro: en un torno, use una herramienta de giro de formación para "girar" hilos externos o internos como afilar un lápiz.
- Fresado de subprocesos: use un cortador de fresado de hilos especial para "molienda" en una fresadora, que es especialmente adecuada para hilos grandes o piezas irregulares.
- Rolling de hilo: ¡Sin corte! Use una rueda de rodillo de rosca endurecida para "apretar" el metal, lo que permite que se deforma plásticamente para formar roscas, que es eficiente y fuerte.
En pocas palabras: el tapping es un método de proceso utilizado específicamente para procesar hilos internos en la gran categoría de procesamiento de subprocesos. El procesamiento de subprocesos incluye tapping y todas las demás técnicas para hacer hilos.
¿Se pueden moldear todos los materiales?
En teoría, podemos usarlo para hacer hilos para la mayoría de los materiales que se pueden fresar. Además, es casi la primera opción para aquellos materiales que hacen que el tapping sea particularmente "dolor de cabeza".
Piense en esos materiales difíciles:
- Acero súper duro (dureza de más de 45 hrc).
- Aleación de titanio con fuerte dureza.
- Varias aleaciones de alto rendimiento que son resistentes a altas temperaturas.
- Materiales compuestos como placas de fibra de carbono.
¿Por qué la molienda de subprocesos es un "buen socio" para estos materiales?Porque si obliga a un grifo a tocar estos materiales:
- El grifo se usa demasiado rápido y tiene una vida muy corta.
- Lo peor es que el grifo es extremadamente fácil de romper en el agujero, lo que trae grandes problemas y riesgos.
- La fresación de subprocesos tiene un corte más suave y una mejor disipación de calor, y es más seguro y más controlable trabajar en estos materiales difíciles de procesar. Por lo tanto, al procesar hilos de dichos materiales, la fresación de subprocesos es de hecho una opción ideal y confiable.
Resumen
El tapping y la fresación de hilos no son competidores, sino un par de "socios dorados" en suCaja de herramientas CNC. Piénselo, un buen cuchillo y una buena llave de llave tienen sus propias fortalezas. El tapping es inigualable en velocidad y eficiencia, mientras que la fresación de subprocesos conduce para garantizar la seguridad.
Comprender sus límites y alcance de la aplicación no es solo una habilidad básica para los ingenieros, sino una señal de que usted es un excelente tomador de decisiones. Después de todo, una elección sabia nunca es una decisión informal, sino una compensación integral basada en el costo, el riesgo, la eficiencia y la calidad final.
¿Todavía estás confundido acerca de los agujeros roscados la próxima vez que aparezcan tus dibujos de diseño?¡No se preocupe por qué proceso es el más adecuado!
- Ven a JS, hacemos más que solo procesar: detrás de los principales servicios de fresado CNC en línea que brindamos es un grupo de ingenieros que realmente conocen el negocio.
- Cargue dibujos y obtenga un valor doble: no solo puede obtener una cotización real, sino que, lo que es más importante, nuestros ingenieros analizarán cuidadosamente cada hilo en sus dibujos.
- Soluciones a medidaPara usted: daremos sugerencias de procesamiento profesional basadas en su diseño, cantidad y necesidades específicas: ¿aprovechar más económico y eficiente, o la fresado de subprocesos puede evitar los riesgos y garantizar la calidad? Ayudarlo a encontrar el mejor equilibrio entre costo y riesgo.
Inicio simple: ¡Sube tu archivo de diseño ahora! Deje la experiencia de JS yJS Capacidades de fabricación de fresado CNC JS CNC¡Date cuenta de manera precisa y eficiente los hilos en los dibujos para ti!

Descargo de responsabilidad
Los contenidos de esta página son solo para fines informativos.Serie JSNo hay representaciones ni garantías, expresas o implícitas, en cuanto a la precisión, integridad o validez de la información. No se debe inferir que un proveedor o fabricante de terceros proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red Longsheng. Es responsabilidad del compradorRequerir una cita de piezasIdentificar requisitos específicos para estas secciones.Póngase en contacto con nosotros para más información.
Equipo JS
JS es una empresa líder de la industriaCentrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5,000 clientes, y nos centramos en la alta precisión.Mecanizado CNC,Fabricación de chapa,Impresión 3D,Moldura de inyección,Estampado de metal,y otros servicios de fabricación individual.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificado ISO 9001: 2015. Proporcionamos soluciones de fabricación rápidas, eficientes y de alta calidad a los clientes en más de 150 países de todo el mundo. Ya sea que se trate de una producción de pequeño volumen o una personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida dentro de las 24 horas. elegirTecnología jsEsto significa eficiencia de selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web:jsrpm.com
Recurso

