

Когда я вижу пластиковые продукты, мне интересно, откуда получен мягкий клей на твердом пластиковом корпусе? Это не просто приклеено, а позадиЭто тонкий процесс, чрезмерное рассылку.Это специальный метод литья, который мы часто используем, который может действительно растопить различные материалы в интегральную часть.
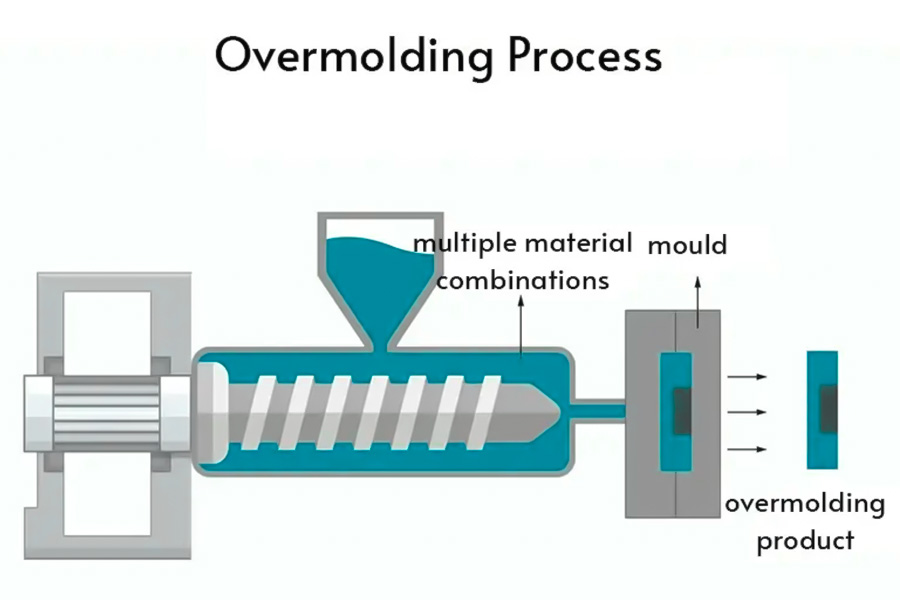
Как это сделать специально? Сначала мы используем твердый пластик для изготовления скелета (субстрат) продукта (субстрат), а затем, в заданной конкретной области, через процесс переводки, оберните тонкий слой упругого мягкого материала, где это необходимо. Два слоя материала тесно объединяются при высокой температуре и высоком давлении и, наконец, объединены в одну часть.
В дизайне продукта JS ценность применения технологии OverdoLding значительно превышает простую оптимизацию и улучшение внешнего вида. Это улучшает производительность продукта:
- Добавление слоя мягкого клея к электроинструментам и ручкам является не скользит и экономясь, и после долгого использования его нелегко устать.
- В некоторых местах, где требуется герметизация,Этот слой обертывания может напрямую заменить традиционную резиновую прокладку, с более простой структурой и более надежным эффектом герметизации.
- Общая прочность сильнее и длится, а водонепроницаемая и падение характеристики также обновляются.
Поскольку чрезмерное распространение может улучшать функции, оптимизировать внешний вид и обновление одновременно, все больше и больше хороших продуктов, таких как наши общие ежедневные потребности, точное медицинское оборудование и портативные электронные устройства, без которых все не могут обойтись, начинают его использовать. В следующий раз, когда вы получите продукт, который станет особенно удобным для удержания, может быть, он содержит изобретательностьНаши инженеры JS, использующие Overdlolding!
Основное резюме ответа:
| Аспект | Описывать | Что касается ваших ценностей/основных характеристик |
| Основное определение | Процесс изготовления ввода другого слоя материала (обычно мягкого клея) на существующий (твердый или металлический) подложка. | Улучшение сцепления продукта, герметизации, эстетики и узнаваемости бренда. |
| Ключевые процессы | Двухэтапный метод: во -первых, производство подложки. Затем поместите подложку во второй набор форм для вторичного литья и инкапсуляции. | Осознайте идеальное сочетание твердой пластиковой и мягкой резины/пластика. |
| Основные приложения | Потребительская электроника, медицинские устройства, ручные инструменты, автомобильные детали интерьера и т. Д. | Любой продукт, который требует улучшенного опыта взаимодействия человека и и функционального уплотнения. |
| Основная разница |
Вторичное литье в инъекции: обычно полиэтиленовая пленка (один тип пластика покрывает другой тип пластика, а подложка является литой инъекцией). Вставьте литье в инъекции: пластиковые металлические детали (с сборными металлическими вставками в качестве основного материала). |
Две технологии похожи, но акцент на типах субстратов и сценариях применения отличается. |
В этой статье вы узнаете:
- В следующих главах я систематически проанализирую то, что является чрезмерным.
- Рабочий процесс литья под давлением подробно объясняется подробно, показывая, как материалы можно прочно объединить.
- И мы рассмотрим различия в характеристиках и сценариях применения между пластиковым перерадованием и силиконовым переводчиком, чтобы принимать мудрые дизайнерские решения для ваших продуктов.
Освоение этого содержимого, вы будете знать, как использовать Overdling, чтобы оптимизировать дизайн вашего продукта и принимать решения, которые отвечают вашим потребностям!
Почему это руководство стоит доверять? Потому что это происходит от практической линии JS
В JS переосмысление пластикового процесса не просто нажимает кнопку на формовочной машине. Это одна из наших основных технологий, которая действительно помогает клиентам решать ключевые проблемы и повышает конкурентоспособность продукта.Зачемя упомянуть этот? Потому что мы имеем дело схимические и физические проблемы этого процесса каждый день:
Каковы материальные проблемы?Мы не только сталкиваемся с машиной для литья под давлением, но и с химическими проблемами того, могут ли материалы сотрудничать друг с другом.
Например: мы разработали точные уплотнения для силиконового переплавления для клиентов медицинского устройства, а такжеПомогли клиенты Consumer Electronics реализовать усиленные суставы для кабельного переворотаПолемЭти успехи основаны на нашем доказанном опыте.Например, мы знаем, какой специфический TPE (мягкий материал) может образовывать действительно прочную химическую связь с пластиком ABS.
Как гарантировать, что твердое основание формованная в первом литье для инъекций не деформировалась и не расплавалась при высокой температуре и давлении во время литья второй инъекции? Это тест реальных навыков дизайна плесени. Мы накопили много практических навыков и знаем, как разрабатывать структуры плесени, чтобы избежать этих рисков.
«Как часто говорят старшие эксперты в нашей команде: суть оперносирования - это искусство и наука о том, чтобы сделать два материала, которые действительно становятся одним из них».
Это руководство разделяет практический опыт, накопленный от решения этой основной проблемы с днем, а не теории на бумаге. То, что вы видите, - это понимание, которое мы получили от нашего опыта в реальных проектах.
Как делается перерад? -Пошаговое объяснение
В простых терминах,Этот процесс все равно, что настраивал настраиваемый мягкий слой на твердую пластиковую частьчтобы сделать его лучше или функционировать лучше. Возьмите изготовление ручки отвертки с мягкой резиновой рукоятостью в качестве примера.Весь процесс может быть фактически разделен на два шага:
Шаг 1: Сделайте твердый скелет внутри (субстрат)
- Приготовьте форму: сначала мы подготовим набор очень точных стальных форм. Когда этот набор плесени составлен, форма полости в середине является формой твердого пластикового ядра в конечной ручке.
- Первое литье под давлением: налейте твердые пластиковые частицы (например, обычно используемый PP или ABS) в машину для литья под давлением и нагрейте его, чтобы растопить его в вязкое жидкое состояние. Затем используйте высокое давление, чтобы «взбить» расплавленный твердый пластик в полость формы, просто подготовленную, чтобы заполнить его.
- Охлаждение и извлечение: выключите машину для формования впрыска и дайте твердую пластику в форме охлаждения и затвердевает. Когда вы открываете форму, мы можем извлечь готовое, твердое твердое пластиковое ядро.Это сердечный компонент, который мы проведем с мягкой резиной позже.
Шаг 2: Выполнить переводки
- Перенесите базовую часть: поместите твердый пластиковый подложку, только что сделанный во второй набор плесени с роботом или вручную. Эта новая плесень немного больше, чем первая, потому что форма полости внутри нее является полной формой конечного продукта. Подложка помещается в форму и застряла именно там, где она должна быть, оставляя место вокруг нее, чтобы быть наполненным мягким клеем.
- Вторая инъекция литья:На этот раз мы нагреваем и расплавляем мягкие резиновые частицы (TPE или TPU). Опять же, впрыскивание расплавленного мягкого клея высокого давления во вторую форму. Здесь наступает ключевой момент: мягкий клей не заполняет всю форму, но точно вводится в зарезервированное пространство вокруг твердой пластиковой подложки, чтобы обернуть его.
- Связывание и охлаждение: в форме при высокой температуре и давлении,Расплавленный мягкий клей будет реагировать с поверхностью твердой пластиковой подложки.Это может быть небольшая химическая реакция, которая слипается, или мягкий клей течет в крошечные удары на твердой пластиковой поверхности, образуя укус. Затем выключите литья под давлением и подождите, пока мягкий клей остынет, затвердевает и затвердевает, завершая твердое ядро.
- Окончательный продукт: Наконец, откройте вторую форму, и мы можем получить полную ручку отвертки! Он имеет твердую твердую пластиковую ядро и идеально покрыт мягкой, не скользящей резиновой рукой. Два материала были прочно объединены в целое. Это типичный пластиковый продукт перерастания.
«OverdloLding-это, по сути, двухэтапный процесс: сначала сделайте жесткий субстрат, а затем точно покрыть мягкий резиновый слой во второй форме. Ключевое заключается в спарнире материалов и точном позиционировании подложки. Если ваш продукт требует интеграции различных материалов, я сразу же интегрирует ресурсы JS, чтобы доставить вам оберсы с качеством стабильного качества, от выбора материала, координации плесени до контроля производственного производства.».
Сравнение ключей: переворота против вставки литья
Нам часто нужно объяснить эти два ключевых процесса формования инъекций клиентам и внутренним командам.Вставить формование и переплатитьиметь в основном то же имя и очень легко запутать. Основная разница между ними - это то, что является объектом и откуда, откуда берется объект.Позвольте мне проанализировать ключевые моменты и различия между ними:
(1) перерадование - пластик над пластиком
Объект для обертывания (субстрат): еще одна пластиковая часть. Эта часть обычно производится заранее на формовочной машине.
CORCES CORE:
- Шаг 1 (изготовление подложки): на инъекционной формованной машине A сделайте внутренние твердые пластиковые детали.
- Шаг 2: Поместите твердый пластиковый подложку, только что образованный на предыдущем этапе (обычно все еще сохраняя определенную остаточную температуру) точно во второй набор плесени. Затем введите второй расплавленный пластик (обычно мягкий клей, такой как TPE) вокруг субстрата или в определенной области. Этот новый слой пластика прочно связан с субстратом после охлаждения.Второй шаг - это то, что мы называем пластиковым переворотомПолем
Зачем? В значительной степени для улучшения функции или ощущения. Например:
- Поместите слой мягкого клея на пластиковую ручку зубной щетки, которая удобна для удержания и не будет скользить.
- На твердом корпусе ABS Power Tool в захватывающей части мягкий TPE, который не скользит и поглощает амортизацию.
Особенности процесса: выполняется по фазам, основанную на правильном сопоставлении плесени (особенно второй паре выравнивания плесени на подложке), в стремлении достичь хорошего соединения двух пластиков.
(2) вставьте литье в инъекции - пластиковая инкапсуляция непластической
Обернутый объект (вставка): сборник непластического компонента.Вставки не производятся вместе в литьеМашина, но добавлена после того, как они были изготовлены в другом месте.
Типичный материал: металл (винты, гайки, контакты разъемов, радиаторов), платы (ПХБ), керамические компоненты и т. Д.
Как это делается? Процедура на удивление эффективна:
- Шаг 1: Поместите металл или другие материалы в вставку в форму в заранее определенные позиции работниками или автоматическими устройствами.
- Шаг 2:Закройте плесень и нажмите пластик растопить его один раз.Пятна течет в форме, обертывает и удерживает вставку и становится неотъемлемой частью после охлаждения.
Основная цель:
- В основном он используется для надежного закрепления компонентов смешанного материала, позволяет последующей сборке быть проще или внедрить специальную функциональность для пластиковых деталей. Например:
- Пластиковая ручка ручки двери отлит с латунной гайкой, так что винт можно привинтить непосредственно, что очень прочно.
- Электронная печатная плата продукта хорошо обернута и инкапсулируется пластиковой крышкой (также инкапсуляцией), котораязащищает цепь, изолирует и обеспечивает прочность на структуруПолем Один размер снижает стоимость сборки.
Процесс литья впрыска и вставка
| Поля приложения | Чрезмерное количество | Вставьте формование |
| Потребительская электроника | ≈40% | ≈30% |
| Автомобильная электроника/целый автомобиль | ≈15% | ≈35% |
| Инструменты и аппаратное обеспечение | ≈25% | ≈10% |
| Продукты личной гигиены | ≈20% | <5% |
| Медицинское оборудование/устройства | ≈10% | ≈10% |
| Промышленное оборудование/машины | <5% | ≈20% |
| Другие поля | <5% | <5% |
Источник данных:
- Grand View Research - Отчет о глобальном рынке литьевых литья (2023).
- Statista - рыночные данные и перспективы для передовых технологий формования (2023 синтезированные проекции).
Ключевые моменты различия между ними:
- Overdleding всегда включает в себя два пластмасса (подложка + покрытие), и процесс разделен на два шага (Сначала сделайте подложку, второй сделайте покрытие)
- Вставка литья под давлением решает проблему взаимосвязи между не пластичными и пластиковыми вставками. Процесс представляет собой одноэтапный процесс. Секрет заключается в тщательном расположении заранее предварительно складываемых не пластичных вставки в форме, а затем связывать и накрыть их пластиком одновременно.
«В JS мы выбираем наилучший процесс, основанный на необходимом дизайне продукта: если необходимо иметь определенные функции или тактовые слои, применяемые к пластиковым деталям, используйте чрезмерное распад. Когда не пластиковые детали, такие как металлические детали и цепи, должны быть глубоко интегрированы в заканчивания пластиковых деталей, вставьте литья инъекции.

Заявки и случаи.
Линг для инъекции заперножного введения - это процесс, который просто сочетает в себе материалы с различными свойствами(например, твердый пластик и мягкая резина) в одном или нескольких процессах литья под давлением. Это может принести большие улучшения продукции. Вот несколько примеров, чтобы проиллюстрировать его возможности:
«Истинная мудрость дизайна состоит в том, чтобы сделать материалы и процессы молчаливого решения. Оверлделение -идеальный инструмент для достижения этой цели.
Случай 1: Улучшение ощущения и управления рук - резиновое покрытие сначала
Общие продукты: ручки электрических сверл, сковородок и зубных щетков, с которыми вы знакомы.
Основное значение:
Ключ - это ощущение рук! Слой мягкой резины обернут вокруг твердого пластика, который удобен для удержания и не скольжения. Преимущества настолько реальны: когда делаем что -то, ваши руки нелегко устать, и нелегко скользить и выпасть из ваших рук. Это также может значительно уменьшить вибрацию машины (так что ваши руки не оцепенели), а общее использование безопасно и экономно.

Корпус 2: водонепроницаемые и пыльно -защищенные - защитить цепи и электронные устройства
Общие продукты: небольшая часть зарядки мобильного телефона, оборудование для мониторинга окружающей среды, висящее на открытом воздухе, ипортативный инструмент проверки в руках врачейПолем
Основное значение:
- Суть этого трюка - слово «герметизация». Оберните слой пластика или резины прямо на внешней стороне хрупких электронных деталей или соединения всей оболочки. Это все равно, что носить плавное плащ для устройства, эффективно блокируя вторжение водяного пара и пыли.
- В то же время этот слой обертывания также может буферизировать воздействие, вызванное ударами, и значительно расширяет срок службы и надежность электронных продуктов. Наружное оборудование и медицинское оборудование особенно нуждаются в такой защите.
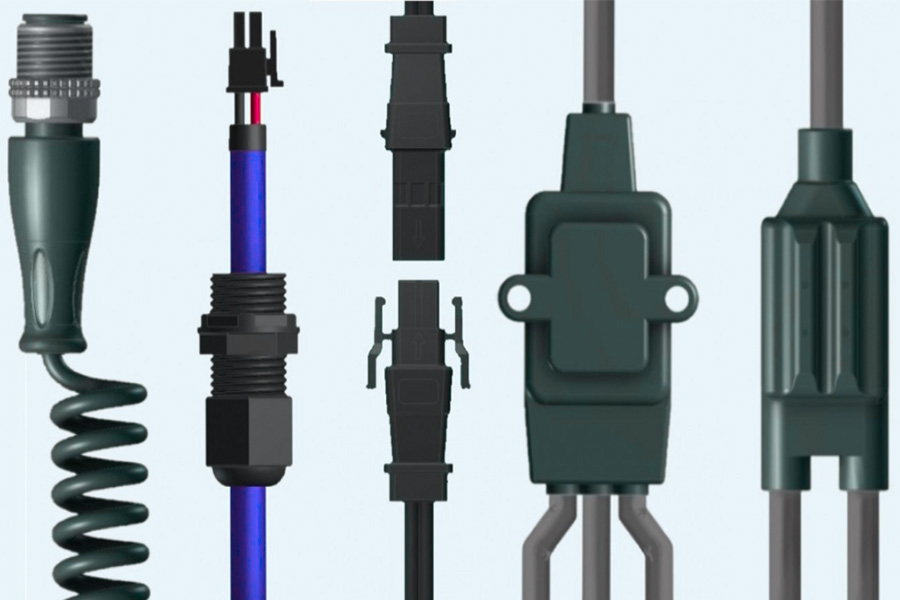
Случай 3: Внешний вид - прочность - многоцветное лишение инъекции в инъекции
Общие продукты: двухцветные функциональные клавиши на клавиатуре, тонкая крышка для порошковой коробки или трубка для помады, а также заметный логотип бренда на продукте.
Основное значение:
- Благодаря точному управлению пластмассы разных цветов и даже различных материалов могут быть легко объединены в одноразовом процессе литья, с чистыми и аккуратными линиями, и не будут падать или исчезнуть так же легко, как приклеить их позже.
- Сделанные узоры и логотипы всегда останутся ясными и яркими, а общий вид более высококлассный. Это преимущество оказывает большую помощь в формировании имиджа бренда, улучшении текстуры продукта или делает ключевые компоненты более привлекательными, чтобы люди могли сразу распознавать ваши продукты на полке.
Overdlowing - это не просто шаг производства,это на самом деле решает три ключевые проблемы продукта: Улучшение комфорта и безопасность сцепления, обеспечение прочной защиты электронных компонентов, а также улучшение внешнего вида продукции и распознавание бренда. Этот процесс делает продукт простым в использовании, так и красивым.
FAQ-ОТВЕТИТЕ ВСЕХ ВАШИХ ПОЛУЧЕНИЯ О ВНУТРЕСКОМ ЛИДЕ
Вопрос 1: Что является ключом к чрезмерному дизайну?
- Выбор материала: первый слой материала (субстрат) и второй слой материала (покрытие) должны быть в состоянии действительно придерживаться химической связи. Например, пластик ПК и резина TPU, которые мы часто используем, являются хорошим совпадением.
- Физическое соединение: если самому материалу не хватает адгезии. Мы разрабатываем несколько бороздков, небольших отверстий или колючих на поверхности подложки. Таким образом, второй слой материала может быть привлечен к первому слою при введении, образуя надежное физическое соединение.
- Унифицированная толщина:Толщина стенки двух слоев материала должна быть в максимально распределенииПолем Самое страшное, что разница в толщине велика, а неравномерная усадка охлаждения вызовет деформацию, вмятины или изгиб.
- Свяжитесь с нами: самая надежная вещь - отправить нам свои идеи на этапе дизайна, чтобы поболтать! У нас есть подробное «Руководство по проектированию вторичного внедрения PDF», и мы также можем дать прямые и практические предложения для вашего конкретного дизайна, чтобы помочь вам избежать проблем.
Вопрос 2: Каков процесс перерастания резины?
- Эссенция процесса: резиновая вторичная литья под давлением или резиновое перерадование, которое часто упоминается в отрасли, является ядром мягких материалов покрытия, таких как термопластичные эластомеры (TPE/TPV) илиЖидкий силиконовый резина (ЛСР)На жестком подложке с помощью литья под давлением. Его базовый поток процесса совпадает с общим вторичным литьем инъекций, упомянутым выше.
- Выбор материала является ключом: используется ли TPE/TPV или LSR в качестве мягкого резинового слоя, наиболее важным фактором успеха является то, что мягкий материал должен быть совместим с базовой жесткой подложкой.
- Особое внимание к LSR: если для покрытия используется жидкий силиконовый каучук (LSR), важно отметить, что его процесс формования имеет свои собственные характеристики: он впрыскивается в форму в жидком состоянии, а затем вулканизируется (отверстие) в конечный эластомер путем нагрева.Обычно он хорошо работает в мягких резиновых приложениях с высокой точностьюили тонкая стенка.
Вопрос 3: Можно ли выполнять пластиковые переводки на металле?
Абсолютно выполнимо! Мы часто делаем пластиковое перерадование на металлических деталях. Это определенно зрелый и надежный процесс.
Метод ядра аналогичен формованию вставки инъекцииПолем В реальной работе мы поместим заранее обработанные металлические детали в качестве «вставки» в специальную плесень, а затем прямо вводите пластик снаружи. Самым большим преимуществом этого является то, что он может идеально сочетать прочность и жесткость металла с легкой и изоляцией пластика.

Отказ от ответственности
Содержание этой страницы предназначено только для информационных целей.JS SeriesНикаких представлений или гарантий каких -либо видов, явных или подразумеваемых не представлены относительно точности, полноты или достоверности информации. Не следует выяснить, что параметры производительности, геометрические допуски, конкретные конструктивные функции, качество материалов и тип или качество изготовления, которые сторонний поставщик или производитель предоставит через сеть Longsheng. Это обязанность покупателяПопросите цитату для деталейЧтобы определить конкретные требования для этих частей.Пожалуйста, свяжитесь с нами, узнайте больше информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. С более чем 20 -летним опытом работы более 5000 клиентов, мы сосредоточены на высокой точностиОбработка с ЧПУВИзготовление листового металлаВ3D -печатьВИнъекционное формованиеВметаллическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами и является сертифицированным ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то низкое объем производства или массовая настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает выбор эффективности, качества и профессионализма.
Чтобы узнать больше, посетите наш сайт:jsrpm.com
Краткое содержание
Overdloding - это гораздо больше, чем просто обертывание раковины вокруг части! Что действительно делает его мощным, так это то, что он объединяет твердые и мягкие материалы вместе, чтобы создать комбинацию производительности, которая не может быть достигнута с помощью одного материала. Реглаживания с инструментами, которые чувствуют себя великолепно, электронные интерфейсы, которые являются водонепроницаемыми и пыленными, и медицинские детали, которые удобны и простые в чистке, - все это преимущества, представленные этим процессом.
Почему выбирают команду JS, чтобы помочь вам с вашим проектом Overmolding?
- Вмешательство на этап проектирования: оцените свой дизайн как можно раньше, чтобы оптимизировать структуру, выбор материала и зону связи.
- Поддержка материальной науки:Используйте наш опыт обработки более 100 материаловЧтобы помочь вам выбрать лучшую комбинацию материалов.
- Точные формы и процессы: с высокими формами и строгим управлением гарантируйте, что каждая литья под давления идеально объединяется.
- Сложные эксперты вставки: будь то металлические детали, электронные компоненты или другие вставки, можно достичь точного позиционирования и надежного покрытия.
Действуйте сейчас, чтобы ускорить реализацию ваших идей:
Если вы задумаете или разрабатываете продукт, который должен объединить преимущества нескольких материалов, пожалуйста, свяжитесь с нами сейчас!
Даже если это предварительная идея, мы рады обсудить возможности с вами. Поговорите непосредственно с нашими старшими инженерами. Позвольте нам понять ваши цели продукта в глубине.Мы предоставим профессиональные качественные оценки и предварительные решения на основе ваших потребностей.
Ресурс

