

Представьте, что вы разработали турбинное лезвие с лабиринтом охлаждающих каналов и аэродинамическими текстурами на поверхности. Обработка с ЧПУ? Инструмент не может достичь этих поворотов. Обычный песчаный лист? Поверхность слишком грубая, и все детали потеряны. Как решить эту дилемму?Ответ заключается в 4000-летнем, но вневременном процессе: инвестиционное кастинг.
Его основной секрет заключается в том, чтобы идеально повторить восковую модель.Сначала мы используем воск, чтобы точно сделать все детали детали («инвестиционное литье» первоначально означает «обертывание»). Затем восковая модель неоднократно покрывается специальной керамической суспензией, которая сушат и закалевается слой за слоем, образуя сплошную керамическую оболочку, чтобы обернуть ее.
Здесь идет ключевой шаг: нагревание оболочки, воск внутри тает и вытекает, оставляя полость в оболочке, которая точно такой же, как и оригинальная восковая модель. Наконец, вылейте расплавленный металл в полость, сбивайте керамическую оболочку после охлаждения, и рождается металлическая часть, которая повторяет все сложные детали.
Вот почему это предпочтительный процесс для производства чрезвычайно сложных деталей с тонкими полостями или изогнутыми поверхностями, такими как лопасти турбины. В сочетании с современным дизайном CAD,3D -печать воск для инвестиционного литьяи технология управления, мы можем эффективно производить высококачественные детали с точными размерами, гладкими поверхностями и небольшими допусками обработки. В нашем семинаре инвестиционный лист является мощным инструментом для этих невозможных задач.
Основное резюме ответа:
| Сравнение пунктов | Инвестиционный кастинг | Кастинг песка | Обработка с ЧПУ |
| Основной принцип | «Потерянный метод воска» использует расточимую модель для изготовления одноразовых керамических форм. | Используйте многоразовые формы, чтобы выжать полость пресс -формы в песке. | Отрежьте лишний материал из сплошных металлических блоков. |
| Самый подходящий | Сложные геометрические формы, высокая поверхность, тонкостенные детали. | Большие, простые детали с требованиями с низкой толерантностью. | Высокая точность, прототипирование и простые геометрические формы. |
| Основные ограничения | Высокая начальная стоимость и длинный цикл процесса. | Точность низкой размерности и шероховатая поверхность. | Трудно обрабатывать сложные внутренние структуры и материальные отходы. |
В этом руководстве я подробно расскажу:
- Семь полных этапов процесса инвестиционного литья и используют инвестиционную схему литья, чтобы визуально представить этот процесс.
- Затем я сравню преимущества и недостатки песчаного кастинга с инвестиционным литьем.
- Наконец, благодаря реальному случаю я докажу его уникальную ценность и помогу вам легко овладеть основными преимуществами этой технологии.
Почему вы должны доверять этому руководству? Комплексная перспектива от экспертов по производству JS
В JS,Помогать клиентам найти лучшие решения для производства - это наша ежедневная работаПолем Мы являемся не только экспертами по эксплуатационным инструментам ЧПУ, но больше похожи на консультантов по производству для клиентов. После долгой работы в этой отрасли вы поймете одну вещь: не все детали подходят дляРутья с ЧПУ (то есть «Производительное производство»)Полем Иногда идеи аддитивного производства, такие как инвестиционное литье, являются более умными и более экономичными решениями.
- Позвольте мне привести вам пример: ранее,Авиационный клиент принес сложную скобку для проконсультированияПолем Если он сделан с ЧПУ, он будет разделен на три части для обработки и сварки. Мало того, что есть много процессов, но и веса и сила также затронуты. После тщательной оценки наша команда решительно способствовала инвестиционному кастингу. Какой результат? Интегрально сформированная часть легче и сильнее, а также экономит стоимость и скрытую опасность сварки.
- В другой раз мыпомог клиенту искусства воспроизвести чрезвычайно прекрасную детализацию скульптурыПолем Традиционные методы просто не смогли достичь этого эффекта, поэтому мы использовали инвестиционное кастинг 3D -печать, чтобы идеально восстановить детали оригинала.
«Точно так же, как магистр производства Генри Форд подчеркнул: качество означает соблюдение стандартов, когда никто не контролирует».
Это руководство конденсировано с критериями опыта и суждения, накопленных нашей командой JS в бесчисленных проектных практиках. Это не пустая теория, но наш фактический опыт после неоднократного сравнения различных процессов (особенно ЧПУ и инвестиционного литья) после столкновения с ключевыми факторами, такими как стоимость, производительность и сложность проектирования. Наша цель проста: помочь вам избежать обхода, использовать правильный метод и сделать правильные части. В конце концов, мы не операторы холодной машины,Но партнеры, которые действительно понимают производство.
Что именно такое инвестиционное кастинг?
С точки зрения того, как мы работаем в нашем семинаре,Инвестиционное литье - это процесс создания идентичной модели с воском, затем завернуть его керамикой, и, наконец, таять воск и залить в него металл, чтобы получить копию точной части. У него также есть более яркое имя, метод потерянного воска.
Создание восковых моделей:
Самый важный шаг! Во -первых, должно бытьСделал восковую модель точно той же формы и размера, что и Ultimate Metal PieceПолем Как точнее эта восковая модель определяет, насколько превосходной будет конечная часть.
Керамическая оболочка:
Специальная керамическая суспендия наносится на слое на слое на поверхность восковой модели. Мелкий песок должен быть добавлен в каждый слой. Это наносится, когда полностью высохнет и затвердевает. Сделано много раз, жесткая керамическая оболочка образуется на внешней стороне восковой модели, полностью заталкивая ее внутри.
Почему это называется «инвестиционное кастинг»?Потому что в этой инвестиции! Инвестиции, в листовой языке, относится к покрытию или упаковке слоя, который точно описывает фундаментальный процесс инканации восковой модели в керамической суспензии.
Плавильный воск, залить металл, обстрел:
- Потерянное восковое плавление: после затвердевания керамической оболочки она помещается в нагрету печи. Восковая модель внутри растает и выпадает, а полость с формой,Размер и детали восковой модели точно воспроизведены в оболочке.Это основной процесс потерянного воска.
- Металл залив: заполните полость расплавленным металлом при определенной температуре.
- Обстрел и охлаждение: после того, как он закален и охлажден, удалите внешнюю керамическую оболочку с помощью вибрации или струи воды высокого давления. Открытая металлическая часть - это ваша заготовка.Благодаря очистке образуется очень точная часть.
«Что такое инвестиционное литье? Это способ, которым используются плавные восковые модели, для воспроизведения тонких металлических деталей. От лезвия двигателей с точным самолетом, медицинских устройств, до уникальных произведений искусства, их нельзя заменить. Здесь, в JS, мы используем это древнее искусство в сочетании с современными технологиями (например, на 3D -напечатанном воспе) на регулярной основе, чтобы помочь вам невозможным. Ваш лучший друг, пожалуйста, не стесняйтесь связаться с нами.

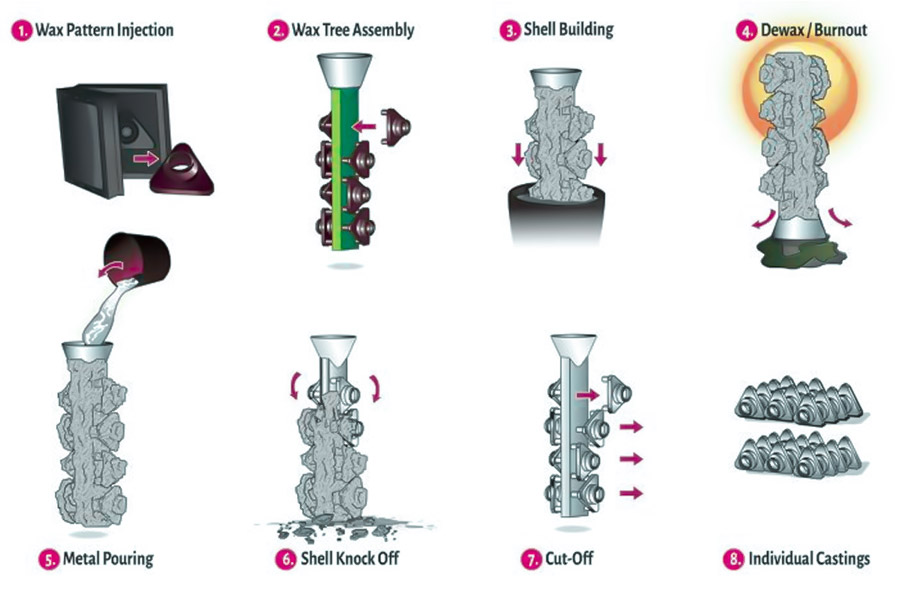
8 ключевых этапов инвестиционного кастинга
Как инженер, ответственный за производственную линию инвестиционного кастинга в JS,Я сломаю семь основных этапов этого процесса точности, столь же ясно, как вы отправитесь в экскурсию по нашему семинарному процессу:
Шаг 1: Сделайте точную восковую модель
Все начинается с инвестиционного литья. Мы нагреваем и растопим специальный восковой материал, вводим его в точную металлическую форму и охлаждаем его, чтобы получить восковую модель, которая точно такой же, как и конечная часть, которую вы разработали. Это источник точности. ДляНебольшой партийный пробный производство или чрезвычайно сложные деталиМы будем напрямую использовать технологию 3D -печати для создания восковых моделей, экономя стоимость и время открытия металлических форм, что очень гибко.
Шаг 2: Сборка восковых деревьев
Чтобы повысить эффективность, мы не будем делать это один за другим. Вместо этого мы тщательно будем привлекать несколько восковых моделей к центральному бегуну и бегунам, сделанным из одного и того же воска, как строительные блоки, чтобы сформировать перевернутое «дерево». Представьте, что ствол и ветви этого дерева являются каналами для расплавленного металла, чтобы течь в каждую восковую модель, поэтомучто несколько частей могут быть разыгрываются за один раз.
Шаг 3: Постройте керамическую оболочку
Это происхождение названия инвестиционного кастинга (инвестиции означает упаковку). Мы погружаем все восковое дерево в специальную керамическую суспензию, равномерно покрыт его суспензией и сразу же посыпать слой очень мелкого рефрактерного песка на влажную поверхность. После того, как этот слой высыхает и затвердевает, повторите процесс, погрузите его в более грубую суспензию, посыпать слегка более грубый песок и высушить его снова. Повторите это 5-9 раз, пока за пределами воска не будет образована достаточно толстая и прочная керамическая оболочка. Каждый шаг сушки имеет решающее значение и определяет конечную прочность оболочки.
Шаг 4: Dewaxing
Мы помещаем всю оболочку в паровой чайник для пары под высоким давлением (например, скороварку для литья). Высокотемпературный и высокий пара будетбыстро растопить и выяснить инвестиционный литой воск внутри внутри, и разряжать его через зарезервированные каналы. В настоящее время сеть полостей, которая идеально повторяет форму исходного дерева восковой модели, оставлена внутри твердой керамической оболочки.
Шаг 5: Металл залив
Керамическая раковина Depaxed отправляется в высокотемпературную печь для выпечки.
Есть три цели:
- Сгоньте оставшийся следовой воск, полностью удалите влагу, увеличьте прочность оболочки и разогрейте его до температуры, близкой к расплавленному металлу.
- В то же время мы растопим и уточняем выбранную металл в плавильном печи до лучшего состояния.
- Затем расплавленный металл медленно и плавно бросает в предварительно разогретую полость керамической оболочки, чтобы заполнить каждую полость части в конце ветви.
Шаг 6: Обстрел
После заливания дайте оболочку остыть в контролируемой среде, чтобы гарантировать, что металл внутри полностью затвердевает. После охлаждения керамическая оболочка, покрывающая наружу, отрывается от вибрации вибрационного стола или высокоскоростной водной струи, чтобы обнажить дерево металла внутри.
Шаг 7: резка
Затем образованные металлические кусочки вырезаны и удаляются из среднего бегуна и бегуна от Band Saw,Резка шлифования или лазер.
Шаг 8: отделка и проверка
После резки мы удаляем эти царапины путем шлифования,полировка и другие методы, чтобы получить плоскую поверхностьПолем В зависимости от ваших требований к детали также запрашиваются песочная обработка, термообработка, точная обработка или обработка поверхности. Наконец, рентгеновский осмотр недостатки используется для подтверждения внутренних дефектов, а трехкоординатный измерительный аппарат (CMM) точно измеряет все жизненно важные размеры, чтобы гарантировать, что каждая часть, поставляемая безжалостно, соответствует спецификации на ваших чертежах.
Все эти семь процессов инвестиционного литья тесно взаимосвязаныПолем Главное - использовать точныеИнвестиционный литейный воск для создания модели реплики, а затем, после обертывания и трансформации керамической оболочки, наконец-то достичь формирования сложных металлических деталей.
«В JS мы понимаем ноу-хау на каждом этапе обработки и качественных контрольных точек и очень хорошо способны использовать технологии модели 3D-печати для проникновения в сложные структуры с трудностями в получении с традиционными методами. Когда вы планируете производить детали металлов с внутренними полостями и критические требования к поверхности, литья инвестиций может быть вашим лучшим вариантом. Пожалуйста, не колеблясь в команде JS с вашими выборами или разработчиками, и позволяет нам, чтобы они могли создавать наиболее эффективные для нас.
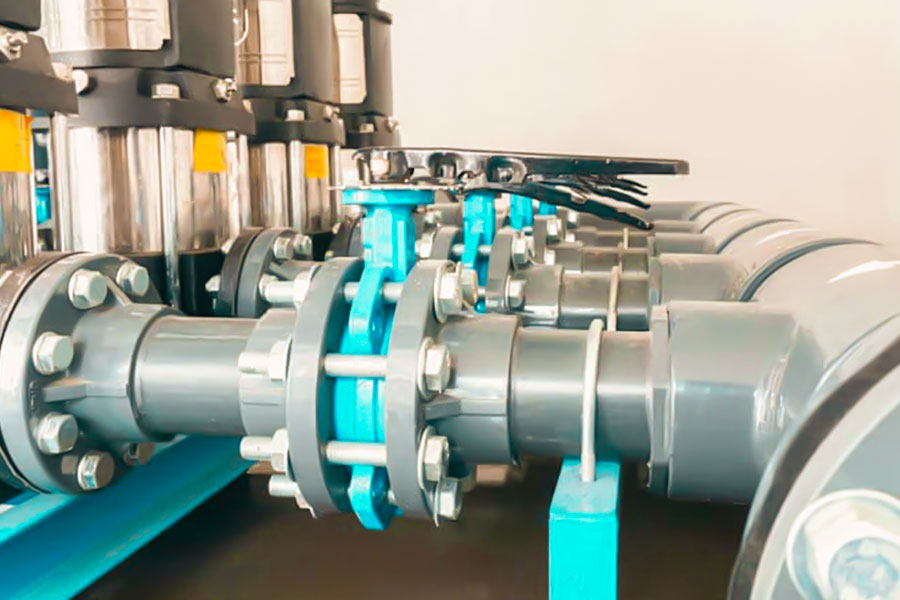
Анализ реальных случаев: производство цельных корпусов клапанов из нержавеющей стали для нефтяной промышленности
Теперь позвольте мне поделиться реальным случаем того, как мы используем инвестиционное литье для решения сложной проблемы в нефтяной промышленности. Это не просто теория, а настоящий превращение невозможного в реальность.
Гигант нефтяного оборудования пришел к нам, и они хотели цельный клапан нержавеющей стали 316 для трубопроводов высокого давления. Рисунок дизайна показал сложность: корпус клапана имеет несколько обмотки жидкости, которые похожи на металлический лабиринт. Самое ужасное, что клиент требует абсолютно нулевой утечки, что означает, что весь корпус клапана должен быть целым, и не должно быть никаких сварных швов, потому что сварные швы представляют собой потенциальные риски утечки под высоким давлением.
Два решения, которые они рассматривали ранее:
- Решение по обработке с ЧПУ: инженеры думали о разборке корпуса клапана в несколько частей, обрабатывая их отдельно,а затем сварки их вместеПолем После учета затрат это было вне их терпимости. Что еще более важно, каждый сварной шов представляет собой опасность утечки, похожая на бомбу. На нефтяных и газовых трубопроводах высокого давления, кто может позволить себе этот риск?
- Решение литья песка: попробовал, ноПоверхность внутреннего канала слишком грубая, как наждачная бумага,Сопротивление жидкости большое, влияющее на эффективность. Более того, точность размера поверхности герметизации клавиш не соответствует требованиям, а герметизация не гарантируется.
Основное противоречие обнаженное: чрезвычайно сложная внутренняя геометрия против строгих требований к структурной целостности и герметизации. Традиционные процессы попадают в стену здесь.
Решение JS: инвестиционное литье, идеальное сочетание сложных внутренних органов и беспрепятственности
Столкнувшись с этой задачей, наша команда сразу же подумала о кастингу инвестиций (метод потерянного воска).
Почему? Потому что он естественным образом подходит, идеально воспроизводит сложные формы, цельное формование без швов.
- Формирование точности:Сначала мы используем высокую форму(В сочетании с конструкцией CAD и точной обработкой) для введения полной восковой формы. Эта восковая форма, которая делает замысловатые каналы внутренних потоков в дизайнерских чертежах клиента, сделана точно в целом.
- Керамический клонирование: нанесите несколько слоев специальных керамических «слоев» на эту восковую плесень, затвердевший слой за слоем и образуйте твердую керамическую оболочку. Затем ключевой шаг здесь: нагрев! Воск тает и течет, оставляя полную полость со всеми сложными каналами потока внутри керамической оболочки.
- Металлическое перерождение: залить расплавленнуюВысококачественная нержавеющая сталь 316в эту бесшовную керамическую полость пресс -формы. Металл заполняет каждый угол, и после охлаждения и затвердевания сбивает керамическую оболочку, и корпус клапана из нержавеющей стали с чрезвычайно сложными внутренними каналами потока, и сварки не рождаются!
Результаты приземлились: производительность превзошла ожидания, и затраты были снижены
Какой был результат?После того, как клиент получил готовый продукт, эффект был удивительным:
- Гарантия нуля утечки: весь корпус клапана представляет собой целый кусок металла, полностью исключая самую большую точку риска сварного шва, структурная целостность безупречна, а герметизация высокого давления идеально соответствует стандарту.
- Улучшение производительности:Поверхность канала внутреннего потока инвестиционного литьячрезвычайно гладкий, что значительно снижает сопротивление жидкости, повышает поток и эффективность и даже превышает проектные ожидания.
Стоимость затрат:
- Количество деталей: из исходного решения с ЧПУ требуется 5 деталей для сварки, оно напрямую изменяется на 1 интегральную часть.
- Потенциальные точки отказа: количество сварных швов было уменьшено с 4 (точек высокого риска) до 0.
- После окончательного расчета производственная стоимость одного корпуса клапана была почти на 30% ниже, чем оригинальное сварки с ЧПУ + сварочное раствор!
«Этот случай ярко демонстрирует основную ценность инвестиционного литья: он может напрямую превратить сложный дизайн дизайнера в структурно надежную интегрированную металлическую часть, а также приносить сюрпризы с точки зрения затрат и эффективности. Инвестиционное литье является гарантом этого неотъемлемого качества, особенно для деталей со сложными внутренними полостями и абсолютными требованиями герметизации, его преимущества трудно заменить на другие процессы. Подрывное решение можно найти в то время, которое нужно, чтобы получить чашку кофе ».
FAQ - Ответьте на больше вопросов об инвестиционном кастинге
Вопрос 1: Инвестиционное кастинг против песчаного кастинга: как выбрать?
Они различны во многих отношениях, и выбор зависит от того, что вы делаете: если форма сложна или требует высокой точной, инвестиционной литье может быть более подходящим. Если эта вещь проста или вы хотите сэкономить деньги, песчаное кастинг лучше. Ниже я перечислил основные функции в таблице, что ясно, и вы можете знать, какой из них подходит для вашей ситуации, сравнивая их.
| Аспект сравнения | Инвестиционный кастинг | Кастинг песка |
| Способность делать сложные производства | Очень сильный, способный производить различные тонкие формы и полости. | Относительно слабый, подходящий для конструкций с простыми структурами. |
| Качество поверхности | Очень хорошо, почти не требуется дополнительная полировка. | Это относительно грубое и обычно требует последующей обработки (например, шлифовка, резка). |
| Уровень точности | Высокий, с небольшими ошибками размерных (например, приблизительно ± 0,1 мм на 25 мм). | Ошибка относительно большая (например, около ± 0,8 мм на 25 мм). |
| Стоимость плесени | Высокий (требующий производства точных восковых форм). | Недорогой материал песчаной плесени. |
| Единица стоимость | От умеренного до высокого (затронутым материалами и процессами). | Низкий (особенно со значительными преимуществами затрат в больших количествах). |
| Подходит для объема производства | Средние и большие количества (экономия масштаба может снизить единичные затраты). | Гибкое применение: подходит для небольших партий/отдельных предметов (таких как большие детали), а также большие количества. |
Вопрос 2: Каковы недостатки инвестиционного кастинга?
- Большие первоначальные инвестиции (особенно для металлических форм): чтобы сделать высокоостренные восковые формы, вы обычно должны сначала сделать набор точных металлических форм. Стоимость этого набора форм не низкая, поэтому она будет неэкономичной для мелкого производства. Конечно, теперь есть технология восковой формы 3D -печати, чтобы облегчить эту проблему.
- Длинный производственный цикл: в этом процессе есть много шагов, в том числе создание восковых форм, сборку деревьев, неоднократно покрытие оболочек, обезжиренность, жаровню, заливание, очистку ... каждый шаг занимает время, и общий процесс медленнее, чем многие другие методы листа. Для срочных проектов вы должны планировать заранее.
- Размер ограничен: создание особенно больших и тяжелых деталей не является его сильной точкой. Из -за сложности изготовления раковины, обезживания и заливки, верхний предел размера и веса, которые он может обрабатывать, ниже, чем у литья песка.
Вопрос 3: Как производятся инвестиционные формы?
Позвольте мне разобрать ключевую точку форм в инвестиционном кастинге. На самом деле, здесь есть две совершенно разные формы:
Восковая плесень (многоразовая):
Эта форма обычно изготовлена из алюминия или стали с помощью точной обработки ЧПУ (ЧПУ). Он определяет форму и точность восковой формы и может быть использован многократно десятки тысяч раз для того, чтобы вводить одинаковые детали восковой формы.
Керамическая оболочка для заливного металла (одноразовые расходные материалы):
Это плесень, используемая для залива металла. Он неоднократно погружает восковую плесень в керамическую суспензию, высыхает и затвердевает слой за слоем, образуя высокотемпературную оболочку. Каждая часть должна быть сделана отдельно. После нагрева и деэгревации полость внутри - это то, где металл выливается.
Краткое содержание
Суть инвестиционного литья заключается в том, что он использует плавные восковые формы, чтобы обеспечить уникальное решение для производства металлических деталей со сложными конструкциями, мелкими деталями и превосходным качеством поверхности.Это один из ключевых процессов превращения сложных конструкций в надежные металлические сущности.
Вы часто сталкиваетесь с этой ситуацией?
- У вас отличный дизайн, но вы обеспокоены тем, что его будет трудно изготовить, потому что структура слишком сложна?
- Вы боретесь между инвестиционным литьем, литьем песка и обработкой ЧПУ, и вы не уверены, какой из них наиболее подходит? Вы должны рассмотреть вопрос о том, может ли дизайн быть реализован, и взвесить бюджет и требования к производительности ...
Не волнуйтесь, это именно та проблема, которую решает наша команда каждый день!В JS наши инженеры сосредотачиваются на этом: в соответствии с вашими дизайнерскими чертежами, бюджетным диапазоном и требованиями к деталям, мы поможем вам проанализировать и сравнить, чтобы найти лучшее и наиболее экономически эффективное производственное решение.
Хотите быстро узнать ответ? Это легко!
Загрузите свой файл CAD прямо сейчас.Пусть наша профессиональная команда инженеров поможет вам четко оценить, предоставить профессиональные советы и постоянно превратить ваши невозможные и замечательные дизайны в реальность!

Отказ от ответственности
Содержание этой страницы предназначено только для информационных целей.JS SeriesНикаких представлений или гарантий каких -либо видов, явных или подразумеваемых не представлены относительно точности, полноты или достоверности информации. Не следует выяснить, что параметры производительности, геометрические допуски, конкретные конструктивные функции, качество материалов и тип или качество изготовления, которые сторонний поставщик или производитель предоставит через сеть Longsheng. Это обязанность покупателяПопросите цитату для деталейЧтобы определить конкретные требования для этих частей.Пожалуйста, свяжитесь с нами, узнайте больше информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. С более чем 20 -летним опытом работы более 5000 клиентов, мы сосредоточены на высокой точностиОбработка с ЧПУВИзготовление листового металлаВ3D -печатьВИнъекционное формованиеВметаллическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами и является сертифицированным ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то низкое объем производства или массовая настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает выбор эффективности, качества и профессионализма.
Чтобы узнать больше, посетите наш сайт:jsrpm.com
Ресурс

