

Инвестиционный кастинг, также известный как потерянный восковой кастинг. С историей 5000 лет он идеально сочетает в себе древнее мастерство с современной точной технологией. Он делает восковую форму, завершает рефрактерный материал, тает восковой плесень с образованием полости, а затем наливает расплавленный металл, чтобы наконец получить литье.
Этот метод особенно хорош в создании деталей со сложными формами, тонкими стенами или чрезвычайно гладкими поверхностями.Это идеальный выбор для отливок из углеродистой стали, нержавеющей стали и других материаловПолем Поскольку эти стали имеют высокую прочность и подходят для сложных тонкостенных дизайнов, в то же время инвестиционное литье может преодолеть проблему высоких точек плавления, которые делают поверхность грубой, делая более красивые и практические продукты. По сей день это все еще является незаменимой ключевой технологией во многих высококлассных производственных областях.
Что такое инвестиционный кастинг?
Процесс инвестиционного кастингаСначала использует воск, чтобы сделать модель, которая точно такой же, как и окончательная часть, а затем окуняет воссовую плесень высокотемпературной керамической суспензией. На укреплениеКерамика, воск внутрирасплавленныйиприводится в движение вне к нагревать, уходпозадиаочень точныйкерамическая оболочкаПолем Затем жидкость расплавленного металла впрыскивается в оболочку. После того, как металл охлаждается и затвердевает, сбивайте внешнюю керамическую оболочку, чтобы получить металлическое литье.
Сила этого метода заключается в том, что он может создавать сложные итонкие металлические детали с очень гладкими поверхностямиПолем В отличие от литья песка, требуются прощальные поверхности, а интерьер должен поддерживаться песчаными ядрами, а поверхность также подвержена шероховатости. Инвестиционное литье имеет меньше ограничений на конструкцию плесени, если его можно превратить в восковую форму, его можно скопировать. Хотя стоимость всего процесса немного высока, она обменивается на более высокую точность и более деликатные поверхности, что особенно подходит для деталей с высокими требованиями.

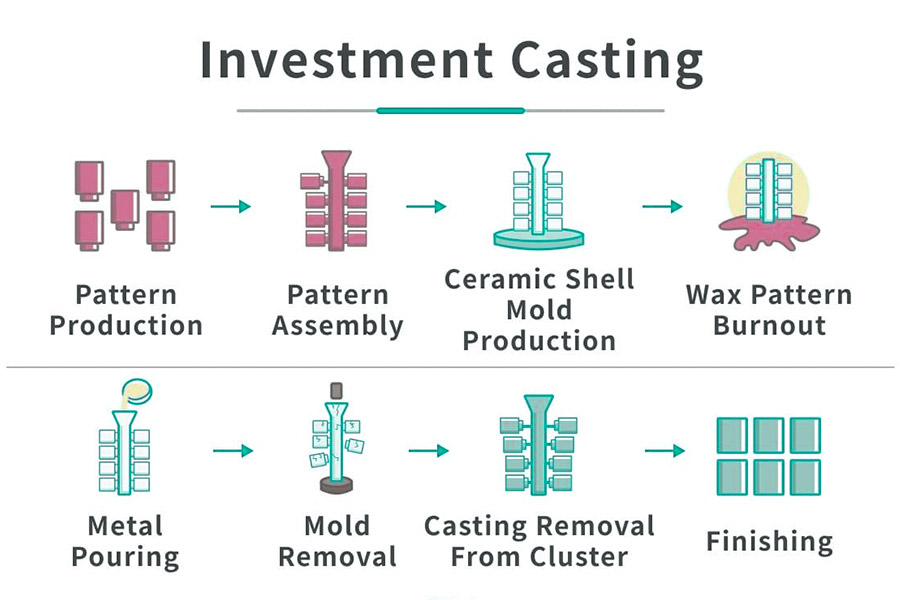
Как выполняются 8 этапов инвестиционного кастинга?
1. Сделайте восковую форму:
Первый шаг -производитьарепликаформы части, котораявосковойДля небольшого производства или когдаИспользование технологии литья 3D -печати., Вы можете напрямую 3D -печатную восковую формы или процессовые восковые блоки. Для традиционного массового производства необходимо сначала сделать прочную металлическую форму на основе трехмерных данных проекта (модель CAD) продукта, а затем использовать эту форму, чтобы нажать несколько совершенно идентичных восковых форм.
2. Соберите восковое дерево:
Нельзя рентабельно отбрасывать одну небольшую восковую модель напрямую. Чтобы снизить стоимость деталей, мы тщательно собираем и фиксируем несколько восковых моделей на восковой палочке, чтобы сформировать дерево, подобную структуре. Таким образом, несколько деталей могут быть произведены одновременно в одном процессе листа.
3. Сделайте керамическую оболочку:
Сама восковая модель очень хрупкая и не может противостоять высокой температуре расплавленного металла. Нам нужно сделать слой высокотемпературной керамической оболочки на внешней стороне воскового дерева. Метод производства состоит в том, чтобы неоднократно погрузить собранное восковое дерево в специальную керамическую суспензию. После каждого погружения посыпьте рефрактерный песок, чтобы увеличить прочность, а затем высушить и затвердеть. Этот процесс обычно должен повторяться много раз для достижения требуемой толщины и прочности оболочки.
4. Dewaxing:
Поместите оболочку с покрытием, завершенным в паровой печи высокого давления. Под действием высокой температуры и пар высокого давления внутренний восковой материал быстро растопит и полностью вытекает, оставляя полную керамическую оболочку, внутренняя форма которых повторяет исходную восковую модель. Этот шаг является происхождением имени потерянного воскового кастинга.После удаления воскового материала можно использовать керамическую оболочку для залива металлаПолем
5. Металлическая заливка:
(1) Предварительное нагревание формы:
Перед заливанием металла керамическая скользящая форма должна быть нагрета в первую очередь. Это сделано, чтобы сделать плесень горячей, так что холодная плесень не мгновенно поглощает тепло расплавленного металла, заставляя металл преждевременно затвердеть.Предварительное нагревание может сохранить металл в жидком состояниидлядольшепродолжительность времении плавно течьвКаждый угол формы.
(2) Операция по заливанию:
Поверните нагретую керамическую скорлупую форму вверх дном и похороните ее в песочнице, чтобы исправить ее. Расплавленный металл в основном вводится в оболочку собственной гравитацией или путем приложения дополнительного давления.
Более эффективный метод-это вакуумная заливка: вакуум рисуется в нижней части оболочки, а негативное давление используется для сосания расплавленного металла в полость.Один разаосновной компоненты закалилисьВвакуум выпускается, чтобы избыток нелидифицированного металла выпала обратно в печьПолемВакуумное всасывание может значительно сократить отходы, с частотой использования материалов до 95%, что гораздо больше экономит материал, чем обычное гравитационное литье (скорость использования 15%-50%). После того, как заливка завершена, подождите, пока металл полностью остынет и затвердевает в оболочке.
6. Удаление оболочки плесени:
Когда металл охлаждается до температуры, которая безопасна для прикосновения, можно обработать внешнюю керамическую оболочку. Керамическая оболочка очень хрупкая и обычно сломана и удаляется с помощью удара с высоким давлением, механической вибрации или стука. В этот момент оригинальная структура восковых деревьев была преобразована в металлическое литье. Затем необходимо отделить готовые детали от центрального бегуна и подъема, распилив или размолоть руль.
7. Casting Cleaning and Post-Rocessing:
Части, отлитые в результате инвестиционного литья, обычно имеют относительно гладкую поверхность и, возможно, не потребуется дальнейшая обработка, прежде чем их можно будет использовать. Однако, если некоторые места не идеальны, требуется некоторая обработка. Общие операции включают измельчение для удаления остаточных следов бегуна,полировка поверхности или обрезки заусенцевПолем Для отдельных дефектов можно также использовать обрезку ручного инструмента, ремонт сварки или гидравлическую коррекцию.
8. Финальная проверка:
После того, как части обрезаны, они должны быть строго проверены. Во -первых, размеры должны быть измерены, чтобы увидеть, полностью ли они соответствуют требованиям чертежей. Во-вторых, методы неразрушающего тестирования (такие как рентгеновское тестирование, ультразвуковое тестирование и т. Д.) Используются для проверки скрытых дефектов, таких как поры, усадка, трещины и т. Д. Только когда все проверки будут квалифицированы, детали действительно завершены.
Какие материалы подходят для инвестиционного литья?
Выбор материала инвестиционного литья очень гибкий, а различные материалы имеют свои собственные характеристики. Зная, что они помогут вам получить хорошие отливки:
| Материальная категория | Преимущество | Общие области применения | Ключевые моменты, на которые обратите внимание на кастинг |
| Нержавеющая сталь | Хорошее коррозионное сопротивление и широкая применимость. | Запчасти для пищевого оборудования, химическое оборудование и компоненты общего оборудования. | Во время литья поверхность подвержена шероховатости, и для ее управления следует выбрать рефрактерные материалы. |
| Углеродная сталь и низкоплановая сталь | Высокая сила, особенно устойчивая к износу. | Автомобильные компоненты, запчасти для технических машин и базовые детали инструментов | Процесс литья относительно зрелый и стабильный. |
| Сплав на основе никеля | Он может поддерживать прочность даже при очень высоких температурах (> 800 ° C). | Компоненты реактивного двигателя, высокотемпературные компоненты электростанций. | Лист высокотемпературных сплавов сложно и требует точного контроля. |
| Сплав на основе кобальта | Специально устойчивые к износостойкому и коррозионному устойчивому. | Медицинские имплантаты, высокопроизводительные режущие инструменты, устойчивые к коррозии клапаны. | Стоимость обычно выше. |
| Латунь | Красивый цвет (золотой), устойчивый к коррозии, легкий в смене (низкая температура плавления). | Смесители, клапаны, морское оборудование, украшения. | Цинк может испаряться и проигрывать во время литья, поэтому важно предотвратить вдыхание и изменения в композиции. |
| Супер сплав | Отличная производительность в сверхвысокой температуре и экстремальной коррозийной среде. | Компоненты высокого класса газовых турбин, специальные детали химического оборудования. | Кастинг чрезвычайно сложный и дорогостоящий. |
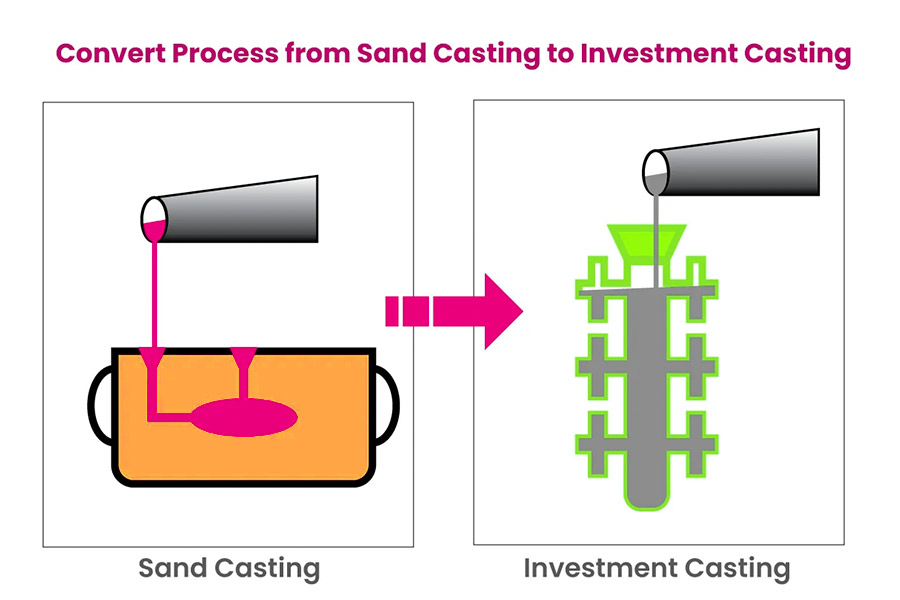
Инвестиционное литье против литья песка: в чем разница между ними?
Инвестиционное литье и литье песка являются основными методами производства металлических деталей, и они сильно различаются в деталях процесса. Давайте сосредоточимся на сравнении песчаного кастинга с инвестиционным литьем.
1. Различный процесс
Песочная литья:
- Его работа проще. Первый,Влажный песок используется для изготовления полости в форме деталии расплавленный металл заливают в полость. После того, как он остывает и затвердевает, песчаная форма удаляется, чтобы получить деталь.
- Основные особенности: он основан на одноразовых песчаных формах. Процесс производства относительно прост, а инвестиции в оборудование не дорого, что делает его легко освоить.
- Основные ограничения: песчаная форма разрушается, когда она разводится и не может быть использована повторно. Песчаная форма может отбрасывать только один раз.
Инвестиционное кастинг:
- Этот процесс более сложный. Первым шагом является создание восковой формы, нанесите высокотемпературный материал, чтобы сформировать оболочку плесени, а затем закрепить оболочку плесени и растопить воск после выпечки с высокой температурой.
- Окончательно,Заполните его металлической жидкостью, чтобы сформировать деталь.Он может привести к высокой толерантности к высокой и качественной поверхности. Тем не менее, инвестиционное литье не является выгодным, поскольку существует больше этапов процесса, и производственный цикл является относительно длиннее.
2. Сценарии применения материала и сценарии применения
Материал песчаной формы с песчаной литьем обычно представляет собой кварцевый песок, смешанный с глиной, который дешево и прост в поиске, и подходит для производства деталей с простыми формами и средней точностью.
Инвестиционное литье использует точные материалы керамической оболочки в качестве раковины, которые могут выдерживать высокие температуры и иметь богатые детали, и могут обрабатывать металлы с высоким спросом, такие как сплавная сталь или нержавеющая сталь.Это распространено в небольших партиях и сложных продуктахПолем
| Сравнение ключевых параметров | Кастинг песка | Инвестиционный кастинг |
| Шероховатость поверхности (значение RA, мкм) | 12,5 - 25 | 3.2 - 6.3 |
| Точность размеров (толерантность, мм) | ± 0,5 - 1,0 | ± 0,1 - 0,2 |
| Минимальная толщина стенки (мм) | ≥3.0 | ≥1,0 |
| Типичная разница в стоимости за единицу (относительно) | Ниже | Выше (примерно в 1,5-2 раза выше) |
3. Разница в точности
Поверхность частей, лишенных песчаного литья, является грубой и требует дополнительного шлифования или обработки (например, значение RA поверхности выше 12,5). Точность размеров также плохая, а толерантность часто застряла на уровне ± 0,5 мм. Это хорошо для изготовления простых форм, но не подходит для микрочатков.
Инвестиционное кастинг имеет высокую точность, иДопуск может быть нажат в пределах ± 0,1 ммПолем Поверхность гладкая (значение РА составляет около 3,2), что экономит много последующих этапов обработки.
4. Стоимость и сложность
| Стоимость, влияющие на факторы | Кастинг песка | Инвестиционный кастинг |
| Сравнение отдельных затрат на единицу | Нижний (установлен как эталон). | Выше (примерно в 1,5-2 раза больше, чем в песчаной форме). |
| Скорость повторного использования плесени | Очень низко (почти один раз). | Выше (керамическая раковина может противостоять нескольким заливам). |
| Основные затраты на материал | Очень низкий (песок, глина). | Среднего до высокого (воск, рефрактерные материалы, покрытия). |
| Сложность ручной работы | Относительно простой и легкий в механизации. | Более сложные и зависимые от квалифицированных ручных операций. |
| Типичные инвестиции в оборудование | Нижний (песчаный миксер, формовочное оборудование и т. Д.). | От умеренного до высокого (изготовление восков, прилипание суспензии, жареная печь и т. Д.). |
| Последующая точная обработка | Часто требуется (полировка, развертывание). | Меньше необходимости (хорошая поверхность, сэкономить на полировке денег напрямую). |
Стоимость одного куска инвестиционного литья обычно составляет примерно в 1,5-2 раза больше, чем в песчаной форме. Тем не менее, это также имеет преимущество, то есть одна плесень имеет высокую многофункциональную скорость, что более экономически эффективно при производстве сложных деталей в небольших партиях.
Каковы репрезентативные приложения инвестиционного литья?
Инвестиционное литье на самом деле широко используется, и большинство отраслей используют его для производства деталей, потому что он имеет некоторые особые преимущества. Первым шагом всего процесса является создание модели инвестиционного каска, которая является точной копией с этой частью.
1. Аэрокосмическая промышленность
В местах высокой рецепты, такие как создание самолетов и ракет, он используется для производства ключевых деталей, таких как лопасти турбины, детали двигателя и конструктивные детали. Поскольку точные требования чрезвычайно высоки, а различные специальные сплавы должны использоваться для удовлетворения сверхвысоких требований к безопасности и производительности, этот процесс особенно подходит.
2. Автомобильная промышленность
Автомобильная индустрия также любит его использовать.Запасные детали, сделанные с ним, такие как детали в коробке передач, блок двигателя и детали подвески, не только прочные и долговечные, но и могут быть легче. Это очень полезно для повышения эффективности использования топлива и пользовательского опыта транспортного средства.
3. Медицинские заявки
В области медицины,Инвестиционное литье очень хорошее в производстве небольших и сложных деталейтакие как хирургические инструменты, человеческие имплантаты или точное диагностическое оборудование. Ключ заключается в том, что продукты, которые он производит, имеют высокую точность, а материалы биосовместимы с человеческим организмом, что очень важно для медицинского использования.
4. Промышленное оборудование
Во многих промышленных оборудовании, с которым мы вступаем в контакт в повседневной жизни, также есть детали, сделанные им. Например, детали в различных насосах, клапанах и механических устройствах ценятся для этого метода литья, которые могут обеспечить точные размеры и могут выбрать различные подходящие свойства материала для удовлетворения конкретных потребностей.

Почему выбирают инвестиционное кастинг?
1. Производство высоких деталей
Именно здесь инвестиционное литье особенно мощно, а поверхность деталей очень гладкая, и в основном не требуется больших усилий, чтобы отполировать их. Это большое преимущество для многих частей, которые требуют идеального посадки или красивого внешнего вида.
2. Создание сложных структур
Лучше всего иметь дело с дизайнами, которые являются особенно сложными и деликатными по форме. Некоторые части имеют внутреннюю внутреннюю структуру, похожую на лабиринт, или на поверхности есть много тонких узоров и отверстий, которые не могут быть сделаны с использованием обычных методов литья. Но инвестиционное кастинг может решить эти проблемы.Он может воспроизводить сложные формы на дизайнерских чертежах точноПолем
3. Хорошо использование высокопрочных и коррозионных материалов
Например, некоторые высокопроизводительные сплавы, нержавеющие стали, высокотемпературные сплавы и даже некоторые титановые сплавы. Эти материалы, как правило, трудно обрабатывать путем резки, либо потому, что они слишком сложные, а инструменты изнашиваются быстро, либо потому, что стоимость обработки слишком высока. Инвестиционное литье напрямую подбрасывает их в форму жидким металлом, обходя эти проблемы с обработкой.
Почему инвестиционные кастинги все еще актуальны сегодня?
1. Используйте новые технологии
3D -печать воск для инвестиционного литья стал основным направлением для изготовления сложных форм (восковых форм). Это полностью изменило традиционный метод изготовления ручной формы с быстрой скоростью, высокой точностью и более низкой стоимостью, что делает производство более гибким и эффективным.
2. Необратимый в высококлассных полях
В отраслях, которые требуют чрезвычайной точности, супер долговечности и надежности (например, лезвий авиационных двигателей, медицинских имплантатов и энергетических деталей), инвестиционное литье по -прежнему является первым выбором. Он может идеально повторить сложные дизайны иобеспечить отличную поверхностьПолем
3. Освоение трудных материалов
Этот процесс особенно хорошОбработка высокопрочных сплавов и теплостойкие/устойчивые к коррозии специальные материалы(например, титановые сплавы и высокотемпературные сплавы) и могут производить детали с отличным внутренним качеством для удовлетворения строгих требований к производительности.
Как JS планирует ваш проект инвестиционного кастинга?
1. Четкое соответствие спроса
Когда вы сообщите нам о ваших требованиях к проекту, мы будем глубоко общаться с вами, чтобы точно понять необходимую форму, ключевые размеры, свойства материала, использовать среду и ожидаемую масштаб производства деталей.
2. Дизайн и разработка плесени
Отправьте свои требования,Наша инженерная командаСоздаст план литья и создаст точную модель продукта. Затем используйте профессиональную технологию изготовления плесени для производства прототиповых форм, что является основой для последующего массового производства высококачественных восковых форм.
3. Проверка и оптимизация прототипа
Сначала мы произведем небольшую партию прототиповых отливок и отправим их вам для строгого тестирования и проверки размерных. Ваша обратная связь имеет решающее значение, чтобы помочь нам подтвердить, что дизайн является правильным, или направляет нас к необходимым улучшениям и корректировкам, пока мы не оправдаем ваши ожидания.
4. Стабильное массовое производство и доставка
После того, как план подтвержден, JS выходит на официальную стадию производства. Мы строго отслеживаем каждый шаг, от изготовления воска и подготовки раковины до точного литья, очистки и постобработки. Мы сосредотачиваемся на контроле качества и эффективном сотрудничестве на протяжении всего процесса, чтобы вы могли обеспечить стабильные и надежные точные отливки вовремя.
Выбор JS означает выбор профессионального и надежного партнера по инвестициямПолем Благодаря опыту в более чем 3000 сплавных материалах, идеальных производственных процессах и строгих системах качества, мы стремимся точно превратить ваши конструкции в высококачественные конечные продукты.
Краткое содержание
Инвестиционное кастинг, также известный как метод «Потерянный воск», представляет собой старый метод, который стал очень продвинутым после преобразования современных технологий.Его самое большое преимущество заключается в том, что он не ограничивается формой, позволяя дизайнерам превратить особенно сложные и сложные конструкции в высокопроизводительные металлические детали. Несмотря на то, что это дорого и отнимает много времени, если вам действительно нужно чрезвычайно сложное, особенно точные и высокоэффективные металлические детали, инвестиционное литье часто является лучшим выбором.
Вы вступали в контакт с инвестиционными отливками на работе? Или у вас есть больше вопросов об этом процессе? Добро пожаловать, чтобы оставить комментарий в области комментариев, чтобы поделиться своими знаниями или задать вопросы!

Отказ от ответственности
Содержание этой страницы предназначено только для информационных целей.JS SeriesНикаких представлений или гарантий каких -либо видов, явных или подразумеваемых не представлены относительно точности, полноты или достоверности информации. Не следует выяснить, что параметры производительности, геометрические допуски, конкретные конструктивные функции, качество материалов и тип или качество изготовления, которые сторонний поставщик или производитель предоставит через сеть Longsheng. Это обязанность покупателяПопросите цитату для деталейЧтобы определить конкретные требования для этих частей.Пожалуйста, свяжитесь с нами, узнайте больше информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. С более чем 20 -летним опытом работы более 5000 клиентов, мы сосредоточены на высокой точностиОбработка с ЧПУВИзготовление листового металлаВ3D -печатьВИнъекционное формованиеВметаллическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами и является сертифицированным ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то низкое объем производства или массовая настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает выбор эффективности, качества и профессионализма.
Чтобы узнать больше, посетите наш сайт:jsrpm.com
Часто задаваемые вопросы
1. Как сделать восковую модель?
При инвестиционном литьке сначала должна быть изготовлена восковая модель из металлической формы, а затем расплавленный воск впрыскивается в форму под высоким давлением. После охлаждения восковая часть вынимается и собирается с бегуном после обрезки, чтобы сформировать дерево воска. Поверхность восковой модели должна быть покрыта высокотемпературным материалом для формирования оболочки.
2. Каков принцип работы инвестиционного кастинга?
Инвестиционное литье использует плавные материалы (такие как воск) для создания точной модели, а поверхность покрыта несколькими слоями рефрактерных материалов для формирования оболочки. Восковая модель расплавляется высокотемпературной выпечкой для получения полости, а затем расплавленный металл заливается в него. После охлаждения раковина сломана, чтобы получить кастинг с высокой конкретной.
3. Какие металлы можно бросить?
Инвестиционное литье подходит для различных металлических материалов, в том числе нержавеющая сталь, сплав, углеродистая сталь, алюминиевый сплав, титановый сплав, высокотемпературный сплав (например, на основе никеля/кобальт), а также медные сплавы, золото, серебро и другие драгоценные металлы. Этот процесс особенно подходит для литья металлических деталей с высокими точками плавления, сложной обработкой и точностью.
4. Каковы ограничения инвестиционного кастинга?
Процесс сложный, а цикл длинный, а стоимость за часть высока (особенно для небольших партий). Размер литья ограничен (как правило, ≤30 кг), и трудно производить толстые и большие отливки. Керамическая оболочка склонна к растрескиванию, а чистка поверхности и контроль толерантности сложны.
Ресурс

