

A Span-Len = "116" href = "https://jsrpm.com/sheet-metal-fabrication"> Fabricação de chapa metal é amplamente utilizada em automóveis, eletrônicos, aeroespaciais, eletrodomésticos e outros campos.
o que é uma fabricação de metal?
chapas Fabricação é o processo de corte e dobrar placas de metal em partes estruturais precisas . É amplamente utilizado nas indústrias de automóveis e eletrônicos.
que são os métodos de chave para folhas de folha de folhas de metal?
1.cutting
Técnicas comuns para processar e remover peças de chapa metal incluem:
método
princípio
cenários aplicáveis
forças e fraquezas
corte a laser
feixes de laser de alta energia.
alta precisão, gráficos complexos.
é caro e lento.
corte
corte de pressão de molde.
corte linear.
rápido, mas limitado a formas simples.
corte de jato de água
água de alta pressão misturada com abrasivos.
Material fino e sensível ao calor.
sem choque térmico, mas ineficiente.
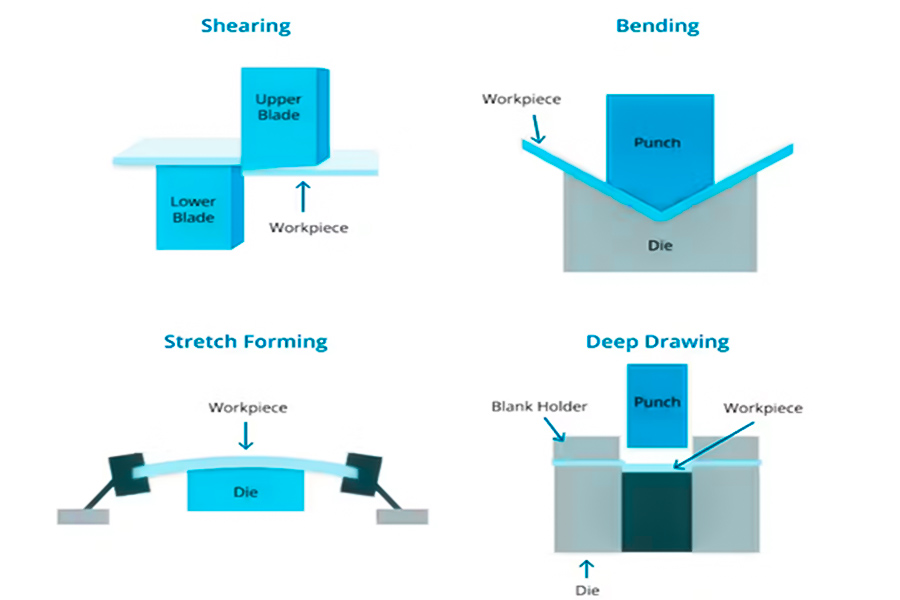
2.Sheet Metal Bend
O processo principal de alterar o ângulo da placa através de deformação plástica inclui:
método
princípio
cenários aplicáveis
forças e fraquezas
flexão de freio
Aplique pressão à máquina de flexão.
ângulos precisos, produzidos em massa.
O equipamento é caro, mas preciso.
flexão de ar
aplique pressão local ao molde.
ângulos são complexos.
Não são necessários moldes, mas a precisão é baixa.
roll bleend
deformação plástica contínua do rolo.
tubos circulares e componentes curvos.
Adequado para tiras longas e baixa eficiência.
Em data-pos = "0" data-len = "11" data-v-7b79c893 = ""> 3. carimbo estampando usando moldes para aplicar a pressão à folha, criando recursos como hido e grooves:
método
princípio
cenários aplicáveis
forças e fraquezas
soco
furos de punção em moldes.
através de buracos e buracos irregulares.
alta eficiência, mas alto custo de molde.
formando
deformação plástica de moldes.
estruturas complexas (como flanges).
Adequado para grandes quantidades e baixa flexibilidade.
Em
Em
método
princípio
cenários aplicáveis
forças e fraquezas
Deep Drawing
alongamento e formação múltipla.
Contêiner de cavidade profunda (como caixa da bateria).
A taxa de utilização do material é alta, mas a estrutura do molde é complicada.
ferroviando
O afinamento localizado aumenta a altura.
abajur e utensílios de mesa.
A uniformidade da espessura da parede precisa ser controlada.
5.Connect
combine vários componentes de chapa metal em uma estrutura completa:
O núcleo do processamento de chapa metal está na seleção flexível de corte, flexão, estampagem e outros métodos, combinados com as características do processo e os requisitos de produção, para obter fabricação de peças eficientes e precisas.
o que são os tipos de consumo de alumínio para alumínio para alumínio para alumínio para alumínio para alumínio para alumínio para alumínio. data-translateid = "7db1d0679cd5d51e81970cd6fd48d570" data-pos = "116" data-len = "216" data-v-7b79c893 = ""> data-translateid = "6bf8240734682FAA902A85FBBC5E45AC" Data-pos = "0" Data-Len = "116" Data-V-7b79c893 = ""> heet metal carimbo?
1. data-v-7b79c893 = ""> chapas de alumínio B lanking
- recursos: as pressões de alta precisão e pressionamentos de servo são usados para atinge o corte e vertical com tolerância>
- Destaques técnicos: é necessário controlar a lacuna entre os moldes (0,01-0,03mm) e usar um sistema de posicionamento visual do CCD para aumentar a produção.
2. data-v-7b79c893="">aluminum sheet metal deep Desenho
- recursos: caixa de soco único, profundidade> diâmetro (por exemplo, bandejas de bateria), proporção de profundidade de tração ≤2.5.
- dificuldade: o rebote de alumínio requer ser compensado (coeficiente de compensação 0,5 ° a 2 °) e adesão.
3. data-v-7b79c893 = ""> flexão de chapas de alumínio
- flexão em forma de V: Adequado para o alojamento elétrico de estruturas iguais de ângulo reto, raio de filete do molde ≥1.5 vezes a espessura da placa.
- Durning: Rolamento contínuo de peças cilíndricas/cônicas (por exemplo, suporte postal da lâmpada) com um raio mínimo de flexão de r = 2t.
- núcleo técnico: a máquina de flexão servo está equipada com o sistema de feedback de pressão em tempo real por simulação CAE.
4. span Class = "sentença" DatanslateId = "d4028fb61fd395df35331eaneAdID =" data-len = "33" data-v-7b79c893 = ""> hidroformagem de chapas de alumínio de alumínio
-
Principle: Liquid media transfer pressure, reduce mold wear, suitable for complex hollow structure. -
caso: nova bateria de veículo energético, erro de uniformidade da espessura da parede ≤0,1mm. -
Requisitos do equipamento: Monitoramento em tempo real das flutuações de pressão (precisão ± 0,5MPa) para impedir a estação excessiva de placas de alumínio.
sear-v-7b7993 ". Tabela
O que o processo de soldagem é suficiente para galvan. data-translateid = "7db1d0679cd5d51e81970cd6fd48d570" data-pos = "116" data-len = "216" data-v-7b79c893 = ""> data-translateid = "6bf8240734682FAA902A85FBBC5E45AC" data-pos = "0" data-len = "116" data-v-7b79c893 = ""> heet metal
?
de acordo com a capacidade técnica da capacidade técnica do JS Recomendado:
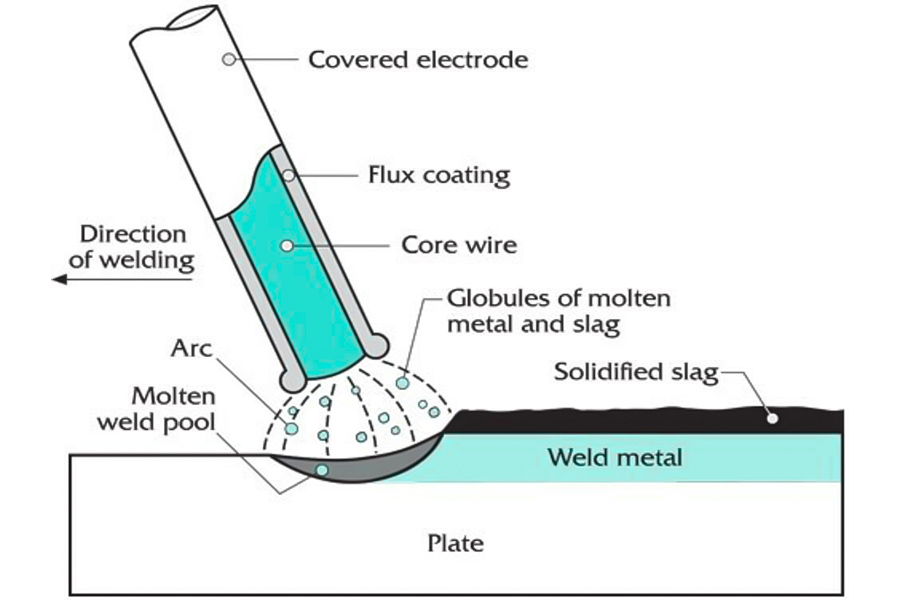
1. pulse a soldagem
Zinc coating on galvanized steel Metal é volátil e a soldagem tradicional MIG pode produzir facilmente estômatos.
JS adota equipamentos MIG avançados, suporta o modo pulso, adota a soldagem profissional (resistência ao silício e alumínio), suprime efetivamente o/Span> Span>
O feixe de laser de alta densidade de energia pode derreter o metal rapidamente, reduzir a zona de efeito térmico e evitar a oxidação em grande escala da camada de zinco.
3. data-v-7b79c893 = ""> soldagem do ponto de resistência
Adequado para aço galvanizado fino Metal (por exemplo, 0,5-3mm), o metal derrete in situ através da ação instantânea da pressão e corrente do eletrodo, e a camada de zinco é espremida sob pressão para formar uma conexão confiável.
js de resistência e equipamentos de resistência a griping pode servetura de shorts.com/Us "> js de resistência e griping pode Adandre-se à produção em massa eficiente de aço galvanizado vantagens extras para js empresa
What is the impact of bending molds on machining accuracy?
The influence of bending mold on the machining accuracy of bend sheet metal is mainly reflected in the following aspects:
1.Design of mold fillet radius
- Impact angle accuracy: If mold fillet radius is too small, it will produce cracks in the plate at the crease. If the radius is too large, the theoretical bending angle may change (for example, the actual bending angle of a 90° mould may become 88 °-89 °).
- Rebound compensation: The mold needs to design a pre-bending angle (e.g. add 2-3° to compensate for rebound of aluminum plates) based on the ductility of the material.
2.Matching mold gaps
- Too small gap: Causing too much friction between the plate and mold, causing scratches or surface indentations, affecting the appearance quality.
- Excessive clearance: Results in plate sliding bias, resulting in bending angle deviation (error up to ± 1°-2°).
3.Mold surface roughness
- High precision mold: Surface roughness Ra≤ 0.8μm, can reduce plate scratching and improve surface smoothness.
- Rough: When Ra> 1.6μm, it is easy to cause metal debris to adhere to the surface of the plate, affecting subsequent spraying or welding processes.
4.Mold materials and heat treatment
- Mold hardness: Cr12MoV mold steel (HRC58-62) has a service life more than three times that of normal 45# mold steel and is not easily deformed after long use.
- Heat treatment defects: Mold quenching inhomogeneity will accelerate local wear and affect bending consistency.
5.Mould wear and maintenance
- Wear threshold: When the mold blade wears more than 0.1mm, the stability of the bending angle decreases significantly (e.g. from ±0.5° to ±2°).
- Maintenance cycle: It is recommended that mold size be checked every 5,000 processing cycles and repair or replaced in a timely manner.
6.Match of mold thickness and plate thickness
- Thin plate mold (≤ 1mm): Alloy inserts are required to prevent breakage of the mold due to excessive punching force.
- Thick plate mold ≥ 3mm: It is necessary to add a gasket design to the bottom of the mold to disperse pressure and avoid plate layering.

How to choose the material thickness of sheet metal parts?
The selection of sheet metal part material thickness requires comprehensive consideration of function requirements, process limitations and economy. Sheet metal gauge chart is the core tool to guide selection. Here are the key steps and highlights:
1.Clarify application scenarios and load requirements
- Static loads (such as brackets and shells): The yield strength of a sheet metal gauge chart, select the minimum thickness that can withstand the expected load.
- Dynamic load (e.g. car chassis): Fatigue strength needs to be calculated, usually 20% to 30% more than static load.
- For example, if the electrical casing is subjected to a concentrated load of 50kg, according to the gauge chart, SPC steel 1.5mm thick meets the bending strength requirements.
2.Matching thickness range of manufacturing process
| tipo de processo | Applicable gauge range | Process limitations | |
| corte a laser | 0.1mm-20mm | The cutting speed of thick plate is reduced and the risk of thermal deformation is great. | |
| Bending | 0.5mm-6mm | The angle of the V-mold needs to be adjusted to the thickness (e.g. using the 80° V-mold to make a 6mm plate). | |
| Deep stamping | 0.6mm-3mm | The material elongation rate should be ≥20% (such as aluminum alloy 5052). | |
| tipo de material | Gauge number | Actual thickness (mm) | Typical use |
| SPCC cold rolled steel | 18 | 1.2 | Electrical enclosures and shelves. |
| AL1100 aluminum sheet metal | 20 | 0.9 | Heat sink, electronic device casing. |
| SUS304 stainless steel | 16 | 1.0 | Medical equipment, food equipment. |
| Comparison items | JS sheet metal fabrication | Other sheet metal fabricators | |
| Cutting accuracy | ±0.005mm (laser cutting) | ±0.02mm-0.05mm (traditional CNC stamping machine) | |
| Rebound compensation accuracy | AI algorithm compensation, error ±0.01mm. | Manual adjustment, error> 0.1mm. | |
| Qualidade da superfície | Thermal effect zone<0.1mm, no burrs. | The burrs were obvious and needed polishing. | |
| Comparison items | JS sheet metal fabrication | Other sheet metal fabricators | |
| Standard delivery times | 1-2 weeks. | 3-4 weeks. | |
| Small batch response | 24-hour express delivery. | Mold replacement takes 1-2 hours and is only suitable for mass replacement. | |
| Process collaboration | Multi process parallel processing. | A single process is produced in stages. | |
| Comparison items | JS sheet metal fabrication | Other sheet metal fabricators | |
| Number of material warehouse | More than 50 varieties (including special boards). | 10-20 types(conventional metals only). | |
| Taxa de utilização de material | 92% + (remaining material intelligently matched). | 80-85% (depending on fixed-specification procurement). | |
| Controle de custos | Recycling excess materials can reduce costs by 15%. | Material waste is widespread and systematic optimization is lacking. | |
| Comparison items | JS sheet metal fabrication | Other sheet metal fabricators | |
| Technical Capability | AI corrects + automatically bends. | Manual adjustment is the main focus. | |
| Process innovation | Support irregular parts/surfaces. | For flat/simple bending only. | |
| Simulation verification | Built-in CAE simulation system. | No simulation capability, by trial and error. | |
| Comparison items | JS sheet metal fabrication | Other sheet metal fabricators | |
| Scope of services | Global delivery (more than 30 countries). | Local or regional markets only. | |
| Communications support | Multilingual drawing and technical team. | English documents rely on third-party translation. | |
| Delivery times | International orders take 4 to 6 weeks. | Subcontracting causes delays to third parties. |


