

Fabricação de chapas de metal é um dos links principais na pesquisa e desenvolvimento da estrutura mecânica, concha eletrônica e equipamento industrial. Seu processo de projeto exige considerar muitos fatores -chave, desde as matérias -primas até a adaptabilidade do processo de fabricação, da otimização do projeto estrutural até a seleção de tratamento de superfície. Cada link afeta diretamente a qualidade e o desempenho do produto final.
Neste artigo, os principais problemas a serem considerados no design das peças de chapa metal são analisados para garantir a consistência e a qualidade de cada produto e fornecer uma conclusão de referência do design à produção em massa.
 Quais são os critérios para projetar peças de chapas metálicas?
Quais são os critérios para projetar peças de chapas metálicas?
1. Os módulos de fratura
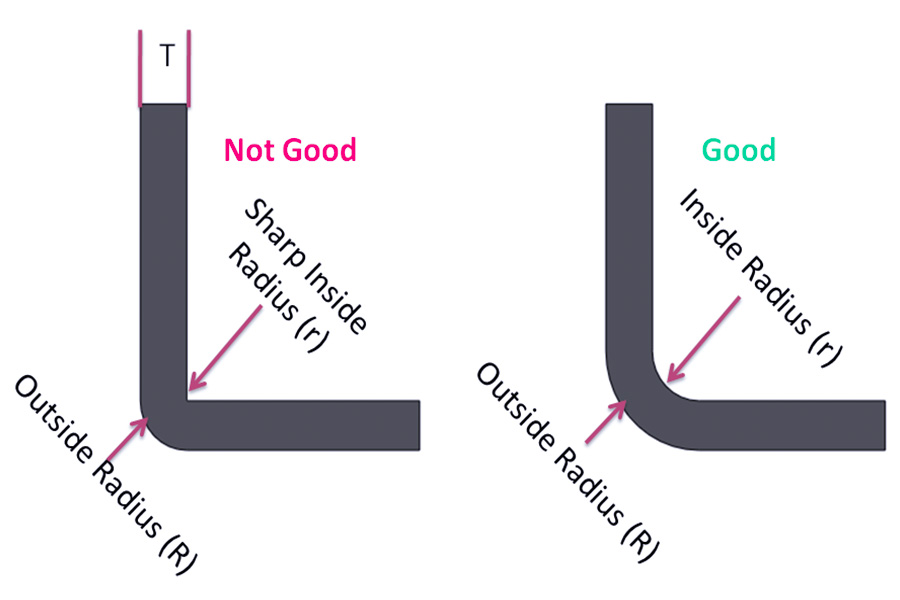
No design de chapa, o módulo de ruptura afeta diretamente o desempenho de flexão de chapa metal. Ao dobrar, a tensão de tração na superfície externa é maior que a da superfície interna. Um pequeno raio pode levar a rachaduras. Este limiar é o raio mínimo de flexão. No design, Um raio mínimo deve ser determinado de acordo com a espessura do material . Se necessário, a ductilidade do material pode ser melhorada pelo polimento e outros processos.
2. Design ideal de orifícios de metal e groove
O processo de estampagem é um método de perfuração econômico e eficiente no processamento de folhas de metal . O tamanho mínimo do orifício, caça -níqueis ou sulco não deve ser menor que a espessura da placa. Esse princípio de design pode melhorar bastante a eficiência da produção, reduzir o risco de danos por soco e garantir a precisão da usinagem.
3.Minimum Curvature Radius
O raio mínimo de flexão das peças de chapa metal é influenciado principalmente pela usinagem do processo e pelas propriedades do material. Quanto mais dúctil o material é, menor o raio de flexão ele pode alcançar. No design prático, as diferenças de desempenho de diferentes graus de metal devem ser levadas totalmente em consideração. O software DFM moderno pode analisar de maneira inteligente esses parâmetros para fornecer aos designers soluções práticas e flexíveis que atendem aos padrões da indústria.
4. seleção e espessura de material
Prefira materiais fáceis de processar, como chapas de alumínio e metal galvanizado . Selecione a espessura de acordo com o requisito do processo de dobrar chapas metálicas. Se for muito fino, se deforma e, se for muito grosso, dobra e rachaduras. Geralmente, é recomendável se referir a um gráfico de bitola de chapa metálica para garantir que o raio de flexão e a taxa de espessura seja razoável (por exemplo, 1,5 vezes a espessura).
5. Seleção do processo de BEND
Dependendo da complexidade das peças, como para a flexão em V de ângulo direito de alta precisão, adequado para dobrar a estrutura da flexão do rolo. O equipamento de fabricação de precisão JS suporta dobra precisa de placas de ultrafina de 0,5 mm . Para várias dobras, é necessário planejar a sequência de dobras com antecedência, simplificar o número e o ângulo das dobras e evitar recuperar ou desvios de tamanho.
6. Optimize o processo de soldagem
A soldagem não é a única opção no projeto estrutural de chapa metal. Muitos designers são acostumados a esquemas de solda, mas ignoram outros métodos de conexão potencialmente mais otimizados. Recomendamos que as seguintes opções sejam consideradas na fase de design:
- Moldagem de corte integral: otimizando o processo de corte de substratos para obter função estrutural.
- Fixadores mecânicos: esquema de conexão destacável para parafusos, rebites, etc.
- CHEARTE METAL DO BENENHA: A rigidez do material é usado para construir a estrutura de suporte.
Qual é o impacto da seleção de material na engenharia de chapas de metal?
Na engenharia de chapa metal, a seleção de material não é apenas um reflexo dos requisitos funcionais, mas também um fator decisivo na eficiência da fabricação, controle de custos e qualidade final do produto. Isso pode ser melhor compreendido no caso de chapa de alumínio e aço.
1.Procesing Dificuldade e adaptabilidade do processo
chapas de alumínio são mais maleáveis que o aço , têm um raio de flexão menor (geralmente 1-2 vezes a espessura e a espessura do material), são mais fáceis de se formar. Por exemplo, a aplicação de placas de alumínio nos componentes da aviação depende de suas características leves, enquanto o aço é mais adequado para estruturas pesadas de carga mecânica por causa de sua alta resistência.
2. Eficácia do custo
Se nos concentrarmos na força, o aço pode ser a opção preferida, mas sua alta densidade e peso levam ao aumento dos custos de transporte e instalação. Pelo contrário, embora o preço unitário das placas de alumínio seja maior, em geral, o consumo de energia da placa de alumínio pode ser reduzido, a eficiência do processamento pode ser melhorada, a longo prazo, pode melhorar o valor do dinheiro da placa de alumínio.
3.A adaptação ambiental da Assembléia Geral
chapas galvanizadas melhora sua resistência à corrosão ao revestir , tornando-o adequado para um ambiente úmido. No entanto, deve -se tomar um cuidado especial para proteger a integridade do revestimento durante o processamento. As placas de alumínio têm propriedades antioxidantes naturais que reduzem os custos de manutenção tardia.
4.A tendência de sustentabilidade
O alumínio é alto como a taxa de reciclabilidade de 95%, de acordo com as tendências de fabricação verde, enquanto o aço é uma intensidade de emissão de carbono relativamente. Muitas empresas estão recorrendo a componentes de alumínio, como novas bandejas de bateria de energia, para atingir as metas de neutralidade de carbono, que também estão impulsionando a mudança nos processos de chapa metal para baixo carbono.
Quais fatores devem ser considerados ao projetar peças de chapa metálica?
design de chapas de chapas é frequentemente capturado em um ciclo vicioso de design e retrabalho. Os dados mostram que 30-50% do ciclo de desenvolvimento do produto são gastos em revisões repetidas e que quase um quarto dos erros de engenharia foram devidos a processos de design inadequados. De fato, há uma enorme desconexão entre o design CAD e a realidade.
Ao projetar peças de chapas metálicas, as características do processo de dobra de chapa de metal devem estar intimamente combinadas com a viabilidade de fabricação:
1.O uso de moldes padronizados
de preferência use dimensões padrão do molde para flexão para evitar a personalização de moldes caros. Se a estrutura do componente for complexa, pode ser formada soldagem ou fascinando uma combinação de moldes padrão.
2. A distância da curva e evite a posição do orifício
orifícios, incisões ou conectores devem ser mantidos pelo menos 4 vezes a espessura do material (ou seja, o princípio 4T) longe das bordas curvas para evitar a deformação causada pela flexão e alongamento. Ao dobrar as placas de alumínio, deve ser dada atenção especial às diferenças de ductilidade para evitar rasgar a posição do buraco.
3.AVOID Geometria fechada
O princípio de estampagem linear da flexão da placa restringe a formação da estrutura fechada. No design, As aberturas devem ser retidas ou usadas para flexão segmentada , e caixas totalmente fechadas substituídas por grooves em forma de U.
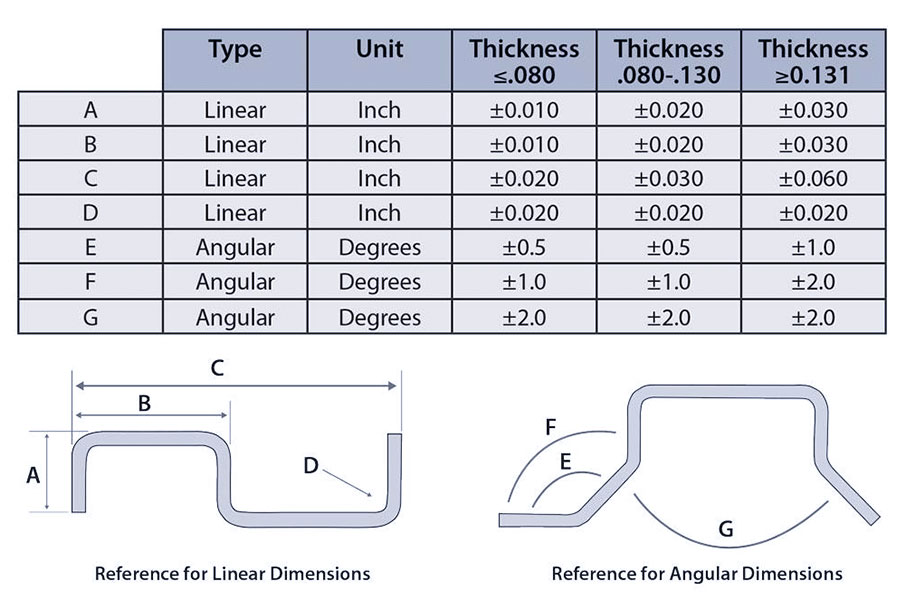
4. Controle da tolerância
A tolerância a chapas de metal é geralmente de ± 0,1 mm a 0,5 mm, em comparação com a usinagem CNC, os requisitos de precisão não são altos. A tolerância final precisa ser determinada de acordo com a espessura do material, o número de dobras e a precisão do equipamento. Placa fina acumulará erros após várias dobras e espaço de compensação é necessário.
5.Use um raio de flexão uniforme
O raio de flexão padronizado, como 0,030 polegadas, pode reduzir o tempo de comutação do molde. O raio de flexão recomendado para chapas de alumínio é 1-1,5 vezes mais espesso , enquanto o aço requer um raio de flexão maior para evitar a recuperação.
6. Opções de soldagem alternativa
É fácil para a placa fina ser deformada por soldagem. O rebitador de rebitagem e pressão pode ser escolhido como conexão alternativa. Ao instalar o hardware PEM, é necessário corresponder à espessura do material para evitar rachaduras causadas pela concentração de tensão.
Como evitar erros comuns no design de chapa de metal?
Muitos engenheiros usam materiais de alta resistência, como o alumínio 6061-T6, causando flexão e rachaduras. Por exemplo, uma empresa escolheu o alumínio 6061 para força, mas as rachaduras apareceram no processo de flexão, enquanto o alumínio 5052-H32 foi totalmente adaptado por causa de sua melhor ductilidade.
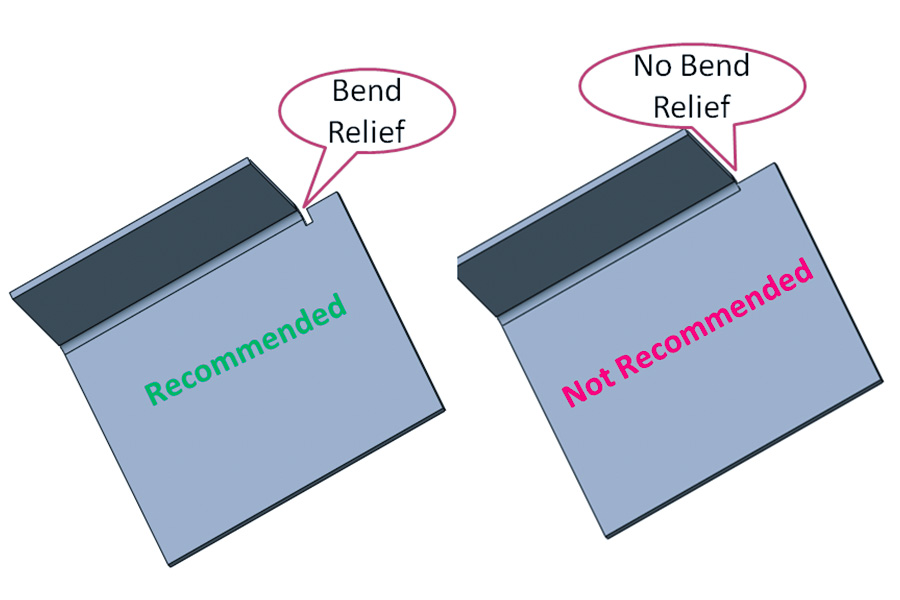
frequentemente, o raio de flexão não é retido ou a sequência de flexão é confusa, o que leva à deformação por parte. No design da caixa de contenção, foi necessário o retrabalho devido à incapacidade de obter flexão de contenção (são necessárias portas de processo adicionais). js Solução: o design de tolerância de peças de chapa metal adota ± 0,05mm Machining Accuracy Standard diretamente, que basicamente confunde as características físicas <.
soluções: 4.holes Design soluções: 5. Tratamento da superfície: viabilidade e considerações de custo Enterprises requer processos especiais de tratamento de superfície que causam a subida de custos ou processos. Recentemente, um cliente da JS pediu papel alumínio para peças de cobre, mas apenas algumas fábricas no mundo têm a capacidade e a folha de níquel é muito cara. Soluções:
diâmetro do furo
Especificações de exercícios aplicáveis
cena
custo-efetividade
φ0.125 (3,2mm)
Bit de perfuração padrão # 40
Buracos de instalação, orifícios de ventilação
custos da ferramenta ↓ 40%
φ0.25 (6,35mm)
Bit de perfuração padrão # 8
orifícios de conexão para componentes estruturais
eficiência de processamento ↑ 25%
φ0.5 (12,7mm)
Bit de perfuração padrão # 20
orifício de fixação da borda do flange
Vida de vida útil estendida por 50%
tipo de recurso
requisitos de distância mínima
Caso de falha
Distância adjacente da linha curva
espessura 5 vezes (por exemplo, placa de 1 mm → ≥2mm)
Linha de curvatura do comprimento do orifício 1,5 mm → lágrima
borda do buraco
espessura 5 vezes (por exemplo, placa de 0,8 mm → ≥0,8 mm)
margem de orifício 0,5 mm → rachadura de borda
espaçamento de buracos
espessura ≥3 vezes (para evitar a superposição de estresse)
O espaçamento do buraco é duas vezes mais espesso → espaçamento deformação da placa
Como escolher a espessura ideal para soldagem de metal?
Em data-pos="0" data-len="3" data-v-7b79c893="">1. tipo de material de correspondência e espessura
- aço inoxidável: De acordo com o medidor de chapas, a espessura de soldagem é geralmente de 0,5-6 mm para aço de baixo carbono e 1-4 mm para aço inoxidável (por exemplo, 304).
- ligas de alumínio e alumínio: span Class = "sentença" Data-translateId = "38fb74c7e31f8c287854355c22ee4c21F (38FB74C7E31F8C287854355C22eeD =" Data-V-7B79C893 = ""> placas de alumínio possui alta ductilidade, mas fácil de oxidar, A espessura de soldagem deve se referir ao cartas de mangueira de chapa .
3. Data-len = "44" Data-V-7B79C893 = ""> escolha materiais com base no cenário de uso
When we need to create load-bearing items such as brackets and frames, engineers usually like to use Mais de 3 mm de aço de espessura . Com essa espessura, a resistência à tração será suficiente e o produto será mais forte. Assim como fazemos uma casa usando barras de aço fortes, esses aços grossos podem sustentar todo o prédio ao longo do tempo.
4. Processos restrições que precisam ser levadas em consideração em design
-
)
- Quando a soldagem a laser de aço inoxidável, com pelo menos 0,5 mm de espessura. Caso contrário, não será soldado fortemente.
- Ao manusear placas de aço com mais de 6 mm de espessura, os trabalhadores se soltam primeiro a borda da placa de aço. As formas de ranhura são geralmente em forma de V e em forma de U , como criar um canal especial para soldagem. A vantagem é que a solda pode penetrar completamente e unir firmemente as duas placas de aço.
5. Medidas de controle do custo e aprimoramento da eficiência
- placas muito finas serão problemáticas: a aplicação de placas muito finas, isto é, abaixo de 0,5 mm, provavelmente é soldada ou a berçal. Isso exigirá manutenção frequente, o que será uma adição de custo.
- Não se encaixa muito bem: as placas com mais de 8 mm de espessura devem ser soldadas várias vezes, o que consome tempo e material. Aqui, perfis ou peças fundidas são preferencialmente usadas.
- a melhor opção: It Recomend of It's.com/BLOG/WHAT-ISling e a ups-sheet-metal-fabrication "> It's Recomending para LOLTRONG para o que se solte para o spotf). como 1 mm, 2 mm e 3 mm. Isso pode reduzir o processamento especial.
Como produzir em massa peças complexas de chapa metálica através do equipamento de automação JS?
1. Otimização inteligente de design e simulação
A equipe JS permite que os clientes enviem arquivos CAD em qualquer formato. Utilizamos o software de simulação automaticamente e prevemos o efeito de formação de peças de chapa metálica com antecedência. Para estruturas complexas, Nossa equipe alcança a otimização de layout através do design paramétrico Para reduzir o desperdício de material e atingir a conformidade dos requisitos de alta precisão de ± 0,005 mm. Esta etapa pode reduzir o ciclo de projeto em 30%, especialmente para projetos de fabricantes de chapa de metal que contêm muitas iterações.
2. Centro de processamento automatizado de alta velocidade
JS emprega uma linha de produção totalmente automática de máquinas de corte a laser com vários eixos, máquinas de perfuração CNC e máquinas de flexão. Para peças complexas de chapa metal:
- Corte a laser: Precisão de corte de ± 0,02mm , com mais de 50 materiais aplicáveis, como aço inoxidável e liga de alumínio, e a velocidade de corte é
- 3 vezes maior que o do equipamento tradicional.
- Carimbo: com prensas de servo para posicionamento repetido no nível da mícron para lidar com processos complexos de perfuração e alongamento.
- Automação de flexão: Através de pinça de máquina e sistemas de posicionamento visual, a flexão de precisão de vários ângulos é alcançada para reduzir erros de intervenção manual.
3. data-v-7b79c893 = ""> monitoramento de qualidade em tempo real
Nossa linha de produção pode digitalizar dimensões e defeitos de superfície em tempo real, com uma taxa de aprovação de 99,8%.
4. span Class = "Sprenda" DataBeRanslateId = "B5e6728c4feef944C0BeReN8F7F7fd0BEID =" B5E6728C4FEEF944F7EF7F7F7FD2FD0BED. data-v-7b79c893 = ""> entrega rápida
O sistema de agendamento inteligente da JS suporta pequenos lotes e várias variedades de produção híbrida e pode completar o https :/jsrpm.com/cont- " dias .
Resumo
cada etapa da fabricação de chapa é essencialmente um processo de diálogo com metal. From design drawings to workshop production, smart technology is like giving engineers perspective eyes that can not only see the tempering of plates of different thickness through stamping process, but also use digital models to pre-verify millions of corners.
Now our production lines are not just mechanical repetitions, they are more like bridges between metal and data. Each CNC punch landing proved the craftsmanship of structural design. Our engineers have a high level of expertise to assist businesses complete difficult sheet metal fabrication projects.

Disclaimer
The content on this page is for general reference only. JS Series makes no express or implied warranties regarding the accuracy, timeliness, or applicability of the information provided. Users should not assume that the product specifications, technical parameters, performance indicators, or quality commitments of third-party suppliers are completely consistent with the content displayed on this platform. The specific design feature, material standards, and process requirements of the product should be based on the actual order agreement. It is recommended that the purchaser proactively request a formal quotation and verify product details before the transaction. For further confirmation, please contact our customer service team for professional support.
JS Team
JS is an industry leading provider of customized manufacturing services, dedicated to providing customers with high-precision and high-efficiency one-stop manufacturing solutions. With over 20 years of industry experience, we have successfully provided professional CNC machining, sheet metal manufacturing, 3D printing, injection molding, metal stamping and other services to more than 5000 enterprises, covering multiple fields such as aerospace, medical, automotive, electronics, etc.
We have a modern factory certified with ISO 9001:2015, equipped with over 100 advanced five axis machining centers to ensure that every product meets the highest quality standards. Our service network covers over 150 countries worldwide, providing 24-hour rapid response for both small-scale trial production and large-scale production, ensuring efficient progress of your project.
Choosing JS Team means choosing manufacturing partners with excellent quality, precise delivery, and trustworthiness.
For more information, please visit the official website: jsrpm.com
FAQS
1.How to prevent deformation of intricate structures?
When metal machining, the shape of cutting must be designed to minimize deformation, bend slowly, and manage temperature. The machine employs hard die and leveling machinery to automatically adjust bounce and maintain shape.
2.How to improve sheet metal parts strength?
Select high strength material, enhance reinforcement design, apply rounded corner bending, laser cutting, minimize burr, control welding, minimize deformation.
3.What is minimum bending radius?
Minimum bend radius is usually 1-2 times of material thickness. Aluminum plates to be used single time and steel more than 1.5 times to avoid cracking.
4.How to achieve sheet metal parts flatness?
In order to have best structural design, use proper material, bending process, work with high rigidity die and leveling process, reduce rebound deformation.
