

シートメタル製造は、手動で操作した機器を使用して金属シートを切断、曲げ、溶接するプロセスです。労働者は、柔らかい金属を使用して装飾やハードメタルを作って建物のブラケットを生産することができます。これらの完成品は、工業分野で広く使用されています。アルミニウム板金は、一般的に使用される材料の1つです。腐食耐性で処理が簡単ですが、亜鉛メッキ鋼の金属には表面にアンチラストコーティングがあります。
生産プロセス全体には、描画設計、金型スタンプ、溶接アセンブリの3つの主要なリンクが含まれています。労働者は正確な測定を使用して、各コンポーネントが標準サイズを満たしていることを確認します。このテクノロジーは、トラックシャーシなどの大規模なコンポーネントと、携帯電話金属ケースなどの精密な部品を生産できます。
さまざまな処理方法を使用して、指定されたサイズに収まる金属シートを形作りカットし、プロセス全体には4つの主要なステップ、成形、切断、板金、およびアセンブリが含まれます。実際のアプリケーションでは、曲げプロセスの精度がアセンブリ効果と部品のサービス寿命に直接影響することがわかりました。
さまざまなシーンのニーズに基づいて、0.5mmから6mmの厚さのさまざまな種類の金属シートを処理できます。この種の柔軟性は精密な構造コンポーネントのためのほとんどの産業部門のニーズを満たす。 1.要約確認段階 最初にクライアントのコア要件を確認します。たとえば、先週、電子デバイスケーシングプロジェクトがあり、顧客は1.2mmの厚さのアルミニウムシートメタルの使用を具体的に要求し、8つの直角シートメタルベンディングを必要としました。私たちは 3Dモデリングソフトウェアを使用しました配置とrib骨を補強する構造モデルを描画します。 2.ドローリング変換プロセス モデリングが完了した後、プロのドラフトソフトウェアを使用して生産図面を描画します。最近完成した医療機器ケーシングプロジェクトには、図面に示されている6つのレーザー切断ポジショニングポイントと表面サンドブラスト要件があります。 3.生産の実現可能性チェック エンジニアは、図面を2回クロスチェックします。先月、産業制御ボックスプロジェクトが4部を削減し、最適化された設計で材料コストの15%を節約しました。同時に、30kgの連続圧力に耐える必要がある換気ブラケットなど、重要なパラメーターが計算されます。 4.プロトタイプの生産プロセス ワークショップでは、±0.1mmの精度でレーザー切断装置を使用しています。先週、通信ベースステーションコンポーネントを作成するとき、最初に使用したレーザー切断を使用してから、油圧曲げ機で6つの曲げプロセスを完了し、最終的にスポット溶接機で組み立てました。プロセス全体が48時間以内に制御されます。 5.アクチュアルテストと検証プロセス ロジスティクス会社向けに作られた棚コネクタで、100のロードおよびアンロードテストと負荷をかけるテストを実施しました。実際のテスト結果によると、サポート構造が調整され、荷重含有能力は最終的に200kgから350kgに増加しました。 6.バッチ生産準備 大量生産プロセスに転送されます。現在、私たちはモジュラー生産モードを採用しています。毎日の生産容量は、従来の板金部品に最大1,500個の生産容量と、特別なカスタマイズされた部品には1日300個の安定した生産容量を採用しています。 1.ホールデザインのキーポイント 穴を設計するときは、サイズと位置の関係に特に注意を払う必要があります。穴の直径は、2mmプレートを使用して直径2mmの穴を開けるなど、材料自体の厚さと一致することをお勧めします。隣接する穴の間の間隔は、材料の厚さの少なくとも6倍でなければなりません。 穴が端に近すぎてはならないことに注意することも重要です。材料の厚さの少なくとも3倍の安全な距離を保つことをお勧めします。 2. thicknessコントロール原理 均一な壁の厚さを維持することは、製品の品質にとって重要であることがわかりました。設計で異なる厚さ構造を使用する必要がある場合は、事前にプレートのスタッキング順序と処理ルートを計画することをお勧めします。 私たちの経験によると、20%以上の厚さの差を持つ構造部分は、処理中に位置決め問題に特に注意を払う必要があります。
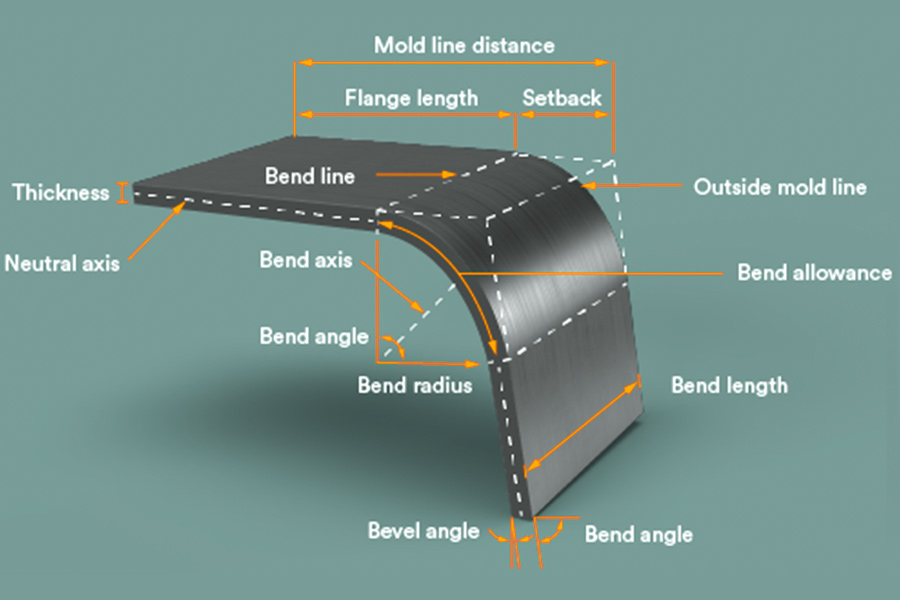
3.シートメタルベンド半径の仕様 曲げプロセスでは、「半径は厚さに等しい」という基本原理を常に遵守します。たとえば、厚さ1.5mmのプレートを処理する場合、ベンドのアーク半径も1.5mmに保持する必要があります。この単純な対応は、折り目の亀裂や表面の変形などの問題を効果的に回避できます。半径調整を必要とする特別な形状に遭遇する場合、事前にサンプルテストを実施することをお勧めします。 4.Allowance計算方法 平面拡張図を描画するときは、実際のサイズに基づいて予約材料のセクションを追加するのが最善です。この追加の材料は、曲げ手当と呼ばれます。材料の弾性特性は、特定の計算で考慮する必要があり、通常、試行錯誤方法を使用して最良の値を決定します。従来の鋼の場合、フランジの長さから材料の厚さの1.5倍を補償として差し引くことに慣れています。この経験的価値は、次元の精度と処理効率のバランスを改善できます。 1.カットプロセス 切断は、板金処理の最初のステップです。労働者は、せん断またはレーザーカッターを使用して、シートメタルを特定の形にカットします。せん断には、材料の切断、穴のパンチ、および分離部品の3つの基本操作が含まれます。高精度の要件を持つ産業命令の場合、企業は非接触切断技術を好みます。厚さ2mmのステンレス鋼プレートを処理する場合、レーザー切断の切開幅は0.15mm以内に制御できます。 レーザー切断技術は現在、最も広く使用されています。このプロセスは、±0.1mm の処理精度を実現できます。これは、従来のせん断よりも50%以上効率的です。レーザー切断は、材料の廃棄物を減らすだけでなく、送達サイクルを短縮することもでき、特に精密部品の大量生産に適しています。
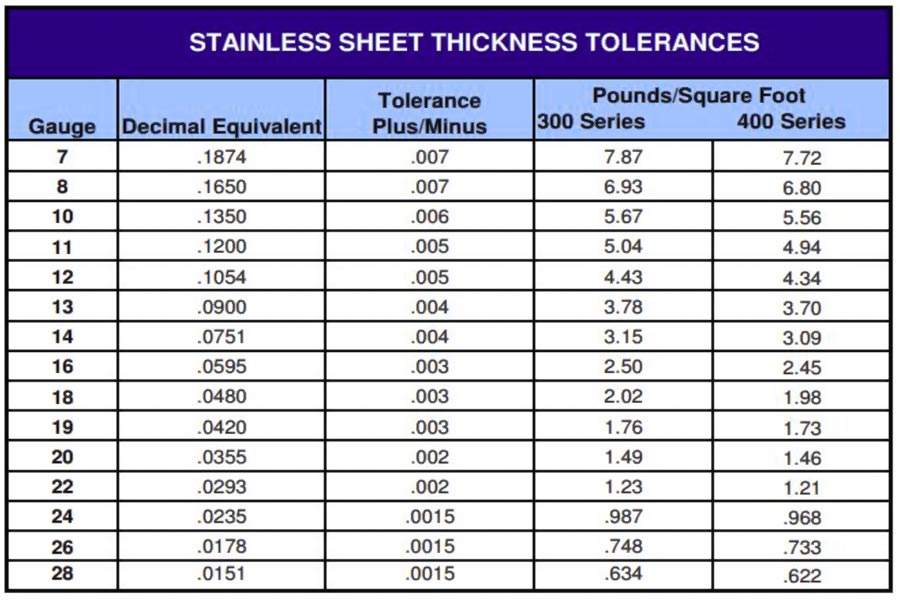
2.摩耗プロセス 溶接は、加熱または加圧によって金属を接続します。一般的な溶接方法には以下が含まれます。 MIG/MAG溶接:これは、鋼部分を接続するために最も一般的に使用される方法です。連続したワイヤ給餌とアルゴン保護を通じて、単一の溶接の強度は親材料の90%に達する可能性があります。昨年棚を処理するとき、この方法を使用して、。 tig溶接:ステンレス鋼水タンクを処理する場合、このより制御可能な方法を好みます。操作中、タングステン電極はワークから3〜5mm離れて保持する必要があり、フットペダルによって熱入力を正確に制御する必要があります。 3. bendingと形成 シートメタルプロセスを曲げるは、シートの形状を外力を介して変更します。操作中、ワーカーは線形軸に沿って金属シートを変形させて特定の角度を形成します。一般的な機器には以下が含まれます: V型曲げ機:三角形の金型を使用した基本曲げ。 材料の厚さは、曲げ効果に直接影響します。 0.5mm薄いプレートの曲げ半径は通常、プレートの厚さの1倍ですが、厚さ5mmのプレートには3倍以上の半径が必要です。オペレーターは、材料の特性に従って金型パラメーターを調整する必要があります。 4.スタンピングプロセス スタンピングマシンは金型と協力して、迅速なプロトタイピングを実現します。このプロセスは、室温で同時に切断と形成を完了し、1時間あたり600〜800部を処理できます。基本プロセスには以下が含まれます: パンチング:取り付け穴または熱散逸穴を作る。 単純なパンチとブランキングは早期処理に適しており、複雑な描画プロセスは最終製品を直接形成できます。 車のドアやシャーシシェルなどの部品はすべて、マルチプロセススタンピングによって形成されます。 板金製造では、シートメタルゲージチャートを介して強度とコストのバランスをとる鍵は、科学的選択とプロセスの最適化です。
シートの厚さは、米国標準番号(ゲージ)に対応する実際の厚さ(mm/inch)に対応しています。
2.コスト最適化戦略 材料の量を正確に制御する: 設計段階では、FEAソフトウェアを使用してストレス条件を分析し、厚さをどこで減らすことができるかを調べます。昨年、洗濯機工場の工場がステンレス鋼の内側バレルを設計するのを手伝ったとき、シミュレーションを通じて側壁のストレスが少ないことがわかりました。最後に、厚さは1.0 mmに減少し、材料はコールドロール鋼板に置き換えられ、全体のコストが25%減少しました。実際の操作では、薄化領域がアセンブリホールの強度に影響を与えることができないという事実に特別な注意を払う必要があります。 代替材料の柔軟な選択: 非負荷をかける構造部品の場合、ステンレス鋼の代わりにアルミニウム合金を使用することをお勧めします。たとえば、コントロールボックスのシェルが6063アルミニウム合金に変更された後、重量は30%減少し、材料コストは20%節約されました。 表面処理は陽極酸化を使用します。昨年処理された屋外機器のシェルのバッチは、これまで錆びていません。ただし、アルミニウム合金の曲げにはより大きなアーク半径が必要であり、事前に確認する必要があることに注意してください。 3.構造設計最適化 薄いプレート補強ソリューション: 設計者は、薄いプレートの表面(1.0 mmなど)の上に隆起したrib骨を盛り上げることができます。この方法では、材料分布を変更することにより、プレートの曲げ抵抗を元のプレートの3倍に増やすことができます。このデータは、JS研究所の実際のテスト結果です。 複合構造アプリケーション: プレートの単一層の強度が不十分な場合、溶接またはリベットで複数の薄いプレートを組み合わせることができます。たとえば、厚さ3 mmのプレートの代わりに3つの1 mmプレートを使用すると、同様の負荷をかける容量を維持しながら、重量を10%〜15%減らすことができます。 曲げプロセスポイント: 厚いプレートを処理するために小さな半径の型が強制的に使用されている場合、部品の表面に亀裂を引き起こすだけでなく、金型の摩耗を加速することに注意する必要があります。生産ラインにR1.5金型を備えた2 mmプレートを処理した場合、最終的に部品のバッチ全体を廃棄しました。 1.技術的およびプロセス機能: CNCの曲げ、溶接、表面処理など)および精度と複雑さの要件を満たしています。 2. quipipmentと材料品質:機器の洗練をチェックします(例えばCNCベンディング機械、自動生産ラインなど)、材料標準の信頼性、厚さの信頼性、Plate sectesの信頼性。など。)。 3.品質の認証と基準: ISO、IATF認証と業界標準の準拠と準拠の確認(E.G. Spans in Span
4.生産サイズと配達時間:生産能力を評価> meal excentible for excentible for excentible for excentible for for excentible for for for for experse応答機能。 5.コスト透過性:完全なプロセスコストを避けるためにオファーを比較します(例:設計、処理、再現)。
6. after-salesサービスとサポート:技術サポートの対応速度、保証ポリシー、問題解決能力を理解します。
7.環境保護と安全コンプライアンス:廃棄物リサイクル、排出基準に準拠し、安全な生産標準を備えた生産企業に優先順位を与えるべきです。
8.産業の評判とケーススタディ:過去の顧客評価とサクセスストーリーを参照して、実際の配信能力と技術的安定性を検証します。
板金製造業者を選択するとき、その技術能力、品質管理、業界の経験、費用対効果の包括的な評価が必要です。業界をリードするシートメタル処理サービスサービスプロバイダーの高度な機器として、デジタルプロセス最適化プロセス最適化グリーン製造コンセプト、JS Company は、高精度のアルミニウムおよび亜鉛メッキシートメタル処理サービスを提供します
シートメタル処理は、工業生産のための基本的な技術であり、機器の製造と製品開発における重要な役割を果たします。当社は、アルミニウムシート処理と鋼シートの分野で多くの経験を蓄積しており、フルプロセスサービスの統合、レーザー切断システムまでのフルプロセスサービス 
板金製造とは?
板金製造のコアプロセスは何ですか?
シートメタルパーツの設計方法
どのような種類の板金製造がありますか?
レーザー溶接:レーザービームの焦点は、迅速な溶接を実現するために高温を生成します。熱の影響を受けたゾーンは小さく、溶接精度電子コンポーネント。
U型形成マシン:管状またはボックス構造の作成。
ブランキング:部品の形状の分離。
描画:カップ型の部品の形成。
 板金計チャートを介して強度とコストのバランスをとる方法?
板金計チャートを介して強度とコストのバランスをとる方法?
適切な板金製造業者を選択する際にどのような要因を考慮する必要がありますか?
要約

免責事項
このページの内容は情報目的のみを目的としています。サードパーティのサプライヤーまたはメーカーがJushengネットワークを介して提供するパフォーマンスパラメーター、幾何学的許容範囲、特定の設計機能、材料品質と種類または仕上がりがあると推測すべきではありません。これはバイヤーの責任ですこれらの部分の特定の要件を決定するために、パーツの引用を求めてください。
jsは、業界をリードする会社ですカスタム製造ソリューションに焦点を当てています。 5,000人以上の顧客にサービスを提供している20年以上の経験により、高精度 cnc machining 、 JSチーム
詳細については、href = "https://jsrpm.com/"> jsrpm.com
faqs
1.シートメタル処理は、複雑な構造を持つ部品を製造していますか?
レーザー切断およびCNC曲げ技術を使用して複雑な構造部品を製造するために、その高精度切断と多角曲げ能力を溶接技術と組み合わせて、小さなギャップから大きなサイズへの複雑なジオメトリを実現できます。
2.厚いボードが強くなる?
プレートの厚さを増やすと、プレートの圧縮強度と曲げ強度が向上しますが、プレートは厚すぎ(> 10mmなど)、その剛性のために特別な処理(たとえば、ホットフォーミングや油圧プレス)が必要であるため、曲がりが困難になります。
3. IS鋳造または板金に適したアルミニウム合金製造 ?
Both are acceptable. 低コストと精度で。

