

プラスチック製品を見ると、硬質プラスチックのボディの柔らかい接着剤がどのようになっているのだろうか?これは単に接着されているのではなく、後ろに接着されていますそれは繊細なプロセスであり、オーバーモールディングです。これは、私たちがよく使用する特別な射出成形方法であり、異なる材料を不可欠な部分に実際に溶かすことができます。
特にそれを行う方法は?最初にハードプラスチックを使用して、製品のコアスケルトン(基質)を作成し、次にプリセット固有の領域で、オーバーモールディングプロセスを通じて、必要に応じて弾性柔らかい材料の薄い層を包みます。 2層の材料は、高温と高圧下でしっかりと結合されており、最終的に1部に融合します。
JSの製品設計では、オーバーモールディングテクノロジーのアプリケーション値は、単純なタッチの最適化と外観の改善を大幅に超えています。それは製品のパフォーマンスを改善します:
- 電動工具とハンドルにソフト接着剤の層を追加することは、滑り止めでなく労力を節約することであり、長い間使用した後に疲れるのは簡単ではありません。
- シーリングが必要な場所では、このラッピングの層は、従来のゴムガスケットを直接置き換えることができます、よりシンプルな構造とより信頼性の高いシーリング効果を備えています。
- 全体的な強度はより強く永続的であり、防水性と転倒耐性のパフォーマンスもアップグレードされます。
オーバーモールディングは機能を改善し、同時に感触を最適化し、アップグレードすることができるため、一般的な毎日の必需品、精密医療機器、誰もができない携帯用電子機器など、ますます多くの優れた製品がそれを使用し始めています。次回は、特に快適に感じる製品を手に入れるとき、多分それはの創意工夫が含まれていますオーバーモールディングを使用しているJSエンジニア!
コア回答の概要:
| 側面 | 説明する | あなたの価値/コア特性に関して |
| コア定義 | 既存の(硬いプラスチックまたは金属)基板に異なる材料(通常は柔らかい接着剤)を注入する製造プロセス。 | 製品グリップ、シーリング、美学、ブランド認知度を向上させます。 |
| 重要なプロセス | 2つのステップ方法:最初に、基板を製造します。次に、二次射出成形とカプセル化のために、基板を2番目の金型セットに入れます。 | ハードプラスチックと柔らかいゴム/プラスチックの完璧な組み合わせを実現します。 |
| 主なアプリケーション | 家電、医療機器、手動ツール、自動車の内部部品など。 | 改善されたヒューマシン相互作用体験と機能シーリングを必要とする製品。 |
| コアの違い |
二次射出成形:通常、プラスチックラップ(1つのタイプのプラスチックは別の種類のプラスチックを覆い、基板は射出成形部品です)。 挿入射出成形:ラップされた金属部品(基地材料としてプレハブ金属挿入物を備えた)。 |
2つのテクノロジーは似ていますが、基質の種類とアプリケーションシナリオに焦点を当てています。 |
この記事では、次のことを学びます。
- 次の章では、オーバーモールディングを体系的に分析します。
- 射出成形ワークフローは、材料をしっかりと組み合わせる方法を示す段階的に詳細に説明されています。
- また、製品の賢明な設計上の決定を下すために、プラスチックのオーバーモールディングとシリコンオーバーモールディングの間の特性とアプリケーションシナリオの違いを調査します。
これらのコンテンツを習得すると、オーバーモールディングを使用して製品設計を最適化し、ニーズを満たす意思決定を行う方法がわかります。
なぜこのガイドは信頼する価値があるのですか? JSの実用的な最前線から来ているからです
JSでは、オーバーモールディングプラスチックプロセスは、射出成形機のボタンを単に押すだけではありません。これは当社のコアテクノロジーの1つであり、顧客が重要な問題を解決し、製品の競争力を向上させるのに本当に役立ちます。なぜそうする私 言及 これ?対処しているからです毎日このプロセスの化学的および物理的な問題:
物質的な問題は何ですか?私たちは、射出成形機だけでなく、材料が互いに協力できるかどうかの化学的問題に直面しています。
たとえば、医療機器の顧客向けのシリコンオーバーモールディングのための精密シールを開発しました。家電の顧客がケーブルのオーバーモールディングのための強化ジョイントを実現するのを助けました。これらの成功は、実証済みの経験に基づいています。たとえば、どの特定のTPE(柔らかい材料)がABSプラスチックと非常に強力な化学結合を形成できるかを知っています。
最初の射出成形で成形された硬いベースパーツが、2回目の射出成形中に高温および圧力で変形したり溶けたりしないようにする方法は?これは、金型デザインの実際のスキルのテストです。私たちは多くの実践的なスキルを蓄積し、これらのリスクを回避するためにカビ構造を設計する方法を知っています。
「私たちのチームの上級専門家がよく言うように、オーバーモールディングの核心は、2つの素材を本当に1つにする芸術と科学です。」
このガイドは、紙の理論ではなく、このコアの問題を毎日解決することから蓄積された実践的な経験を共有しています。あなたが見るのは、実際のプロジェクトでの経験から得た洞察です。
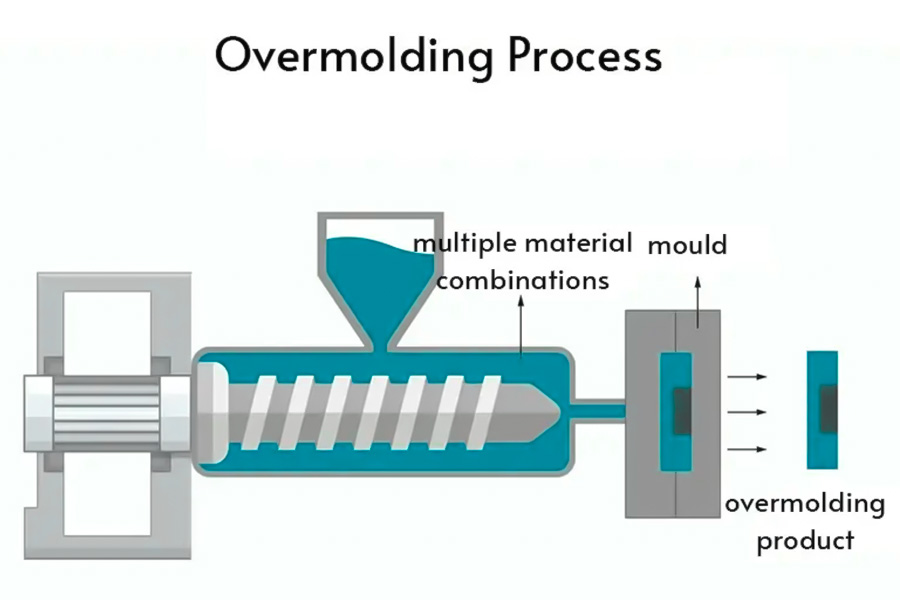
オーバーモールディングはどのように行われますか? - ステップバイステップの説明
簡単に言えば、このプロセスは、カスタマイズされたソフトコートを硬いプラスチックの部品に置くようなものです気分を良くしたり、機能したりするために。例として、柔らかいゴム製のグリップでドライバーハンドルを製造してください。プロセス全体を実際に2つのステップに分割できます。
ステップ1:ハードスケルトンを内側にする(基板)
- 型を準備します:最初に非常に正確なスチール型のセットを準備します。この一連の金型をまとめると、中央の空洞の形状が最終ハンドルの硬質プラスチックコアの形状です。
- 最初の射出成形:硬質プラスチック粒子(一般的に使用されるPPやABSなど)を射出成形機に注ぎ、加熱して粘性のある液体状態に溶かします。次に、高圧を使用して、溶けた硬いプラスチックを型型のキャビティに「叩いて」準備しました。
- 冷却と抽出:射出成形機をオフにし、金型の硬いプラスチックを冷やして硬化させます。型を開くと、完成した固体の硬いプラスチックコアを抽出できます。これは、後で柔らかいゴムで包むコアコンポーネントです。
ステップ2:オーバーモールディングを実行します
- ベースパーツを転送する:ロボットまたは手動で2番目の金型セットにしたばかりの硬いプラスチック基板を置きます。この新しい金型は、内部の空洞の形状が最終製品の完全な形状であるため、最初の型よりも少し大きいです。基板は金型に配置され、本来の場所に正確に詰まっており、その周りのスペースを柔らかい接着剤で満たします。
- 2回目の射出成形:今回は、柔らかいゴム粒子(TPEまたはTPU)を加熱して溶かします。繰り返しますが、高圧溶融ソフト接着剤を2番目の型に注入します。 ここに重要なポイントがあります。ソフト接着剤は金型全体を満たしていませんが、硬いプラスチック基板の周りの予約された空間に正確に注入して包みます。
- 結合と冷却:金型では、高温と圧力の下で、溶けた柔らかい接着剤は、硬質プラスチック基板の表面と反応します。それは一緒に固執するわずかな化学反応かもしれませんし、柔らかい接着剤が硬いプラスチック表面の小さな隆起に流れ込み、噛みつきます。次に、射出成形をオフにし、硬いコアを包みながら、ソフト接着剤が冷却され、固化し、硬化するのを待ちます。
- 最終製品:最後に、2番目の金型を開くと、ドライバーの完全なハンドルを入手できます!固体の硬質プラスチックコアがあり、柔らかく滑り止めのゴム製グリップで完全に覆われています。 2つの資料は、全体にしっかりと結合されています。これは典型的なプラスチックオーバーモールディング製品です。
「オーバーモールディングは本質的に2段階のプロセスです。最初は硬い基質を作り、次に柔らかいゴム層を2番目の金型で正確に覆います。材料のペアリングと基質の正確な位置付けに重要なものがあります。製品が異なる材料の統合を必要とする場合、JSリソースをすぐに統合して、材料選択から、材料選択からの材料の材料を提供します。
キー比較:オーバーモールディングとインサートモールディング
多くの場合、これら2つの重要な射出成形プロセスを顧客と内部チームに説明する必要があります。成形とオーバーモールディングを挿入します基本的に同じ名前を持っていて、混乱しやすいです。それらの間のコアの違いは、オブジェクトが何であるか、そしてオブジェクトがどこから来るのかです。2つの重要なポイントと違いを分析させてください。
(1)オーバーモールディング - プラスチック上のプラスチック
ラップするオブジェクト(基板):別のプラスチック部分。この部分は通常、射出成形機で事前に作られています。
プロセスコア:
- ステップ1(基板の製造):射出成形機Aで、内部の硬いプラスチック部品を作ります。
- ステップ2:前のステップで形成されたばかりの硬質プラスチック基板(通常は、特定の残留温度をまだ保持している)を2番目の金型セットに配置します。次に、基板または特定の領域に2番目の溶融プラスチック(通常はTPEなどの柔らかい接着剤)を注入します。この新しいプラスチック層は、冷却後に基質にしっかりと結合されます。2番目のステップは、私たちがプラスチックのオーバーモールディングと呼ぶものです。
何のために?主に関数や感触を改善するために。例えば:
- プラスチックの歯ブラシのハンドルに柔らかい接着剤グリップの層を置きます。これは、保持するのが快適で、滑りません。
- ハードABSパワーツールのケースでは、ソフトTPEが握りしめられた部分に成形されており、これは滑り止めで衝撃的な吸収です。
プロセス機能:2つのプラスチックの良好な結合を実現するために、正しい金型マッチング(特に基板上の2番目のカビのアライメント)に基づいて、フェーズで実行されます。
(2)射出成形 - 非プラスチックのプラスチックカプセル化を挿入します
ラップオブジェクト(挿入):プレハブの非プラスチックコンポーネント。挿入物は射出成形で一緒に生成されません機械ですが、他の場所で製造された後に追加されます。
典型的な材料:金属(ネジ、ナット、コネクタのピン、ヒートシンク)、回路基板(PCB)、セラミックコンポーネントなど。
それはどのように行われますか?手順は驚くほど効果的です:
- ステップ1:事前に労働者または自動デバイスによって所定の位置で金属またはその他の材料インサートを金型に入れます。
- ステップ2:型を閉じて、プラスチックの溶融物を一度に供給します。メルトは金型を流れ、挿入物を包み、密接に保持し、冷却後に積分部分になります。
コアの目的:
- 主に、混合材料成分を安全に固定したり、後続のアセンブリをより簡単にしたり、プラスチック部品に特別な機能を導入できるようにするために利用されています。例えば:
- ドアハンドルのプラスチック製のノブは真鍮ナットで鋳造されているため、ネジを直接ねじ込むことができます。これは非常に強いです。
- 電子製品PCBは、プラスチックカバー(カプセル化)によってよく包まれ、カプセル化されています。回路を保護し、絶縁し、構造強度を提供します。 1つのモールディングにより、アセンブリコストが削減されます。
オーバーモールドおよび挿入射出成形プロセス:グローバルな典型的なアプリケーションフィールド分布
| アプリケーションフィールド | オーバーモールディング | 成形を挿入します |
| 家電 | 約40% | 約30% |
| 自動車電子/車両全体 | 約15% | 約35% |
| ツールとハードウェア | 約25% | 約10% |
| パーソナルケア製品 | 約20% | <5% |
| 医療機器/デバイス | 約10% | 約10% |
| 産業機器/機械 | <5% | 約20% |
| 他のフィールド | <5% | <5% |
データソース:
- Grand View Research-グローバルな射出成形市場分析レポート(2023)。
- Statista-高度な成形技術の市場データと見通し(2023の合成された予測)。
2つの違いの重要なポイント:
- オーバーモールディングには、常に2つのプラスチックが関与しています(基板 +コーティング)、プロセスは2つのステップに分けられます(最初に基板を作り、2番目にコーティングを作ります)。
- 挿入射出成形は、非プラスチックインサートとプラスチックインサートの関係の問題を解決します。このプロセスは1段階のプロセスです。秘密は、事前に作成された非プラスチックのインサートを事前に型に慎重に配置し、それをプラスチックで一度に結合して覆うことです。
「JSでは、必要な製品設計に基づいた最適なプロセスを選択します。プラスチック部品に適用された特定の機能または触覚層が必要な場合は、オーバーモールドを使用します。金属部品や回路などの非プラスチック部品をプラスチック部品の端に深く統合する必要がある場合、挿入射出成形が使用されます。

アプリケーションとケースインフィニット:オーバーモールディングの可能性
オーバーモールディング射出成形は、材料と異なる特性を単純に組み合わせるプロセスです(硬いプラスチックや柔らかいゴムなど)1つ以上の射出成形プロセスにおける。それは製品に大きな改善をもたらすことができます。その機能を説明するためのいくつかの例を以下に示します。
「真のデザインの知恵は、材料とプロセスを静かな解決策にすることです。オーバーモールディングは、この目標を達成するのに最適なツールです。
ケース1:ハンドフィールとコントロールの改善 - 最初にゴムコーティング
一般的な製品:電動ドリル、フライパン、馴染みのある歯ブラシのハンドル。
コア値:
鍵はハンドフィールです!柔らかいゴムの層が硬いプラスチックの周りに巻き付けられており、保持するのが快適で滑り止めではありません。利点はとても現実的です。物事をするとき、手は簡単に疲れなくなり、手から落ちて落ちるのは簡単ではありません。また、機械の振動を大幅に減らすことができます(手が麻痺しないように)。全体的な使用は安全で労働力を節約します。

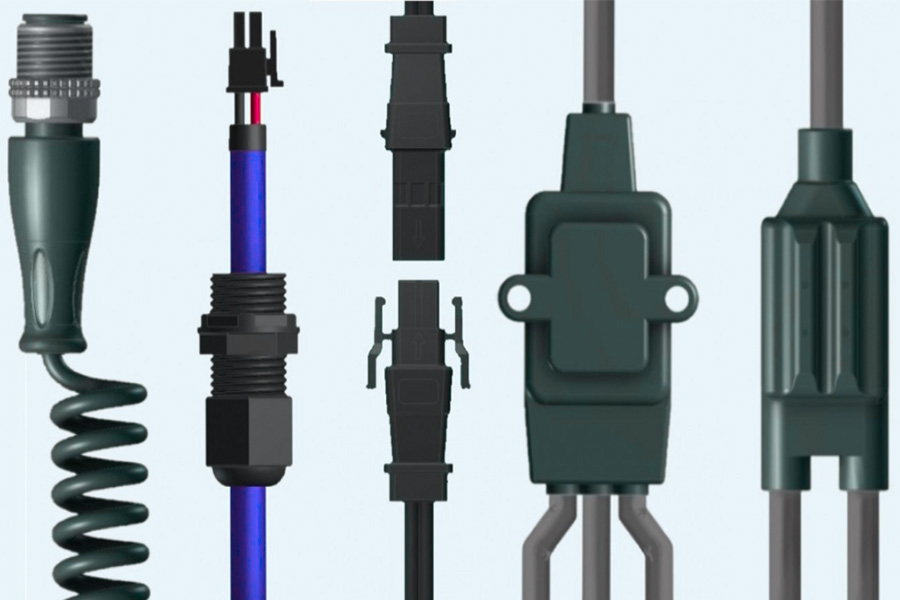
ケース2:防水および防塵 - 回路と電子機器を保護する
一般的な製品:携帯電話の充電ヘッドの小さなインターフェイス部分、屋外でぶら下がっている環境監視装置、および医師の手にあるポータブル検査機器。
コア値:
- このトリックの本質は、「シーリング」という言葉です。壊れやすい電子部品の外側またはシェル全体のジョイントの外側にプラスチックまたはゴムの層を直接包みます。これは、デバイス用のシームレスなレインコートを着用し、水蒸気とほこりの侵入を効果的にブロックするようなものです。
- 同時に、このラッピングの層は、隆起によって引き起こされる影響を緩衝し、電子製品の寿命と信頼性を大幅に拡大することもできます。屋外機器と医療機器は、特にこの種の保護が必要です。
ケース3:外観は強度です - マルチカラーのオーバーモールディング射出成形
一般的な製品:キーボード上の2色機能キー、繊細なパウダーボックスの蓋または口紅チューブ、および製品の目立つブランドロゴ。
コア値:
- 正確な制御により、さまざまな色や異なる素材のプラスチックを、1回限りの成形プロセスで簡単に組み合わせることができ、明確できれいなラインを使用でき、後でそれらを貼り付けるほど簡単に落ちたりフェードしたりすることはありません。
- 作られたパターンとロゴは常に明確で明るいままであり、全体的な外観はより高級です。この利点は、ブランドイメージの形成、製品のテクスチャーの改善、または重要なコンポーネントの目を引くようにすることで、人々が棚を一目であなたの製品を認識できるようにするのに大きな助けになります。
オーバーモールディングは単なる製造ステップではありません、実際、製品の3つの重要な問題を解決します:グリップの快適性と安全性を向上させ、電子部品の頑丈な保護を確保し、製品の外観とブランド認知度を高めます。このプロセスにより、製品は使いやすく見えるようになります。
FAQ-二次射出成形に関するすべての質問を回答します
質問1:デザインをオーバーモールディングするための鍵は何ですか?
- 材料の選択:材料の最初の層(基質)と材料の2番目の層(コーティング)は、化学的結合である実際に一緒に固執することができなければなりません。たとえば、よく使用するPCプラスチックとTPUラバーは、良い一致です。
- 物理的な接続:材料自体に十分な接着がない場合。基板の表面にいくつかの溝、小さな穴、または棒を設計します。このようにして、材料の2番目の層を、注入すると最初の層に貼り付けることができ、信頼できる物理的な接続を形成します。
- 均一な厚さ:材料の2層の壁の厚さは、できるだけ均一に保つ必要があります。最も恐れられていることは、厚さの違いが大きく、不均一な冷却収縮が変形、へこみ、または曲げを引き起こすことです。
- お問い合わせ:最も信頼できることは、デザイン段階であなたのアイデアを送ってチャットすることです!共有する詳細な「二次噴射設計ガイドPDF」があります。また、問題を回避するのに役立つ特定のデザインに直接かつ実用的な提案をすることもできます。
質問2:ゴム製のオーバーモールディングプロセスは何ですか?
- プロセスのエッセンス:ゴム製の二次射出成形またはゴム製オーバーモールディングは、業界でしばしば言及されていますが、熱可塑性エラストマー(TPE/TPV)などの柔らかい材料のコーティングの中核です。液体シリコンゴム(LSR)射出成形による硬い基質上。その基本的なプロセスフローは、上記の一般的な二次射出成形と同じです。
- 材料の選択が重要です。TPE/TPVまたはLSRがソフトゴム層として使用されるかどうかにかかわらず、最も重要な成功要因は、柔らかい材料が基礎となる硬質基質と互換性がなければならないことです。
- LSRに特に注意:液体シリコンゴム(LSR)がコーティングに使用される場合、その成形プロセスには独自の特性があることに注意することが重要です。液体状態の型に注入され、加熱により最終エラストマーに加入(硬化)します。通常、高精度の要件を備えた柔らかいゴムアプリケーションではうまく機能しますまたは薄壁モールディング。
質問3:金属上でプラスチックのオーバーモールディングを実行できますか?
絶対に実行可能です!私たちはしばしば金属部品にプラスチック製のオーバーモールディングを行います。これは間違いなく成熟した信頼できるプロセスです。
コア法は、挿入射出成形に似ています。実際の操作では、事前に処理された金属部品を「挿入」として特別な型に入れ、その外にプラスチックを直接注入します。これを行うことの最大の利点は、金属の強度と剛性とプラスチックの軽量と断熱性を完全に組み合わせることができることです。

免責事項
このページのコンテンツは、情報目的のみを目的としています。JSシリーズ情報の正確性、完全性、または有効性に関して、明示的または黙示的なあらゆる種類の表明または保証は行われません。サードパーティのサプライヤーまたはメーカーがLongShengネットワークを通じて提供するパフォーマンスパラメーター、幾何学的許容範囲、特定の設計機能、材料品質と種類または出来事は推測すべきではありません。これは買い手の責任です部品の見積もりを求めてくださいこれらの部品の特定の要件を決定します。詳細については、お問い合わせください。
JSチーム
JSは業界をリードする会社ですカスタム製造ソリューションに焦点を当てます。 5,000人以上の顧客にサービスを提供している20年以上の経験により、私たちは高い精度に焦点を当てていますCNC加工、板金製造、3D印刷、射出成形、金属スタンピング、その他のワンストップ製造サービス。
当社の工場には、100を超える最先端の5軸機械加工センターが装備されており、ISO 9001:2015の認定があります。世界中の150か国以上の顧客に、高速で効率的で高品質の製造ソリューションを提供しています。少量の生産量であろうと大量のカスタマイズであろうと、24時間以内に最速の配送でお客様のニーズを満たすことができます。選ぶJSテクノロジー効率、品質、プロフェッショナリズムを選択することを意味します。
詳細については、当社のウェブサイトをご覧ください。jsrpm.com
まとめ
オーバーモールディングは、パーツの外側にシェルを包むだけではありません!本当に強力になっているのは、ハードとソフトの素材を組み合わせて、単一の材料では達成できないパフォーマンスの組み合わせを作成することです。防水性と防塵性のある電子インターフェイスを感じるツールグリップ、および快適で掃除が簡単な医療部品は、このプロセスによってもたらされるすべての利点です。
なぜあなたのオーバーモールディングプロジェクトを支援するためにJSチームを選ぶのですか?
- 設計段階での介入:構造、材料の選択、結合領域を最適化するために、できるだけ早く設計を評価します。
- 物質科学のサポート:100を超える材料の処理体験を使用してください最適な材料の組み合わせを選択するのに役立ちます。
- 精密金型とプロセス:高精度の金型と厳密な制御により、すべての射出成形が完全に組み合わされていることを確認してください。
- 複雑なインサートの専門家:金属部品、電子部品、その他の挿入物、正確な位置決め、信頼できるコーティングのいずれであっても、実現できます。
あなたのアイデアの実装を加速するために今行動してください:
複数の材料の利点を組み合わせる必要がある製品を考案または設計している場合は、今すぐお問い合わせください!
たとえそれが予備的なアイデアであっても、私たちはあなたとの可能性について喜んで話し合います。上級エンジニアに直接相談してください。あなたの製品の目標を深く理解しましょう。お客様のニーズに基づいて、専門的な実現可能性評価と予備ソリューションを提供します。
リソース

