

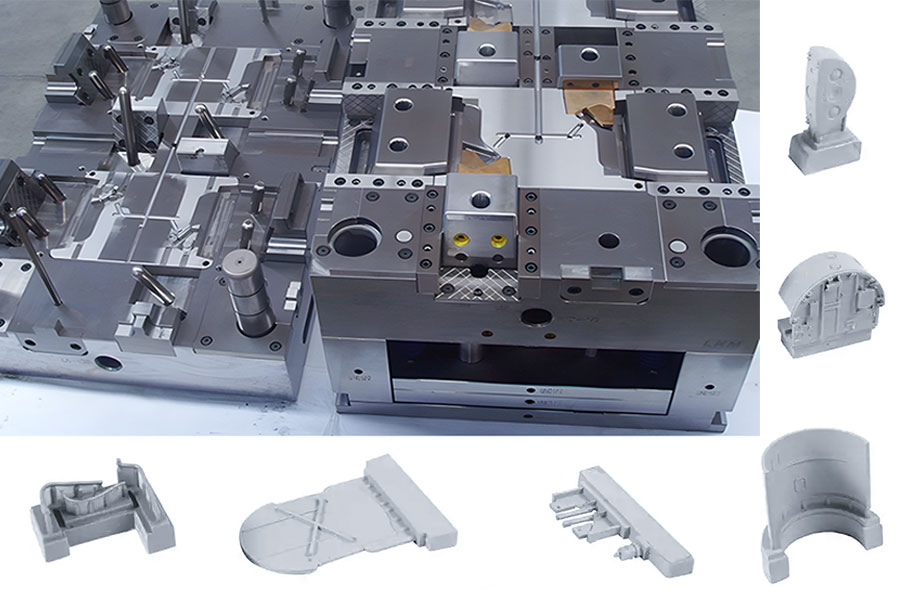
あなたの手に非常に頑丈なドライバーについて考えてください。なぜそのメタルロッドとプラスチックハンドルは、まるで一緒に生まれたかのように固体なのですか?接着剤やネジは必要ありませんか?重要なのは、毎日使用するインサート成形噴射技術です。
簡単に言えば、完成した金属部品(または他のインサート)を金型に正確に入れることです。次に、通常の射出成形と同様に、溶融プラスチックを注入します。プラスチックは、冷却プロセス中にインサートをしっかりと包み、最終的に強力で軽い積分部分を形成します。
このテクノロジーは、実際に問題を解決するため、このテクノロジーを使用します。部品をより耐久性(特にストレスを負担する部分)にし、後でネジを組み立てるトラブルを完全に節約し、コストを効果的に制御します。金属糸、耐久性のあるハンドル、精密機器部品を必要とするプラスチックシェルはすべて、挿入成形の典型的なアプリケーションシナリオです。
また、プラスチックの部品をより強くしたり、金属とプラスチックを完全に統合したり、コストを削減してプロセスを簡素化したりする場合は、挿入モールディングは間違いなく検討する価値があります。
重要な回答のコアサマリー:
| 側面 | 説明する | あなたに価値 |
| コア定義 | 事前に製造された部品(挿入)を金型に入れてから、プラスチックを注入してラップアップするプロセス。 | 高強度、多機能で、二次アセンブリを必要としない統合部品を作成します。 |
| 重要な手順 | 挿入物を配置 - >金型を閉じます - >プラスチックを注入 - >冷却して取り外します。 | 金属の強さと軽量と設計の自由を完全に組み合わせて、プラスチックの自由を設計します。 |
| 一般的な挿入 | ナット、ネジ、ブッシング、コンタクト、回路基板、手術刃。 | 機能や強度を高めるためにプラスチックに包む必要があるプレハブコンポーネント。 |
| アプリケーションフィールド | 自動車、医療、電子機器、航空宇宙、消費財。 | アセンブリの時間とコストを大幅に削減し、製品の信頼性を向上させます。 |
次に、詳細に説明します。
- aステップバイステップ 説明インサート成形プロセスの。
- それがどのように機能するかを説明するための簡単なステップバイステップガイド
- インサート成形とオーバーモールディングの説明。
- デザインの専門家になるための実用的なヒント。
なぜこのガイドは信頼できるのですか? JSの実用的な専門知識は、成形専門家を挿入します
JSでは、挿入成形はマシンをオンにするだけではありません。顧客がコアの課題を解決するのに役立つ重要なテクノロジーです」部品をより強く、より信頼できるものにする方法。」
- 私はそれを個人的に練習しました:私はステンレス鋼センサーを埋め込みました航空顧客向けの高性能ピーク特別エンジニアリングプラスチックハウジング。また、電子会社にとって一度にコネクタボディの数十の真鍮端子をカプセル化しました。
- これはすべて本当の経験です。溶融プラスチックが内部の金属挿入物を歪めたり損傷したりしないように、金型を設計する方法を知っています。また、完成品内のストレスを軽減するために、挿入予熱の重要な技術を習得しました。
このガイドは、私たちの貴重な体験のコレクションです信頼できるインサートモールディングソリューションを提供します数千の個別の部品を強力で信頼性の高い統合コンポーネントに変える。
「射出成形の分野の権威であるジェームズ・ヘンドリーは、次のように述べています。優れた射出成形は、機器で30%、プロセスの知恵で70%です。私たちの経験は、このプロセスの知恵の具体化です。」
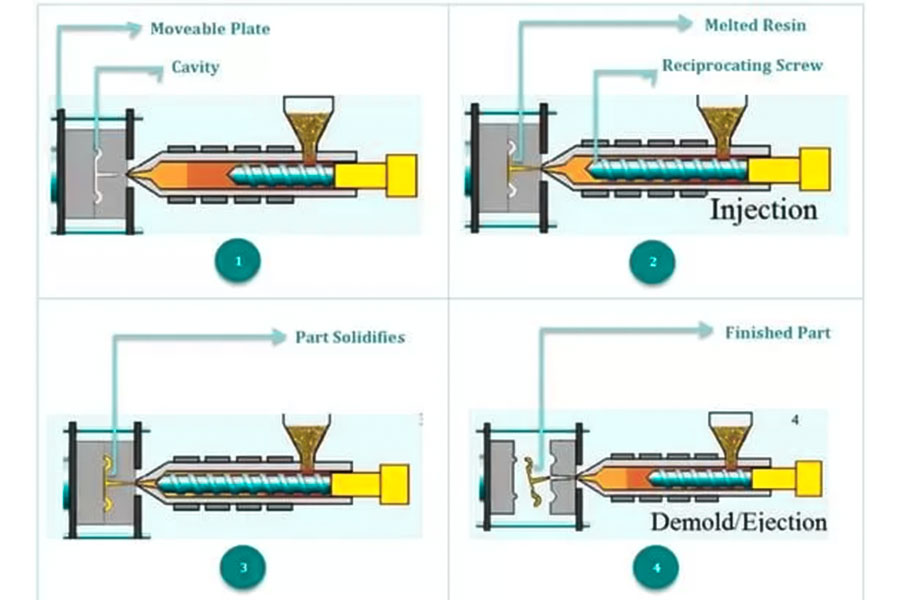
インサートモールディングプロセスはどのように機能しますか? - 4段階の説明
ブルーベリーをアイストレイに入れてから、水を入れて氷のキューブに凍結することを想像してください。私たちが行う挿入モールディングはこれに非常に似ています。違いは、アイストレイが金属型に置き換えられ、ブルーベリーが包まれる必要がある金属部品(挿入物)に置き換えられ、水が流れ込んでいるのは私たちが成形するプラスチックです。
そうです基本的にのプロセス結合プレハブコンポーネント金属またはプラスチックのある他の材料のでのプロセスプラスチックインサートモールディング。4つの主な手順を以下に説明します。
ステップ1:インサートの正確な位置決め
- 金属糸でプラスチック製のノブを作りたいです。最初のステップは、小さな金属部品(インサートである真鍮ナットなど)を準備することです。
- 現時点では、射出成形機の型は開いており、2つの半分に分かれています。私の仕事は、熟練した労働者または柔軟なロボットアームを使用して、型の指定された位置に挿入物を配置することです。
- 金型は、その後の高圧注入プロセス中に挿入が歪むのを防ぐために、正確な位置決め構造(ピン、スロット、真空吸着など)で設計されています。このステップの精度は、最終製品の品質と機能を直接決定するため、特に重要です。
ステップ2:金型の閉鎖
- 挿入物が所定の位置にあると、射出成形機が開始されます。固定型の半分と可動型の半分は、非常に正確かつ力強く閉じます。
- このステップの目的しっかりとロックすることです所定の空洞に挿入し、閉じたAを形成します、充填する完全なキャビティスペース。型は、高圧で注入されたプラスチックが後で漏れないように、しっかりと閉じています。
ステップ3:プラスチック注入
- ハイライトはこちらです!プラスチック製の原材料(ナイロン、ABS、エンジニアリングプラスチック粒子など)は、射出成形機のバレルで加熱され、粘着性のシロップのような溶融状態になります。
- 次、射出成形機のネジまたはプランジャーが適用されます計り知れない圧力押す しっかりと閉じたカビの空洞に溶けたプラスチック。
- プラスチックの溶融物は、空洞のすべての隙間をすぐに満たし、しっかりと流れ、挿入物を包み込み、物理的な結合を実現します。この圧力と温度の制御は大したことであり、ラッピング効果と部分的な強度に直接影響します。
ステップ4:冷却と排出
- 熱いプラスチックが中に注入された後、すぐに開くことはできません。注入が完了すると、金型内の冷却メカニズムが機能し始め、内部のプラスチック材料は冷却することで非常に迅速に固化します。
- プラスチックの冷却と硬化のプロセスもそれのプロセスであり、小さな銅ナットは非常にしっかりと組み合わせて1つになります。温度が適切なレベルに低下し、プラスチックが十分に硬くなると、金型が再び開きます。
- この時点で、金型に組み込まれたイジェクターが移動して、完全に固化し、型から挿入された新しい部分をスムーズに押します。挿入部品が生まれました!
"成形プロセスを挿入しますインサートラッピングで95%を超える合格率を達成でき、従来のアセンブリと比較してコストを30%削減できます。 JSのマルチレベルのポジショニングシステム(エラー±0.003mm)および閉ループ温度制御技術(±1℃)は、400人以上の産業顧客にサービスを提供し、利回り率は99.2%です。今すぐパーツの図面を提出し、無料のサンプルと技術的なソリューションを入手し、協力してデザインのアイデアを耐久性のある製品に変換しましょう。」
メイン比較:オーバーモールディングvsインサートモールディング
私の毎日の仕事では、挿入成形と二次射出成形の違いは何ですか?正直に言うと、これらの2つの単語は実際にはまったく異なり、実際に混乱しやすいです。どちらも、プラスチックの層でオブジェクトを包むことを伴います。しかし、最も根本的な違いは、「包まれたオブジェクト」自体が何であるかにあります。
一目で区別するのに役立ちます。コアの違いについては、このテーブルを参照してください。
| 重要な機能 | 成形を挿入します | オーバーモールディング |
| 基本的なコンポーネント資料 | 通常、非プラスチック(金属、セラミック、電子コンポーネントなど)。 | 通常、それは事前に形成されたプラスチック部品です。 |
| 技術プロセス | 単一の射出成形が完了しました(金型に事前に配置された挿入)。 | 2つの独立した射出成形プロセスが必要です(最初にベースパーツを作成し、次にラップします)。 |
| 主な目標 | 機能と構造強度を高めます。 | ヒューマンコンピューターの相互作用、シーリング、または審美効果を改善します。 |
| 典型的な製品の例 | メタルシャフト、プラスチックカプセル化された電子モジュール、強化されたハンドルを備えたノブ。 | ソフトラバーハンドル歯ブラシ、デュアルカラーボタン、シーリングリング付きのふた。 |
1。成形を挿入:
ここの基本部分、それ私たちは通常、挿入物を呼び出しますが、プラスチックの部分自体ではありません。金属(ネジ、シャフトコア、回路基板コネクタ)、セラミック、またはその他の事前に作られた非プラスチック部品です。
特にそれを行う方法は?
操作は非常に直接的です。金属またはセラミックの挿入物を金型の空洞に入れ、型を閉じ、プラスチックを直接注入して、一度にそれをオーバーダウンします。プラスチックが冷えてフォームするとき、私が得るものは、非プラスチックのインサートとプラスチックを組み合わせた複合部分です。
典型的なアプリケーションには次のものが含まれます。
- 埋め込み金属ねじ付きインサート(プラスチックに直接糸を成形するよりも耐久性があります)。
- カプセル化断熱と保護を提供するプラスチックの電子部品。
- プラスチック構造内に金属の骨格または挿入を埋め込むと、全体的な強度と剛性が大幅に向上します(ツールハンドル、構造部品など)。
- ベアリング、ブッシングなどをプラスチック部品に直接統合します。
2。オーバーモールディング:
最初のステップは、普通のプラスチックから基本的な部分を作ることです(この部分は基質または挿入物と呼ばれます)。それ自体は射出成形プラスチック部品でもあります。
特にそれを行う方法は?
これは2つのステップに分かれています。
- ステップ1:最初に、別の金型セットで最初の基本的なプラスチック部分(歯ブラシのハンドルなど)を作成します。
- ステップ2:この最初のプラスチック部分を取り出して、特別な型の別のセットに入れて、位置を修正します。次に、異なる、通常は柔らかいまたはより粘着性のあるプラスチックを注入します(TPE、TPUなど、これは柔らかい接着剤または良好な接着を備えたプラスチックです)2回目は、基本的なプラスチック部品の特定の領域を包み込んだり付着させたりします。
なぜそれを使うのですか?主に、製品のユーザーエクスペリエンス、外観、または機能の向上を改善するため:
- より快適で安定しています:私たちのワークショップで作られたドライバーのハンドルやかみそりのグリップのように、硬質プラスチックはソフト接着剤の層で覆われています。
- 良いシーリング効果:密閉する必要がある場所では、柔らかいプラスチックの層が包まれていますそれをより緊密に接触させ、漏れ防止します。
- 色の一致の方が優れています。たとえば、これらの2色キーの場合、1つの色がベースとして使用され、もう1つの色が注入され、パターンが出てきます。これは、アメリカの顧客のために当社が作ったキーボードキーがどのように処理されたかです。
3。実際の例:
- 挿入成形:手の電動工具がプラスチックハンドルにしっかりと埋め込まれている金属構造が高荷重に耐えるためにしっかりと埋め込まれている場合、これは挿入成形の典型的なアプリケーションです。
- オーバーモールディング:快適なグリップと衝撃吸収を提供する同じツールハンドルの外層に包まれた柔らかいゴム層は、二次射出成形(ハードプラスチック基板上のオーバーモールディング)によって達成されます。
簡単な判断ルール:
金属(またはセラミック、回路基板)のプラスチックコーティングについて聞いたとき、これは基本的に挿入成形を指します。オーバーモールディングの核心は、プラスチック部品に別のプラスチックを成形することです。
「私たちのJSが処理するプロジェクトでは、これらの2つのプロセスが広く使用されています。簡単に言えば、マルチマテリアルの組み合わせの需要の約65%の成形アカウントを挿入し、コアは機能的統合を解決するためです。最も費用対効果の高い製造ソリューション。」

成形を挿入することでコストを削減し、品質を向上させることができるのはなぜですか?
製品開発では、しばしば、成形を挿入することをお勧めしますコスト構造を最適化し、最終製品の品質を向上させることができるためです。コアの利点は、次の重要な側面に反映されています。
(1)アセンブリプロセスを簡素化し、緩めるリスクを排除します。
ペインポイント:過去には、プラスチック部品に金属部品を追加したい場合は、最初にプラスチック部品を作成してから、それを押し、接着剤を適用して、または超音波溶接で取り付けなければなりませんでした。時間と労働は言うまでもありませんが、これらの場所は時間とともに、または機械が振動し、故障ポイントになるときに簡単に緩めることができます。
どのように解決できますか?
- 金属インサート(ナット、ブッシング、センサーの金属シェルなど)を事前に金型に直接入れます。そして、1回の注入でプラスチックをオーバーモールドします。一歩!その後のすべてのアセンブリステップは排除され、労働時間とコストは自然に削減されます。
- 重要なのは、プラスチックが溶融状態で金属部品をしっかりと包み、冷却後に緊密な覆い力を形成することです。振動や努力のために緩めることを心配する必要はなく、信頼性は急激に増加します。
自動車センサーの密閉された住宅と電動工具のキーベアリングシートは、このプロセスに依存しています。
(2)部品強度を高めるための材料の利点を統合する:
ペインポイント:多くの場合、単一の素材で両方を考慮することは困難です。すべての金属はかさばって高価ですが、すべてのプラスチックは強度が不十分です。
最良の解決策:
- 挿入射出成形は、金属の強度とプラスチックの軽量能力を組み合わせます。キーストレス領域で、金属部品を事前に配置し、1回でプラスチックの射出成形で包みます。このようにして、軽さと設計の自由を維持しながら、金属の硬度と強度が達成されます。
- 医療機器にステンレス鋼のブレードを備えたプラスチックハンドルと、工業用具に金属フレームを備えたプラスチックレバーはすべて、この複合構造によってもたらされた性能の飛躍によるものです。
(3)機能と美学を改善するための無料の設計:
ペインポイントを直接ヒットします:
- 細長い電子コンポーネント(センサー、端子、PCB)または絶妙な装飾ストリップ(金属明るいストリップ、テクスチャーパーツ)をプラスチックシェルに埋め込むには、スリム性と頑丈さと信頼性の両方が必要ですか?
- 従来のプロセスにおける複雑な手動の配線、段階的なアセンブリ、およびシール後のプロセスは、時間がかかり、労働集約的ですか?
- スペースの占有率を極端に圧縮することは困難ですか?完成品構造は脆弱でダメージが容易ですか?
革新的なソリューション:
- 挿入物として電子コンポーネントまたは装飾インサートを金型に直接入れます。プラスチックが注入されると、それらはしっかりと包まれます密閉された断熱材の保護層を形成します。1回限りの成形、構造、電気接続、外観が完了しました!この設計は、よりコンパクトで統合され、スペースを節約し、信頼性を向上させることができます。
- インサートモールディングデザインガイドに従うことが重要です。Integrated Antenna、電子コネクタ、RVを挿入するRVを備えたルーターシェルについて考えてみてください。RVを冷たく見せることができます。
「McKinseyの自動車部品製造に関する分析レポートによると、挿入成形プロセスは、アセンブリプロセスコストを平均25%以上削減できます。同時に、Plastics Engineers Society of Plastics Engineers(SPE)のテストデータは、パーツを使用したパーツの脂肪寿命を30-50%増加させることができることを示しています。
デザインがコスト、信頼性、または統合の課題に直面している場合、JSテクニカルチームに連絡してください。要件を詳細に提供すると、実際のプロジェクトデータとエンジニアリングの経験に基づいて、最も競争力のあるインサートモールディングソリューションを調整します。

FAQ-挿入成形に関するすべての質問に答えてください
質問1:挿入成形にどのような材料が使用されていますか?
- 私たちの毎日の挿入成形生産で、最も一般的に使用されるインサートは、さまざまな金属部品です。真鍮、ステンレス鋼、アルミニウムなど、十分に強いためです。セラミックやサーキット基板などの特別な部品を作成することもできます。
- 外側のプラスチックシェル、ABS、ナイロン(PA)、ポリカーボネート(PC)、およびPBTやピークなどの他の高性能プラスチックも使用されます。
私たちが選択する特定のプラスチックは、主に、部品が必要な圧力抵抗と温度抵抗、およびコスト制御に依存します。目標は、信頼できる費用対効果の高い電子部品または産業部品を作成することです。
質問2:フィルムインサートモールディングとは何ですか?
このプロセスは私たちがよくあるものですインモールドデコレーション(IMD)に電話してくださいこれは非常に特別です:
- 挿入物としてのフィルム:私たちは、絶妙なパターン、テクスチャ、さらには型にプリントされた導電性のラインでさえ、フィルムシートを置きます。
- 射出成形:フィルムの背面に溶融プラスチック(ABS、PCなど)を注入します。フィルムは、プラスチックマトリックスとしっかりとしっかりと組み合わされています。
- アプリケーションと利点:カーセンターコンソールボタンパネルとホームアプライアンスコントロールパネルの表面にあるパターン化された部品の多くは、このテクノロジーを使用して作成されています。
質問3:「金型の挿入」の税関コード(HSコード)は何ですか?
私たちの実際の配送体験と組み合わせて、この税関コードについて教えてください。
の一般的な税関コード輸出挿入型は通常8480.71です、プラスチックまたはゴムの特別な型として分類されています。
ただし、特定の国に宣言する際には、調整または追加情報が必要になる可能性があることを思い出させたいと思います。最も安全な方法は、出荷前に協力する税関ブローカーと確認することです。彼らは、通関の問題を回避するために、目的国の要件に従って最も正確なコードを取得します。
質問4:挿入図モールディングとは何ですか?
私たちの業界では、挿入図モールディングは実際には舌の一般的なスリップまたは挿入成形の綴りの逸脱です。 2つはまったく同じプロセスを参照しています。最初に部品(挿入)を金型に入れ、次にプラスチックを注入してオーバーモールドします。業界で一般的に使用される正しい用語は、挿入成形です。混乱を避けるために、この名前を正式な文書または技術通信で使用することをお勧めします。
まとめ
JSチームのエンジニアとして、挿入モールディングは単純な処理ステップではなく、デザインのアイデアのアップグレードであるとますます感じています!それは伝統的なプロセスから離れます最初に部品を作成し、次に組み立て、金型内の異なる材料の究極の組み合わせを直接完了します。
成形を挿入して、製品の可能性を爆発させてください!
金属の機能部品とプラスチックシェルを確実に組み合わせる方法についてまだ心配していますか?従来の組み立て方法はデザインを制限していると思いますか?挿入モールディングは、あなたが探している答えかもしれません!
今すぐ行動を起こして、新製品の可能性を解き放ちましょう!
Insert Molding Solutions Incとして、JSチームはあなたのそばにあります!不均一な材料とプラスチック構造を組み合わせる必要がある製品を設計している場合:
- すぐにデザインのコンセプト、図面、またはサンプル情報を送信してください。
- 迅速な評価の予約をしてください:あなたのニーズと課題について私に話してください。
- 専用の計画を取得する:1〜3営業日以内に、予備的な実現可能性分析と価値強化の提案を受け取ります。インサートモールディングが製品を変換する方法をご覧ください!

免責事項
このページのコンテンツは、情報目的のみを目的としています。JSシリーズ情報の正確性、完全性、または有効性に関して、明示的または黙示的なあらゆる種類の表明または保証は行われません。サードパーティのサプライヤーまたはメーカーがLongShengネットワークを通じて提供するパフォーマンスパラメーター、幾何学的許容範囲、特定の設計機能、材料品質と種類または出来事は推測すべきではありません。これは買い手の責任です部品の見積もりを求めてくださいこれらの部品の特定の要件を決定します。詳細については、お問い合わせください。
JSチーム
JSは業界をリードする会社ですカスタム製造ソリューションに焦点を当てます。 5,000人以上の顧客にサービスを提供している20年以上の経験により、私たちは高い精度に焦点を当てていますCNC加工、板金製造、3D印刷、射出成形、金属スタンピング、その他のワンストップ製造サービス。
当社の工場には、100を超える最先端の5軸機械加工センターが装備されており、ISO 9001:2015の認定があります。世界中の150か国以上の顧客に、高速で効率的で高品質の製造ソリューションを提供しています。少量の生産量であろうと大量のカスタマイズであろうと、24時間以内に最速の配送でお客様のニーズを満たすことができます。選ぶJSテクノロジー効率、品質、プロフェッショナリズムを選択することを意味します。
詳細については、当社のウェブサイトをご覧ください。jsrpm.com
リソース

