

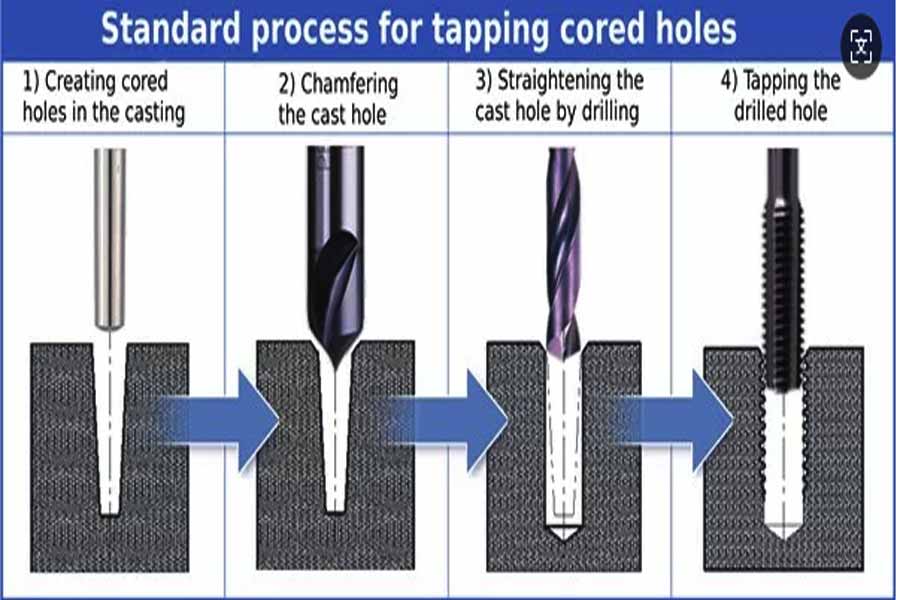
Ho visto troppe cose del genere: una parte in lega di alluminio aeronautico che ha richiesto molto tempo e denaro per elaborare, ma fallì nell'ultimo processo di elaborazione di un foro a vite M6. Il rubinetto si è rotto e si è bloccato nel buco, e l'intera parte ha dovuto essere demolita, e migliaia di dollari e innumerevoli ore di uomo sono state tutte sprecate. Questo tipo di scena straziante, nell'analisi finale, è causato dalla scelta sbagliata di toccare efresatura.
Entrambi i metodi sono tecnologie chiave per la produzione di thread interni,Ma i principi e gli scenari applicabili sono completamente diversi.
- Tasping: usa un rubinetto per togliersi in un foro pre-perforato come avvitare una vite e formare una filettatura attraverso la deformazione o il taglio della plastica. È facile da usare e gli strumenti sono economici, con impostazioni di base. È particolarmente più adatto alla produzione di massa o alla lavorazione di metalli morbidi come l'alluminio. Quando è necessario efficienza, è lo strumento preferito.
- Fili Mulino: è più vicino alla scultura fine. Usa un piccolo taglierina per girare il filo sulla parete del foro in modo circolare. I suoi vantaggi sono flessibilità e precisione. Un taglierina può macchiare fori filettati di qualsiasi dimensione e pitch, anche materiali difficili da machine comeleghe di titanioe può gestire meglio il fondo dei buchi ciechi.
Quindi, quale processo usare? Dipende dalle esigenze particolari. Ma il costo di fare male potrebbe essere il componente che vale migliaia di dollari in anticipo.
Riepilogo della risposta principale:
| Confrontare le dimensioni | Toccando | Fresatura |
| Principio fondamentale | Tagliare la formazione, lo strumento e la corrispondenza del filo 1: 1. | Formazione di interpolazione, uno strumento può elaborare thread di varie dimensioni. |
| Velocità di elaborazione | Estremamente veloce, adatto per la produzione su larga scala. | Più lento, più adatto per una produzione singola e piccoli batch. |
| Costo dell'utensile | Basso costo per unità. | Costo più elevato per strumento, ma più flessibile. |
| Rischio | Alto rischio (rottura del cono, jamming di chip). | A basso rischio (piccolo strumento, facile da ritirare e rimedio). |
| Apertura applicabile | Il vantaggio della piccola apertura (<M6) è ovvio. | Ovvi vantaggi in apertura di grandi dimensioni, fili non standard e materiali speciali. |
| Flessibilità | Estremamente basso (un cono, un buco, specializzato per i coltelli). | Estremamente alto (tolleranza regolabile, rotazione sinistra e destra, foro cieco/adattamento del foro). |
Questo articolo risponderà alle tue domande:
- Questa guida analizzerà chiaramente le differenze fondamentali tra tappatura e fresatura dei thread - dai principi dell'utensile alla logica di elaborazione.
- Analizzerò un caso reale: ad esempio, una parte costosa che è stata quasi demolita e l'efficienza della produzione di massa.
- Infine, risponderò a questi due metodi per aiutarti a sentirti più sicuro quando si sceglie un processo la prossima volta.
Perché dovresti fidarti di questa guida? Le decisioni quotidiane di elaborazione di JS
Come ingegneri di JS, il nostro laboratorio deve rispondere a dozzine di volte ogni giorno, questo foro dovrebbe essere sfruttato o macinato filo? Questa risposta non si basa su libri di testo o simulazioni software, ma sull'esperienza acquisita da decine di migliaia di parti reali elaborate.
Sappiamo qualeacciaio inossidabileUsteriamo rapidamente lo strumento durante il tocco e sappiamo anche quanto rischio di deformazione può essere evitato mediante fresatura su fili a parete sottile. Abbiamo visto questi problemi con i nostri occhi e i costi sono tutti valori empirici accumulati da materiali di scarto e strumenti rotti.
Ogni suggerimento in questa guida è stato testato nel combattimento reale. Ad esempio, durante l'elaborazione degli impianti in lega di titanio medico ad alta richiesta, facciamo affidamento sulla fresatura dei thread per garantire un tasso di successo al 100%. Quando si producono in serie per l'industria automobilistica,Scegliamo l'estrusione per ridurre il costo unitario del 30%.
"Smith ha detto: dieci secondi di giudizio sul pavimento del seminario sono il risultato di dieci anni di coltelli e coni rotti."
Ciò che forniamo è la logica del giudizio che combina la teoria con denaro e pratica reali per aiutarti a trasformare i rischi in benefici reali.
Cosa sta toccando? Il re della velocità ed efficienza
In poche parole, toccare è come usare una vite standard (la chiamiamo tocco) per "rosicchiarsi" in un foro.È un metodo di produzione di fili vecchi e affidabili.
Come funziona? Quali strumenti vengono utilizzati?
Principio:Il diametro esterno del rubinetto è esattamente lo stesso delle dimensioni del filo che si desidera fare. Gira un cerchio e poi scende un tono lungo il foro e usa direttamente il suo tagliente per tagliare il materiale per formare un filo.
Strumenti: il protagonista è il rubinetto
Tocca della mano: lentamente attorcigliato da manodopera, adatta per riparazioni o piccoli lotti.
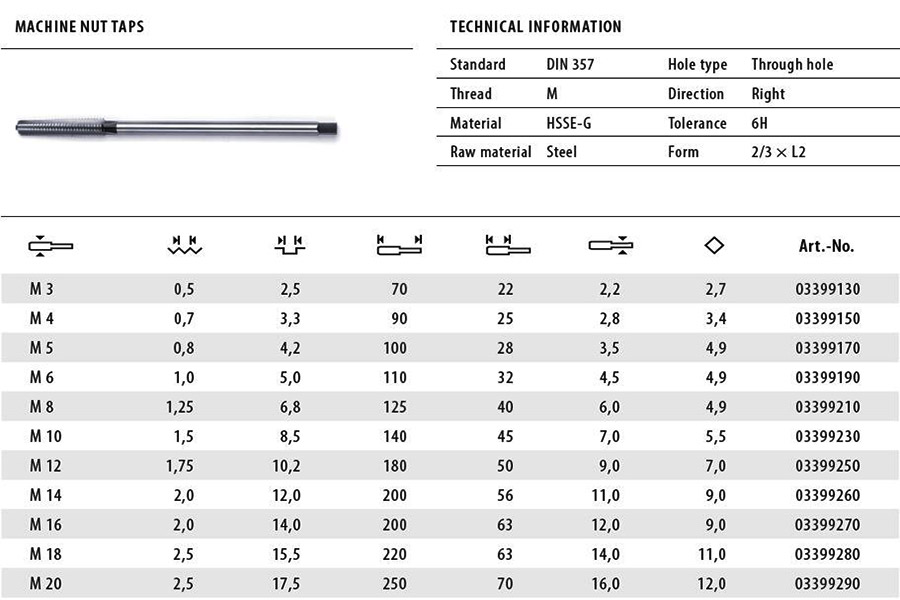
ILTap a macchinaUsiamo sono montati principalmente su perforazioni o centri di lavorazione. Esistono due tipi di tocchi:
- Il più comune è il rubinetto di taglio, che è come un piccolo taglierina, che taglia direttamente il materiale per formare scorie di ferro.
- L'altro è il rubinetto di estrusione, che non ha tagliente e si basa su una grande pressione quando si lavora, come una matrice di estrusione, per estrludere direttamente i materiali morbidi come alluminio e rame in una forma del filo, quindi praticamente non viene prodotta alcuna scorie di ferro, che è molto adatto per l'elaborazione di tali materiali.
Perché toccare è così favorito? Tre abilità speciali!
- King of Speed: il suo aspetto più forte! La perforazione di un tipico foro della vite richiede alcuni secondi! Nella produzione di massa, l'efficienza equivale al denaro e il tocco non può essere superato.
- Strumenti a basso costo: un rubinetto non ha bisogno di molti soldi e il costo iniziale è molto basso.
- Non pignolo su "Machine Tools": la solita pressa per trapano lo farà e un maestro può persino farlo a mano.CNC Machine ToolI requisiti di accuratezza del collegamento sono relativamente meno rigorosi.
Rischi di toccare
- Orrore toccante rotto: questo è il rischio più disastroso di toccare. Il rubinetto si rompe nel foro, specialmente quando si rompe in o in materiale duro. Vuoi sbarazzarsene? È semplicemente troppo difficile! Le parti sono sostanzialmente spazzate via e la perdita è sostanziale.
- Difficoltà nella rimozione del chip (soprattuttobuchi ciechi): Il taglio della lavorazione del rubinetto produrrà chip di ferro. I chip dai buchi ciechi non possono essere facilmente rimossi e questo costruisce rapidamente la coppia, il "killer" numero uno che provoca la frattura delle tario.
- Perdita di flessibilità: M6 TAPS creerà solo buchi M6, nessuna compromesso. Vuoi regolare la tolleranza alla vite? Il rubinetto stesso ha anche una gamma di tolleranza impostata e lo spazio di lavoro è molto piccolo. Rispetto alla fresatura dei thread, può essere compensato dalla programmazione.
"Il tocco è la prima scelta per perseguire l'efficienza. Il costo dello strumento è basso e le richieste di attrezzature sono rilassate, ma il successo e il fallimento dipendono dalla gestione del rischio! Desideri usarlo per spedire in modo rapido e coerente? A JS, ti consigliamo certamente: scegli il tocco giusto per il materiale, impostare i parametri di elaborazione e utilizzare il taglio del liquido per impedire a chip di mettersi in modo omesso. Non dovrebbero essere omessi."
Cos'è la fresatura dei thread? Sinonimo di flessibilità e sicurezza
Ci occupiamo di CNC Machine Tools ogni giorno.La fresatura dei thread è il nostro partner particolarmente affidabile durante l'elaborazione di alta qualità, buchi filettati complessi. È flessibile e sicuro.
Come funziona? Quali strumenti vengono utilizzati?
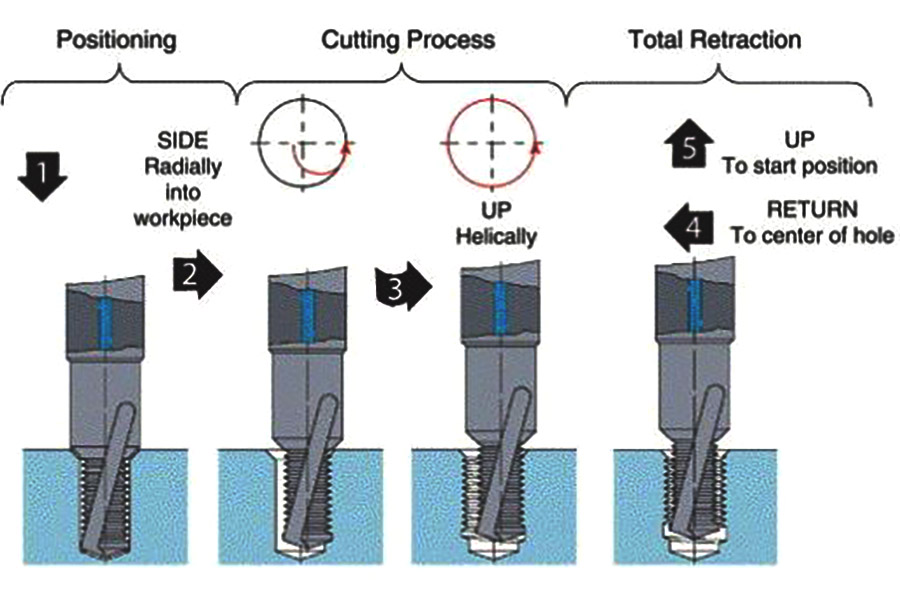
Immagina che invece di toccare, che lo spinge dentro, molto più piccoloCutter di fresatura a filo(Fili Mulino) viene utilizzato su una macchina utensile CNC. Il cutter ruoterebbe attorno ai cerchi (gli assi X e Y ruotano intorno in cerchio) ma si spostano lentamente (l'asse Z si sposta verso il basso), perforando i fili sulla parete del foro uno per uno. Ciò impiega la funzione di interpolazione elicoidale della macchina utensile.
Lo strumento è un taglierina di filo. La cosa più sorprendente è che è possibile che un cutter sia in grado di macinare diversi fori con dimensioni diverse ma lo stesso tono (pitch). Ad esempio, uno strumento di fori M1.0 può multare M6, M8 e M10 se il tono è 1,0.
Perché i nostri ingegneri preferiscono usarlo?
(1) prima sicurezza:
Il piccolo diametro dello strumento è la caratteristica di sicurezza effettiva. Anche se succede qualcosa di insolito, il piccolo corpo dello strumento è praticamente impossibile bloccare nel foro, quindi l'intera parte non sarà graffiata. Questo non ha prezzo per quelle parti di macinazione CNC lunghe, che richiedono tempo e costose!
(2) elevata flessibilità:
- Come accennato in precedenza, un tubo dello strumento ha più aperture.
- Rotazione sinistra della filettatura (filettatura inversa), rotazione a destra della filettatura (filo positivo), direzione di rotazione libera e semplice inversione della direzione del programma di elaborazione.
- Il diametro del filo e il grado di tolleranza possono essere programmati per ottenere un'elevata precisione nella partita.
- I chip di ferro prodotti sono di dimensioni ridotte e rotte e il liquido di raffreddamento può essere sciacquato. Funziona in modo superbo in fori profondi (in particolare buchi ciechi) e lavorando materiali difficili da macchina come acciaio inossidabile e leghe di titanio.
- Vita degli strumenti più lunga. Rispetto allo sfruttamento, i taglierini di fili hanno forze di taglio più disperse, un'usura più uniforme e una durata di utensili più lunghi, soprattutto quando si elaborano materiali difficili da procedere.
Aree che devono essere bilanciate
- Riduzione della velocità di elaborazione: c'è più tempo impiegato nella macinazione di ciascun cerchio uno alla volta rispetto al trasformare direttamente toccando.
Strumenti un po 'più costosi: l'acquisto di un taglierine da solo è molto più costoso dell'acquisto di un rubinetto (toccando). - Dipendenza dell'attrezzatura: è necessario un legato a tre assiCentro di fresaturao fresatura a tre assi con interpolazione elicoidale, che richiede capacità dell'attrezzatura.
Confronto economico chiave della macinazione dei thread vs. tocco:
| Elementi di confronto | I vantaggi della fresatura dei thread si riflettono | Toccando | Differenze fondamentali |
| Potenziale di costo degli utensili per taglio a foro singolo | Possibile inferiore nei lotti medi -alti. | Basso iniziale. | Forte capacità di condivisione dei costi dei taglierini. |
| Vita utensile (materiale difficile) | Estensione significativa (200-400%). | Relativamente breve. | Disperdere la forza di taglio per un'usura più uniforme (come Inconel). |
| Ottimizzazione del materiale/apertura | Può risparmiare materiali (fino al 15%). | Nessun tale vantaggio. | Può progettare buchi inferiori migliori per ridurre il consumo di materiale. |
| Flessibilità nella gamma di elaborazione | Copertura a lama singola con più aperture/direzioni/tolleranze di rotazione. | Una specifica, uno strumento, bassa flessibilità. | La competitività principale della fresatura dei thread. |
Fonte dati: Guida all'applicazione Coromant Sandvik.
La fresatura a filo è una tecnologia sicura, affidabile, flessibile e precisa, particolarmente adatta a parti complesse, materiali difficili da procedere e produzione di piccoli lotti. Sebbene il costo iniziale e il tempo unitario siano leggermente più elevati, i suoi benefici completi sono spesso migliori in parti complesse, materiali speciali e produzione di piccoli lotti.
"Se la tua produzione deve affrontare sfide di elaborazione dei thread ad alta richiesta, contatta JS e consente di valutare come la fresatura dei thread può creare valore per il tuo progetto!"
Analisi del caso effettivo: selezione del processo per dispositivi medici rispetto alle staffe automobilistiche
Dopo più di dieci anni di lavorazione, la mia più grande esperienza è:Scegli ilProcesso giustoE tagliare i costi a metà!Oggi condividerò due casi reali per aiutarti a capire come prendiamo decisioni in scenari complessi, risparmiando i clienti e denaro.
Caso 1: impianti medici di alto valore (materiale per la sbirciatina)
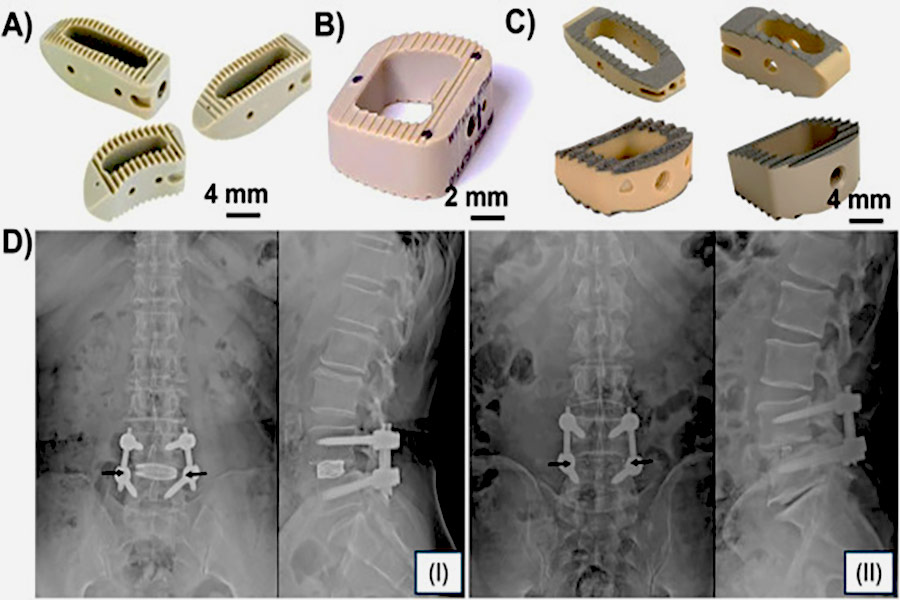
Quando il cliente ci ha trovato, c'è stato un progetto difficile: elaborare una gabbia di fusione spinale fatta di sbirciatina con fori filettati di precisione da 4 m3 per le viti di fissaggio. Ogni pezzo vale più di $ 500. Il materiale è costoso e spaventato dal calore. In caso di errore, verrà demolito. Il filo deve essere super pulito e non può tollerare alcun difetto.
Abbiamo deciso di utilizzare la fresatura dei thread. Qual è il motivo della scelta?
- Evitare i rischi è la prima priorità: questa parte è molto più costosa dello strumento. Se il rubinetto si rompe durante il tocco, la perdita sarà pesante. La fresatura dei thread ha rischi bassi e quasi nessuna rottura dello strumento, che preserva l'integrità della parte.
- Il materiale è particolarmente adatto: le patatine sono come noodles e sono facili da bloccare nel buco. Una volta che il tocco è bloccato, il thread verrà demolito. La fresatura del filo produce chip fine, che sono facili da scaricare e ilsuperficie del filoè molto più fluido.
- Controllo di qualità rigoroso: le parti mediche richiedono un'elevata precisione del thread. La fresatura può regolare accuratamente il contorno per evitare lo strappo o la disprezzo. Se toccando, la minima deviazione potrebbe fallire.
Alla fine,Le parti sono state consegnate al 100%con successo con zero difetti. Sebbene la fresatura di un buco sia di 20 secondi più lento di quello che tocca, evita qualsiasi rischio di demolizione. I clienti hanno elogiato la nostra affidabilità.
Caso 2: staffe del motore automobilistico di grandi dimensioni (lega di alluminio)
Un altro progetto è quello di produrre 50.000 staffe del motore per un determinato modello, ciascuno con thread a foro attraverso 12 m8. La grande quantità, tempo stretto e sensibilità al costo richiedono il tempo di elaborazione ePrezzo di macinazione CNCdi ogni pezzo deve essere ridotto al minimo.
Abbiamo scelto il tocco di estrusione. Ci sono tre ragioni:
- La velocità è fondamentale: toccare è estremamente efficiente ed è il nostro unico modo per tenere il passo con il ritmo di produzione. La fresatura dei fili richiede troppo tempo e rallenterà i progressi.
- Costo killer: un singolo tocco è solo poche dozzine di dollari, che è più di 10 volte più economico di un taglierino di filo. Inoltre, il vantaggio in termini di costi elevati e utensili si moltiplica e il costo di elaborazione del thread a singolo pezzo è inferiore a $ 0,1, che soddisfa completamente il severo obiettivo del cliente per il prezzo di macinazione CNC (il prezzo totale è mantenuto in un livello molto basso per pezzo).
- Nessun problema di rimozione del chip: l'alluminio è morbido, il tocco di estrusione è un processo senza chip, la resistenza al filo è buona, non c'è intasamento e la stabilità e la produzione sono migliorate.
Risultato:50.000 pezzi sono stati consegnati in tempo, il prezzo unitario è stato mantenuto al di sotto di $ 0,1 e il cliente è stato soddisfatto. Ciò dimostra che il tocco è il re dell'efficienzaproduzione di massa.
Riferimento di confronto del processo
Quando prendono una decisione, tendiamo a contrastare le figure complessive. Il successivo confronto delle procedure di gestione dei thread I compilata, sulla base del rapporto di competitività mondiale IMD 2024 Statistiche. Mostra prestazioni medie, ma il particolare progetto deve ancora essere abbinato alla condizione effettiva.
| Tipo di processo |
Costo medio per buco
|
Tempo di elaborazione per buco (secondi) | Scenari applicabili |
| Fresatura | $ 3,50 | 30 | Componenti medici e di precisione di alto valore. |
| Toccando | $ 0,20 | 15 | Auto su larga scala, sensibili al costo. |
Core di decisione
Da tutti questi esempi, ho realizzato una cosa in termini semplici: non c'è giusto o sbagliato nel toccare contro la fresatura. Ciò che conta è analizzare il compromesso tra "rischio" e "efficienza".
"Come ha detto una volta il guru della produzione Peter Drucker: ciò che viene misurato viene gestito."
Per il lavoro di alto valore, in cui i componenti sono considerevolmente più costosi del costo di lavorazione, scegli la fresatura del filo per rimuovere i rischi. Per il lavoro di produzione di lotti a costi e velocità, il tocco è il re indiscusso.
"Amici, sia che tu stia progettando nuove parti o scelgono processi, non basta fare affidamento sulla teoria, combinare rischi effettivi, efficienza e dati per prendere decisioni. Sbrigati e contattare il nostro team JS per provare il nostro onlineServizi di macinazione CNCPer aiutarti a ottimizzare la tua decisione e risparmiare denaro e tempo. L'azione porta successo! "
FAQ - Rispondi alle ultime domande sull'elaborazione dei thread
Quali sono gli svantaggi principali della fresatura dei thread?
I clienti chiedono sempre informazioni sugli svantaggi della fresatura dei thread. Dall'esperienza pratica, ci sono alcuni punti importanti da notare:
- Speed relativamente lenta: rispetto al tocco, ci vuole molto più tempo per elaborare lo stesso foro. Ciò potrebbe non essere in grado di soddisfare i requisiti della produzione di massa (ad esempio parti auto) in cui ogni minuto e ogni secondo contano molto.
- Soglia un po 'più alta: la programmazione è più complicata che chiamare direttamente il ciclo di tocco. Dobbiamo usare un modulo CAM speciale o scrivere con cura il codice G con moto a spirale. La maggior parte degli operatori alle prime armi deve trascorrere un po 'di tempo per iniziare e utilizzare gli strumenti (calcolatrice di fresatura thread) per calcolare il percorso e i parametri dello strumento.
- Sono difficili da realizzare piccoli fori: per fori filettati estremamente piccoli, come sotto M2, è difficile rendere un taglio di fresatura di fili così piccolo e preciso e il costo è molto più costoso. Il tocco è generalmente una soluzione più pratica in buchi così piccoli.
Pertanto, se scegliere la fresatura dei thread dipende davvero dai requisiti specifici del progetto. Requisiti di efficienza estremamente elevata o buchi troppo piccoli? Il tocco può essere più pratico.
Qual è la differenza tra toccare e threading?
Il threading è un termine generale che si riferisce a tutti i processi per la creazione di thread sui pezzi, inclusa l'elaborazione di thread interni ed esterni.
Tasping è un processo specifico, che si riferisce specificamente all'uso di un rubinetto per ruotare in un foro pre-perforato per produrre fili interni. Questo è uno dei metodi più comuni e diretti per l'elaborazione di thread interni.
Esistono molti altri metodi per l'elaborazione dei thread: oltre a toccare, include anche:
- Discussioni di giù: su un tornio, utilizzare uno strumento di rotazione di formazione per "girare" thread esterni o interni come affinare una matita.
- Macurizzazione filo: utilizzare un taglierina speciale per "macinare" su una macinazione, che è particolarmente adatto per fili di grandi dimensioni o parti irregolari.
- Discussione Rolling: nessun taglio! Usa un filo indurizzato per "spremere" il metallo, permettendolo di deformarsi plasticamente per formare fili, che è efficiente e forte.
In poche parole: toccare è un metodo di processo utilizzato specificamente per l'elaborazione di thread interni nella grande categoria di elaborazione del thread. L'elaborazione dei thread include il tocco e tutte le altre tecniche per la creazione di thread.
Tutti i materiali possono essere macinati in filo?
In teoria, possiamo usarlo per creare fili per la maggior parte dei materiali che possono essere macinati. Inoltre, è quasi la prima scelta per quei materiali che rendono il tocco in particolare "mal di testa".
Pensa a quei materiali difficili:
- Acciaio super duro (durezza oltre 45 HRC).
- Lega di titanio con forte tenacia.
- Varie leghe ad alte prestazioni resistenti alle alte temperature.
- Materiali compositi come piastre in fibra di carbonio.
Perché il thread macelling è un "buon partner" per questi materiali?Perché se si forza un tocco a toccare questi materiali:
- Il rubinetto si indossa troppo rapidamente e ha una vita molto breve.
- La cosa peggiore è che il rubinetto è estremamente facile da rompere nel buco, il che porta grandi problemi e rischi.
- La fresatura a filo ha un taglio più morbido e una migliore dissipazione del calore, ed è più sicura e più controllabile lavorare su questi materiali difficili da procedere. Pertanto, durante la lavorazione dei fili di tali materiali, la fresatura dei fili è davvero una scelta ideale e affidabile.
Riepilogo
Tasping e filo macinatura non sono concorrenti, ma un paio di "partner d'oro" nel tuoCAXI STRUMENTI CNC. Pensaci, un buon coltello e una buona chiave hanno ciascuno i propri punti di forza. Il tocco non ha eguali nella velocità e nell'efficienza, mentre i cavi di fresatura dei fili garantiscono la sicurezza.
Comprendere i loro confini e la portata dell'applicazione non è solo un'abilità di base per gli ingegneri, ma un segno che sei un decisore davvero eccellente. Dopotutto, una scelta saggia non è mai una decisione casuale, ma un compromesso globale basato su costi, rischio, efficienza e qualità finale.
Sei ancora confuso sui fori filettati la prossima volta che appaiono i disegni del design?Non preoccuparti di quale processo sia il più adatto!
- Vieni a JS, facciamo molto più che elaborazioni: dietro i migliori servizi di macinazione CNC online che forniamo è un gruppo di ingegneri che conoscono davvero il business.
- Carica i disegni e ottieni il doppio valore: non solo puoi ottenere una vera citazione, ma, soprattutto, i nostri ingegneri analizzeranno attentamente ogni thread sui tuoi disegni.
- Soluzioni su misuraPer te: forniremo suggerimenti di elaborazione professionale in base al tuo design, quantità e esigenze specifiche: toccando più economico ed efficiente o la fresatura a filo può evitare rischi e garantire la qualità? Aiutarti a trovare il miglior equilibrio tra costo e rischio.
Simple Start: Carica ora il tuo file di progettazione! Lascia che la competenza di JS eJS Custom CNC Milling Manufacturing CapabilitiesRealizza in modo accurato ed efficiente i thread sui disegni per te!

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo.Serie JSNon ci sono dichiarazioni o garanzie, espresse o implicite, per quanto riguarda l'accuratezza, la completezza o la validità delle informazioni. Non si dovrebbe dedurre che un fornitore o un produttore di terze parti fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di lavorazione del materiale o lavorazione attraverso la rete Longsheng. È la responsabilità dell'acquirenteRichiedi la citazione delle partiIdentificare i requisiti specifici per queste sezioni.Si prega di contattarci per ulteriori informazioni.
Squadra JS
JS è un'azienda leader del settoreConcentrati su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisioneMACCHING CNC,Produzione di lamiera,Stampa 3D,Stampaggio a iniezione,Stamping in metallo,e altri servizi di produzione unica.
La nostra fabbrica è dotata di oltre 100 centri di lavorazione a 5 assi all'avanguardia, ISO 9001: 2015 certificato. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità ai clienti in oltre 150 paesi in tutto il mondo. Che si tratti di una produzione di piccoli volumi o personalizzazione su larga scala, possiamo soddisfare le tue esigenze con la consegna più veloce entro 24 ore. scegliereTecnologia JSCiò significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito Web:jsrpm.com
Risorsa

