

Hai appena finito di lavorare in una parte in lega di alluminio, ma ci sono ancora piccoli segni di coltello e bara in superficie. Vuoi affrontarlo. Alcune persone dicono sabbiatura, mentre altri insistonoBasella perle. Sembra usare l'aria ad alta pressione per spruzzare particelle. Se scegli quello sbagliato, sarà problematico. Almeno, l'effetto sarà sbagliato e, nel peggiore dei casi, potrebbe danneggiare le parti che hai lavorato duramente per elaborare. Questo è esattamente il problema tipico che aiutiamo i clienti a risolvere ogni giorno.
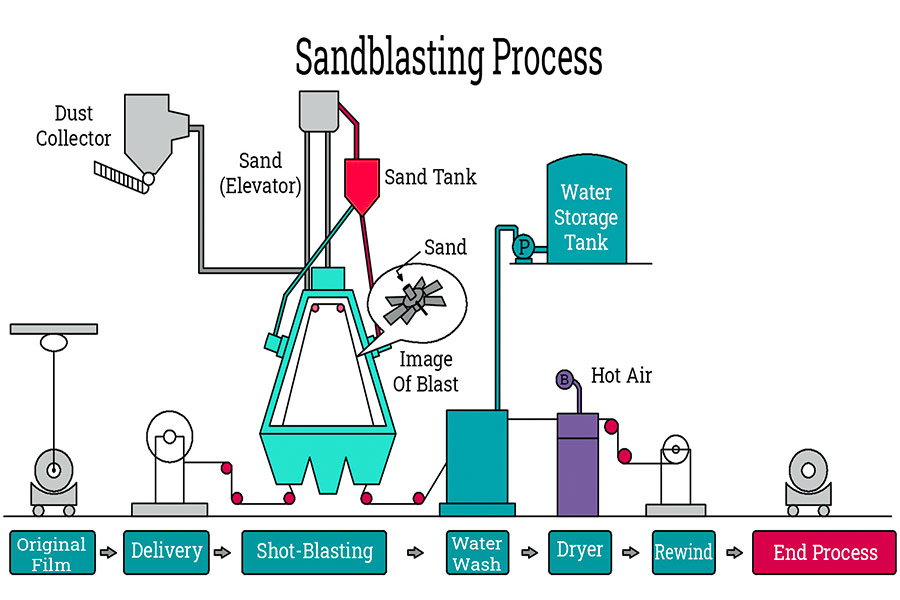
Sandblasting e tallone sono due tecnologie di finitura superficiale ampiamente utilizzate, entrambi entrambi possono completare efficacemente i compiti di rimozione della ruggine, decontaminazione, irruvidità e persino migliorare l'aspetto. Sono simili nei principi del nucleo: entrambi si basano sull'aria compressa per spruzzare gli abrasivi sulla superficie del pezzo ad alta velocità e controllano l'intensità del trattamento regolando la pressione e la durata.
Tuttavia, le differenze fondamentali tra i due determinano i loro migliori scenari di applicazione. La sabbia tradizionale utilizza spesso abrasivi duri con bordi affilati e un forte impatto, che è molto adatto per compiti pesanti come la rimozione della ruggine di grande area o spessastripping di rivestimento. Ma per parti in lega di alluminio di precisione come incontri o quando è necessario ottenere una superficie opaca delicata e uniforme senza danneggiare il substrato, la palatta per talloni di vetro è una scelta migliore.
Riepilogo della risposta principale:
| Caratteristiche | Basella perle | Sandblasting tradizionale |
| Ruolo principale | Pulire, lucidare e rafforzare la superficie. | Stripping, incisione e pulizia forte. |
| Mezzo usato | Perle di vetro sferiche. | Ghiaia a taglio affilato (ad es. Alumina, grana d'acciaio). |
| L'impatto sulla superficie | Compatto e lucido, rimuovere la quantità minima di materiale. | Taglio e incisione, rimuovendo una quantità significativa di materiale. |
|
Aspetto finale
|
Texture satinata/opaca liscia e uniforme. | Una superficie opaca ruvida e strutturata. |
| Applicazioni tipiche | Pulisci stampi di precisione, parti automobilistiche polacche e abbellire l'acciaio inossidabile. | Rimuovere la ruggine/vernice pesante e il trattamento della superficie in cemento. |
Questo articolo risponderà alle tue domande:
- Questa guida spiega specificamente la differenza fondamentale tra esplosione di perline di vetro e sabbiatura di sabbia (esplosione di perline contro sabbia) in termini di principi fisici.
- Userò un vero esempio di ripristino di un vecchio motore motociclistico in modo da poter vedere la differenza negli effetti del trattamento con i tuoi occhi.
- Infine, risponderà alle domande comuni quando si sceglie un processo e ti aiuterà a trovare la soluzione di trattamento superficiale che si adatta meglio alle parti di lavorazione del CNC.
Perché questa guida è degna della tua fiducia? Parla del concetto di trattamento superficiale di JS
Nel mio lavoro quotidiano, la nascita di una parte non è sicuramente semplice come una macchina utensile che lo taglia in forma. In JS, crediamo sempre che il trattamento superficiale non sia solo la fine della produzione, ma anche il primo biglietto da visita del prodotto.
Gestiamo tutti i tipi di materiali, dall'alluminio aeronautico perparti di aeromobiliPer acciaio inossidabile per strumenti chirurgici, ognuno dei quali richiede un diverso metodo di trattamento superficiale. Anni di esperienza ci hanno insegnato che la scelta del metodo di trattamento della superficie sbagliato non è solo semplice come rendere la parte economica, ma è probabile che cambino silenziosamente le dimensioni chiave della parte e addirittura indeboliscano la sua forza e la sua vita.
Abbiamo varie attrezzature nel nostro laboratorio, come macchine per la pala perle di vetro, ma sono solo strumenti. Il vero valore sta nel sapere quando e perché sceglierlo. Ad esempio, quando dobbiamo migliorare la vita a fatica di una parte, sceglieremo perle di vetro perché possono formare uno strato di stress a compressione benefico sulla superficie della parte. Al contrario, se la parte deve essere dipinta oplaccatoPiù tardi, passeremo alle particelle di allumina per il sabbia.
Questa capacità di scegliere non è fuori dal nulla. Viene dall'accumulo pratico di maneggiare a mano decine di migliaia di parti e guardarle con successo consegnate e funzionanti in modo affidabile.
"Bill Morton, ex presidente dell'Institute of Materials che finisce nel Regno Unito, spesso ha sottolineato: la finitura superficiale è l'ultimo chilometro di design - sbagliare e tutto prima viene sprecato."
In JS abbiamo una profonda comprensione di questa frase. Usiamo questa esperienza e esperienza pratica ogni giorno per garantire che le parti non siano solo ben realizzate, ma anche la fase di trattamento della superficie viene eseguita in modo accurato e magnifico, in modo che non solo possa resistere alla prova dell'uso effettivo, ma anche a vincere la fiducia dei clienti non appena lo ottengono.
Analisi approfondita: i principi e gli effetti dei due processi
Sono Gloria, ingegnere di JS.I due processi di sabbiatura possono essere visualizzati come due forme di "proiettili" che colpiscono la superficie della parte:Le perle di vetro sono simili ai marmi lisci, che impacchettano e lucidano la superficie, non cade molta polvere e la superficie è piatta e opaca. La sabbia angolare (come l'ossido di alluminio) usata inSandblasting standardRimuoverà più materiale e produrrà una finitura ruvida ruvida, abbastanza dissimile nel look e nella consistenza.
Blasting per perline: lucidatura "martello" di precisione
Come funziona?
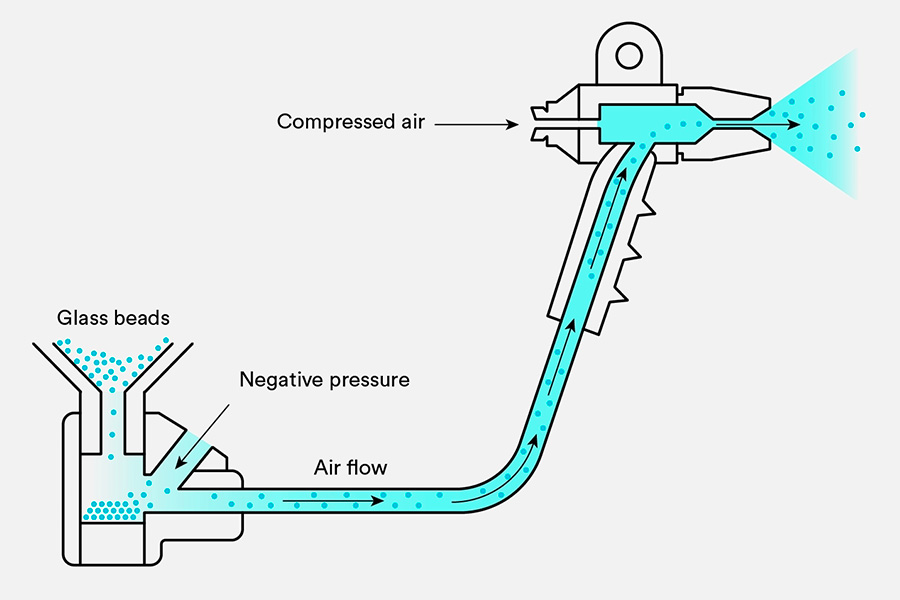
Uso perle di vetro di livello medico 0,05-0,3 mm(ISO 11126-3 conforme) e "soffiare" con aria ad alta pressione (meno di 0,6 MPA). Hanno colpito la superficie della parte, non graffiando, ma più simili a milioni di micro-mariti che colpiscono molto rapidamente, più di 500.000 volte al secondo, creando un effetto di indurimento del lavoro freddo simile alla forgiatura.
Cosa fa in superficie?
- Quasi nessuna perdita materiale:Non pulisce rimuovendo il materiale mediante amputazione, ma impiega principalmente "perline" per chiudere lo strato più esterno di metallo della parte e collegare quei pori minimi.
- Rafforzare la superficie:Questo tipo di battito può formare uno strato di pressione interno denso sulla superficie del metallo. Questo è un grande vantaggio, che può migliorare notevolmente la capacità delle parti di resistere alla fatica e allo stress. Immagina le parti che girano nel telaio o nel motore, che sono in grado di resistere meglio all'usura a causa di questa stratificazione.
- Bello e liscio:ILsuperficie finitaè un aspetto pari o morbido lucido, che è come una superficie di raso leggera. L'acciaio inossidabile trattato in questo modo (anche chiamato (acciaio inossidabile per la finitura inossidabile) è molto desiderato nell'aspetto.
Misurazione dell'effetto chiave
| Indice di performance | Aviazione in alluminio (7075) | Acciaio medico (316L) | Standard di test |
| Miglioramento della vita a fatica | 28,5% | 34,2% | ASTM E466 |
| Rugosità superficiale RA (μm) | 0.8-1.2 | 0,5-0,9 | ISO 4287 |
| Profondità dello strato di sollecitazione a compressione (mm) | 0,15 | 0,25 | Metodo di diffrazione dei raggi X. |
Fonte dati: NASA/CR-20210015489 Rapporto di rafforzamento della superficie metallica (2021)
Quando usarlo?
✓ Parti di precisione che non possono cambiare dimensione, come strumenti chirurgici e custodie.
✓ Elettronica di consumo che richiede un aspetto opaco uniforme.
✓ Parti ad alta stress come lame del motore aeronautico.
Sand Blashing: potente "taglio" peeling
Come funziona?
I "proiettili" usati qui sono particelle a spigoli, come l'ossido di alluminio (durezza MOHS 9), il carburo di silicio o la grinta in acciaio. Sono spruzzati ad alta velocità, come innumerevoli piccoli coltelli intagliati, tagliando ad alta pressione di 0,8-1,0 MPA, e la velocità di attacco di superficie raggiunge 20-50 μm/min (equivalente a tagliare 1/3 di capelli al minuto).
Cosa fa in superficie?
- Materiale "taglio" del coltello e della pistola: questo metodo è più spietato, che è raschiare uno strato diMateriale di superficie. È particolarmente efficace per affrontare la ruggine spessa, la vecchia vernice solida, le scorie di saldatura, ecc., Ma inevitabilmente porterà via parte del substrato.
- Crea una superficie ruvida: la superficie finale sembra granulosa e ha una consistenza, che è accidentata e professionalmente chiamata "pattern di ancoraggio". Questo lato è simile a una parete ruvida.
- Azienda il rivestimento: questosuperficie ruvidaè un buon partner per vernice, rivestimento in polvere o elettroplazione. La ruvidità significa una superficie più ampia, quindi il rivestimento può essere staccato più saldamente e afferrare più strettamente, fornendo una base per un eccellente legame meccanico.
Misurazioni dell'effetto chiave
| Indice di performance | Acciaio al carbonio (AISI 1045) | Lega di titanio (TI-6AL-4V) | Standard di test |
| Adesione del rivestimento (MPA) | 38.7 | 42.9 | ASTM D4541 |
| Profondità di ancoraggio RZ (μm) | 50-70 | 40-60 | ISO 13565-2 |
| Efficienza di rimozione della ruggine (M²/H) | 25 | 18 | SSPC-SP 7 |
Fonte dati: European Coating Journal Vol.45 (2023)
Casi di applicazione industriale
✓ braccio robotico a servizio pesante: ilCoating bondingLa resistenza delle parti articolari dopo la sabbiatura è maggiore di 35 MPA e la durata di servizio supera le 80.000 ore.
✓ Elica della nave: 30 minuti di sabbiatura di allumina sostituiscono 8 ore di macinazione manuale (riduzione dei costi del 67%).
✓ Muratura della tenda da costruzione: creare una superficie incisa anti-slip con RZ = 60 ± 5μm (in conformità con lo standard EN 14157).
La scorsa settimana, un produttore di droni ha presentato un ordine urgente tramite servizi di lavorazione CNC online per 500 costole di ala in lega di titanio.Usiamo un processo di passaggio:
- Sandblasting di allumina(Angolo 0,9 MPA/45 °) Rimuove lo strato di ossido laser (prendendo 22 secondi/pezzo).
- Lucidatura del tallone di vetro(Angolo di 0,5 MPA/70 °) migliora le prestazioni della fatica (RA da 3,2 μm a 0,9 μm).
Considerazioni chiave per la selezione del processo
Il nucleo della selezione dipende dai requisiti dell'applicazione, dalle proprietà dei materiali e dai requisiti finali per la superficie.I seguenti sono i punti di riferimento della decisione comuni:
| Considerazioni chiave | Processo consigliato |
| Ridurre al minimo le variazioni delle dimensioni (critico) | Sandblasting per tallone di vetro |
| Miglioramento della resistenza superficiale (aumento della vita a fatica> 15%) | Sandblasting per tallone di vetro |
| Richiede un aspetto decorativo uniforme satinato/opaco (ad esempio finitura esplosiva di perline in acciaio inossidabile) | Sandblasting per tallone di vetro |
| Rimuovere accuratamente la scala di ossido spesso/rivestimento/saldatura testarda (potenza di rimozione) | Sandblasting tradizionale |
| Preparazione per il legame per la pittura a spruzzo/rivestimento in polvere (RA> 5 μm si consiglia) | Sandblasting tradizionale |
La sabbiatura di perline è un "massaggio interno" delicato e preciso che rende la superficie bella e forte. La tradizionale sabbiatura è una "raschiatura superficiale" hard-core, che è appositamente utilizzata per trattare varie macchie testardi e preparare il rivestimento in anticipo.
"Quando il trattamento superficiale determina il successo o il fallimento di un prodotto, non indovinare in base all'esperienza. Carica i tuoi disegni di parte su JS OnlineServizi di lavorazione CNCPiattaforma e emetteremo un piano di trattamento superficiale personalizzato entro 10 ore in base al database di analisi di stress del materiale + processo. Lascia che i dati professionali parlino da soli e salvano i costi di prova ed errore! "
Analisi dei casi pratici: ripristino dell'alloggiamento del motore Honda CB350 del 1972
Tutti conoscono la teoria, ma quando fai davvero il restauro della motocicletta da soli, in particolare la copertura lato motore in lega di alluminio della Honda Motorcycle CB350 del 1972, sorge il problema.
Caso: dare al vecchio motore in lega di alluminio un nuovo contratto di vita
L'obiettivo del proprietario è chiaro:Rimuovere i 50 anni di fanghi, ossidazione e graffi accumulati e lascialo ripristinare la consistenza originale pulita e leggermente opaca dell'anno.
Tentativo sbagliato: la "scena del rollover" del tradizionale sabbiatura
Su suggerimento di un amico, il cliente inizialmente ha cercato di utilizzare il comune corindum marrone (ossido di alluminio) abrasivo per il sabbia.Di conseguenza, si sono verificati diversi problemi chiave:
- Danno superficiale: sebbene la sabbiatura rimuova efficacemente gli strati di sporco e ossido, la superficie che avrebbe dovuto essere delicata diventa ruvida come carta vetrata grossolana e perde completamente la sua lucentezza metallica.
- Cambiamento della dimensione: più seriamente, la deviazione dimensionale dell'area a parete sottile supera ± 0,3 mm a causa dell'attacco del materiale, che influisce sull'integrità della parte e non può essere assemblata.
SOLUZIONE DI JS: sabbiatura di glassa di vetro di precisione
Il cliente è venuto da noi con la copertura laterale danneggiata.Abbiamo adottato un processo di riparazione in alluminioIn particolare per tale precisione e requisiti estetici:
- Pretrattamento di pulizia profonda:Il primo passo è non spruzzare direttamente, ma immergersi e lavare accuratamente con un forte agente di pulizia chimica per scavare le vecchie macchie di olio che sono penetrate nei pori del metallo. Posare una base per la pulizia perSandblasting successivo.
- Sandblasting per tallone di vetro:I passaggi fondamentali sono completati nel nostro mobile di sabbia di sabbia di perline professionale. Utilizzare perle di vetro sferico da 100-200 mesh (dimensione delle particelle ≈ diametro dei capelli) e trattarle uniformemente sotto una pressione controllabile di 0,4 MPa.
Perché le perle di vetro possono farlo?
- La dimensione è conservata:Le perle di vetro sono rotonde e, se colpite, sono come innumerevoli piccoli martelli che bussano delicatamente, che possono effettivamente staccare gli ossidi e dei difetti ostinati, ma l'impatto su leghe di alluminio relativamente morbide è delicato e lo spessore, la forma e le dimensioni chiave delle parti non sono cambiati. L'errore delle dimensioni chiave è ≤0,02 mm e anche l'area a parete sottile è sicura.
- Restaurazione perfetta dell'aspetto originale:ILlucidare la lucidaturaL'effetto delle perle rotonde è la chiave! La superficie lucida è estremamente uniforme, presentando un effetto opaco delicato, morbido, simile a un raso. Questa è esattamente la trama unica delle classiche parti in alluminio motociclistico negli anni '70 e lo stile originale che il proprietario ha sempre sognato è tornato.
- Guadagno inaspettato:Questoprocesso di spruzzaturaRende inoltre la superficie dell'alluminio un po 'più stretta (il termine viene colpito) e l'effetto di pealing aumenta la durezza superficiale della lega di alluminio di circa il 10%, aumentando la durata.
Core Apocalisse:
| Tipo di materiale | Artigianato ideale | Punti di rischio |
| Metalli morbidi come alluminio/rame/acciaio inossidabile | Sandblasting per tallone di vetro. | La sabbia tradizionale può facilmente portare a deviazioni dimensionali. |
| Componenti strutturali in acciaio/pesanti | Sandblasting tradizionale. | Le perle di vetro sono inefficaci contro spesse strati di ruggine. |
"Robert H. Todd, un'autorità nel campo dell'ingegneria manifatturiera, ha sottolineato nel suo manuale di strumenti e ingegneri di produzione: la selezione dei processi di trattamento superficiale deve prima considerare le proprietà dei materiali, la geometria in parte e i requisiti funzionali finali. Le scelte errate possono portare a conseguenze disastrose."
Questo caso è un'interpretazione vivida di questo. La scelta di un processo che non corrisponde alle proprietà del materiale, allo stato della parte e all'obiettivo finale spesso porta a risultati controproducenti.
Per riparare parti di alluminio classiche, il sabbia tradizionale può danneggiare facilmente la superficie e le dimensioni. JS utilizza la tecnologia di sabbiatura per talloni di vetro di precisione per riprodurre perfettamente la trama opaca delicata originale mentre si pulisce a fondo e garantire la stabilità delle dimensioni chiave. Se haiParti di lavorazione a CNCCiò richiede un trattamento di superficie, contatta JS e ci consente di utilizzare la tecnologia professionale per proteggere i classici.

FAQ - La tua ultima domanda su Sandblasting
Il tiro è stato colpito e il tallone di vetro sta facendo esplodere la stessa cosa?
Non esattamente.
Puoi pensare a "Shot Peenening" come a una categoria più ampia, in cui l'obiettivo principale è quello di "premere" lo stress di compressione benefico sulla superficie della parte attraverso un forte impatto, migliorando significativamente la resistenza alla fatica. Questo di solito si ottiene con scatti di metallo più duri, che sono più potenti e sono comuni in parti critiche come parti di aeromobili o alberi a gomiti del motore che sono soggetti a stress elevato.
Sebbene anche la colpa per talloni di vetro appartenga alla più ampia categoria di peding, la sua missione primaria è diversa: apprezziamo la sua delicata capacità di pulizia e il bellissimo effetto superficiale che porta. Quelle perle di vetro rotonde hanno un impatto più morbido, che può effettivamente rimuovere gli strati di sporcizia e ossido e possono produrre una trama opaca o delicata o delicata satinatura attraverso la lucidatura a rotolamento. Ha certamente un leggero effetto di rafforzamento (lo chiamiamo Peenening), ma questa intensità è molto meno intensa della peding a colpi di metallo, principalmente per migliorare la durata e la resistenza della superficie a piccoli graffi.
In breve, il tiro si concentra sul rafforzamento dei "muscoli e delle ossa", mentre la colpa del tallone di vetro eccelle nella pulizia e dall'abbellimento del "aspetto". Proprio come usi strumenti diversi per diversi lavori delicati.
Poiché il tradizionale sabbia di sabbia è corrosivo, perché è ancora così comunemente usato?
È molto semplice, perché questo "carenza" è proprio il suo massimo valore!
Per parti di acciaio, in particolare attrezzature di grandi dimensioni come ponti, navi e grandi macchinari ingegneristici, la cosa più importante è garantire che la vernice e il rivestimento successive possano essere attaccati alla superficie metallica per decenni.
Gli abrasivi affilati usati nel tradizionale sabbiatura (come il corindum marrone e la sabbia di quarzo) possono rosicchiare rapidamente e accuratamente lo strato di ruggine spesso, la vecchia vernice e le impurità. Ancora più importante, può creare una rugosità uniforme e adeguata sulla superficie dell'acciaio, proprio come fornire innumerevoli piccoli "punti di ancoraggio" per il rivestimento.
L'adesione super forte portata da questa rugosità è molto più importante del possibile cambio di dimensioni di alcuni decimi di millimetro. Per dirla senza mezzi termini, pone le basi più economiche ed efficienti per il successivo strato protettivo. Scopi diversi hanno naturalmente mezzi diversi.
Posso fare la sabbia di sabbia di vetro a casa?
Tecnicamente, ci sono davvero piccole scatole di sabbiatura in vendita sul mercato. Ma i problemi di sicurezza ed efficacia devono essere presi sul serio.
- Prima di tutto, l'operazione deve essere eseguita in una scatola di sabbiatura chiusa, che non solo può riciclare costose perle di vetro, ma è anche la chiave per prevenire l'inalazione di polvere.
- In secondo luogo, le apparecchiature di protezione respiratoria di livello professionale (come l'alimentazione dell'aria a pressione positiva o le maschere di livello P100) sono assolutamente essenziali. La polvere di vetro rotta e i vecchi inquinanti puliti durante il processo di sabbiatura sono estremamente dannosi per i polmoni.
- Infine, l'effetto del prodotto finito è estremamente dipendente dall'esperienza. La pressione dell'aria, la distanza degli ugelli e la velocità mobile devono essere controllate con precisione e debug ripetutamente, altrimenti è molto facile causare superfici irregolari o persino danni.
Per amate vecchie parti dell'auto o articoli di alto valore, è una scelta più sicura ed efficace per affidarli a noi che hanno attrezzature ed esperienza professionali.
Riepilogo
Blasting and Sandblasting sono essenzialmente due strumenti speciali:Il primo è come un'estetista di precisione, che rafforza la superficie attraverso la lucidatura del micro-martello senza danneggiare il substrato ed è adatto per alluminio, acciaio inossidabile e altre parti che devono trattenere l'accuratezza dimensionale e la consistenza decorativa. Quest'ultimo è un potente esperto di stripping, usando un'azione di taglio per rimuovere le macchie pesanti e innescare il rivestimento, ma è facile causare danni irreversibiliparti di precisione. Comprendere le rispettive competenze è la chiave per garantire che le tue parti siano sia belle e utili alla fine.
Perché scegliere JS per ottenere il controllo completo delle parti?
- Dal nucleo alla superficie, padronanza di un punto:In JS non forniamo solo precisioneMACCHINAZIONE CNC personalizzatamanifatturiero, ma comprendi profondamente il "ciclo di vita" delle parti. Dal taglio preciso del primo coltello al tatto e alla sensazione dell'ultimo trattamento superficiale, prestiamo attenzione a ogni dettaglio che colpisce le prestazioni e la bellezza.
- Valutazione professionale, trasparente ed efficiente:Hai una parte antica che deve essere elaborata o una parte lavorata a CNC di nuova concezione che necessita di una perfetta finitura superficiale? Non indovinare quale sandblasting sia adatto!Il nostro teamDi ingegneri ha una ricca esperienza e può raccomandare la migliore soluzione di trattamento superficiale in base al materiale, allo stato delle parti e all'obiettivo finale.
- Agisci ora e ottieni un progetto chiaro:Basta caricare i disegni di progettazione o le informazioni in parte e ti forniremo un prezzo di lavorazione CNC chiaro e completo. Consentiti di vedere l'investimento e l'effetto finale dell'intero progetto a colpo d'occhio.
Lavoriamo insieme per creare risultati sorprendenti dalla lavorazione di precisione alla superficie perfetta!Carica i disegni ora e inizia il tuo percorso di produzione professionale.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo.Serie JSNon ci sono dichiarazioni o garanzie, espresse o implicite, per quanto riguarda l'accuratezza, la completezza o la validità delle informazioni. Non si dovrebbe dedurre che un fornitore o un produttore di terze parti fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di lavorazione del materiale o lavorazione attraverso la rete Longsheng. È la responsabilità dell'acquirenteRichiedi la citazione delle partiIdentificare i requisiti specifici per queste sezioni.Si prega di contattarci per ulteriori informazioni.
Squadra JS
JS è un'azienda leader del settoreConcentrati su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisioneMACCHING CNC,Produzione di lamiera,Stampa 3D,Stampaggio a iniezione,Stamping in metallo,e altri servizi di produzione unica.
La nostra fabbrica è dotata di oltre 100 centri di lavorazione a 5 assi all'avanguardia, ISO 9001: 2015 certificato. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità ai clienti in oltre 150 paesi in tutto il mondo. Che si tratti di una produzione di piccoli volumi o personalizzazione su larga scala, possiamo soddisfare le tue esigenze con la consegna più veloce entro 24 ore. scegliereTecnologia JSCiò significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito Web:jsrpm.com
Risorsa

