

Finitura superficialeè un collegamento ampiamente trascurato. Si trova dietro l'aspetto lucido del prodotto e governa le prestazioni e l'esperienza di base.
Pensa a questi mal di testa: le parti che hai progettato sono dimensionalmente accurate, ma sono sprecate e logorate a causa dell'eccessivo attrito mentre vengono assemblate. I tuoi prodotti elettronici di alto livello con look eccellenti hanno le impronte digitali su tutte le loro superfici quando toccati dai consumatori e il costo scende immediatamente. Le ragioni di questi mal di testa sono di solito che l'elaborazione della superficie non è buona.
Non è facile come il precedente processo di abbellimento. La resistenza all'usura delle parti automobilistiche, la resistenza alla corrosione delle attrezzature mediche, la forza di legame tra metallo e il tocco del guscio di telefonia mobile si basano sul trattamento superficiale. È come se indossasse un cappotto intelligente invisibile al prodotto, non solo sembrava buono ma anche funzionale.
Non sottovalutarlo!Mentre il consumatore potrebbe non notarlo, la qualità di finitura in superficie influisce direttamente sulla vita del prodotto, l'affidabilità e la soddisfazione del cliente.
Dare un esempio di vita reale: inIndustria automobilistica, oltre l'80% dei richiami è dovuto ai difetti superficiali! Non è sufficiente per dimostrare il problema? Sia che si tratti di fare una sensazione di lucentezza o opaco, per migliorare la funzione antiruggine o per garantire l'adesione del rivestimento, il trattamento di superficie è un collegamento tecnico fondamentale cruciale nella produzione di precisione. Determina se i prodotti fabbricati da noi sono solo utilizzabili o piuttosto facili da usare e durevoli.
Riepilogo della risposta principale:
| Scopo di elaborazione | Esempi di processi comuni | Ruolo centrale |
| Migliora l'estetica | Sabbiatura, lucidatura, anodizzante, dipingendo. | Cambia colore, lucentezza e consistenza per migliorare un senso di raffinatezza |
| Migliora le prestazioni | Anodizzazione dura, placcatura a cromo duro, nitriding. | Migliorare la durezza, la resistenza all'usura e la resistenza alla corrosione |
| Cambia funzione | Placcatura dorata, placcatura d'argento, passione. | Migliora la conducibilità, la saldabilità e la biocompatibilità |
Questo articolo risponderà alle tue domande:
- In questa guida, definirò per te cos'è il trattamento superficiale.
- Ti mostrerò come leggere i segni di rugosità superficiale sui disegni ingegneristici.
- Quindi delineerò il più usatoTecniche di finitura della superficie in metallo.
- In combinazione con un problema di selezione della vita reale, come bilanciare i requisiti di prestazione, gli effetti estetici e i costi di produzione, utilizzare casi reali per spiegare come scegliere.
- Infine, usa la sessione di domande e risposte per rispondere a domande specifiche che potresti incontrare.
Perché devi fidarti di questa guida? La pratica del mondo reale di JS nel trattamento superficiale
Non elaboriamo solo parti nella nostra società JS. Ciò che offriamo è il prodotto finito che i clienti possono ora acquisire e utilizzare.I dettagli sottili del processo di trattamento superficiale sono esattamente quelli che discutiamo.
- Ad esempio, se vuoi che la copertura del tuo cellulare sia liscia e fragile come i telefoni Apple, quale sabbia grossolana e sabbia fine dovresti spruzzare? Facciamo.
- E affinché la lucidatura elettrolitica dell'impianto medico venga impiantato nel corpo umano, come scegliere i parametri per renderlo liscio e sicuro in modo che il corpo non lo respinga? È anche una domanda su cui riflettiamo giorno dopo giorno.
Noiaiutarti a risolvereTutti i problemi dei componenti dall'interno fuori, dalla precisione dimensionale all'aspetto e alla sensazione finale. A proposito di esperienza, nessuno dei consigli in questa guida proviene direttamente dai libri, ma piuttosto riassunti dopo che abbiamo aiutato i clienti a risolvere centinaia di problemi.
- Il cliente ha riscontrato che il problema del colore è più scuro e più chiaro in alcune aree dopo l'anodizzazione? Ciò è dovuto allo spessore del film non uniforme e lo abbiamo superato.
- Il prodotto del cliente ha fallito il test di spruzzatura salina e arrugginito? Il problema è che il rivestimento non è stato selezionato in modo appropriato all'inizio e abbiamo sperimentato la stessa cosa.
Ognuna delle parole che stai leggendo qui è la nostra esperienza sul campo acquisita dalle ripetute prove in laboratorio e test continui in seminario, sudore e denaro. Non è una teoria vuota ma un metodo comprovato ha provato centinaia di volte.
"Il maestro di qualità Philip Crosby ha sottolineato: la qualità non è definita dall'ispezione ma costruita e realizzata fin dall'inizio."
L'obiettivo principale di questa guida è di consentire di eseguire il trattamento superficiale alla radice di produzione e progettazione, rimuovere possibili pericoli e migliorare la qualità e l'affidabilità del prodotto.
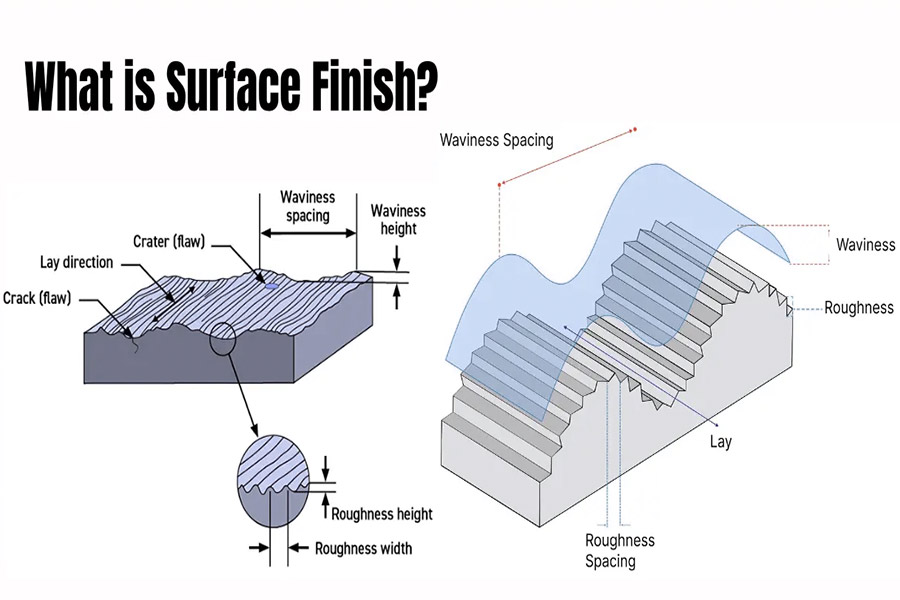
Interpretazione del linguaggio degli ingegneri: rugosità superficiale
Per noi ingegneri, la fluidità non è solo una sensazione. È un parametro chiave che può essere misurato e chiaramente scritto in bianco e nero, che èRugosità superficiale.
Cos'è la rugosità superficiale (RA)?
In poche parole, RA (rugosità media) è l'indicatore centrale per misurare la superficie "ruvida" o "liscia".
Immagina: anche se la superficie metallica sembra liscia, in realtà sembra una montagna in miniatura quando ingrandisci, con "picchi" e "valli".
Come misurare l'AR?Sta misurando l'altezza media da queste "montagne" fino al "fondo della valle".
Significato numerico:Più piccolo è il valore di RA, più piccoli sono i picchi e le valli e i più piatti e più fluidi della superficie.
Per esempio:
- RA 3,2 µm: sembra una strada sterrata compatta, con un senso di alti e bassi.
- RA 0,8 µm: è come una strada per asfalto piatta, molto più fluida.
- RA 0,1 µm: questa è assolutamente la massima levigatezza del livello superiore della traccia F1.
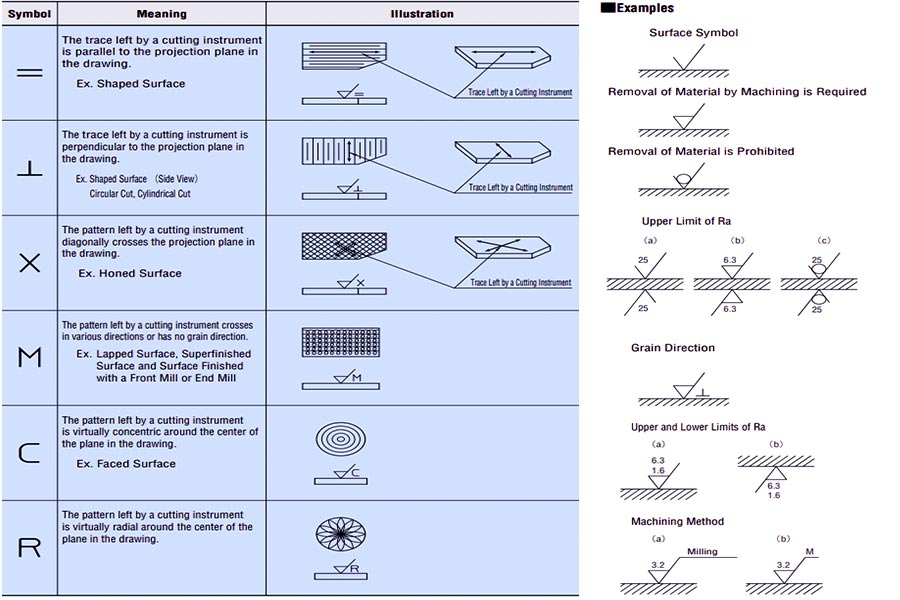
Come leggere i simboli del trattamento superficiale sui disegni?
- Il segno "Controllo" (√) sui progetti è la specifica per la rugosità superficiale. Le informazioni critiche sono nascoste nei seguenti luoghi:
- Valore ra (chiave!):Il numero scritto all'interno del "segno di spunta", come 3.2, indica la rugosità massima consentita (il valore RA non può superare).
- Come elaborare?: Il testo sulla riga orizzontale sopra il "segno di spunta" ti dice quale processo usarlo per raggiungerlo, come ad esempiofresaturae macinare.
- Come misurare la lunghezza? : Il numero a destra (o sotto) del "segno di spunta" indica la lunghezza del campione (lunghezza di campionamento) selezionata durante la misurazione.
- Quale direzione è rivolta la trama? : I piccoli simboli sotto il "segno di controllo", come = (parallelo), x (croce), m (multidirezionale), indicano la direzione della trama superficiale.
Quanto possono fare i processi diversi diversi? (Intervallo di valori RA comune)
Il processo scelto determina in gran parte quanto può essere liscia la superficie. Diamo un'occhiata ai nostri comuni:
| Tecnologia di elaborazione | Intervallo di valori RA tipico (µm) | La sensazione di guardare/toccare |
| Casting | > 12.5 | È chiaramente ruvido, con fori di sabbia visibili e consistenza granulare. |
| Fresatura | 1.6 - 6.3 | Puoi vedere/sentire il coltello segna uno per uno. |
| Rotazione | 0.8 - 3.2 | Ci sono motivi a spirale molto fine, più fluidi della fresatura. |
| Macinazione | 0.2 - 1,6 | È abbastanza liscio, con alcune linee sottili direzionali. |
| Lucidare | <0.4 | Molto luminoso e avanzato può ottenere un effetto mirror. |
"Comprensione della rugosità della superficie RA e simboli di disegno è un passo chiave per garantire la performance e l'aspetto delle parti. Non lasciare che la rugosità diventi la carenza del tuo prodotto! A JS, affrontiamo questi dettagli ogni giorno. Le parti che sono sia facili da usare che di bell'aspetto? Inviaci i disegni e lasciaci usare la nostra esperienza pratica per aiutarti a scegliere il giusto processo e controllare la qualità dalla fonte."
Tour di processo di finitura superficiale tradizionale
Esistono molti modi per trattare la superficie, proprio come la cassetta degli attrezzi del nostro ingegnere. Ogni strumento ha il suo miglior metodo di trattamento. La chiave dipende dall'effetto che si desidera ottenere la parte.
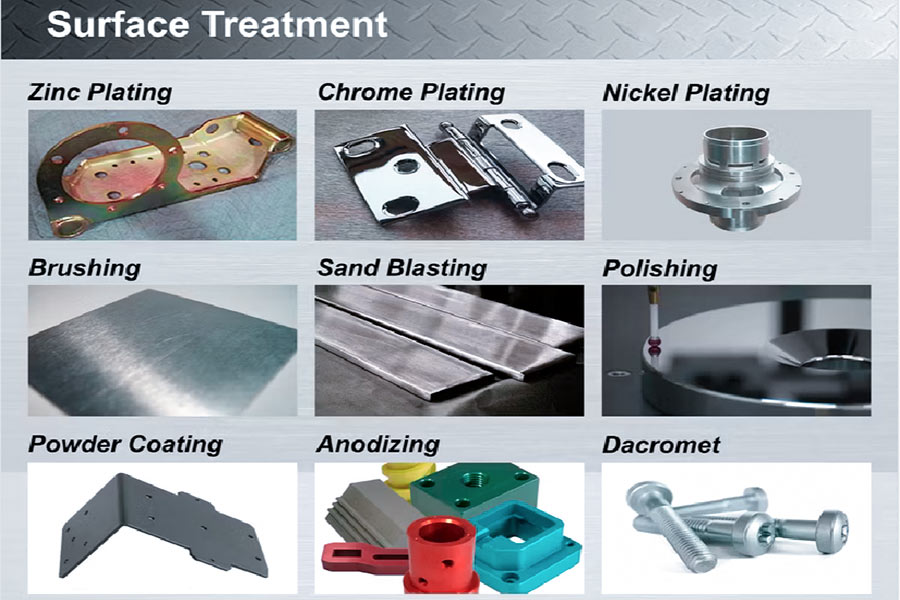
Categoria 1: metodo sottrattivo che crea la superficie più fluida
Questo per macinare la superficie o rimuovere uno strato per renderlo più liscio, più uniforme o per creare una trama specifica:
- Sandblasting/Shot Peening: colpisci la superficie della parte con sabbia ad alta velocità o piccoli colpi di acciaio. L'effetto è quello di creare una superficie opaca uniforme e può anche rilasciare lo stress all'interno della parte per renderlo più forte. Lo uso spesso per fare parti di aspetto o pulire la superficie.
- Polistero/macinazione: l'obiettivo è perseguire la massima levigatezza! Dalla lucidatura a macchina alla lucidatura meccanica chimica più avanzata, l'idea del nucleo è quella di macinare lo strato per strato per ridurre al minimo le fosse di superficie (valore RA) e renderlo lucido o addirittura come uno specchio. Guarda le custodie e le parti decorative di fascia alta ne sono inseparabili.
- Disegno a filo: questo deve essere stato visto da tutti. La trama di moltipannelli di elettrodomesticiè usare una cintura di levigatura o una spazzola per "disegnare" le linee rette sulla superficie in una direzione specifica, che sembra molto strutturata.
Categoria 2: metodo additivo - Metti "vestiti" in superficie
Questo processo è quello di mettere uno strato aggiuntivo di materiale all'esterno della parte, principalmente per protezione, aspetto o creare una nuova funzione. Nell'operazione comune di placcatura e finitura superficiale:
- Elettroplando: immergi la parte in una soluzione di metallo e passa una corrente elettrica per targa un sottile strato di pellicola di metallo continuamente sulla superficie. Ad esempio, la placcatura di nichel è anti-russa, la placcatura cromata è lucida e resistente all'usura (come un paraurti per auto) e la placcatura oro/argento è principalmente per la conducibilità. Lo usiamo spesso per creare connettori e parti di ornamenti.
- Anodizing (per alluminio): è l '"armatura esclusiva" per l'alluminio e le sue leghe. Attraverso il trattamento elettrico, un film di ossido duro e tinoso "cresce" sulla superficie dell'alluminio. È colorato, a prova di corrosione e resistente all'usura. Usiamo il processo su molti componenti di elettronica di consumo e automobili.
- Spray Painting/Spruzzatura in polvere: il più popolare, forse. La pittura a spruzzo sta spruzzando la vernice liquida e la spruzzatura in polvere sta spruzzando polvere di plastica carica (adsorbita staticamente e quindi cotta). È di varietà di colore alto e buona protezione. Dalle auto alle lavatrici, ovunque. Più utilizzato inIl nostro laboratorio è spruzzatura in polvere, che è economico e anche ecologico.
Categoria 3: Metodo di conversione - Modifica della superficie stessa
Questo non è un metodo additivo o sottrattivo, ma modifica le proprietà del materiale di superficie:
- PASSEGNAZIONE (acciaio inossidabile): utilizzare uno speciale acido per lavare via i residui di ferro rimanente sulla superficie in modo che il film sottile di ossido di cromo naturale e super ruggente sulla superficie in acciaio inossidabile sia più compatto e perfetto e la proprietà a prova di ruggine raggiunga direttamente un livello elevato. Devi passare questo livello per la produzione didispositivi medicie attrezzature per alimenti.
- Blackening/fosfating (principalmente per acciaio): l'allarme forma uno strato di ossido nero sottile sulla superficie dell'acciaio e fosfating forma uno strato di cristallo fosfato. La funzione principale è prevenire la ruggine ed è un ottimo primer per la pittura successiva, migliorando la vernice. La maggior parte dei bulloni e degli strumenti neri che vedi sono trattati.
- Trattamento termico (indurimento superficiale): ad esempio nitriding e carbburizzazione. Non è solo il riscaldamento, ma mettere le parti in un'atmosfera speciale per riscaldarle. Consentire questi materiali "trapani" nelle superfici con parti e cambiare il "fisico" della superficie. Lo scopo è quello di rendere la superficie delle parti particolarmente dura e resistente all'usura, ma il nucleo deve essere duro. Ingranaggi e alberi, che portano un forte attrito, si basano tutti su di esso.
"Il Prof. Mike F. Ashby, un'autorità sulla selezione dei materiali, ha sottolineato che la selezione, l'elaborazione e il trattamento superficiale dei materiali dovrebbero essere considerati nel loro insieme, che è un percorso collaborativo per ottenere la funzione del prodotto, la bellezza e l'affidabilità."
La scelta del processo di finitura superficiale dipende dai requisiti funzionali, dai requisiti di aspetto e dall'uso dell'ambiente delle parti. JS si concentra sulla tecnologia della superficie materiale e fornisce ricerche e giudizi professionali. Forniscici le tue esigenze specifiche e disegni di parti. Combineremo la nostra esperienza per raccomandare il più adattosoluzione di processoPer assicurarti che le parti abbiano prestazioni affidabili e soddisfino gli standard di aspetto in un solo passaggio.
Analisi del caso effettivo: decisione di trattamento superficiale di una fascia di droni di fascia alta
Il trattamento superficiale non significa scegliere un processo. È più come i mattoni. È necessario combinare diversi "blocchi di costruzione" (processi) in base alle esigenze di diverse parti delle parti per ottenere l'effetto più perfetto. Il seguente caso di staffa drone è particolarmente illustrativa di questa verità.
Sfida del cliente: deve essere di bell'aspetto, resistente, leggero ed economico
Abbiamo un cliente che vuole creare una staffa in lega di alluminio (6061-T6) per un drone di fotografia aerea professionale. I requisiti non sono semplici:
- Aspetto elevato: deve essere di nero opaco di alta qualità e deve abbinare esattamente il design del corpo.
- Deve essere resistente: spesso vola all'aperto, esposto al vento e alla pioggia e deve essere resistente ai graffi e resistente alla corrosione.
- Le parti chiave devono essere resistenti all'usura: il foro interno che collega la staffa e il gimbal è spesso attivo, quindi deve avere un attrito a basso ed essere resistente all'usura, altrimenti si alleggerà in breve tempo.
- I costi devono essere controllati: questo è qualcosa che deve essereprodotto in serie, quindi non può essere troppo costoso.
Il trucco di JS: elaborazione della partizione e risolverlo passo dopo passo
Il piano iniziale ha incontrato contraddizioni:
- Problema 1: se l'intera staffa è anodizzata dura, la resistenza all'usura del foro interno (HV500+) è assolutamente soddisfatta, ma l'aspetto generale è grigio scuro, non il nero opaco puro che i clienti desiderano e il costo è molto alto.
- Problema 2: se viene fatto solo un normale sandblasting + anodizzazione nera, l'aspetto è nero opaco e anche il costo è ridotto, ma la durezza del buco interno non è sufficiente (l'anodizzazione ordinaria è di HV300) e non può resistere all'attrito giornaliero del gimbal.
Le due soluzioni di cui sopra non sono fattibili, cosa fare?Abbiamo usato la nostra profonda comprensione degli strumenti di finitura superficiale per ottimizzare lo schema di combinazione:
Passaggio 1: sabbia complessiva
Dopo ilCNC Machinedparentesi, per prima eseguire il sabbia di sabbia da 150# in vetro nel complesso. Questo passaggio rende la superficie dell'intera parte uniforme e delicata, ponendo le basi per il successivo effetto opaco.
Passaggio 2: proteggere le parti chiave
Utilizzare uno speciale tappo di gomma resistente ad alta temperatura per proteggere accuratamente il foro interno che richiede resistenza all'usura. Questo passaggio deve essere accurato e la perdita non deve avvenire.
Passaggio 3: ottenere l'aspetto del colore
Ora, fai un normale anodizzazione nera per la parentesi. Poiché il foro interno è protetto, il liquido di ossidazione non può entrare, quindi solo la superficie esterna diventa nera. Controlliamo lo spessore del film di ossido nero a circa 15 µm, in modo da poter ottenere l'aspetto nero opaco di alto grado che i clienti desiderano e il costo è in linea con le aspettative.
Passaggio 4: ossidazione dura locale
Rimuovere con cura il tappo di gomma protettivo del foro interno ed eseguire l'anodizzazione dura su questo foro interno da solo. Questo passaggio rende lo spessore del film di ossido sulla superficie del foro interno di oltre 40 µm, la durezza supera HV500, la resistenza all'usura è molto buona e il problema dell'attrito gimbal è perfettamente risolto.
Risultato finale: utilizzare la soluzione di combinazione per ottenere l'effetto di 1+1> 2
Dai un'occhiata ai reali benefici offerti da questa soluzione combinata:
| Indice | Piano di processo singolo | Schema di combinazione JS | Vantaggi riflessi |
| Aspetto | L'ossidazione dura appare come grigio scuro/grigio brillante, il che non soddisfa i requisiti. | Nero opaco di alto grado, soddisfacendo completamente il design. |
Migliora il valore estetico del prodotto.
|
| Usura resistenza del buco interno | La durezza di ossidazione ordinaria è insufficiente (circa HV300). | Ossidazione dura, durezza> HV500, eccellente resistenza all'usura. | Estendere significativamente la durata della vita dei componenti principali. |
| Costo completo | Il costo dell'ossidazione completamente dura è elevato. | Il costo del piano di combinazione è ridotto di circa il 20%. | Migliora significativamente la competitività del mercato. |
Core Apocalisse:
Questo caso ci insegna che un'eccellente ingegneria di finitura superficiale non riguarda "l'ordinazione di un piatto" dal menu, ma come un vecchio medico cinese che prescrive una prescrizione, vengono determinati i "sintomi" (richieste) di diverse parti delle parti, e quindi viene prescritta una precisa "prescrizione combinata". Ciò si basa sulla comprensione di vari processi e sull'esperienza pratica accumulata nel seminario.
"Ingegneria di finitura superficialeè un collegamento chiave nel determinare le prestazioni e l'aspetto del prodotto. Di fronte a requisiti complessi, JS è bravo a utilizzare una combinazione di processi per ottenere i migliori risultati al miglior costo. Vuoi che i tuoi componenti chiave siano sia affidabili che eccezionali? Inviaci immediatamente i tuoi requisiti di parte e prestazioni e il team di ingegneria JS personalizzerà una soluzione di trattamento superficiale per te. "

FAQ - Rispondi alle tue domande sul trattamento di superficie
Qual è meglio, anodizzante o dipinto?
In effetti, non esiste un semplice "meglio", la chiave dipende da ciò di cui le tue parti hanno bisogno.
- L'anodizzazione è principalmente per le parti di alluminio. È per formare un film duro sul substrato. Ha un legame super forte, una consistenza estremamente resistente all'usura e più metallica, ma meno opzioni di colore.
- La pittura a spruzzo/spruzzatura in polvere consente di coprire uno strato di vernice con colori estremamente ricchi, che è adatto a quasi tutti i materiali e ha prestazioni ad alto costo, ma il rivestimento è relativamente facile da danneggiare da dossi.
Quale metodo di trattamento dovrei scegliere?
Per durata estrema e sensazione metallica (parti in alluminio), scegli l'anodizzazione. Per un aspetto colorato o materiali non alluminio, scegli la pittura spray. Esistono altre soluzioni nel campo della finitura di placcatura e superficie (come l'elettroplatura) e la scelta finale dipende dalle tue esigenze specifiche.
Perché le mie parti in acciaio inossidabile ancora arrugginite? Non si dice che l'acciaio inossidabile non arrugginirà?
Per quanto riguarda la questione della ruggine delle parti in acciaio inossidabile,È necessario chiarire un punto chiave:
La natura dell'acciaio inossidabile è "relativamente non facile da arrugginire", ma non "assolutamente non ruggine".Durante l'elaborazione o l'uso, la superficie può essere contaminata da inquinanti come i documenti di ferro o il suo film di ossido di protezione naturale può essere distrutto. Queste aree danneggiate o contaminate diventeranno il punto di partenza della ruggine in ambienti umidi e salati.
Pertanto, per le applicazioni che richiedono una resistenza alla ruggine estremamente elevata (come dispositivi medici e parti della nave), non è sufficiente usare l'acciaio inossidabile da solo. Il trattamento delle passivi deve essere eseguito dopo l'elaborazione. La passivazione rimuove completamente i contaminanti della superficie attraverso metodi chimici e fa ricostruire una superficie in acciaio inossidabile per ricostruire un film protettivo di ossido di cromo più stabile e più stabile. Questo è un passo chiave per garantire che le parti in acciaio inossidabile possano giocare la loro dovuta resistenza alla corrosione.
La "finitura superficiale" e la "rugosità della superficie" sono la stessa cosa?
Come ingegnere presso JS, la differenza tra finitura superficiale e rugosità deve essere chiarita:
I due affermano essenzialmente gli stessi attributi, ma con angoli di espressione opposti.
- La rugosità superficiale è un parametro tecnico quantitativo che misura accuratamente la concavità microscopica e la convessità della superficie attraverso un valore specifico (come RA = 0,8 μm). Più piccolo è il valore, più fluido è.
- La finitura superficiale è un concetto qualitativo tradizionale, che utilizza simboli di grado (come ▽ 7) per descrivere vagamente il grado di levigatezza. Più alto è il grado, più fluido è.
Nella pratica ingegneristica moderna, preferiamo utilizzare segni di rugosità con valori RA (come RA 1.6). Questa espressione è più accurata, quantificabile e in linea con gli standard internazionali e può evitare errori di elaborazione causati da definizioni di grado vaghe.
In poche parole: la rugosità è espressa in numero, la fluidità è espressa nei simboli e la rugosità digitale è il linguaggio universale dell'attuale comunicazione ingegneristica.
Riepilogo
La finitura superficiale è lungi dall'essere un collegamento opzionale alla fine del processo di produzione. È un elemento di ingegneria principale che richiede una considerazione strategica all'inizio della progettazione del prodotto. Determina direttamente l'appello per l'aspetto del prodotto, l'affidabilità funzionale, la durata del servizio e l'efficacia complessiva. Padroneggiare e ottimizzaresuperficie processi di finituraè una capacità chiave per creare prodotti eccellenti.
Sei preoccupato che un trattamento superficiale improprio indebolirà il potenziale di valore del tuo prodotto?
In JS abbiamo apparecchiature complete di finitura superficiale e accumulo di ingegneria profonda. Dalla finitura CNC,Formazione di lamiera, Per il trattamento della superficie finale, forniamo un servizio unico. Siamo una società di attrezzature per finiture per la superficie tecnica e un partner per aiutarti a risolvere i problemi.
Agisci ora:
- Carica il tuo design: valutiamo come "personalizzare il cappotto" per le tue parti.
- Ottieni una soluzione esperta:Ingegneri JSRaccomanderà la migliore combinazione di trattamento superficiale in base alle prestazioni, all'aspetto e ai requisiti di costo.
- Ricevi una citazione chiara: ottenere rapidamente un preventivo di produzione completo che copre l'elaborazione e il trattamento della superficie.
Lavoriamo insieme per garantire che i tuoi prodotti siano di qualità, dentro e fuori.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo.Serie JSNon ci sono dichiarazioni o garanzie, espresse o implicite, per quanto riguarda l'accuratezza, la completezza o la validità delle informazioni. Non si dovrebbe dedurre che un fornitore o un produttore di terze parti fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di lavorazione del materiale o lavorazione attraverso la rete Longsheng. È la responsabilità dell'acquirenteRichiedi la citazione delle partiIdentificare i requisiti specifici per queste sezioni.Si prega di contattarci per ulteriori informazioni.
Squadra JS
JS è un'azienda leader del settoreConcentrati su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisioneMACCHING CNC,Produzione di lamiera,Stampa 3D,Stampaggio a iniezione,Stamping in metallo,e altri servizi di produzione unica.
La nostra fabbrica è dotata di oltre 100 centri di lavorazione a 5 assi all'avanguardia, ISO 9001: 2015 certificato. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità ai clienti in oltre 150 paesi in tutto il mondo. Che si tratti di una produzione di piccoli volumi o personalizzazione su larga scala, possiamo soddisfare le tue esigenze con la consegna più veloce entro 24 ore. scegliereTecnologia JSCiò significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito Web:jsrpm.com
Risorsa

