

Immagina di aver progettato una lama di turbina con un labirinto di canali di raffreddamento e trame aerodinamiche in superficie. MACCHING CNC? Lo strumento non può raggiungere quei colpi di scena. Casting di sabbia ordinario? La superficie è troppo ruvida e tutti i dettagli sono persi. Come risolvere questo dilemma?La risposta risiede in un processo di 4.000 anni ma senza tempo: casting per gli investimenti.
Il suo segreto principale è replicare perfettamente un modello di cera.Usiamo prima la cera per realizzare accuratamente tutti i dettagli della parte ("casting di investimenti" originariamente "avvolgimento"). Quindi, il modello di cera viene ripetutamente rivestito con uno speciale liquame in ceramica, che viene asciugato e indurito lo strato per strato per formare un solido guscio di ceramica per avvolgerlo.
Ecco il passaggio chiave: riscaldare il guscio, la cera all'interno si scioglie e scorre fuori, lasciando una cavità nel guscio che è esattamente la stessa del modello di cera originale. Infine, versare metallo fuso nella cavità, far cadere il guscio di ceramica dopo il raffreddamento e una parte di metallo che replica tutti i dettagli complessi.
Questo è il motivo per cui è il processo preferito per la produzione di parti estremamente complesse con cavità fini o superfici curve come le lame di turbina. Combinato con il design CAD moderno,Cera da stampa 3D per la fusione degli investimentie tecnologia di controllo, possiamo produrre in modo efficiente parti di alta qualità con dimensioni precise, superfici lisce e piccole indennità di lavorazione. Nel nostro seminario, il casting di investimento è uno strumento potente per quei compiti impossibili.
Riepilogo della risposta principale:
| Elementi di confronto | Casting per investimenti | Casting di sabbia | MACCHING CNC |
| Principio fondamentale | Il "metodo della cera perduta" utilizza un modello fuso per produrre stampi in ceramica usa e getta. | Usa stampi riutilizzabili per premere la cavità dello stampo nella sabbia. | Tagliare il materiale in eccesso da blocchi di metallo solido. |
| Il più adatto | Forme geometriche complesse, finitura superficiale elevata, parti a parete sottile. | Parti grandi e semplici con requisiti di tolleranza bassa. | Alta precisione, prototipazione e forme geometriche semplici. |
| Limitazioni principali | Elevato costo iniziale e ciclo di processo lungo. | Accuratezza a bassa dimensione e superficie ruvida. | Difficile elaborare strutture interne complesse e rifiuti materiali. |
In questa guida, introdurrò in dettaglio:
- I sette passaggi completi del processo di fusione degli investimenti e utilizzano un diagramma di fusione di investimenti per presentare visivamente il processo.
- Quindi, confronterò i vantaggi e gli svantaggi del casting di sabbia rispetto al casting per gli investimenti.
- Infine, attraverso un vero caso, dimostrerò il suo valore unico e ti aiuterò a padroneggiare facilmente i vantaggi fondamentali di questa tecnologia.
Perché dovresti fidarti di questa guida? Prospettiva completa dagli esperti di produzione di JS
A JS,Aiutare i clienti a trovare le migliori soluzioni di produzione di parti è il nostro lavoro quotidiano. Non siamo solo esperti nel funzionamento di macchine utensili a CNC, ma più come consulenti di produzione per i clienti. Dopo aver lavorato in questo settore per molto tempo, capirai una cosa: non tutte le parti sono adatteTaglio CNC (cioè "produzione sottrattiva"). A volte, idee di produzione additiva come il casting per gli investimenti sono soluzioni più intelligenti e più economiche.
- Lascia che ti faccia un esempio: in precedenza,Un cliente dell'aviazione ha portato una fascia complessa da consultare. Se viene realizzato da CNC, sarà diviso in tre parti per l'elaborazione e la saldatura. Non solo ci sono molti processi, ma anche il peso e la resistenza sono interessati. Dopo un'attenta valutazione, il nostro team ha fortemente promosso il casting degli investimenti. Qual è il risultato? Una parte formata integralmente è più leggera e più forte e risparmia anche i pericoli di saldatura dei costi e nascosti.
- Un'altra volta, noiha aiutato un cliente artistico a replicare i dettagli della scultura estremamente fini. I metodi tradizionali semplicemente non potevano ottenere questo effetto, quindi abbiamo usato il casting di investimenti in 3D per ripristinare perfettamente i dettagli dell'originale.
"Proprio come ha sottolineato il maestro di produzione Henry Ford: qualità significa aderire agli standard quando nessuno è supervisionato."
Questa guida è condensata con i criteri di esperienza e giudizio accumulati dal nostro team JS in innumerevoli pratiche di progetto. Non è una teoria vuota, ma la nostra esperienza reale dopo aver confrontato ripetutamente processi diversi (in particolare il CNC e il casting degli investimenti) dopo aver affrontato i fattori chiave come costo, prestazioni e complessità del design. Il nostro obiettivo è semplice: per aiutarti a evitare le deviazioni, utilizzare il metodo giusto e creare le parti giuste. Dopotutto, non siamo operatori a freddo,Ma partner che comprendono davvero la produzione.
Cos'è esattamente il casting degli investimenti?
In termini di modo in cui lavoriamo nel nostro seminario,Il casting per gli investimenti è un processo per creare un modello identico con la cera, quindi avvolgendolo con la ceramica e infine sciogliere la cera e versare il metallo per ottenere una replica di una parte di precisione. Ha anche un nome più vivido, il metodo della cera perduta.
Fare modelli di cera:
Passo più critico! Innanzitutto, ci deve essereha creato un modello di cera con precisione della stessa forma e dimensione dell'ultimo pezzo di metallo. Quanto è preciso questo modello di cera determina quanto sarà eccellente il pezzo finale.
Shell in ceramica:
Una speciale sospensione ceramica viene applicata strato su strato sulla superficie del modello di cera. La sabbia fine deve essere aggiunta a ogni strato. Viene applicato quando è completamente asciutto e indurito. Fatto molte volte, un guscio di ceramica dura si forma all'esterno del modello di cera, racchiudendolo completamente all'interno.
Perché si chiama "casting per gli investimenti"?Perché in questo investimento! L'investimento, nel parlamento del casting, si riferisce al livello di copertura o avvolgimento, che descrive accuratamente il processo fondamentale di racchiudo del modello di cera in difficoltà nella sospensione della ceramica.
Cera che scioglie, versando metallo, bombardamento:
- Fusione della cera persa: dopo l'indurimento del guscio di ceramica, viene collocato in un forno riscaldato. Il modello di cera all'interno si scioglie e si riversa e la cavità con la forma,Dimensioni e dettagli del modello di cera replicati con precisione nel guscio.Questo è il principale processo di cera persa.
- Versare il metallo: riempire la cavità con metallo fuso a una temperatura particolare.
- Combinazione e raffreddamento: una volta induriti e raffreddato attraverso, rimuovere il guscio di ceramica esterno mediante vibrazione o getto d'acqua ad alta pressione. La parte in metallo a vista è il tuo vuoto progettato.Attraverso la pulizia, si forma una parte molto accurata.
"What is investment casting then? It is the way that fusible wax models are employed to replicate fine metal parts. From precision aircraft engine blades, medical devices, to unique artwork, it cannot be replaced. Here at JS, we utilize this ancient art in combination with modern technology (such as 3D printed wax) on a regular basis to help customers bring seemingly impossible designs to life. If you find that you have a complex metal piece on your hands and are wondering if investment casting è il tuo migliore amico, non esitare a metterti in contatto con noi.

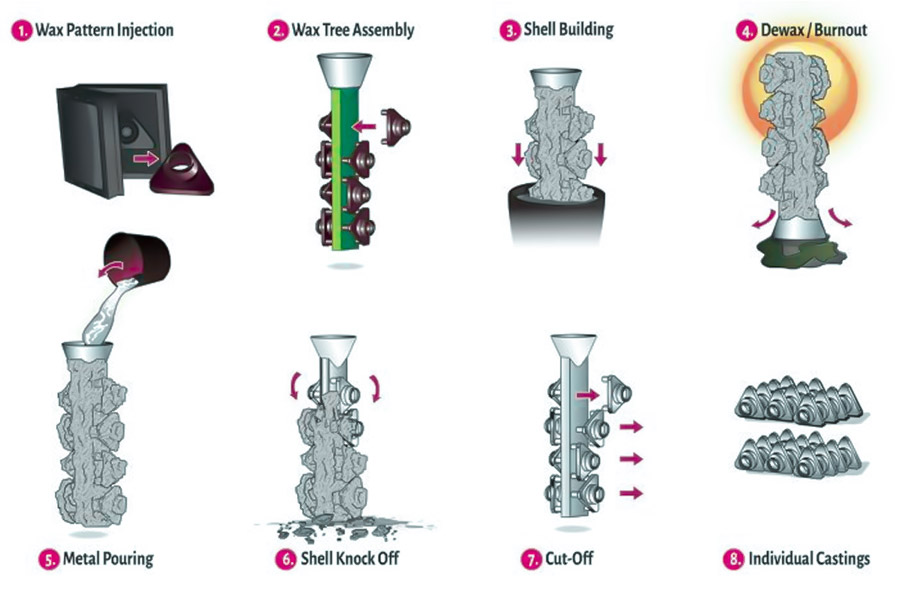
8 passaggi chiave del casting di investimenti
Come ingegnere responsabile della linea di produzione di casting di investimenti presso JS,Abbatterò i sette passaggi fondamentali di questo processo di precisione, altrettanto chiaramente quanto portarti in un tour del nostro processo di workshop:
Passaggio 1: crea un modello di cera di precisione
Tutto inizia con la cera di casting di investimenti. Riscaldiamo e sciogliemo il materiale speciale in cera, lo iniettano in uno stampo di metallo di precisione e lo raffrediamo per ottenere un modello di cera che è esattamente lo stesso della parte finale che hai progettato. Questa è la fonte di precisione. PerPiccolo produzione di prove batch o parti estremamente complesse, useremo direttamente la tecnologia di stampa 3D per creare modelli di cera, risparmiando i costi e il tempo di apertura di stampi in metallo, il che è molto flessibile.
Passaggio 2: gruppo albero di cera
Per migliorare l'efficienza, non lo faremo uno per uno. Invece, salveremo con cura più modelli di cera per un corridore centrale e un ramo realizzati con la stessa cera, proprio come gli elementi costitutivi, per formare un "albero" invertito. Immagina che il tronco e i rami di questo albero siano i canali per il metallo fuso per fluire in ciascun modello di cera, quindiQuelle più parti possono essere lanciate contemporaneamente.
Passaggio 3: costruire un guscio di ceramica
Questa è l'origine del nome del casting di investimento (investimento significa avvolgimento). Immerciamo l'intero albero di cera in uno speciale liquame in ceramica, lo ricopriamo uniformemente con il liquame e cospariamo immediatamente uno strato di sabbia refrattaria molto fine sulla superficie bagnata. Dopo che questo strato si asciuga e si indurisce, ripeti il processo, immergilo in una sospensione più grossolana, cospargi la sabbia leggermente più grossolana e asciugalo di nuovo. Ripeti questo 5-9 volte fino a quando non si forma un guscio di ceramica sufficientemente spesso e forte all'esterno dell'albero della cera. Ogni fase di asciugatura è cruciale e determina la forza finale del guscio.
Passaggio 4: Dewaxing
Mettiamo l'intero guscio in un bollitore di dewax a vapore ad alta pressione (come un fornello a pressione per la cottura). Il vapore ad alta temperatura e ad alta pressione saràSciogli rapidamente e svuota la cera di lancio degli investimenti all'internoe scaricarlo attraverso i canali riservati. Al momento, una rete di cavità che replica perfettamente la forma dell'albero del modello di cera originale viene lasciata all'interno del solido guscio di ceramica.
Passaggio 5: versamento in metallo
Il guscio di ceramica dewax viene inviato in una fornace ad alta temperatura per la cottura.
Ci sono tre scopi:
- Brucia la cera di traccia rimanente, rimuovi completamente l'umidità, aumenta la resistenza al guscio e preriscaldala a una temperatura vicina al metallo fuso.
- Allo stesso tempo, sciogliemo e perfezioniamo il metallo selezionato nel forno di fusione allo stato migliore.
- Quindi il metallo fuso viene lanciato lentamente e senza intoppi nella cavità del guscio in ceramica preriscaldata per riempire ogni cavità parte alla fine di un ramo.
Passaggio 6: bombardamento
Dopo aver versato, lascia raffreddare il guscio in un ambiente controllato per garantire che il metallo all'interno sia completamente solidificato. Dopo il raffreddamento, il guscio di ceramica che copre verso l'esterno viene scosso e frantumato dalla vibrazione del tavolo delle vibrazioni o dal getto d'acqua ad alta velocità per esporre l'albero di metallo all'interno.
Passaggio 7: taglio
Quindi, i pezzi di metallo formati vengono tagliati e rimossi da Middle Runner e Branch Runner dalla sega a banda,taglio delle ruote macinate o laser.
Passaggio 8: finitura e ispezione
Dopo il taglio, rimuoviamo questi graffi macinando,lucidare e altri metodi per ottenere una superficie piana. A seconda delle requisiti per la parte, sono richiesti anche sabbrastri, trattamento termico, lavorazione di precisione o trattamento superficiale. Infine, l'ispezione dei difetti a raggi X viene utilizzata per confermare i difetti interni e la macchina di misurazione a tre coordinate (CMM) misura con precisione tutte le dimensioni vitali per garantire che ogni parte spedita soddisfa incessantemente le specifiche sui disegni.
Tutti questi sette processi di fusione degli investimenti sono strettamente correlati. La cosa fondamentale è utilizzare accuraticera di casting di investimento per creare la replica del modello, e poi, seguendo la confezione e la trasformazione del guscio di ceramica, ottengono infine la modellatura ad alta precisione di parti metalliche complesse.
"In JS, comprendiamo il know-how in ogni fase di elaborazione e punti di controllo della qualità e siamo molto ben in grado di utilizzare la tecnologia del modello di cera da stampa 3D per penetrare nelle strutture complesse con difficoltà nell'ottenere con metodi tradizionali. Quando si prevede di produrre parti metalliche con le cavità interne e la creazione di una fabbricazione critica, il lancio di produzione critica potrebbe essere l'opzione migliore.
Analisi della custodia della vita reale: produzione di corpi di valvole in acciaio inossidabile monopezzo per l'industria petrolifera
Ora, lasciatemi condividere un vero caso di come utilizziamo il casting di investimenti per risolvere un problema difficile nel settore petrolifero. Questa non è solo una teoria, ma una vera svolta dell'impossibile nella realtà.
Ci è venuto un gigante dell'attrezzatura a olio e volevano un corpo a valvola in acciaio inossidabile 316 monopezzo per condutture ad alta pressione. Il disegno del design ha mostrato la difficoltà: il corpo della valvola ha diversi canali fluidi di avvolgimento, che è come un labirinto di metallo. La cosa più terribile è che il cliente richiede perdite assolutamente zero, il che significa che l'intero corpo della valvola deve essere un insieme e non ci devono essere saldature, perché le saldature sono potenziali rischi di perdite ad alta pressione.
Due soluzioni che hanno considerato prima:
- Soluzione di elaborazione CNC: gli ingegneri hanno pensato di smontare il corpo della valvola in diversi pezzi, elaborandoli separatamente,e poi saldandoli insieme. Dopo la contabilità dei costi, era oltre la loro tolleranza. Ancora più importante, ogni saldatura è un pericolo di perdita simile a una bomba a orologeria. Su oleodotti ad alta pressione e gasolio, chi può permettersi questo rischio?
- Soluzione di fusione di sabbia: provato, maLa superficie del canale interno è troppo ruvida, come una carta vetrata,La resistenza al fluido è grande, influisce sull'efficienza. Inoltre, l'accuratezza dimensionale della superficie di tenuta chiave non soddisfa i requisiti e la sigillatura non è garantita.
La contraddizione centrale è nudo: geometria interna estremamente complessa vs requisiti rigorosi per l'integrità strutturale e la tenuta. I processi tradizionali hanno colpito un muro qui.
Soluzione di JS: casting per gli investimenti, combinazione perfetta di organi interni complessi e salvezza
Di fronte a questa sfida, il nostro team ha immediatamente pensato al casting per gli investimenti (metodo di cera perduta).
Perché? Poiché è naturalmente adatto, replicando perfettamente forme complesse, modanatura monopezzo senza cuciture.
- Dispositivo di precisione:Usiamo prima uno stampo ad alta precisione(combinato con il design CAD e la lavorazione di precisione) per iniettare uno stampo di cera completo. Questo stampo di cera, che rende gli intricati canali di flusso interno nei disegni di progettazione del cliente, è realizzato esattamente nel suo insieme.
- Clonazione in ceramica: indossare più strati di "cappotti" in ceramica speciali su questo stampo di cera, indurire lo strato per strato e formare un solido guscio di ceramica. Quindi, il passaggio chiave è qui: il riscaldamento! La cera si scioglie e scorre via, lasciando una cavità completa con tutti i canali di flusso complessi all'interno del guscio di ceramica.
- Rebirth metallico: versare fuso316 acciaio inossidabile di alta qualità 316In questa cavità di stampo ceramica senza soluzione di continuità. Il metallo riempie ogni angolo, e dopo il raffreddamento e la solidificazione, eliminano il guscio di ceramica e un corpo della valvola in acciaio inossidabile con canali di flusso interno estremamente complesso e non nasce saldature!
I risultati sono atterrati: le prestazioni hanno superato le aspettative e i costi sono stati ridotti
Qual è stato il risultato?Dopo che il cliente ha ricevuto il prodotto finito, l'effetto è stato sorprendente:
- Garanzia di perdita zero: l'intero corpo della valvola è un intero pezzo di metallo, eliminando completamente il più grande punto di rischio della saldatura, l'integrità strutturale è impeccabile e la tenuta ad alta pressione è perfettamente fino allo standard.
- Miglioramento delle prestazioni:La superficie del canale di flusso interno della fusione degli investimentiè estremamente liscio, il che riduce notevolmente la resistenza ai fluidi, migliora il flusso e l'efficienza e persino supera le aspettative di progettazione.
Sorpresa dei costi:
- Numero di parti: dalla soluzione CNC originale richiesta da 5 parti da saldare, viene modificata direttamente in 1 parte integrante.
- Punti di fallimento potenziali: il numero di saldature è stato ridotto da 4 (punti ad alto rischio) a 0.
- Dopo il calcolo finale, il costo di produzione di un singolo corpo della valvola era di quasi il 30% inferiore rispetto alla soluzione di saldatura CNC + CNC originale!
"Questo caso dimostra vividamente il valore fondamentale del casting di investimenti: può trasformare direttamente il design complesso del progettista in una parte metallica integrata strutturalmente affidabile, pur portando sorprese in termini di costo ed efficienza. Il casting di investimento è il garante di questa qualità intrinseca, soprattutto per le parti complesse di cavità interne e non per favore. La soluzione dirompente può essere trovata nel tempo necessario per avere una tazza di caffè. "
FAQ - Rispondi a altre domande sul casting degli investimenti
Domanda 1: Casting per investimenti vs Casting di sabbia: come dovrei scegliere?
Sono diversi in molti modi e la scelta dipende da ciò che stai facendo: se la forma è complessa o richiede un'elevata precisione, la fusione degli investimenti può essere più adatta. Se la cosa è semplice o vuoi risparmiare, il casting di sabbia è migliore. Di seguito ho elencato le funzionalità di base in una tabella, il che è chiaro e puoi sapere quale è più adatto per la tua situazione confrontandole.
| Aspetto del confronto | Casting per investimenti | Casting di sabbia |
| La capacità di realizzare produzioni complesse | Molto forte, in grado di produrre varie forme e cavità sottili. | Relativamente debole, adatto a progetti con strutture semplici. |
| Qualità della superficie | Molto buono, quasi nessuna lucidatura aggiuntiva richiesta. | È relativamente ruvido e di solito richiede una successiva elaborazione (come la macinazione, il taglio). |
| Livello di precisione | Alto, con errori dimensionali ridotti (ad esempio circa ± 0,1 mm per 25 mm). | L'errore è relativamente grande (ad esempio circa ± 0,8 mm per 25 mm). |
| Costo della muffa | Alto (che richiede la produzione di stampi di cera di precisione). | Materiale stampo a basso costo. |
| Costo unitario | Da moderato a alto (influenzato da materiali e processi). | Basso (specialmente con significativi vantaggi in termini di costi in grandi quantità). |
| Adatto per il volume di produzione | Medio -grandi quantità (le economie di scala possono ridurre i costi unitari). | Applicazione flessibile: adatto a piccoli lotti/singoli elementi (come parti di grandi dimensioni) e grandi quantità. |
Domanda 2: quali sono gli svantaggi del casting degli investimenti?
- Grandi investimenti iniziali (specialmente per stampi metallici): per creare stampi di cera ad alta precisione, di solito è necessario fare prima una serie di stampi in metallo di precisione. Il costo di questo insieme di stampi non è basso, quindi sarà antieconomico per la produzione su piccola scala. Naturalmente, ora esiste una tecnologia di stampo di cera per stampare 3D per alleviare questo problema.
- Ciclo di produzione lungo: ci sono molti passaggi in questo processo, tra cui la produzione di stampi di cera, l'assemblaggio di alberi, i conchiglie di rivestimento ripetutamente, la dewax, la torrefazione, il versamento, la pulizia ... Ogni passo richiede tempo e il processo complessivo è più lento di molti altri metodi di fusione. Per progetti urgenti, devi pianificare in anticipo.
- La dimensione è limitata: fare parti particolarmente grandi e pesanti non è il suo punto di forza. A causa della difficoltà di fabbricare guscio, dewax e versamento, il limite superiore delle dimensioni e del peso delle parti che può gestire è inferiore a quello della fusione di sabbia.
Domanda 3: come vengono realizzati i stampi di casting di investimenti?
Vorrei smontare il punto chiave degli stampi nella fusione degli investimenti. In effetti, ci sono due stampi completamente diversi coinvolti qui:
Stampo stampo cera (riutilizzabile):
Questo stampo è generalmente realizzato in alluminio o acciaio attraverso la lavorazione CNC di precisione (CNC). Determina la forma e la precisione dello stampo di cera e può essere usato ripetutamente decine di migliaia di volte per iniettare esattamente le stesse parti dello stampo di cera.
Shell di ceramica per versare il metallo (materiali usa e getta):
Questo è lo stampo usato per versare il metallo. Immerge ripetutamente lo stampo di cera in liquame in ceramica, si asciuga e indurisce lo strato per strato per formare un guscio resistente ad alta temperatura. Ogni parte deve essere realizzata separatamente. Dopo il riscaldamento e la dewax, la cavità all'interno è dove viene versato il metallo.
Riepilogo
L'essenza della fusione degli investimenti è che utilizza stampi di cera fusibili per fornire una soluzione unica per la produzione di parti metalliche con strutture complesse, dettagli fini e un'eccellente qualità della superficie.È uno dei processi chiave per trasformare progetti difficili in entità metalliche affidabili.
Incontri spesso questa situazione?
- Hai un ottimo design, ma sei preoccupato che sarà difficile da produrre perché la struttura è troppo complicata?
- Stai lottando tra casting per investimenti, casting di sabbia e lavorazione del CNC e non sei sicuro di quale sia il più adatto? È necessario valutare se il design può essere realizzato e valutare i requisiti di budget e prestazioni ...
Non preoccuparti, questo è esattamente il problema che il nostro team risolve ogni giorno!In JS, i nostri ingegneri si concentrano su questo: secondo i disegni di progettazione, la gamma di budget e i requisiti delle prestazioni in parte, ti aiuteremo ad analizzare e confrontare per trovare la soluzione di produzione migliore e più economica.
Vuoi conoscere rapidamente la risposta? È facile!
Carica ora il tuo file CAD.Lascia che il nostro team di ingegneri professionisti ti aiuti a valutare chiaramente, fornisci consulenza professionale e trasformi costantemente i tuoi disegni impossibili e meravigliosi!

Disclaimer
Il contenuto di questa pagina è solo a scopo informativo.Serie JSNon vengono fatte dichiarazioni o garanzie di alcun tipo, espresso o implicito, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si dovrebbe dedurre che i parametri delle prestazioni, le tolleranze geometriche, le caratteristiche di progettazione specifiche, la qualità del materiale e il tipo o la lavorazione che il fornitore o il produttore di terze parti fornirà attraverso la rete Longsheng. Questa è la responsabilità dell'acquirenteChiedi un preventivo per le partiper determinare i requisiti specifici per queste parti.Si prega di contattarci per ulteriori informazioni.
Squadra JS
JS è un'azienda leader del settoreConcentrati su soluzioni di produzione personalizzate. Con oltre 20 anni di esperienza nel servizio di oltre 5.000 clienti, ci concentriamo sull'alta precisioneMACCHING CNC,Fabbricazione di lamiera,Stampa 3D,Stampaggio a iniezione,Stamping in metallo,e altri servizi di produzione unica.
La nostra fabbrica è dotata di oltre 100 centri di lavorazione a 5 assi all'avanguardia ed è certificato ISO 9001: 2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità ai clienti in oltre 150 paesi in tutto il mondo. Che si tratti di produzione a basso volume o personalizzazione di massa, possiamo soddisfare le tue esigenze con la consegna più veloce entro 24 ore. scegliereTecnologia JSSignifica scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito Web:jsrpm.com
Risorsa

