

Casting per investimenti, noto anche come lancio di cera perduta. Con una storia di 5.000 anni, combina perfettamente l'antica artigianato con la moderna tecnologia di precisione. Fa uno stampo di cera, avvolge il materiale refrattario, scioglie lo stampo di cera per formare una cavità, quindi versa il metallo fuso per ottenere finalmente la fusione.
Questo metodo è particolarmente bravo a realizzare parti con forme complesse, pareti sottili o superfici estremamente lisce.È una scelta ideale per le getti in acciaio al carbonio, in acciaio inossidabile e altri materiali. Poiché questi acciai hanno un'alta resistenza e sono adatti a progetti complessi a parete sottile, allo stesso tempo, il casting di investimenti può superare il problema di alti punti di fusione che rendono la superficie ruvida, rendendo prodotti più belli e pratici. Fino ad oggi, è ancora una tecnologia chiave indispensabile in molti campi di produzione di fascia alta.
Cos'è il casting di investimenti?
Il processo di casting degli investimentiPer prima cosa usa la cera per creare un modello che è esattamente lo stesso della parte finale, quindi avvolge lo stampo di cera con liquame ceramica resistente ad alta temperatura. SU indurimento dila ceramica, la cera dentro èfusoEspinto fuori di Calore, in partenzadietroUNmolto accuratoShell ceramico. Quindi, il liquido metallico fuso viene iniettato nel guscio. Dopo che il metallo si raffredda e si indurisce, abbattere il guscio di ceramica esterno per ottenere una fusione di metallo.
Il potere di questo metodo è che può produrre complessi eDelicate parti metalliche con superfici molto lisce. A differenza della fusione di sabbia, sono necessarie superfici di separazione e l'interno deve essere supportato dai nuclei di sabbia e anche la superficie è soggetta a rugosità. La fusione degli investimenti ha meno restrizioni sul design dello stampo, purché possa essere trasformato in uno stampo di cera, può essere copiato. Sebbene il costo dell'intero processo sia un po 'alto, viene scambiato con una maggiore precisione e superfici più delicate, il che è particolarmente adatto per parti con requisiti elevati.

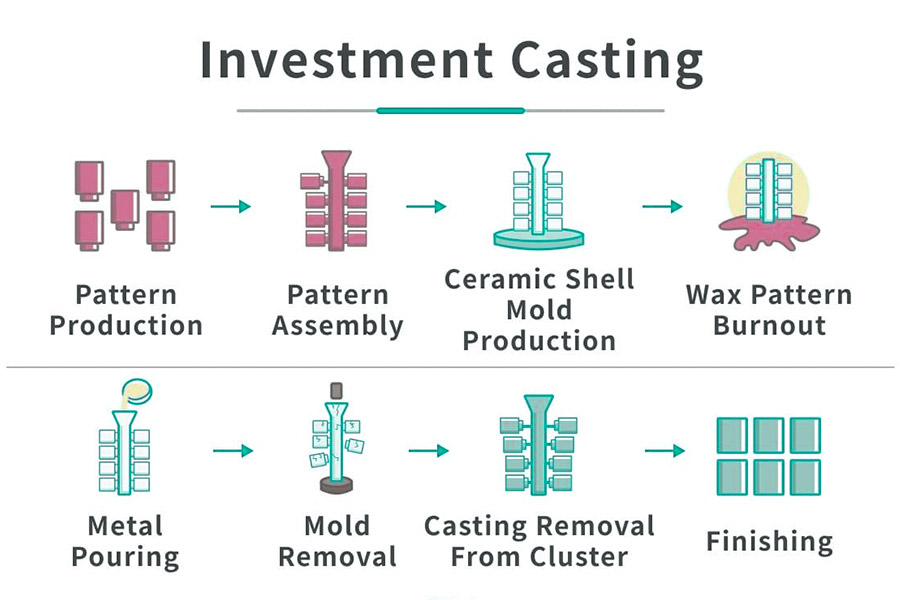
Come vengono eseguite le 8 fasi del casting degli investimenti?
1. Crea uno stampo di cera:
Il primo passo è quello diprodurreUNreplicadella forma della parte, che ècera.Per la produzione su piccola scala o quandoUtilizzo della tecnologia di casting per la stampa 3D, è possibile stampare direttamente stampi in cera o elaborare blocchi di cera. Per la produzione di massa tradizionale, è necessario prima creare uno stampo metallico durevole basato sui dati di progettazione 3D (modello CAD) del prodotto, quindi utilizzare questo stampo per premere più stampi di cera completamente identici.
2. Assemblare l'albero di cera:
Non è economico lanciare direttamente un singolo modello di cera. Al fine di ridurre il costo delle parti, assembliamo e fissiamo attentamente più modelli di cera su una levetta di cera per formare una struttura simile a un albero. In questo modo, più parti possono essere prodotte contemporaneamente in un processo di fusione.
3. Crea un guscio di ceramica:
Il modello di cera stesso è molto fragile e non può resistere all'alta temperatura del metallo fuso. Dobbiamo creare uno strato di guscio di ceramica resistente ad alta temperatura sull'esterno dell'albero della cera. Il metodo di produzione è di immergere ripetutamente l'albero di cera assemblato in uno speciale liquame in ceramica. Dopo ogni immersione, cospargere la sabbia refrattaria per aumentare la forza, quindi asciugare e indurirsi. Questo processo di solito deve essere ripetuto molte volte per ottenere lo spessore e la forza del guscio richiesti.
4. Dewaxing:
Mettere il guscio con il rivestimento completato in un forno a vapore ad alta pressione. Sotto l'azione dell'alta temperatura e del vapore ad alta pressione, il materiale di cera interno si scioglie e fluirà completamente, lasciando un guscio ceramico cavo la cui forma interna replica il modello di cera originale. Questo passaggio è l'origine del nome del casting di cera perduta.Dopo aver rimosso il materiale della cera, il guscio in ceramica può essere utilizzato per versare il metallo.
5. Metal Pouring:
(1) Preriscaldare lo stampo:
Prima di versare il metallo, lo stampo a guscio in ceramica deve essere riscaldato per primo. Questo viene fatto per rendere caldo lo stampo, in modo che lo stampo freddo non assorbi istantaneamente il calore del metallo fuso, facendo solidificare prematuramente il metallo.Il preriscaldamento può mantenere il metallo in stato liquidoper apiù lungodurata del tempoe fluire senza intoppiinogni angolo dello stampo.
(2) Funzionamento di versamento:
Capovolgi lo stampo di guscio in ceramica riscaldata e seppelliscilo nella sandbox per ripararlo. Il metallo fuso viene iniettato principalmente nel guscio per la propria gravità o applicando una pressione aggiuntiva.
Un metodo più efficiente è il versamento assistito dal vuoto: il vuoto viene disegnato nella parte inferiore del guscio e la pressione negativa viene utilizzata per succhiare il metallo fuso nella cavità.Una voltaILprincipale componenti si sono induriti,Il vuoto viene rilasciato per consentire al metallo non consolidato in eccesso di tornare al forno.Il casting di aspirazione sotto vuoto può ridurre notevolmente i rifiuti, con un tasso di utilizzo del materiale fino al 95%, che è molto più risparmio del materiale rispetto alla normale fusione di gravità (tasso di utilizzo del 15%-50%). Dopo il completamento del versamento, attendere che il metallo si raffreddi e si solidificate nel guscio.
6. Rimozione del guscio dello stampo:
Quando il metallo si raffredda a una temperatura che è sicura da toccare, è possibile elaborare il guscio ceramico esterno. Il guscio di ceramica è molto fragile ed è generalmente rotto e rimosso dall'impatto del getto d'acqua ad alta pressione, vibrazione meccanica o bussare. A questo punto, la struttura originale dell'albero di cera è stata trasformata in un albero di fusione di metallo. Successivamente, è necessario separare le parti finite dal corridore centrale e riser mediante segale o macinando il taglio delle ruote.
7. Casting per la pulizia e il post-elaborazione:
Le parti gettate dalla fusione degli investimenti di solito hanno una superficie relativamente liscia e potrebbero non aver bisogno di ulteriori elaborazioni prima di poter essere utilizzate. Tuttavia, se alcuni posti non sono ideali, è necessaria una certa elaborazione. Le operazioni comuni includono la macinazione per rimuovere le tracce residue del corridore,lucidare la superficie o tagliare le bara. Per i singoli difetti, possono anche essere utilizzati tagli per utensili manuali, riparazione della saldatura o metodi di correzione idraulica.
8. Ispezione finale:
Dopo che le parti sono state tagliate, devono essere rigorosamente ispezionate. Innanzitutto, le dimensioni devono essere misurate per vedere se soddisfano completamente i requisiti dei disegni. In secondo luogo, i metodi di test non distruttivi (come test a raggi X, test ad ultrasuoni, ecc.) Vengono utilizzati per verificare se ci sono difetti nascosti come pori, restringimento, crepe, ecc. All'interno. Solo quando tutte le ispezioni sono qualificate, le parti sono veramente completate.
Quali materiali sono adatti per la fusione degli investimenti?
La selezione materiale della fusione degli investimenti è molto flessibile e materiali diversi hanno le proprie caratteristiche. Conoscere questi ti aiuterà a ottenere buoni getti:
| Categoria materiale | Vantaggio | Aree di applicazione comuni | Punti chiave per prestare attenzione al casting |
| Acciaio inossidabile | Buona resistenza alla corrosione e ampia applicabilità. | Parti di macchinari alimentari, attrezzature chimiche e componenti di macchinari generali. | Durante la fusione, la superficie è soggetta alla rugosità e i materiali refrattari devono essere selezionati per controllarla. |
| Acciaio al carbonio e acciaio in lega bassa | Alta resistenza, in particolare resistente all'usura. | Componenti automobilistici, parti di macchinari ingegneristici e parti di base degli strumenti | Il processo di fusione è relativamente maturo e stabile. |
| Lega a base di nichel | Può mantenere la forza anche a temperature molto elevate (> 800 ° C). | Componenti del motore a reazione, componenti ad alta temperatura delle centrali elettriche. | Il casting di leghe ad alta temperatura è difficile e richiede un controllo preciso. |
| Lega a base di cobalto | Specialmente resistente all'usura e resistente alla corrosione. | Impianti medici, utensili da taglio ad alte prestazioni, valvole resistenti alla corrosione. | Il costo è generalmente più alto. |
| Ottone | Bellissimo colore (dorato), resistente alla corrosione, facile da lanciare (basso punto di fusione). | Rubinetti, valvole, hardware marino, decorazioni. | Lo zinco può evaporare e perdere durante il casting, quindi è importante prevenire l'inalazione e i cambiamenti nella composizione. |
| Super lega | Performance eccellenti in temperature ultra-alte e ambienti corrosivi estremi. | Componenti della turbina a gas di fascia alta, parti speciali per attrezzature chimiche. | Il casting è estremamente complesso e costoso. |
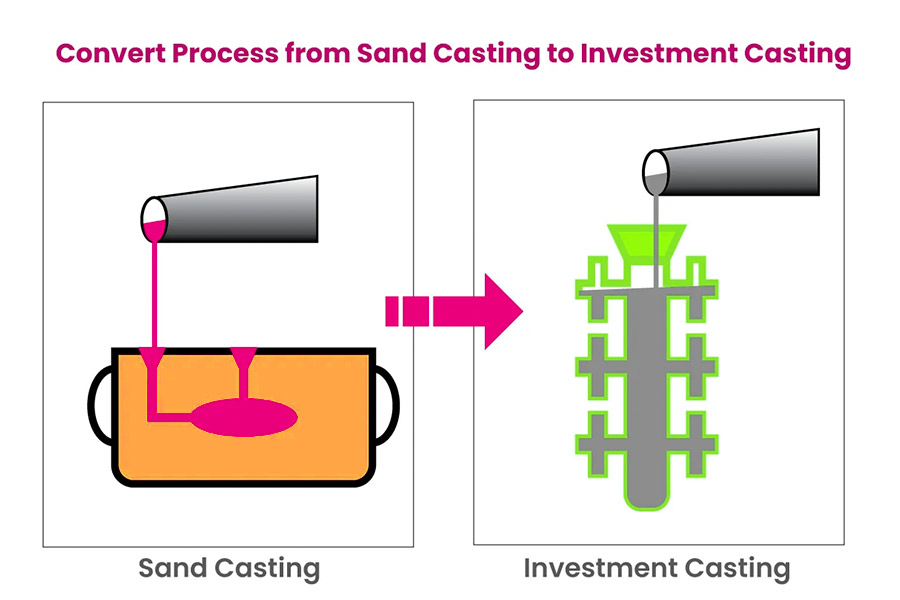
Casting per investimenti vs Casting di sabbia: qual è la differenza tra i due?
La fusione degli investimenti e la fusione di sabbia sono entrambi metodi tradizionali per la produzione di parti metallichee differiscono notevolmente nei dettagli del processo. Concentriamoci sul confronto del casting di sabbia rispetto al casting per gli investimenti.
1. Processo diverso
Casting di sabbia:
- La sua operazione è più semplice. Primo,La sabbia bagnata viene utilizzata per creare una cavità a forma di partee il metallo fuso viene versato nella cavità. Dopo che si raffredda e si solidifica, lo stampo di sabbia viene rimosso per ottenere la parte.
- Caratteristiche core: si basa su stampi di sabbia usa e getta. Il processo di produzione è relativamente semplice e gli investimenti delle attrezzature non sono costosi, rendendolo facilmente padroneggiato.
- Limitazioni principali: lo stampo di sabbia viene distrutto quando viene demolito e non può essere riutilizzato. Uno stampo di sabbia può lanciare solo una volta.
Casting per investimenti:
- Questo processo è più complicato. Il primo passo è quello di creare uno stampo di cera, applicare un materiale resistente all'alta temperatura per formare un guscio di stampo, quindi indurirsi il guscio di stampo e sciogliere la cera dopo la cottura ad alta temperatura.
- Finalmente,Riempilo con liquido metallico per formare la parte.Può produrre tolleranza dimensionale e getti di qualità superficiale. Tuttavia, il casting di investimento non è vantaggioso in quanto ci sono più passaggi di processo e il ciclo di produzione è relativamente più lungo.
2. Selezione del materiale e scenari di applicazione
Il materiale di stampo di sabbia della fusione di sabbia è di solito a sabbia di quarzo miscelato con argilla, che è economica e facile da trovare ed è adatto per produrre parti con forme semplici e precisione media.
La fusione degli investimenti utilizza materiali di conchiglia in ceramica di precisione come conchiglie, che possono resistere a temperature elevate e avere dettagli ricchi e possono gestire metalli ad alta richiesta come acciaio in lega o acciaio inossidabile.È comune in piccoli lotti e prodotti a forma di complesso.
| Confronto dei parametri chiave | Casting di sabbia | Casting per investimenti |
| Rugosità superficiale (valore RA, μm) | 12.5 - 25 | 3.2 - 6.3 |
| Accuratezza dimensionale (tolleranza, mm) | ± 0,5 - 1,0 | ± 0,1 - 0,2 |
| Spessore murale minimo (mm) | ≥3,0 | ≥1.0 |
| Differenza di costo tipica per unità (relativo) | Inferiore | Più alto (circa 1,5-2 volte superiore) |
3. Differenza nella precisione
La superficie delle parti gettate dalla fusione di sabbia è ruvida e richiede ulteriori macinazione o elaborazione (ad esempio, il valore di RA di superficie è superiore a 12,5). Anche l'accuratezza dimensionale è scarsa e la tolleranza è spesso bloccata a ± 0,5 mm. Va bene per creare forme semplici, ma non adatto a micro parti.
Il casting di investimento ha un'elevata precisione eLa tolleranza può essere premuta entro ± 0,1 mm. La superficie è liscia direttamente (il valore RA è di circa 3.2), il che consente di risparmiare molte fasi di elaborazione successive.
4. Costo e complessità
| Fattori di influenza dei costi | Casting di sabbia | Casting per investimenti |
| Confronto dei costi unitari individuali | Inferiore (impostato come punto di riferimento). | Più alto (circa 1,5-2 volte quello dello stampo di sabbia). |
| Tasso di riutilizzo della muffa | Molto basso (quasi demolito una volta). | Più alto (il guscio in ceramica può resistere a diversi versanti). |
| Costi principali del materiale | Molto basso (sabbia, argilla). | Medio -alto (cera, materiali refrattari, rivestimenti). |
| La complessità dell'operazione manuale | Relativamente semplice e facile da meccanizzare. | Più complesso e dipendente da operazioni manuali qualificate. |
| Investimento tipico delle attrezzature | Inferiore (miscelatore di sabbia, attrezzatura di stampaggio, ecc.). | Da moderato a alto (creazione di cera, attacco di liquami, forno di torrefazione, ecc.). |
| Successiva lavorazione di precisione | Frequentemente richiesto (lucidatura, deburtring). | Meno necessità (buona superficie, risparmiando direttamente denaro per lucidare). |
Il costo di un singolo pezzo di casting di investimenti è di solito da circa 1,5 a 2 volte quello di uno stampo di sabbia. Tuttavia, ha anche un vantaggio, cioè uno stampo ha un alto tasso multiuso, che è più conveniente quando si produce parti complesse in piccoli lotti.
Quali sono le applicazioni rappresentative del casting degli investimenti?
Il casting di investimento è infatti ampiamente utilizzato e la maggior parte delle industrie lo utilizza per produrre parti perché ha alcuni vantaggi speciali. Il primo passo dell'intero processo è quello di creare un modello della cera di casting di investimento che è una replica esatta con la parte.
1. Aerospace
In luoghi ad alta precisione come la creazione di aeroplani e razzi, viene utilizzato per produrre parti chiave, come pale di turbina, parti del motore e parti strutturali. Poiché i requisiti di precisione sono estremamente elevati e varie leghe speciali devono essere utilizzate per soddisfare i requisiti di sicurezza e prestazioni ultra-alti, questo processo è particolarmente adatto.
2. Industria automobilistica
All'industria automobilistica piace anche usarlo.Le parti realizzate con esso, come parti nel cambio, blocco motore e parti del sistema di sospensione, non sono solo forti e durevoli, ma possono anche essere rese più leggere. Ciò è molto utile per migliorare l'efficienza del carburante e l'esperienza utente del veicolo.
3. Applicazioni mediche
In campo medico,La fusione degli investimenti è molto brava a produrre parti piccole e complessecome strumenti chirurgici, impianti umani o apparecchiature diagnostiche di precisione. La chiave è che i prodotti che realizzano sono di alta precisione e i materiali sono biocompatibili con il corpo umano, che è molto importante per l'uso medico.
4. Attrezzature industriali
Molte attrezzature industriali con cui entramo in contatto nella vita quotidiana hanno anche parti fatte da esso. Ad esempio, le parti in varie pompe, valvole e dispositivi meccanici sono valutate per questo metodo di fusione in grado di garantire dimensioni accurate e possono selezionare varie proprietà materiali adeguate per soddisfare le esigenze specifiche.

Perché scegliere il casting degli investimenti?
1. Produzione di parti ad alta precisione
È qui che il casting per gli investimenti è particolarmente potente e la superficie delle parti è molto fluida e fondamentalmente non è necessario un grande sforzo per lucidarli. Questo è un grande vantaggio per molte parti che richiedono un aspetto perfetto o un bell'aspetto.
2. Creazione di strutture complesse
È meglio affrontare i disegni particolarmente complessi e di forma delicata. Alcune parti hanno una struttura interna simile a un labirinto, o ci sono molti motivi e fori fini sulla superficie, che potrebbero non essere realizzati usando metodi di fusione ordinari. Ma il casting per gli investimenti può risolvere questi problemi.Può riprodurre esattamente le forme complesse sui disegni del design.
3. Buono a utilizzare materiali ad alta resistenza e resistenti alla corrosione
Ad esempio, alcuni acciai in lega ad alte prestazioni, acciai inossidabile, leghe ad alta temperatura e persino alcune leghe di titanio. Questi materiali sono generalmente difficili da elaborare tagliando, sia perché sono troppo difficili e gli strumenti si consumano rapidamente o perché il costo di elaborazione è troppo elevato. La fusione degli investimenti li getta direttamente in forma con metallo liquido, aggirando questi problemi di elaborazione.
Perché il casting degli investimenti è ancora rilevante oggi?
1. Usa nuove tecnologie
La cera per la stampa 3D per la fusione degli investimenti è diventata il mainstream per produrre stampi complessi (stampi di cera). Ciò ha completamente cambiato il tradizionale metodo di creazione di stampi manuali, con velocità rapida, alta precisione e costi inferiori, rendendo la produzione più flessibile ed efficiente.
2. Insostituibile in campi di fascia alta
Nei settori che richiedono precisione estrema, super durata e affidabilità (come lame del motore di aeromobili, impianti medici e parti chiave di energia), la fusione degli investimenti è ancora la prima scelta. Può replicare perfettamente disegni complessi efornire una finitura superficiale eccellente.
3. Mastering di materiali difficili da procedere
Questo processo è particolarmente bravoElaborazione di leghe ad alta resistenza e materiali speciali resistenti al calore/resistente alla corrosione(come leghe di titanio e leghe ad alta temperatura) e possono produrre parti con eccellente qualità intrinseca per soddisfare severi requisiti di prestazione.
In che modo JS pianifica il tuo progetto di casting di investimento?
1. Chiaro corrispondenza della domanda
Quando ci dici i requisiti del tuo progetto, comunicheremo con te in profondità per cogliere accuratamente la forma richiesta, le dimensioni chiave, le proprietà del materiale, l'ambiente e la scala di produzione prevista delle parti.
2. Sviluppo di progettazione e stampo
Invia le tue esigenze,il nostro team di ingegneriaProgetterà il piano di fusione e creerà un modello di prodotto accurato. Quindi, utilizzare la tecnologia di produzione di stampi professionale per produrre stampi prototipo, che è la base per la successiva produzione in serie di stampi di cera di alta qualità.
3. Verifica e ottimizzazione del prototipo
Prima produrremo un piccolo lotto di prototipo di getti e li invieremo per test rigorosi e verifica dimensionale. Il tuo feedback è fondamentale per aiutarci a confermare che il design è corretto o guidarci per apportare miglioramenti e aggiustamenti necessari fino a quando non soddisfiamo completamente le tue aspettative.
4. Produzione e consegna in serie stabili
Dopo la conferma del piano, JS entra nella fase di produzione formale. Monitoriamo rigorosamente ogni fase, dalla creazione di pattern e preparazione al guscio alla fusione di precisione, alla pulizia e alla post-elaborazione. Ci concentriamo sul controllo di qualità e sulla collaborazione efficiente durante tutto il processo per garantire che tu possa fornire in tempo di precisione stabili e affidabili.
Scegliere JS significa scegliere un partner di casting di investimento professionale e affidabile. Con esperienza in oltre 3.000 materiali in lega, processi di produzione perfetti e sistemi di qualità rigorosi, ci impegniamo a trasformare accuratamente i tuoi progetti in prodotti finali di alta qualità.
Riepilogo
Il casting per gli investimenti, noto anche come metodo di cera perduta, è un vecchio metodo che è diventato molto avanzato dopo essere stato trasformato dalla tecnologia moderna.Il suo più grande vantaggio è che non è limitato dalla forma, consentendo ai progettisti di trasformare progetti particolarmente complessi e sofisticati in parti metalliche ad alte prestazioni. Sebbene sia costoso e richiede molto tempo, se hai davvero bisogno di parti metalliche estremamente complesse, particolarmente precise e ad alte prestazioni, la fusione degli investimenti è spesso la scelta migliore.
Sei entrato in contatto con i getti di investimento al lavoro? O hai più domande su questo processo? Benvenuti a lasciare un commento nell'area dei commenti per condividere le tue intuizioni o porre domande!

Disclaimer
Il contenuto di questa pagina è solo a scopo informativo.Serie JSNon vengono fatte dichiarazioni o garanzie di alcun tipo, espresso o implicito, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si dovrebbe dedurre che i parametri delle prestazioni, le tolleranze geometriche, le caratteristiche di progettazione specifiche, la qualità del materiale e il tipo o la lavorazione che il fornitore o il produttore di terze parti fornirà attraverso la rete Longsheng. Questa è la responsabilità dell'acquirenteChiedi un preventivo per le partiper determinare i requisiti specifici per queste parti.Si prega di contattarci per ulteriori informazioni.
Squadra JS
JS è un'azienda leader del settoreConcentrati su soluzioni di produzione personalizzate. Con oltre 20 anni di esperienza nel servizio di oltre 5.000 clienti, ci concentriamo sull'alta precisioneMACCHING CNC,Fabbricazione di lamiera,Stampa 3D,Stampaggio a iniezione,Stamping in metallo,e altri servizi di produzione unica.
La nostra fabbrica è dotata di oltre 100 centri di lavorazione a 5 assi all'avanguardia ed è certificato ISO 9001: 2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità ai clienti in oltre 150 paesi in tutto il mondo. Che si tratti di produzione a basso volume o personalizzazione di massa, possiamo soddisfare le tue esigenze con la consegna più veloce entro 24 ore. scegliereTecnologia JSSignifica scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito Web:jsrpm.com
FAQ
1. Come creare un modello di cera?
Nella fusione degli investimenti, il modello di cera deve prima essere realizzato in una stampo di metallo, quindi la cera fusa viene iniettata nello stampo ad alta pressione. Dopo il raffreddamento, la parte della cera viene eliminata e assemblata con il corridore dopo il taglio per formare un albero di modelli di cera. La superficie del modello di cera deve essere rivestita con un materiale resistente ad alta temperatura per formare un guscio.
2. Qual è il principio di lavoro del casting degli investimenti?
La fusione degli investimenti utilizza materiali fusibili (come la cera) per creare un modello di precisione e la superficie è rivestita con più strati di materiali refrattari per formare un guscio. Il modello di cera viene fuso dalla cottura ad alta temperatura per ottenere una cavità, quindi il metallo fuso viene versato in esso. Dopo il raffreddamento, il guscio viene rotto per ottenere un casting ad alta precisione.
3. Quali metalli possono essere lanciati?
La fusione degli investimenti è adatta a una varietà di materiali metallici, tra cui acciaio inossidabile, acciaio in lega, acciaio al carbonio, lega di alluminio, lega di titanio, lega ad alta temperatura (come a base di nichel/a base di cobalto) e leghe di rame, oro, argento e altri metalli preziosi. Questo processo è particolarmente adatto per la fusione di parti di metallo con alti punti di fusione, elaborazione difficile e formazione di precisione.
4. Quali sono i limiti del casting degli investimenti?
Il processo è complesso e il ciclo è lungo e il costo per pezzo è elevato (specialmente per piccoli lotti). La dimensione della fusione è limitata (generalmente ≤30 kg) ed è difficile produrre getti spessi e grandi. Il guscio ceramico è soggetto a cracking e il controllo della pulizia e della tolleranza superficiale è impegnativo.
Risorsa

