

Fabrication de tôles est un processus qui utilise un équipement manuellement à transition pour couper, plier et souder des feuilles de métal. Les travailleurs peuvent utiliser des métaux mous pour faire des décorations ou des métaux durs pour produire des supports de construction, et ces produits finis sont largement utilisés dans le domaine industriel. La tôle en aluminium est l'un des matériaux couramment utilisés. Il est résistant à la corrosion et facile à traiter, tandis que le métal en acier galvanisé a un revêtement anti-rust à la surface.
L'ensemble du processus de production comprend trois liens principaux: la conception de dessin, l'estampage des moisissures et l'assemblage de soudage. Les travailleurs utilisent des mesures précises pour s'assurer que chaque composant répond à la taille standard. Cette technologie peut produire de grands composants tels que des châssis de camions, ainsi que des pièces de précision telles que Phone Mobile Phone Metal Eaux .
Qu'est-ce que la fabrication de tôles?
Nous utilisons diverses méthodes de traitement pour façonner et couper des feuilles de métal pour s'adapter à des tailles spécifiées, et l'ensemble du processus implique quatre étapes majeures, le moulage, la coupe, la tôle de flexion et l'assemblage. Dans une application réelle, nous avons constaté que la précision du processus de flexion affectera directement l'effet d'assemblage et la durée de vie des pièces.
Nous pouvons traiter divers types de feuilles métalliques avec des épaisseurs de 0,5 mm à 6 mm en fonction des besoins de diverses scènes. Ce type de flexibilité peut répondre aux besoins de la plupart des secteurs industriels pour les composants structurels de précision .
Quels sont les processus principaux de la fabrication de tôles?
1. étape de confirmation de requête
Nous confirmerons d'abord les exigences de base avec le client. Par exemple, la semaine dernière, il y avait un projet de boîtier de dispositif électronique où le client a spécifiquement demandé l'utilisation de tôle d'aluminium de 1,2 mm d'épaisseur et a nécessité 8 flexions de tôle à angle droit. Nous a utilisé le logiciel de modélisation 3D pour dessiner un modèle structurel avec des trous de positionnement et des côtes de renforcement.
2. Processus de conversion de dédisage
Une fois la modélisation terminée, nous utiliserons un logiciel de rédaction professionnelle pour dessiner des dessins de production. Le projet de tubage d'instruments médicaux récemment achevé a 6 points de positionnement de coupe laser et les exigences de sable de sable indiquées dans les dessins.
3. vérification de faisabilité de la production
Nos ingénieurs vérifieront deux fois les dessins. Le mois dernier, il y avait un projet de boîte de contrôle industrielle qui a réduit 4 parties et économisé 15% des coûts de matériaux grâce à une conception optimisée. Dans le même temps, les paramètres clés seront calculés, tels que le support de ventilation nécessitant de résister à une pression continue de 30 kg.
4. Processus de production des prototypes
L'atelier utilise un équipement de coupe laser avec une précision de ± 0,1 mm. La semaine dernière, lors de la fabrication de composants de la station de base de communication, nous avons d'abord a utilisé la coupe laser pour couper la plaque de base , puis a terminé 6 processus de flexion avec une machine à bilan hydraulique, et l'a finalement assemblé avec une machine à souder. L'ensemble du processus est contrôlé dans les 48 heures.
5. Processus de test et de vérification actuel
L'année dernière, nous avons effectué 100 tests de chargement et de déchargement et de tests de charge sur les connecteurs d'étagère effectués pour les sociétés de logistique. Selon les résultats réels des tests, la structure de support a été ajustée et la capacité de charge a finalement été augmentée de 200 kg à 350 kg
6. PRÉPARATION DE LA PRODUCTION DU BATCH
Les produits qui passent le test seront transférés à le processus de production de masse . À l'heure actuelle, nous adoptons un mode de production modulaire, avec une capacité de production quotidienne allant jusqu'à 1 500 pièces pour des pièces de tôle conventionnelles et une capacité de production stable de 300 pièces / jour pour des pièces personnalisées spéciales.
Comment concevoir des pièces de tôle?
1. points clés de conception de trou
Lors de la conception de trous, nous devons accorder une attention particulière à la relation de taille et de position. Il est recommandé que le diamètre du trou soit cohérent avec l'épaisseur du matériau lui-même, comme l'utilisation d'une plaque de 2 mm pour ouvrir un trou de 2 mm de diamètre. L'espacement entre les trous adjacents doit être au moins six fois l'épaisseur du matériau.
Il est également important de noter que les trous ne doivent pas être trop proches du bord. Nous vous recommandons de garder une distance de sécurité d'au moins trois fois l'épaisseur du matériau.
2. Principe de contrôle de la puissance
Nous avons constaté que le maintien d'une épaisseur de paroi uniforme est crucial pour la qualité du produit. Si différentes structures d'épaisseur doivent être utilisées dans la conception, il est recommandé de planifier l'ordre d'empilement et l'itinéraire de traitement des plaques à l'avance. Selon notre expérience , les pièces structurelles avec une différence d'épaisseur de plus de 20% doivent prêter une attention particulière au problème de positionnement pendant le traitement, ce qui peut facilement conduire à une déviation dimensionnelle du produit fini.
3. Spécification du rayon de courbure métallique
Dans le processus de flexion, nous adhérons toujours au principe de base du "rayon équivaut à l'épaisseur". Par exemple, lors du traitement d'une plaque de 1,5 mm d'épaisseur, le rayon d'arc au coude doit également être conservé à 1,5 mm. Cette correspondance simple peut éviter efficacement des problèmes tels que la fissuration du pli ou la déformation de surface. Lorsque vous rencontrez des formes spéciales qui nécessitent un réglage du rayon, il est recommandé de effectuer des tests d'échantillons à l'avance.
4. Méthode de calcul d'allocation
Lors du dessin d'un diagramme d'extension plane, il est préférable d'ajouter une section de matériau réservé en fonction de la taille réelle. Ce matériel supplémentaire est appelé allocation de flexion . Les caractéristiques élastiques du matériau doivent être prises en compte dans le calcul spécifique, et la méthode d'essai et d'erreur est généralement utilisée pour déterminer la meilleure valeur. Pour l'acier conventionnel, nous sommes habitués à déduire 1,5 fois l'épaisseur du matériau de la longueur de la bride comme compensation. Cette valeur empirique peut mieux équilibrer la précision dimensionnelle et l'efficacité de traitement.
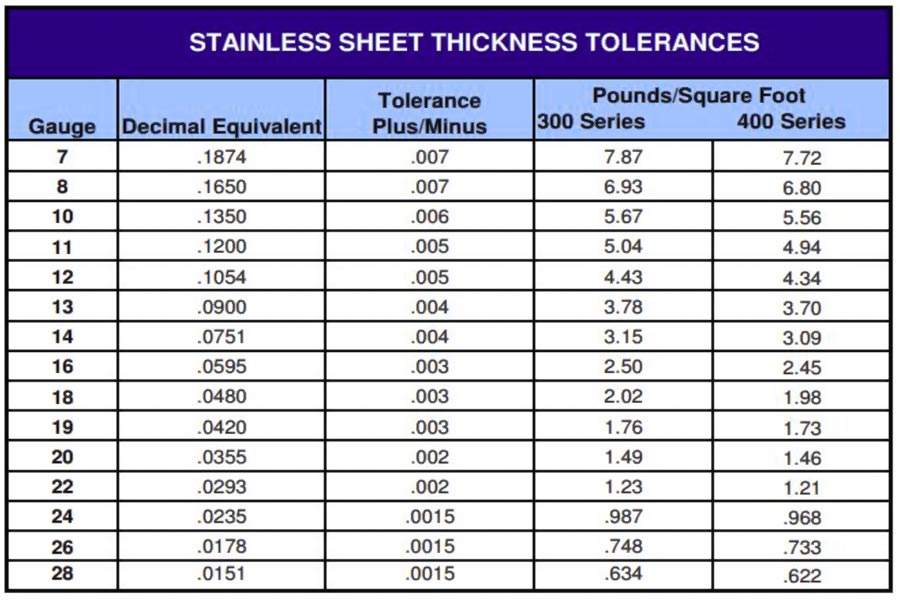
1.Cutting Process La coupe est la première étape du traitement de la tôle . Les travailleurs utilisent des cisaillements ou des coupeurs laser pour couper la tôle en formes spécifiques. Le cisaillement comprend trois opérations de base: les matériaux de coupe, les trous de poinçonnage et les pièces de séparation. Pour les commandes industrielles avec des exigences de haute précision, les entreprises préfèrent la technologie de coupe sans contact. Lors du traitement des plaques en acier inoxydable de 2 mm d'épaisseur, la largeur d'incision de la découpe laser peut être contrôlée à moins de 0,15 mm est actuellement la plus utilisée. Le processus peut atteindre une précision de traitement de ± 0,1 mm , ce qui est plus de 50% plus efficace que le cisaillement traditionnel. La découpe au laser peut non seulement réduire les déchets de matières, mais également raccourcir les cycles de livraison, et est particulièrement adapté à la production de masse de pièces de précision. 2. Processus de vidage Le soudage relie les métaux en chauffant ou en faisant pression. Les méthodes de soudage courantes comprennent: Soudage MIG / MAG: Il s'agit de la méthode la plus couramment utilisée pour connecter les pièces en acier. Grâce à l'alimentation en fil continu et à la protection de l'argon, la résistance d'une seule soudure peut atteindre 90% du matériau parent. Lors du traitement des étagères l'année dernière, nous avons utilisé cette méthode pour compléter 80% de le travail de soudage . Soudage TIG: Lors du traitement des réservoirs d'eau en acier inoxydable, nous préférons cette méthode plus contrôlable. Pendant le fonctionnement, l'électrode en tungstène doit être maintenue à 3 à 5 mm de la pièce, et l'entrée de chaleur doit être contrôlée avec précision par la pédale de pied. 3.Bense et formant le Bend Sheet Metal Process Modifie la forme de la feuille par la force externe. Pendant le fonctionnement, le travailleur déforme la feuille de métaux le long d'un axe linéaire pour former un angle spécifique. L'équipement commun comprend: Machine de flexion de type V: flexion de base avec un moule triangulaire. L'épaisseur du matériau affecte directement l'effet de flexion. Le rayon de flexion d'une plaque mince de 0,5 mm est généralement 1 fois l'épaisseur de la plaque, tandis qu'une plaque de 5 mm d'épaisseur nécessite un rayon de plus de 3 fois. L'opérateur doit ajuster les paramètres de moule en fonction des caractéristiques du matériau. 4.Stamping Process La machine d'estampage coopère avec le moule pour obtenir un prototypage rapide. Ce processus complète la coupe et la mise en forme à température ambiante en même temps et peut traiter 600 à 800 pièces par heure. Les processus de base incluent: Punching: faire des trous de montage ou des trous de dissipation de chaleur. Le poinçonnage et le brouillage simples conviennent au traitement précoce, et les processus de dessin complexes peuvent former directement le produit final. Des pièces telles que Les portes de voiture et les coquilles de châssis sont toutes formées par l'estampage multi-processus . Dans la fabrication de tôles, la clé pour équilibrer la résistance et le coût à travers le graphique de la jauge en tôle est la sélection scientifique et l'optimisation du processus: 1. Comprendre la relation entre l'épaisseur de la feuille et les performances 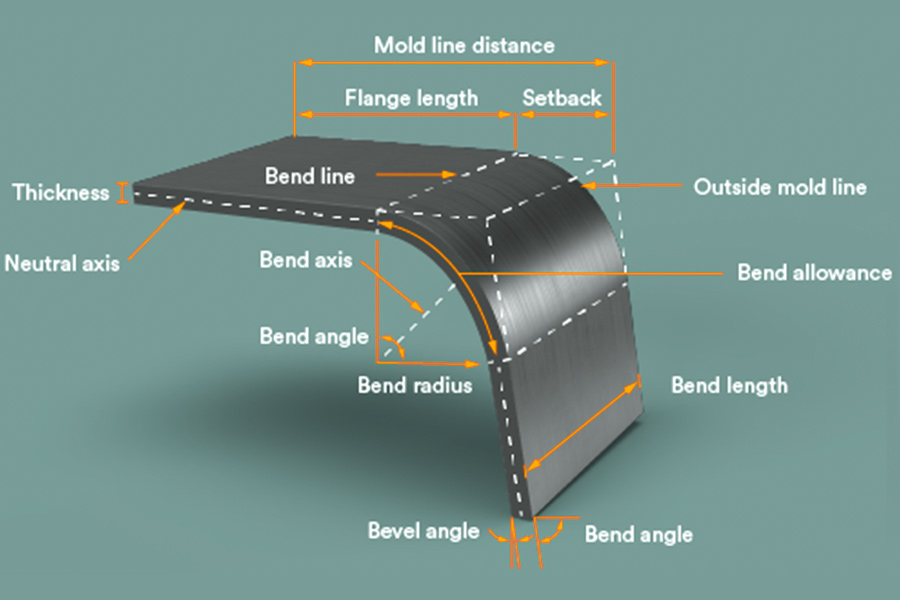
Quels types de fabrication de tôles existe-t-il?
Soudage laser: La mise au point du faisceau laser génère une température élevée pour atteindre un soudage rapide. La zone touchée par la chaleur est petite, adaptée à Soudage de précision composants électroniques .
Machine de formage de type U: fabrication de structures tubulaires ou de boîtes.
Équipement de roulement: Traitement des pièces en forme d'arc.
BLANKING: séparant la forme des parties.
Dessin: Former des pièces en forme de coupe.
En relief: fabrication de textures de surface.

Comment équilibrer la force et le coût à travers un graphique de jauge en tôle?
2. Stratégie d'optimisation du coût
Contrôlez précisément la quantité de matériaux:
Pendant la phase de conception, nous utiliserons le logiciel FEA pour analyser les conditions de contrainte et découvrir où l'épaisseur peut être réduite. L'année dernière, lorsque nous avons aidé une usine à laver à concevoir un baril intérieur en acier inoxydable, nous avons constaté par simulation que la paroi latérale était moins stressée. Enfin, l'épaisseur a été réduite à 1,0 mm, et le matériau a été remplacé par une plaque d'acier lamelle à froid, ce qui a réduit le coût global de 25%. En fonctionnement réel, une attention particulière doit être accordée au fait que la zone d'amincissement ne peut pas affecter la force des trous d'assemblage.
Sélection flexible de matériaux alternatifs:
Pour les pièces structurelles non porteuses, il est recommandé d'utiliser un alliage d'aluminium au lieu de l'acier inoxydable. Par exemple, après que la coquille de la boîte de contrôle a été changée en alliage d'aluminium 6063, le poids a été réduit de 30% et le coût du matériau a été économisé de 20%. Le traitement de surface utilise l'anodisation , qui est à la fois résistant à la rouille et belle. Un lot de coquilles d'équipement extérieur traités l'année dernière n'a pas été rouillé jusqu'à présent. Mais il convient de noter que la flexion en alliage en aluminium nécessite un rayon d'arc plus important, qui doit être confirmé à l'avance.
3. Optimisation de la conception structurelle
Solution de renforcement de plaque mince:
Les concepteurs peuvent faire des côtes de renforcement surélevées à la surface des plaques minces (comme 1,0 mm). Cette méthode peut augmenter la résistance à la flexion de la plaque à trois fois l'original en modifiant la distribution des matériaux. Ces données sont le résultat du test réel du laboratoire JS.
Application de structure combinée:
Lorsque la résistance d'une seule couche de plaque est insuffisante, plusieurs plaques minces peuvent être combinées par soudage ou rivetage. Par exemple, l'utilisation de trois plaques de 1 mm au lieu de plaques de 3 mm d'épaisseur peut réduire le poids de 10% à 15% tout en maintenant une capacité de charge similaire.
Points de processus de flexion:
La société JS a trouvé par la vérification de la production de masse que le rayon d'arc du moule de flexion doit être au moins égal à l'épaisseur du matériau. Pour la plaque en aluminium commune de 2 mm, un moule avec un rayon de 2 mm doit être utilisé. Il y a deux avantages à le faire. Premièrement, l'angle de la pièce est plus précis après la formation, et la quantité de rebond est réduite de plus de 30%. Deuxièmement, la perte de moisissure est réduite et la durée de vie moyenne est prolongée de 50 lots de traitement.
Il convient de noter que si un petit moule à rayon est utilisé de force pour traiter les plaques épaisses, elle provoquera non seulement des fissures à la surface des pièces, mais accélérera également l'usure du moule. Il y a eu des cas ratés de traitement des plaques de 2 mm avec des moules R1,5 sur la ligne de production, ce qui a finalement provoqué la mise au rebut du lot de pièces.
 Quels facteurs doivent être pris en compte lors du choix des fabricants de tôles appropriés?
Quels facteurs doivent être pris en compte lors du choix des fabricants de tôles appropriés?
1.Technical and Process Capacities: a nécessité des techniques de traitement CNC flexion, soudage, traitement de surface, etc.) et répondre aux exigences de précision et de complexité.
3. Certification de qualité et normes: Confirmation de l'ISO, de la certification IATF et de la conformité des normes de l'industrie (par exemple, les normes spéciales dans l'automotive et l'aviation FIELDS).
5. Cost Transparency: Comparez les offres pour éviter les coûts cachés en incluant les coûts de processus complets (par exemple, conception, traitement et reprise).
6.Après le service et le support: Comprendre la vitesse de réponse technique, la politique de garantie et la capacité de résolution de problèmes. 7. Conformité de la protection et de la sécurité de l'environnement: La priorité doit être donnée aux entreprises de production.
8. Industry Reputation and Case Studies: Référence Évaluations des clients et réussites pour vérifier les capacités de livraison et la stabilité technique.
Lors du choix des fabricants de tôles, une évaluation complète de sa capacité technique, de son contrôle de la qualité, de l'expérience de l'industrie et de leur coût est nécessaire. En tant qu'équipement de services de traitement de la tôle de sexe de l'industrie Advanced Equipment, le concept de fabrication de processus d'optimisation des processus numériques Green Manufacturing, JS Company fournit des services de traitement de la tôle et de la tôle galvanisés de haute précision à plus de 2000 clients dans le monde. Le traitement de la tôle est une technologie de base pour la production industrielle et joue un rôle clé dans la fabrication d'équipements et le développement de produits. Notre entreprise a accumulé beaucoup d'expérience, dans le domaine du traitement des feuilles en aluminium et de la formation de feuilles d'acier par intégrant les services de procédure complète , de la tôle de flexion à des systèmes de coupe laser. La durée de vie moyenne des produits est augmentée de plus de 15% par rapport aux processus traditionnels. Ces nouvelles technologies rendent les pièces en tôle plus légères, plus minces et plus durables, garantissant une qualité de produit stable et fiable. Le contenu de cette page est uniquement à des fins d'information. JS Série Aucune représentation ou garantie de toute nature, expresse ou implicite, ne sont faites de l'exactitude, de l'exhaustivité ou de la validité de l'information. Il ne faut pas déduire que les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité du matériau et le type ou le travail que le fournisseur ou le fabricant tiers fournira via le réseau Jusheng. Ceci est la responsabilité de l'acheteur Demandez un devis pour les pièces pour déterminer les exigences spécifiques pour ces parties.
JS est une entreprise de tête de l'industrie Focus sur des solutions de fabrication personnalisées. Avec plus de 20 ans d'expérience en desservant plus de 5 000 clients, nous nous concentrons sur la haute précision CNC Machining , Fabrication en tôle , 3D Printing , Moulage d'injection , metal starming, et autrement One-stop services. 1.Par de fabrication de tôles de fabrication de pièces avec des structures complexes? En utilisant la coupe laser et la technologie de flexion CNC pour fabriquer des pièces structurelles complexes, sa capacité de coupe à haute précision et sa capacité de flexion multi-angles peut être combinée avec la technologie de soudage pour atteindre la géométrie complexe de petit écart à grande taille. 2. Les planches plus épaisses seront plus fortes? L'augmentation de l'épaisseur de la plaque peut améliorer la résistance à la compression et à la flexion de la plaque, mais la plaque est trop épaisse (comme> 10 mm) et nécessite un traitement spécial (par exemple, la formation à chaud ou la presse hydraulique) en raison de sa rigidité, ce qui rend difficile de se plier et de se fissurer. 3. est l'alliage en aluminium adapté à la coulée ou à la tôle Les deux sont acceptables. Résumé

Avertissement
JS Team
Notre usine est équipée de plus de 100 centres d'usinage à 5 axes de pointe et est certifié ISO 9001: 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité aux clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production à faible volume ou de personnalisation de masse, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisissez JS Technology Cela signifie choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, veuillez visiter notre site Web: jsrpm.com faqs
Ressources
Soudage de résistance électrique