Les pièces usinées sont expédiées en 3 jours, commandez vos pièces en métal et en plastique aujourd'hui.WhatsAPP:+86 189 2585 8912Doris.wu@js-rapid.com
Guide essentiel de l'ingénieur: 5 processus de fabrication de tôles comparés
Écrit par
JS
Publié
Apr 22 2025
Fabrication de tôles
Suivez-nous
Fabrication de tôle est largement utilisée dans l'automobile, l'électronique, l'aérospatiale, les appareils électroménagers et autres champs. Lightweight aluminum s Heet Metal et Corrosion Resistant Galvanisé S Heet Metal peut être converti en composants industriels pour répondre aux exigences strict via des feuilles de précision Fabrication . AS COMPÉNICATION DES DATA-V-79C893 = "> AS AS Pour fournir des solutions de personnalisation pour la flexion des tôles de la conception à la production, aidant les entreprises à réaliser deux percées en efficacité et en qualité.
Le risque de déformation nécessite un équipement spécialisé.
Soudage
Fixation mécanique.
La scène doit être démontée.
réversible, mais moins intense.
adhésif
CONNEXION CHIMIQUE.
scellant ou décoration.
Pas de déformation thermique, mais une mauvaise résistance à la température.
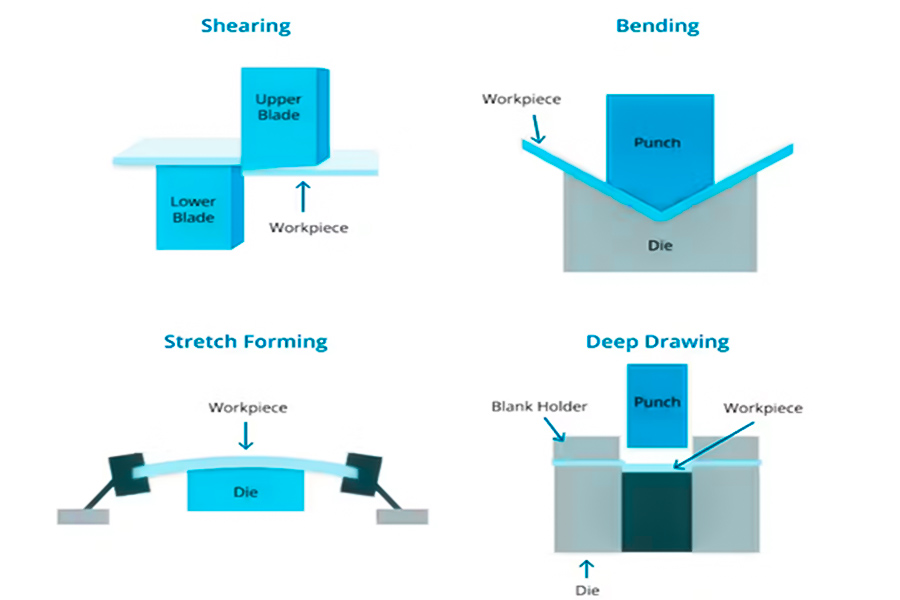
Le noyau du traitement de la tôle réside dans la sélection flexible des méthodes de coupe, de flexion, d'estampage et d'autres méthodes, combinées avec les caractéristiques du processus et les exigences de production, pour réaliser une fabrication de pièces efficace et précise.
Quels sont les types de processus grand public pour Aluminium S Heet Metal est-il?
Flexion en forme de V: Convient pour le boîtier électrique des structures à angle droit égal, rayon de filet de moisissure ≥1,5 fois épaisseur de plaque.
Rouliement: roulement continu des pièces cylindriques / coniques (par exemple le support de poteau lampe) avec un rayon de flexion minimum de R = 2t.
Core technique: La machine de flexion servo est équipée d'un système de rétroaction de pression en temps réel par simulation CAE.
Case: Nouveau pack de batteries de véhicules d'énergie, erreur d'uniformité de l'épaisseur de paroi ≤ 0,1 mm.
Exigences de l'équipement: Surveillance en temps réel des fluctuations de pression (précision ± 0,5 MPa) pour prévenir la surtenture des plaques d'aluminium.
Process Selection Comparison Table
Type de processus
Avantages de base
adaptabilité en aluminium
Applications typiques
b lanking
Qualité transversale élevée, adaptée à la plaque mince.
0.1-2.0mm aluminium tôle.
Précision électronique.
"> "> ">
Une fois moulé, le taux d'utilisation du matériau est élevé.
0,5-4,0 mm Matériau en aluminium ductile.
Battera Basing.
flexion
Courbure personnalisable et production flexible.
Épaisseur de tous les aluminium tôle .
Support, coquille incurvée.
hydroforming
Structure creuse complexe avec épaisseur de paroi uniforme.
ALLIAGE D'ALLIME DE SERIE 6-SERIE.
.
Nouvelles composants d'auto Energy.
Points principaux du processus d'estampage de l'aluminium FEUILLE:
Adaptation des matériaux: Selon les exigences du produit, les exigences peuvent être sélectionnées 1 série (aluminium pur), 5 séries (Rust Proof), 6 séries (haute résistance) Aluminium tôle .
Contrôle du rebond: La déformation élastique des matériaux en aluminium est compensée par une conception de compensation de moisissure (comme l'augmentation de l'angle de prébend).
anodisé (dureté hv ≥150) ou traitement de la passivation pour améliorer la résistance à la corrosion.
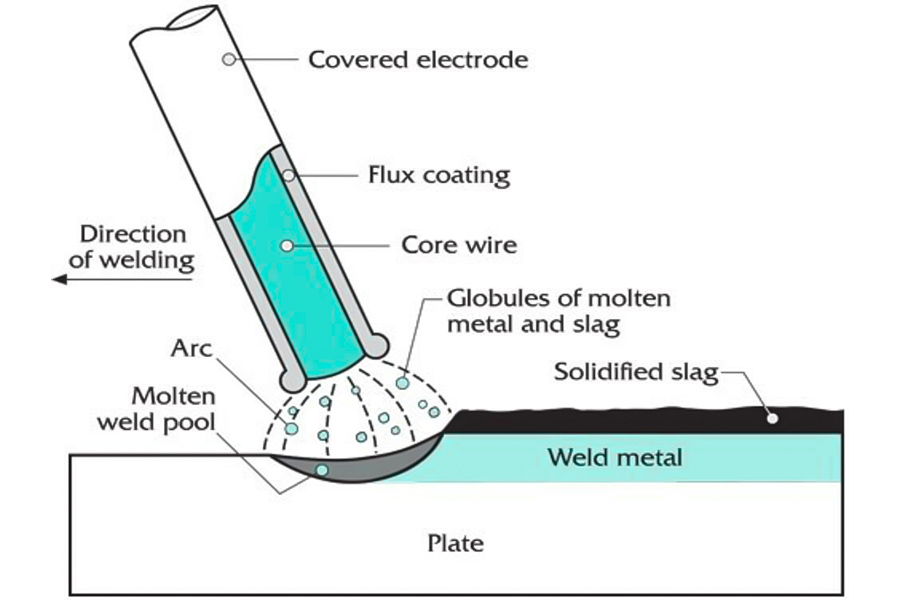
Le processus de soudage est adapté à GalVanisé S Heet Metal ?
Selon la capacité technique de la précision JS et les caractéristiques de Galvanied Sheet recommandé:
1. Soudage MIG Pulse
Revêtement en zinc sur Steel galvanisé Metal est volatile et le soudage MIG traditionnel peut facilement produire des stomates. Pulse MIG reduces heat input and interference of Évaporation du zinc vers le pool de fonte en contrôlant la forme d'onde de courant tout en maintenant la résistance du soudage.
JS adopte un équipement MIG avancé, prend en charge le mode impulsion, adopte des fils de soudage professionnels (contenant la résistance en silicium et en aluminium).
JS adopte le système de surveillance laser haute précision, qui peut gérer la géométrie complexe, combiner avec une technologie de surveillance en temps réel pour assurer la qualité de soudure et répondre à une tolérance stricte à ± 0,005 mm.
3. soudage au point de résistance
Convient pour l'acier galvanisé mince Metal (par exemple 0,5-3 mm), le métal fond in situ à travers l'action instantanée de la pression et du courant des électrodes, et la couche de zinc est couchée sous pression pour former une connexion fiable.
Prétraitement et post-traitement: fournit un nettoyage de surface (par exemple, l'élimination chimique du zinc) et les services de revêtement post-soudage pour l'acier galvanisé Metal pour améliorer la résistance à la corrosion et prolonger la durée de vie des composants.
Diversification des matériaux: plus de 50 matériaux métalliques, y compris Galvanized Steel metal href="https://jsrpm.com/contact-us">supporting customization from prototype to mass production.
Environmental process: Reduce zinc vapor emissions using low-pollution welding technology and exhaust gas recovery systems, in line with the 20% reduction target set by JS.
What is the impact of bending molds on machining accuracy?
The influence of bending mold on the machining accuracy of bend sheet metal is mainly reflected in the following aspects:
1.Design of mold fillet radius
Impact angle accuracy: If mold fillet radius is too small, it will produce cracks in the plate at the crease. If the radius is too large, the theoretical bending angle may change (for example, the actual bending angle of a 90° mould may become 88 °-89 °).
Rebound compensation: The mold needs to design a pre-bending angle (e.g. add 2-3° to compensate for rebound of aluminum plates) based on the ductility of the material.
Rough: When Ra> 1.6μm, it is easy to cause metal debris to adhere to the surface of the plate, affecting subsequent spraying or welding processes.
4.Mold materials and heat treatment
Mold hardness: Cr12MoV mold steel (HRC58-62) has a service life more than three times that of normal 45# mold steel and is not easily deformed after long use.
Heat treatment defects: Mold quenching inhomogeneity will accelerate local wear and affect bending consistency.
5.Mould wear and maintenance
Wear threshold: When the mold blade wears more than 0.1mm, the stability of the bending angle decreases significantly (e.g. from ±0.5° to ±2°).
Maintenance cycle: It is recommended that mold size be checked every 5,000 processing cycles and repair or replaced in a timely manner.
6.Match of mold thickness and plate thickness
Thin plate mold (≤ 1mm): Alloy inserts are required to prevent breakage of the mold due to excessive punching force.
Thick plate mold ≥ 3mm: It is necessary to add a gasket design to the bottom of the mold to disperse pressure and avoid plate layering.
How to choose the material thickness of sheet metal parts?
The selection of sheet metal part material thickness requires comprehensive consideration of function requirements, process limitations and economy. Sheet metal gauge chart is the core tool to guide selection. Here are the key steps and highlights:
1.Clarify application scenarios and load requirements
Static loads (such as brackets and shells): The yield strength of a sheet metal gauge chart, select the minimum thickness that can withstand the expected load.
Dynamic load (e.g. car chassis): Fatigue strength needs to be calculated, usually 20% to 30% more than static load.
For example, if the electrical casing is subjected to a concentrated load of 50kg, according to the gauge chart, SPC steel 1.5mm thick meets the bending strength requirements.
2.Matching thickness range of manufacturing process
Type de processus
Applicable gauge range
Process limitations
Cutting laser
0.1mm-20mm
The cutting speed of thick plate is reduced and the risk of thermal deformation is great.
Bending
0.5mm-6mm
The angle of the V-mold needs to be adjusted to the thickness (e.g. using the 80° V-mold to make a 6mm plate).
Deep stamping
0.6mm-3mm
The material elongation rate should be ≥20% (such as aluminum alloy 5052).
The sheet metal gauge chart will indicate the recommended thickness range for different processes, such as 0.8mm-3mm for aluminum sheet metal (1060) bending.
3.Balance cost and material utilization
Thin plates (≤1mm): Low cost but easily deformed, suitable for large quantity of load bearing components (e.g. computer chassis).
Thick plates (≥4mm): Material costs and processing difficulty are high and require optimal selection through gauge chart (e.g. replacement of 4mm plates with 3mm plates and reinforcement).
Welding: When plate thickness difference is more than 30%, step welding or groove treatment is required (e.g. cross-welding between 2mm and 1.5mm plates).
Riveting: The total thickness of the plate ≤3 times the riveting diameter (e.g. M5 riveting for aluminum plates ≤1.5mm in thickness).
Sheet metal gauge chart application
Type de matériau
Gauge number
Actual thickness (mm)
Typical use
SPCC cold rolled steel
18
1.2
Electrical enclosures and shelves.
AL1100 aluminum sheet metal
20
0.9
Heat sink, electronic device casing.
SUS304 stainless steel
16
1.0
Medical equipment, food equipment.
What are the reasons for choosing JS sheet metal fabrication?
1.Production accuracy and quality control
JS uses imported laser cutting equipment with accuracy of ±0.005mm, far exceeding industry standards (traditional sheet metal fabricators is typically ±0.02mm), especially for precision electronics (such as cell phone heat sinks) and aerospace components, and solves the deformation problem of high-strength steel and aluminum alloys.
Comparison items
JS sheet metal fabrication
Other sheet metal fabricators
Cutting accuracy
±0.005mm (laser cutting)
±0.02mm-0.05mm (traditional CNC stamping machine)
Rebound compensation accuracy
AI algorithm compensation, error ±0.01mm.
Manual adjustment, error> 0.1mm.
Surface quality
Thermal effect zone<0.1mm, no burrs.
The burrs were obvious and needed polishing.
2.Speed of delivery and productivity
JS standardized orders can be delivered within 1-2 weeks and urgent orders can be returned within 24 hours, with a 30% reduction in wait times. Multi process collaboration (cutting+bending+welding) is achieved synchronously, increasing overall efficiency by 30% -50%.
Comparison items
JS sheet metal fabrication
Other sheet metal fabricators
Standard delivery times
1-2 weeks.
3-4 weeks.
Small batch response
24-hour express delivery.
Mold replacement takes 1-2 hours and is only suitable for mass replacement.
More than 50 varieties (including special boards).
10-20 types(conventional metals only).
Material utilization rate
92% + (remaining material intelligently matched).
80-85% (depending on fixed-specification procurement).
Contrôle des coûts
Recycling excess materials can reduce costs by 15%.
Material waste is widespread and systematic optimization is lacking.
4.Technological innovation and process upgrading
JS introduces artificial intelligence vision correction system and self-bending devices to support complex surface shaping and provide integrated solutions.
Comparison items
JS sheet metal fabrication
Other sheet metal fabricators
Technical Capability
AI corrects + automatically bends.
Manual adjustment is the main focus.
Process innovation
Support irregular parts/surfaces.
For flat/simple bending only.
Simulation verification
Built-in CAE simulation system.
No simulation capability, by trial and error.
5.Global service capability
JS supports multilingual drawings and global logistics tracking (DHL/UPS dedicated line) and serves clients in more than 30 countries.
Comparison items
JS sheet metal fabrication
Other sheet metal fabricators
Scope of services
Global delivery (more than 30 countries).
Local or regional markets only.
Communications support
Multilingual drawing and technical team.
English documents rely on third-party translation.
Delivery times
International orders take 4 to 6 weeks.
Subcontracting causes delays to third parties.
Summary
In the field of industrial manufacturing, sheet metal fabrication has become an indispensable technical pillar in modern industrial system due to its diverse process and extensive application scenarios. Sheet metal processing involves cutting, sheet metal bend, stamping, welding and other core processes, sheet metal sheets into a functional and aesthetic combination of structural components. Whatever the material, the perfect balance can be achieved through process optimization and material selection.
JS Precision Manufacturing has 20 years of industry experience and an intelligent production system that pushes traditional sheet metal processing to a new level. It redefines the technical boundaries and value standards of sheet metal processing by providing global customers with one-stop solutions ranging from prototype design to mass production with extreme precision, adequate material adaptability and green manufacturing concepts.
Avertissement
Le contenu de cette page est à des fins informationnelles uniquement. JS Series Aucune représentation ou garantie de tout type, express ou implicite, ne sont faites quant à l'exactitude, à la complétude ou à la validité des informations. Il ne faut pas déduire que les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité du matériau et le type ou le travail que le fournisseur ou le fabricant tiers fournira via le réseau Jusheng. Ceci est la responsabilité de l'acheteur Demandez un devis pour les pièces pour déterminer les exigences spécifiques de ces parties.
JS Team
js est une entreprise de la tête de l'industrie Focus sur des solutions de fabrication personnalisées. Avec plus de 20 ans d'expérience en desservant plus de 5 000 clients, nous nous concentrons sur la haute précision CNC Machining , Fabrication en tôle , 3D Printing , Moulage d'injection , metal starming, et autrement One-stop Services. Notre usine est équipée de plus de 100 centres d'usinage à 5 axes à la pointe de la technologie et est certifié ISO 9001: 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité aux clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production à faible volume ou de personnalisation de masse, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisissez JS Technology Cela signifie choisir l'efficacité, la qualité et le professionnalisme. Pour en savoir plus, veuillez visiter notre site Web: jsrpm.com
FAQs
1.What is the general accuracy of sheet metal processing?
Laser cutting up to ±0.005mm, CNC bending up to ±0.02mm, traditional stamping up to ±0.1mm. High-end equipment combined with AI algorithms can break through micron level accuracy and meet high-demand scenarios such as precision electronics and aerospace.
2.What's the difference between laser cutting and traditional stamping?
High precision Laser cutting (±0.02mm), no mold required, suitable for irregular holes. Punching depends on die, low cost, suitable for large-scale wire cutting.
3.Why does the automotive industry heavily use sheet metal fabrication?
With its lightweight, high strength and high efficiency, the automobile industry relies on sheet metal processing to quickly form complex components such as bodywork and chassis, while taking into account cost control and large-scale production needs.
4.Why is sheet metal fabrication considered green manufacturing?
Sheet metal processing reduces pollution and waste by increasing material utilization (waste), low energy consumption and environmental protection mesures. Realize resource recycling and cleaner production in conjunction with ISO 14001 certification.
Expert en prototypage rapide et fabrication rapide
Spécialiser dans l'usinage CNC, l'impression 3D, la coulée d'uréthane, l'outillage rapide, le moulage par injection, la coulée de métal, la tôle et l'extrusion.