Fabrication de tôles est l'un des liens principaux de la recherche et du développement de la structure mécanique, de la coquille d'équipement électronique et de l'équipement industriel. Son processus de conception nécessite de considérer de nombreux facteurs clés, des matières premières à l'adaptabilité du processus de fabrication, de l'optimisation de la conception structurelle à la sélection du traitement de surface. Chaque lien affecte directement la qualité et les performances du produit final.
Dans cet article, les principaux problèmes à prendre en compte dans la conception des pièces en tôle sont analysés afin d'assurer la cohérence et la qualité de chaque produit et fournir un échange de référence de la conception à la production de masse.
Quels sont les critères de conception de pièces en tôle?
1.Les modules de fracture
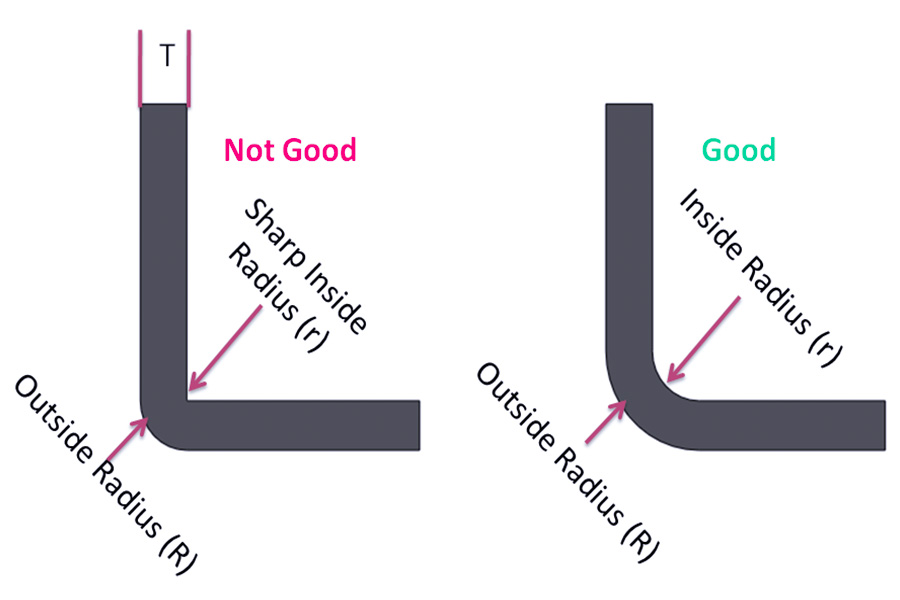
Dans la conception de la tôle, le module de rupture affecte directement les performances de flexion de la tôle. Lors de la flexion, la tension de traction sur la surface externe est supérieure à celle de la surface intérieure. Un petit rayon peut conduire à la fissuration. Ce seuil est le rayon de flexion minimum. Dans la conception, un rayon minimum doit être déterminé en fonction de l'épaisseur du matériau . Si nécessaire, la ductilité du matériau peut être améliorée par le polissage et d'autres processus.
2. conception optimale des trous métalliques et des rainures
Le processus d'estampage est une méthode de forage économique et efficace dans le traitement des feuilles de métal . La taille minimale du trou, de la fente ou de la rainure ne doit pas être inférieure à l'épaisseur de la plaque. Ce principe de conception peut considérablement améliorer l'efficacité de la production, réduire le risque de dommages causés par le poinçon et garantir la précision de l'usinage.
3. rayon de courbure minimum
Le rayon de flexion minimum des pièces en tôle est principalement influencé par les propriétés du processus d'usinage et des matériaux. Plus le matériau ductile est ductile, plus le rayon de flexion est petit qu'il peut atteindre. Dans la conception pratique, les différences de performance des différentes notes métalliques doivent être pleinement prises en compte. Le logiciel DFM moderne peut analyser intelligemment ces paramètres pour fournir aux concepteurs des solutions pratiques et flexibles qui répondent aux normes de l'industrie.
4. Sélection de la matériaux et correspondance d'épaisseur
Préférez les matériaux faciles à traiter, tels que la tôle en aluminium et la tôle galvanisée . Sélectionnez l'épaisseur en fonction de l'exigence de procédé de la tôle de flexion. S'il est trop mince, il se déforme et s'il est trop épais, il se plie et se fissure. Il est généralement recommandé de se référer à un graphique de jauge en tôle pour garantir que le rapport de rayon de flexion / d'épaisseur est raisonnable (par exemple 1,5 fois l'épaisseur).
5. Sélection du processus de bend
Selon la complexité des pièces, comme pour la flexion en V à l'angle droit à haute précision, adaptée à la flexion de la structure de la flexion du rouleau. JS L'équipement de fabrication de précision prend en charge une flexion précise de plaques ultrathin de 0,5 mm . Pour plusieurs virages, il est nécessaire de planifier la séquence des virages à l'avance, de simplifier le nombre et l'angle de virages et d'éviter la déviation de rebond ou de taille.
6. optimiser le processus de soudage
Le soudage n'est pas la seule option de conception structurelle en tôle. De nombreux concepteurs sont utilisés pour souder des schémas de support mais ignorent d'autres méthodes de connexion potentiellement plus optimisées. Nous recommandons que les options suivantes soient prises en compte au stade de conception:
- Moulage de coupe intégral: optimisation du processus de coupe des substrats pour atteindre la fonction structurelle.
- Fondeuses mécaniques: schéma de connexion détachable pour les boulons, les rivets, etc.
- Fense de tôle: la rigidité propre du matériau est utilisée pour construire la structure de support.
Quel est l'impact de la sélection des matériaux sur l'ingénierie des tôles?
Dans l'ingénierie des tôles, la sélection des matériaux n'est pas seulement le reflet des exigences fonctionnelles, mais aussi un facteur décisif dans l'efficacité de la fabrication, le contrôle des coûts et la qualité finale du produit. Cela peut être mieux compris dans le cas de la tôle en aluminium et de l'acier.
1. difficulté de procédure et adaptabilité de processus
La tôle en aluminium est plus malléable que l'acier , ont un rayon de flexion plus petit (généralement 1 à 2 fois l'épaisseur du matériau), sont plus faciles à former et sont moins importants à la fissuration pendant la fin de la fin et à l'épaisseur. Par exemple, l'application de plaques en aluminium dans les composants de l'aviation dépend de leurs caractéristiques légères, tandis que l'acier est mieux adapté aux structures de charge mécanique lourdes en raison de sa haute résistance.
2.Cost Efficacité
Si nous nous concentrons sur la résistance, l'acier peut être l'option préférée, mais sa densité élevée et son poids entraînent une augmentation des coûts de transport et d'installation. Au contraire, bien que le prix unitaire des plaques d'aluminium soit plus élevé, dans l'ensemble, la consommation d'énergie de la plaque en aluminium peut être réduite, l'efficacité de traitement peut être améliorée, à long terme, peut améliorer la valeur de l'argent de la plaque en aluminium.
3. L'adaptation environnementale de l'assemblage général
La tôle galvanisée améliore sa résistance à la corrosion par revêtement , ce qui le rend adapté à un environnement humide. Cependant, des soins particuliers devraient être pris pour protéger l'intégrité du revêtement pendant le traitement. Les plaques en aluminium ont des propriétés antioxydantes naturelles qui réduisent les coûts d'entretien tardifs.
4. La tendance de la durabilité
L'aluminium est élevé comme le taux de recyclabilité à 95%, conformément aux tendances de fabrication vertes, tandis que l'acier est une intensité d'émission de carbone relativement. De nombreuses entreprises se tournent vers des composants en aluminium, tels que de nouveaux plateaux de batterie d'énergie, pour atteindre des objectifs de neutralité en carbone, ce qui entraîne également le décalage des processus en tôle vers un faible carbone.
Quels facteurs doivent être pris en compte lors de la conception de pièces de tôle?
La conception de tôles est souvent capturée dans un cercle vicieux de conception et de repensage. Les données montrent que 30 à 50% du cycle de développement des produits sont consacrés à des révisions répétées et que près d'un quart des erreurs d'ingénierie étaient dues à des processus de conception inadéquats. En fait, il y a une énorme déconnexion entre le design CAO et la réalité.
Lors de la conception de pièces de tôle, les caractéristiques de processus du virage en tôle doivent être étroitement combinées à la faisabilité de la fabrication:
1. L'utilisation de moules standardisés
de préférence Utilisez des dimensions de moule standard pour la flexion pour éviter la personnalisation de moules coûteux. Si la structure des composants est complexe, elle peut être formée en soudant ou en rivetant une combinaison de moules standard.
2. la distance de pliage et éviter la position du trou
Les trous, les incisions ou les connecteurs doivent être maintenus au moins 4 fois l'épaisseur du matériau (c'est-à-dire le principe 4T) loin des bords incurvés pour empêcher la déformation causée par la flexion et l'étirement. Lors de la flexion des plaques en aluminium, une attention particulière doit être accordée aux différences de ductilité afin d'éviter de se déchirer en position de trou.
3.Voïde de la géométrie fermée
Le principe d'estampage linéaire de la flexion de la plaque restreint la formation d'une structure fermée. Dans la conception, Les ouvertures doivent être conservées ou utilisées pour la flexion segmentée , et des boîtes entièrement fermées remplacées par des rainures en forme de U
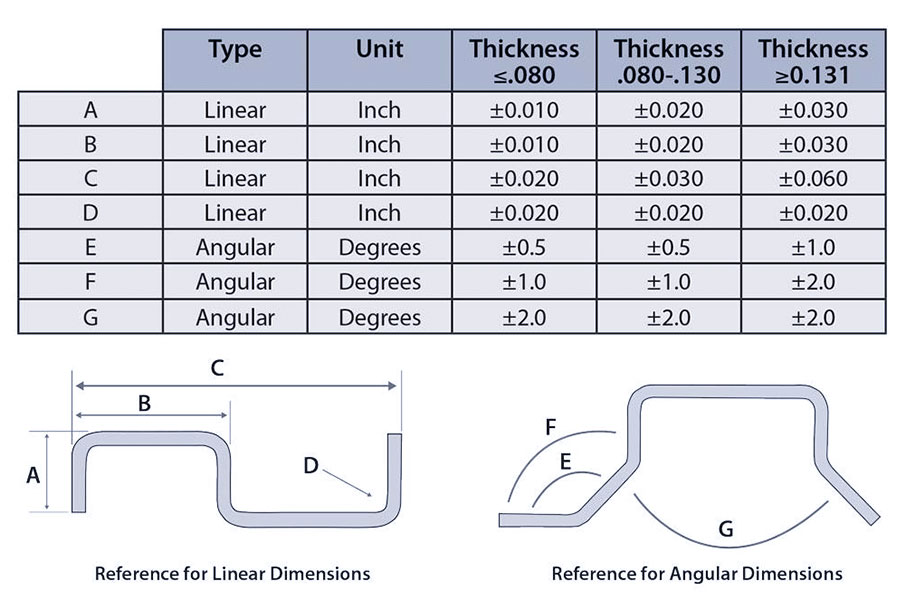
4. Contrôle de la tolérance
La tolérance à la tôle est généralement de ± 0,1 mm à 0,5 mm, par rapport à l'usinage CNC, les exigences de précision ne sont pas élevées. La tolérance finale doit être déterminée en fonction de l'épaisseur du matériau, du nombre de virages et de la précision de l'équipement. La plaque mince accumulera des erreurs après plusieurs virages et un espace de compensation nécessaire.
5. Utilisez un rayon de flexion uniforme
Le rayon de flexion standardisé, tel que 0,030 pouces, peut réduire le temps de commutation des moisissures. Le rayon de flexion recommandé pour la tôle en aluminium est de 1-1,5 fois plus épais , tandis que l'acier nécessite un rayon de flexion plus grand pour éviter le rebond.
6. Options de soudage alternative
Il est facile pour la plaque mince d'être déformée par le soudage. Le rivetage et la pression rivés peuvent être choisis comme connexion alternative. Lors de l'installation de matériel PEM, il est nécessaire de correspondre à l'épaisseur du matériau pour éviter les fissures causées par la concentration de contrainte.
comment éviter les erreurs courantes dans la conception de la tôle?
1. Intensité de sélection de la matériale
- De nombreux ingénieurs abusent des matériaux à haute résistance, tels que l'aluminium 6061-T6, provoquant une flexion et une fissuration. Par exemple, une entreprise a choisi 6061 aluminium pour la force, mais les fissures sont apparues dans le processus de flexion, tandis que l'aluminium 5052-H32 a été entièrement adapté en raison de sa meilleure ductilité.
- Solutions de matériaux: JS priorise les matériaux conviviaux de tôle (comme 1060 Aluminium pur, les procédés de flexion à froid SPCC) dont la résistance à la traction et la conduite compatible avec les processus de flexion. Dans le même temps, nous fournissons une base de données de matériaux pour éviter l'utilisation d'alliages spéciaux qui nécessitent des moules personnalisés.
Souvent, le rayon de flexion n'est pas conservé ou la séquence de flexion est confuse, ce qui conduit à une déformation partielle. Dans la conception de la boîte de confinement, des retouches ont été nécessaires en raison de l'incapacité d'atteindre la flexion de confinement (des ports de processus supplémentaires sont nécessaires).
solution js:
- Nous avons réglé un rayon de flexion standardisé (par exemple 1-1,5 fois l'épaisseur du matériau) contre la norme de l'industrie de 0,030 pouces.
- Planifiez de plier la tôle en séquence, pliant d'abord les bords secondaires, puis traitant de la structure principale et marquant une direction de flexion claire (en forme de V ou flexion de rouleau).
Solutions:
- Si cela devient apparent pendant le traitement que la tolérance de balisage ne peut pas être obtenue, Notre équipe d'ingénierie vous consultera dès que possible pour concevoir les solutions d'optimisation de conception . A better approach would be to maintain close communication with our experts during the design phase.
- Rappel spécial aux projets qui ont travaillé organiquement sur des pièces correspondantes: Une fois qu'une pièce de plaque est terminée, il peut être difficile de les modifier.
Notre équipe recommande fortement une stratégie de priorité de tôle , où les fabricants de tôles complètent les avis de conception avant le traitement.
4. design des trous
solutions:
- Spécifications de foret Bit adaptées à différentes tailles d'ouverture:
| Diamètre d'alésage | Spécifications de forage applicables | scène | Efficacité du coût |
| φ0.125 (3,2 mm) | Standard # 40 Drill Bit | trous d'installation, trous de ventilation | Coût de l'outil ↓ 40% |
| φ0.25 (6,35 mm) | Standard # 8 Drill Bit | Trous de connexion pour les composants structurels | Efficacité de traitement ↑ 25% |
| φ0.5 (12,7 mm) | Standard # 20 Drill Bit | Trou de fixation du bord de la bride | La durée de vie de la moisissure étendue de 50% |
| Type de fonction | Exigences de distance minimale | cas de défaillance |
| Distance adjacente de la ligne courbe | Épaisseur ≥ 2 fois (par exemple, carte 1 mm → ≥2 mm) | Longueur de trou Ligne de pliage 1,5 mm → Déchirure |
| bord du trou | Épaisseur ≥ 1 fois (par exemple la carte 0,8 mm → ≥ 0,8 mm) | Marge de trou 0,5 mm → Crack de bord |
| Espacement des trous | Épaisseur ≥3 fois (pour éviter la superposition de stress) | L'espacement des trous est deux fois plus épais → Déformation d'espacement La plaque |