

Sie haben gerade einen Aluminium -Legierungsteil bearbeitet, aber es gibt immer noch winzige Messerspuren und Burrs auf der Oberfläche. Sie wollen damit umgehen. Einige Leute sagen Sandstrahlen, während andere darauf bestehenPerlenstrahlung. Es klingt so, als würde man Hochdruckluft zum Sprühen von Partikeln verwenden. Wenn Sie die falsche auswählen, wird dies problematisch sein. Zumindest wird der Effekt falsch sein, und im schlimmsten Fall kann es die Teile beschädigen, die Sie hart gearbeitet haben. Dies ist genau das typische Problem, das wir den Kunden helfen, jeden Tag zu lösen.
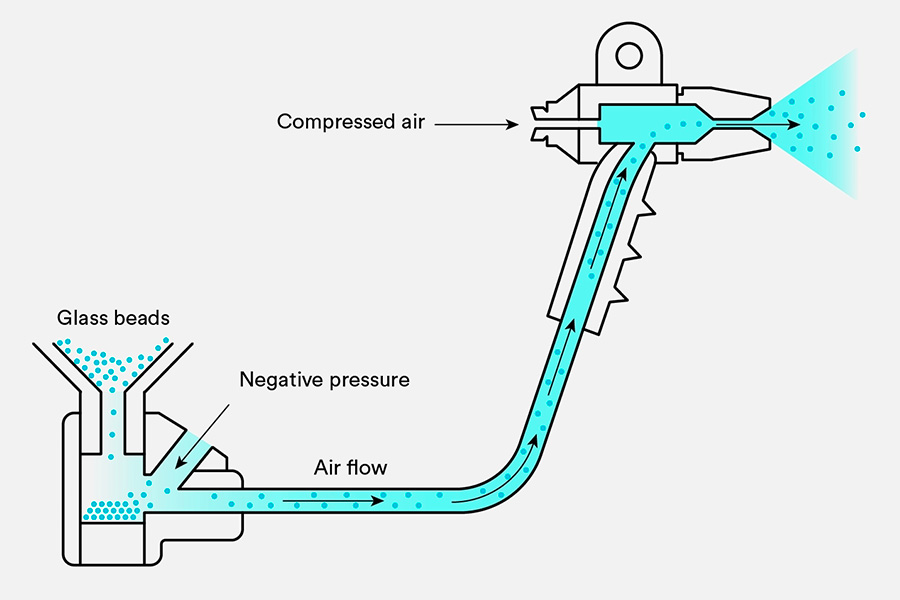
Sandstrahlen und Perlenstrahlen sind zwei weit verbreitete Oberflächen -Finishing -TechnologienBeide können die Aufgaben der Rostentfernung, Dekontamination, Rauten und sogar Verbesserung des Aussehens effektiv erledigen. Sie sind in den Kernprinzipien ähnlich: Beide sind auf Druckluft angewiesen, um Abrieb von Abrieb auf die Oberfläche des Werkstücks mit hoher Geschwindigkeit zu sprühen, und steuern die Intensität der Behandlung durch Einstellen des Drucks und der Dauer.
Die Kernunterschiede zwischen den beiden bestimmen jedoch ihre besten Anwendungsszenarien. Traditionelle Sandstrahlung verwendet häufig harte Schleifmittel mit scharfen Kanten und starken Auswirkungen, was sehr geeignet istBeschichtungsabstreifen. Aber für Präzisions -Aluminium -Legierungsteile wie Sie begegnen oder wenn Sie eine zarte, gleichmäßige matte Oberfläche erhalten müssen, ohne das Substrat zu beschädigen, ist Glasperlenstrahlung eine bessere Wahl.
Kernantwort Zusammenfassung:
| Merkmale | Perlenstrahlung | Traditionelle Sandstrahlung |
| Kernrolle | Reinigen, polieren und die Oberfläche stärken. | Strippen, Ätzen und starke Reinigung. |
| Medium verwendet | Kugelglasperlen. | Scharfer kies (z. B. Alumina, Stahlkörner). |
| Der Einfluss auf die Oberfläche | Kompakt und polieren, minimale Materialmenge entfernen. | Schneiden und Ätzen, eine erhebliche Menge an Material entfernen. |
|
Endgültiger Auftritt
|
Glatte und gleichmäßige Satin/matte Textur. | Eine raue, strukturierte matte Oberfläche. |
| Typische Anwendungen | Reinigen Präzisionsformen, polnische Automobilteile und verschönern Edelstahl. | Entfernen Sie schwere Rost/Farbe und Betonoberflächenbehandlung. |
Dieser Artikel beantwortet Ihre Fragen:
- Diese Anleitung erklärt ausdrücklich den Kernunterschied zwischen Glasperlenstrahl und Sandstrahlung (Perlenstrahlung gegen Sandstrahlung) in Bezug auf physikalische Prinzipien.
- Ich werde ein echtes Beispiel für die Wiederherstellung eines alten Motorradmotors verwenden, damit Sie den Unterschied in den Behandlungseffekten mit Ihren eigenen Augen erkennen können.
- Schließlich wird Ihre gemeinsamen Fragen bei der Auswahl eines Prozesses beantwortet und Ihnen helfen, die Oberflächenbehandlungslösung zu finden, die Ihren CNC -Bearbeitungsteilen am besten entspricht.
Warum verdient dieser Leitfaden Ihres Vertrauens? Sprechen Sie über JS 'Oberflächenbehandlungskonzept
In meiner täglichen Arbeit ist die Geburt eines Teils definitiv nicht so einfach wie eine Werkzeugmaschine, die es in Form schneidet. Wir bei JS glauben immer, dass die Oberflächenbehandlung nicht nur das Ende der Herstellung, sondern auch die erste Visitenkarte des Produkts ist.
Wir kümmern uns um alle Arten von Materialien, von Luftfahrtaluminium fürFlugzeugteileAn Edelstahl für chirurgische Instrumente, von denen jedes eine andere Oberflächenbehandlungsmethode erfordert. Die jahrelange Erfahrung hat uns gelehrt, dass die Auswahl der falschen Oberflächenbehandlungsmethode nicht nur so einfach ist, wie das Teil billig aussehen zu lassen, sondern auch die wichtigsten Dimensionen des Teils leise zu verändern und sogar seine Stärke und sein Leben zu schwächen.
Wir haben verschiedene Geräte in unserer Werkstatt, wie z. B. Glasperlenstrahlmaschinen, aber sie sind nur Werkzeuge. Der wahre Wert liegt darin, zu wissen, wann und warum Sie ihn wählen sollen. Wenn wir beispielsweise die Ermüdungslebensdauer eines Teils verbessern müssen, werden wir Glasperlen wählen, da sie auf der Oberfläche des Teils eine vorteilhafte Druckspannungsschicht bilden können. Umgekehrt, wenn das Teil gemalt werden soll oderplattiertSpäter wechseln wir zur Sandstrahlung zu Aluminiumoxidpartikeln.
Diese Auswahlfähigkeit ist nicht aus der Luft. Es kommt aus der praktischen Ansammlung, Zehntausende von Teilen von Hand zu handhaben und sie erfolgreich ausgeliefert zu beobachten und zuverlässig zu laufen.
"Bill Morton, ehemaliger Vorsitzender des in Großbritanniens abgeschlossenen Materialinstituts für Materialien, betonte oft: Oberflächenfinishing ist das letzte Kilometer von Design - Verstehen Sie es falsch und alles, bevor es verschwendet wird."
Bei JS haben wir ein tiefes Verständnis für diesen Satz. Wir nutzen jeden Tag dieses Fachwissen und diese praktische Erfahrung, um sicherzustellen, dass die Teile nicht nur gut gemacht sind, sondern auch der Surface -Behandlungsschritt genau und wunderschön, damit er nicht nur dem tatsächlichen Gebrauch standhalten kann, sondern auch das Vertrauen der Kunden gewinnen kann, sobald sie es bekommen.
Eingehende Analyse: Die Prinzipien und Auswirkungen der beiden Prozesse
Ich bin Gloria, ein Ingenieur bei JS.Die beiden Sandstrahlenprozesse können als zwei Formen von "Kugeln" sichtbar gemacht werden, die auf die Teiloberfläche treffen:Glasperlen ähneln glatte Murmeln, die die Oberfläche packen und polieren, nicht viel Pulver fällt ab, und die Oberfläche ist flach und matt. Der Winkelsand (wie Aluminiumoxid) verwendet inStandard -SandstrahlungZieh mehr Material aus und erzeugt ein grobes texturiertes Finish, das in Blick und Textur sehr unterschiedlich ist.
Perlenstrahlung: Präzisions -Hammerpolieren
Wie funktioniert es?
Ich benutze 0,05-0,3 mm medizinische Glasperlen(ISO 11126-3 konform) und "blasen" sie mit Hochdruckluft (weniger als 0,6 MPa Druck). Sie trafen die Oberfläche des Teils, nicht kratzten, sondern eher wie Millionen von Mikrohämmern, die sehr schnell, mehr als 500.000 Mal pro Sekunde schlagen, wodurch ein kalter Härtungseffekt ähnlich wie das Schmieden ähnelt.
Was macht es an der Oberfläche?
- Fast kein materieller Verlust:Es wird nicht reinigt, indem das Material durch Amputation entfernt wird, sondern hauptsächlich "Perlen" verwendet, um die äußerste Metallschicht des Teils zu schließen und diese winzigen Poren zu schließen.
- Stärken Sie die Oberfläche:Diese Art von Schlagen kann eine dichte innere Druckschicht auf der Oberfläche des Metalls bilden. Das ist ein großer Vorteil, der die Fähigkeit von Teilen erheblich verbessern kann, Müdigkeit und Stressrissen zu widerstehen. Stellen Sie sich die Spinnteile im Rahmen oder Motor vor, die aufgrund dieser Schicht besser in der Lage sind, Verschleiß standzuhalten.
- Gut aussehend und glatt:DerFertige Oberflächeist ein gleichmäßiger oder sanft weicher glänzender Look, der wie eine leichte Satinoberfläche ist. Auf diese Weise behandelte rostfreie Stahl (auch Edelstahl (Perle Explosion -Finish) ist sehr aussehen.
Key -Effekt -Messung
| Leistungsindex | Luftfahrtaluminium (7075) | Medizinischer Stahl (316L) | Teststandards |
| Ermüdungslebensverbesserung | 28,5% | 34,2% | ASTM E466 |
| Oberflächenrauheit RA (μm) | 0,8-1,2 | 0,5-0,9 | ISO 4287 |
| Tiefe der Druckspannungsschicht (mm) | 0,15 | 0,25 | Röntgenbeugungsmethode |
Datenquellen
Wann soll es verwendet werden?
✓ Präzisionsteile, die die Größe nicht ändern können, wie z. B. chirurgische Instrumente und Beobachtungsfälle.
✓ Unterhaltungselektronik, die ein einheitliches mattes Erscheinungsbild erfordern.
✓ Hochstress-Teile wie Flugzeugmotorblätter.
Sandstrahlen: kraftvolles "Schneiden" -Peeling
Wie funktioniert es?
Die hier verwendeten "Kugeln" sind scharfkantige Partikel, wie Aluminiumoxid (MOHS -Härte 9), Siliziumkarbid oder Stahlkörnung. Sie werden mit hoher Geschwindigkeit wie unzähligen kleinen Schnitzmessern besprüht, mit einem hohen Druck von 0,8-1,0 MPa und der Oberflächeneisenrate erreicht 20-50 μm/min (entspricht dem Abschneiden von 1/3 Haaren pro Minute).
Was macht es an der Oberfläche?
- Echtes Messer und Waffenmaterial "SchneidenOberflächenmaterial. Es ist besonders effektiv für den Umgang mit dickem Rost, fester alter Farbe, Schweißschlacke usw., aber es wird zwangsläufig einen Teil des Substrats wegnehmen.
- Machen Sie eine raue Oberfläche: Die endgültige Oberfläche fühlt sich körnig an und hat eine Textur, die holprig und professionell als "Ankermuster" bezeichnet wird. Diese Seite ähnelt einer rauen Wand.
- Prime the Coating: dasraue Oberflächeist ein guter Partner für Farbe, Pulverbeschichtung oder Elektroplatten. Rauheit bedeutet eine größere Oberfläche, sodass die Beschichtung fester und fester abgeschafft werden kann und eine Grundlage für eine hervorragende mechanische Bindung bildet.
Schlüsseleffektmessungen
| Leistungsindex | Kohlenstoffstahl (AISI 1045) | Titanlegierung (Ti-6Al-4V) | Teststandards |
| Beschichtungsadhäsion (MPA) | 38,7 | 42.9 | ASTM D4541 |
| Ankertiefe RZ (μm) | 50-70 | 40-60 | ISO 13565-2 |
| Effizienz der Rostentfernung (m²/h) | 25 | 18 | SSPC-SP 7 |
Datenquelle: European Coating Journal Vol.45 (2023)
Industrielle Anwendungsfälle
✓ Hochleistungsroboterer Arm: dieBindung von BeschichtungenDie Stärke der gemeinsamen Teile nach Sandstrahlen beträgt größer als 35 MPa, und die Lebensdauer liegt über 80.000 Stunden.
✓ Schiffspropeller: 30 Minuten lang Aluminiumoxid -Sandstrahlen ersetzt 8 Stunden manuelles Schleifen (Kostenreduzierung von 67%).
✓ Bauen Sie Vorhangwand: Erstellen Sie eine verklemmende geätzte Oberfläche mit RZ = 60 ± 5 μm (gemäß EN 14157-Standard).
Letzte Woche reichte ein Drohnenhersteller eine dringende Bestellung über Online -CNC -Bearbeitungsdienste für 500 Titanium -Legierungs -Flügelrippen ein.Wir verwenden einen Schrittprozess:
- Aluminiumoxidsandstrahlung(0,9 MPa/45 ° Winkel) entfernt die Laseroxidschicht (22 Sekunden/Stück).
- Glasperlenpolieren(0,5 MPa/70 ° Winkel) verbessert die Ermüdungsleistung (RA von 3,2 μm auf 0,9 μm).
Wichtige Überlegungen zur Prozessauswahl
Der Kern der Auswahl hängt von den Anwendungsanforderungen, den Materialeigenschaften und den endgültigen Anforderungen für die Oberfläche ab.Das Folgende sind häufig Entscheidungsreferenzpunkte:
| Schlüsselüberlegungen | Empfohlener Prozess |
| Minimieren Sie Größenänderungen (kritisch) | Glasperlensandstrahlung |
| Verbesserung der Oberflächenstärke (Ermüdungslebensdauer> 15%) | Glasperlensandstrahlung |
| Benötigen satin/matt gleiche dekoratives Aussehen (z. | Glasperlensandstrahlung |
| Entfernen Sie gründlich die dicke Oxidskala/hartnäckige Beschichtung/Schweißschlacke (Entfernungsleistung) | Traditionelle Sandstrahlung |
| Vorbereitung für die Bindung für Sprühmalerei/Pulverbeschichtung (ra> 5 μm wird empfohlen) | Traditionelle Sandstrahlung |
Perlenstrahlung ist eine sanfte und präzise "innere Massage", die die Oberfläche schön und stark macht. Traditionelles Sandstrahl ist ein hart umkerntes "Oberflächenabschaben", das speziell zur Behandlung verschiedener hartnäckiger Flecken und zur Vorbereitung der Beschichtung im Voraus verwendet wird.
"Wenn die Oberflächenbehandlung den Erfolg oder Misserfolg eines Produkts bestimmt, raten Sie nicht auf der Erfahrung. Laden Sie Ihre Teilzeichnungen auf JS 'Online hochCNC -BearbeitungsdienstePlattform, und wir werden einen individuellen Oberflächenbehandlungsplan innerhalb von 10 Stunden basierend auf der Datenbank für Materialspannungsanalyse + Prozess ausgeben. Lassen Sie professionelle Daten für sich selbst sprechen und sparen Sie Versuchs- und Fehlerkosten! "
Praktische Fallanalyse: Wiederherstellung des Honda CB350 -Motorgehäuses von 1972
Jeder kennt die Theorie, aber wenn Sie die Motorradwiederherstellung wirklich selbst durchführen, insbesondere die Abdeckung der Aluminiumlegierung der Motorseite des Honda -Motorrad -CB350 von 1972, stellt sich das Problem auf.
Fall: Geben Sie dem alten Aluminiumlegiermotor einen neuen Lebensvertrag an
Das Ziel des Besitzers ist klar:Entfernen Sie die 50 Jahre angesammelten Schlamm, Oxidation und Kratzer und lassen Sie die saubere, leicht matte Originalstruktur des Jahres wiederherstellen.
Falscher Versuch: Die "Rollover -Szene" traditioneller Sandstrahlen
Auf Vorschlag eines Freundes versuchte der Kunde zunächst, das gemeinsame Brown Corundum (Aluminiumoxid) zu verwenden, um Sandstrahlen zu sammeln.Infolgedessen traten mehrere wichtige Probleme auf:
- Oberflächenschäden: Obwohl Sandstrahlen effektiv Schmutz- und Oxidschichten entfernt, wird die Oberfläche, die empfindlich sein sollte, so rau wie grobes Sandpapier und verliert ihren metallischen Glanz vollständig.
- Dimensionsänderung: Ernsthafter, die dimensionale Abweichung des dünnwandigen Bereichs übersteigt ± 0,3 mm aufgrund des materiellen Ätzens, was die Integrität des Teils beeinflusst und nicht zusammengestellt werden kann.
JS 'Lösung: Präzisionsglasperlen Sandstrahlen
Der Kunde kam mit der beschädigten Seitenabdeckung zu uns.Wir haben einen Aluminiumreparaturprozess übernommenSpeziell für solche Präzisions- und ästhetischen Anforderungen:
- Tiefe Reinigungsvorbehandlung:Der erste Schritt besteht nicht darin, direkt zu sprühen, sondern mit einem starken chemischen Reinigungsmittel gründlich zu einweichen und gründlich zu waschen, um die alten Ölflecken auszugraben, die in die Poren des Metalls eingedrungen sind. Eine Reinigungsgrundlage füranschließende Sandstrahlen.
- Glasperlensandstrahlung:Die Kernschritte werden in unserem professionellen Perlen -Sandstrahlungsschrank abgeschlossen. Verwenden Sie 100-200-Mesh-Kugel-Glasperlen (Partikelgröße ≈ Haardurchmesser) und behandeln Sie sie gleichmäßig unter einem kontrollierbaren Druck von 0,4 mPa.
Warum können Glasperlen das tun?
- Die Größe bleibt erhalten:Die Glasperlen sind rund, und wenn sie betroffen sind, sind sie wie unzählige kleine Hämmer, die sanft klopfen, was hartnäckige Oxide und Defekte effektiv abziehen kann, aber die Auswirkungen auf relativ weiche Aluminiumlegierungen sind sanft, und die Dicke, Form und die wichtigsten Abmessungen der Teile haben sich nicht verändert. Der Fehler der wichtigsten Abmessungen beträgt ≤ 0,02 mm und der dünnwandige Bereich ist ebenfalls sicher.
- Perfekte Wiederherstellung des ursprünglichen Aussehens:Derpolieren rollenDer Effekt der runden Perlen ist der Schlüssel! Die polierte Oberfläche ist extrem gleichmäßig und zeigt einen zarten, weichen, satinähnlichen matten Effekt. Dies ist genau die einzigartige Textur klassischer Motorrad -Aluminiumteile in den 1970er Jahren, und der ursprüngliche Stil, von dem der Besitzer immer geträumt hat, ist zurück.
- Unerwarteter Gewinn:DasSprühprozessAußerdem macht die Aluminiumoberfläche etwas enger (der Begriff ist sich an das Schuss), und der Schuss -Anspening -Effekt erhöht die Oberflächenhärte der Aluminiumlegierung um etwa 10%und erhöht die Haltbarkeit.
Kernentwicklung:
| Materialtyp | Ideales Handwerk | Risikopunkte |
| Weiche Metalle wie Aluminium/Kupfer/Edelstahl | Glasperlensandstrahlung. | Traditionelle Sandstrahlen können leicht zu Größenabweichungen führen. |
| Stahl/schwere Baukomponenten | Traditionelle Sandstrahlung. | Glasperlen sind gegen dicke Rostschichten unwirksam. |
"Robert H. Todd, eine Autorität im Bereich der Produktionstechnik, betonte in seinem Handbuch für Werkzeuge und Fertigungsingenieure: Die Auswahl der Oberflächenbehandlungsprozesse muss zunächst die Materialeigenschaften, die Teilgeometrie und die endgültigen funktionalen Anforderungen berücksichtigen. Falsche Entscheidungen können zu katastrophalen Folgen führen."
Dieser Fall ist eine lebendige Interpretation davon. Die Auswahl eines Prozesses, der nicht mit den Materialeigenschaften übereinstimmt, führt häufig zu kontraproduktiven Ergebnissen.
Um klassische Aluminiumteile zu reparieren, kann herkömmliche Sandstrahlen die Oberfläche und Größe leicht schädigen. JS verwendet Präzisions -Glasperlen -Sandstrahlen -Technologie, um die ursprüngliche, empfindliche matte Textur perfekt zu reproduzieren und gleichzeitig die Stabilität der wichtigsten Abmessungen zu gewährleisten. Wenn Sie habenCNC -BearbeitungsteileWenn Sie eine Oberflächenbehandlung benötigen, wenden Sie sich bitte an JS und lassen Sie uns professionelle Technologie zum Schutz der Klassiker verwenden.

FAQ - Ihre letzte Frage zu Sandstrahlen
Schießen Sie sich an das Gleiche und Glasperlen gleich?
Nicht genau.
Sie können sich "Shot Peening" als eine größere Kategorie vorstellen, in der das Hauptziel darin besteht, vorteilhafte Druckspannungen in die Oberfläche des Teils durch starke Auswirkungen zu "drücken" und die Müdigkeitsbeständigkeit erheblich zu verbessern. Dies wird normalerweise mit härteren Metallschüssen erreicht, die leistungsfähiger sind und in kritischen Teilen wie Flugzeugteilen oder Motorkurbelwellen häufig sind, die hoher Spannung ausgesetzt sind.
Obwohl Glasperlenstrahlung auch zur größeren Kategorie des Schusss gehört, ist seine Hauptaufgabe unterschiedlich: Wir schätzen die sanfte Reinigungsfähigkeit und den schönen Oberflächeneffekt, den es mit sich bringt. Diese runden Glasperlen haben einen weicheren Einfluss, der effektiv Schmutz- und Oxidschichten entfernen kann und durch Rollenpolieren eine gleichmäßige und empfindliche matte oder satinische Textur erzeugen kann. Es hat sicherlich einen leichten stärkeren Effekt (wir nennen es Schussgefühle), aber diese Intensität ist weitaus weniger intensiv als Metall -Schuss -Glühen, hauptsächlich, um die Haltbarkeit und den Widerstand der Oberfläche gegen kleine Kratzer zu verbessern.
Kurz gesagt, das Schussspannen konzentriert sich auf die Stärkung von "Muskeln und Knochen", während die Glasperlen das "Aussehen" ausfindig machen und verschönern. Genau wie Sie verschiedene Tools für verschiedene empfindliche Jobs verwenden.
Warum wird es immer noch so häufig verwendet, da traditionelle Sandstrahlen korrosiv sind?
Es ist sehr einfach, denn dieser "Mangel" ist genau der größte Wert!
Für Stahlteile, insbesondere große Geräte wie Brücken, Schiffe und große technische Maschinen, ist das Wichtigste sicher, dass die anschließende Farbe und die nachfolgende Beschichtung jahrzehntelang an der Metalloberfläche angebracht werden können.
Die scharfen Schleifstoffe, die in traditioneller Sandstrahlen (wie brauner Korund- und Quarzsand) verwendet werden, können schnell und gründlich die dicke Rostschicht, die alte Farbe und die Verunreinigungen abnagen. Noch wichtiger ist, dass es eine gleichmäßige und angemessene Rauheit auf der Stahloberfläche erzeugen kann, genau wie unzählige winzige "Ankerpunkte" für die Beschichtung.
Die super starke Haftung durch diese Rauheit ist weitaus wichtiger als die mögliche Größenänderung einiger Zehntel Millimeter. Um es unverblümt auszudrücken, legt es die wirtschaftlichste und effizienteste Grundlage für die nachfolgende Schutzschicht. Unterschiedliche Zwecke haben natürlich unterschiedliche Mittel.
Kann ich zu Hause mit Glasperlen sandstrahlend machen?
Technisch gesehen gibt es in der Tat kleine Sandstrahlenboxen zum Verkauf auf dem Markt. Aber Sicherheits- und Effektivitätsprobleme müssen ernst genommen werden.
- Zunächst muss der Betrieb in einer geschlossenen Sandstrahlkiste durchgeführt werden, die nicht nur teure Glasperlen recyceln kann, sondern auch der Schlüssel zur Verhinderung der Einatmen von Staub ist.
- Zweitens sind die Atemschutzgeräte für professionelle Atemwege (wie Masken für die Luftversorgung oder Masken von P100-Stufe) absolut unerlässlich. Der zerbrochene Glasstaub und die alten Schadstoffe, die während des Sandstrahlungsprozesses aufgeräumt wurden, sind für die Lunge äußerst schädlich.
- Schließlich hängt der fertige Produkteffekt äußerst von der Erfahrung ab. Der Luftdruck, der Düsenabstand und die bewegliche Geschwindigkeit müssen alle genau kontrolliert und wiederholt debuggen werden, da es ansonsten sehr einfach ist, ungleiche Oberflächen oder sogar Schäden zu verursachen.
Für geliebte alte Autoteile oder hochwertige Gegenstände ist es eine sicherere und effektivere Wahl, sie an uns anvertrauen, die professionelle Ausrüstung und Erfahrung haben.
Zusammenfassung
Perlenstrahlung und Sandstrahlen sind im Wesentlichen zwei spezielle Werkzeuge:Ersteres ist wie eine Präzisionskosmetikerin, die die Oberfläche durch das Polieren von Mikrohammer-Polieren stärkt, ohne das Substrat zu beschädigen, und eignet sich für Aluminium, Edelstahl und andere Teile, die eine dimensionale Genauigkeit und dekorative Textur beibehalten müssen. Letzteres ist ein leistungsstarker Experte aus Stripping, der Schnittwirkung verwendet, um schwere Flecken zu entfernen und die Beschichtung zu entfernen. Es ist jedoch leicht, irreversible Schäden zu verursachenPräzisionsteile. Das Verständnis ihres jeweiligen Fachwissens ist der Schlüssel, um sicherzustellen, dass Ihre Teile am Ende sowohl schön als auch nützlich sind.
Warum JS auswählen, um die vollständige Prozesskontrolle von Teilen zu erreichen?
- Vom Kern bis zur Oberfläche, One-Stop-Meisterschaft:Bei JS bieten wir nicht nur Präzision anBenutzerdefinierte CNC -BearbeitungFertigung, aber auch den "Lebenszyklus" von Teilen zutiefst verstehen. Von der genauen Schnittstelle des ersten Messers bis hin zu Berührung und Gefühl der letzten Oberflächenbehandlung achten wir auf jedes Detail, das die Leistung und Schönheit beeinflusst.
- Professionelle Bewertung, transparent und effizient:Haben Sie einen alten Teil, der verarbeitet werden muss, oder einen neu gestalteten CNC -bearbeiteten Teil, der ein perfektes Oberflächenfinish benötigt? Raten Sie nicht, welche Sandstrahlen geeignet sind!Unser Teamvon Ingenieuren verfügt über eine umfangreiche Erfahrung und kann die beste Oberflächenbehandlungslösung für Sie empfehlen, basierend auf Ihrem Material, Teilstatus und dem endgültigen Ziel.
- Handeln Sie jetzt und erhalten Sie eine klare Blaupause:Laden Sie einfach Ihre Entwurfszeichnungen oder Teilinformationen hoch und wir bieten Ihnen einen klaren und umfassenden CNC -Bearbeitungspreis. Lassen Sie Sie die Investition und die endgültigen Wirkung des gesamten Projekts auf einen Blick sehen.
Lassen Sie uns zusammenarbeiten, um erstaunliche Ergebnisse von der Präzisionsbearbeitung bis zur perfekten Oberfläche zu erzielen!Laden Sie jetzt Zeichnungen hoch und beginnen Sie Ihre professionelle Fertigungsreise.

Haftungsausschluss
Der Inhalt dieser Seite dient nur zu Informationszwecken.JS -SerieIn Bezug auf die Genauigkeit, Vollständigkeit oder Gültigkeit der Informationen gibt es keine Darstellungen oder Garantien. Es sollte nicht geschlossen werden, dass ein Lieferant oder Hersteller von Drittanbietern Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionseigenschaften, materielle Qualität und Art oder Verarbeitung über das Longsheng-Netzwerk bereitstellt. Es liegt in der Verantwortung des KäufersErfordern TeileangeboteIdentifizieren Sie spezifische Anforderungen für diese Abschnitte.Bitte kontaktieren Sie uns für weitere Informationen.
JS -Team
JS ist ein branchenführendes UnternehmenKonzentrieren Sie sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und konzentrieren uns auf hohe PräzisionCNC -BearbeitungAnwesendBlechherstellungAnwesend3D -DruckAnwesendInjektionsformungAnwesendMetallstempel,und andere One-Stop-Produktionsdienste.
Unsere Fabrik ist mit über 100 modernsten 5-Achsen-Bearbeitungszentren ausgestattet, ISO 9001: 2015 Certified. Wir bieten Kunden in mehr als 150 Ländern auf der ganzen Welt schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Unabhängig davon, ob es sich um eine kleine Volumenproduktion oder eine große Anpassung an die Anpassung, können wir Ihre Bedürfnisse innerhalb von 24 Stunden mit der schnellsten Lieferung erfüllen. wählenJS -TechnologieDies bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website:jsrpm.com
Ressource

