

Oberflächenbearbeitungist ein weithin übersehenes Link. Es liegt hinter dem glänzenden Erscheinungsbild des Produkts und regelt die Kernleistung und die Kernerfahrung.
Denken Sie an diese Kopfschmerzen: Die Teile, die Sie entworfen haben, sind dimensional genau, aber sie werden aufgrund übermäßiger Reibung beim Zusammenbau verschwendet und abgenutzt. Ihre erstklassigen elektronischen Produkte mit hervorragenden Looks haben Fingerabdrücke auf ihren Oberflächen, wenn sie von den Verbrauchern berührt werden, und die Kosten sinken sofort. Die Gründe für diese Kopfschmerzen sind normalerweise, dass die Oberflächenverarbeitung nicht gut ist.
Es ist nicht so einfach wie der vorherige Verschönerungsprozess. Kfz -Teile -Verschleißfestigkeit, Korrosionsbeständigkeit der medizinischen Geräte, die Bindungsfestigkeit zwischen Metall und die Berührung von Mobiltelefonen basieren alle auf die Oberflächenbehandlung. Es ist, als würde man einen unsichtbaren intelligenten Mantel für das Produkt tragen, der nicht nur gut, sondern auch funktional aussieht.
Unterschätze es nicht!Während der Verbraucher dies möglicherweise nicht bemerkt, wirkt sich die Endqualität auf der Oberfläche direkt auf die Lebensdauer, die Zuverlässigkeit und die Kundenzufriedenheit aus.
Geben Sie ein echtes Beispiel: in derAutomobilindustrieMehr als 80% der Rückrufe sind an Oberflächenfehlern zurückzuführen! Richtig, dass das Problem nicht ausreicht, um das Problem zu demonstrieren? Egal, ob es ist, Spiegelgloss oder mattes Gefühl zu machen, die rostbezogene Funktion zu verbessern oder die Haftung der Beschichtung zu gewährleisten, die Oberflächenbehandlung ist eine entscheidende technische Kernverbindung in der Präzisionsherstellung. Es wird festgelegt, ob die von uns hergestellten Produkte nur nutzbar oder eher einfach zu bedienen und langlebig sind.
Kernantwort Zusammenfassung:
| Verarbeitungszweck | Gemeinsame Prozessbeispiele | Zentrale Rolle |
| Verbesserung der Ästhetik | Sandstrahlung, Polieren, Anodieren, Malerei. | Ändern Sie Farbe, Glanz und Textur, um ein Gefühl der Raffinesse zu verbessern |
| Leistung verbessern | Hartanodierende, harte Chrombeschichtung, Nitring. | Verbesserung der Härte, Verschleißfestigkeit und Korrosionsbeständigkeit |
| Funktion ändern | Goldbeschichtung, Silberbeschichtung, Passivierung. | Verbesserung der Leitfähigkeit, Schweißbarkeit und Biokompatibilität |
Dieser Artikel beantwortet Ihre Fragen:
- In diesem Leitfaden werde ich für Sie definieren, was die Oberflächenbehandlung ist.
- Ich werde Ihnen zeigen, wie Sie die Oberflächenrauheitsmarkierungen für technische Zeichnungen lesen.
- Dann werde ich die am häufigsten verwendeten umsetzenMetalloberflächen -Finishing -Techniken.
- In Kombination mit einem Problem der Auswahl im realen Leben, wie die Leistungsanforderungen, ästhetische Effekte und Produktionskosten ausgleichen, verwenden Sie reale Fälle, um zu erklären, wie sie wählen.
- Verwenden Sie schließlich die Q & A -Sitzung, um bestimmte Fragen zu beantworten, denen Sie möglicherweise begegnen.
Warum müssen Sie diesem Leitfaden vertrauen? JS 'reale Praxis in der Oberflächenbehandlung
Wir verarbeiten nicht nur Teile in unserer JS -Firma. Was wir anbieten, ist das fertige Produkt, das Kunden jetzt erwerben und verwenden können.Die subtilen Details des Oberflächenbehandlungsprozesses sind genau diejenigen, die wir diskutieren.
- Wenn Sie beispielsweise möchten, dass Ihre Mobiltelefonabdeckung so reibungslos und spröde ist wie Apfelelefone, welcher grobe Sand und der feine Sand sollen Sie sprühen? Wir tun es.
- Und damit das elektrolytische Polieren des medizinischen Implantats in den menschlichen Körper implantiert werden kann, wie man Parameter auswählt, um es glatt und sicher zu machen, damit der Körper es nicht ablehnt? Es ist auch eine Frage, über die wir Tag für Tag nachdenken.
WirHelfen Sie Ihnen, zu lösenAlle Komponentenprobleme von innen nach außen, von der dimensionalen Genauigkeit bis zum endgültigen Erscheinungsbild und Gefühl. Apropos Erfahrung, keine der Empfehlungen in diesem Leitfaden stammen direkt aus Büchern, sondern zusammengefasst, nachdem wir den Kunden geholfen haben, Hunderte von Problemen zu lösen.
- Hat der Kunde auf das Problem gestoßen, dass die Farbe in einigen Bereichen nach der Anodisierung dunkler und leichter ist? Das liegt an der ungleichmäßigen Filmdicke, und wir haben sie überwunden.
- Das Produkt des Kunden hat den Salzspray -Test nicht bestanden und verrostet? Das Problem ist, dass die Beschichtung am Anfang nicht angemessen ausgewählt wurde und wir dasselbe erlebt haben.
Jedes der Wörter, die Sie hier lesen, ist unsere Felderfahrung, die aus wiederholten Versuchen im Labor und kontinuierliche Tests im Workshop, im Schweiß und im Geld. Es ist keine leere Theorie, sondern eine bewährte Methode hat Hunderte Male versucht.
"Der Qualitätsmeister Philip Crosby betonte: Qualität wird nicht durch Inspektion definiert, sondern von Anfang an gebaut und hergestellt."
Das Hauptziel dieses Leitfadens ist es, die Oberflächenbehandlung bei der Herstellung und Konstruktion von Wurzeln durchzuführen, mögliche Gefahren zu entfernen und die Produktqualität und -verwaltung zu verbessern.
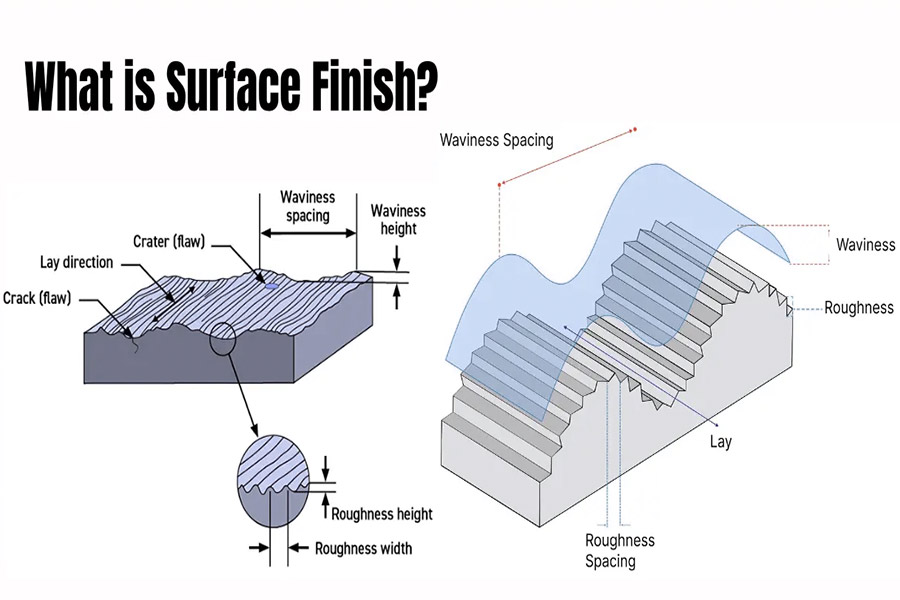
Interpretation der Sprache der Ingenieure: Oberflächenrauheit
Für US -Ingenieure ist Glätte nicht nur ein Gefühl. Es ist ein Schlüsselparameter, der genau gemessen und klar in Schwarzweiß geschrieben werden kann, nämlichOberflächenrauheit.
Was ist Oberflächenrauheit (RA)?
Einfach ausgedrückt, RA (Rauheit Durchschnitt) ist der Kernindikator, um zu messen, wie "rau" oder "glatt" eine Oberfläche ist.
Stellen Sie sich vor: Auch wenn die Metalloberfläche glatt aussieht, sieht sie tatsächlich wie ein Miniaturberg aus, wenn Sie mit "Peaks" und "Tälern" eintreten.
Wie misst ich RA?Es misst die durchschnittliche Höhe von diesen "Bergen" bis zum "Talboden".
Numerische Bedeutung:Je kleiner der RA -Wert ist, desto kleiner die Peaks und Täler und desto flacher und glatter die Oberfläche.
Zum Beispiel:
- RA 3,2 µm: Es fühlt sich wie eine verdichtete unbefestigte Straße mit einem Gefühl von Höhen und Tiefen an.
- RA 0,8 µm: Es ist wie eine flache Asphaltstraße, viel glatter.
- RA 0,1 µm: Das ist absolut die ultimative Glätte des oberen F1 -Streckenebene.
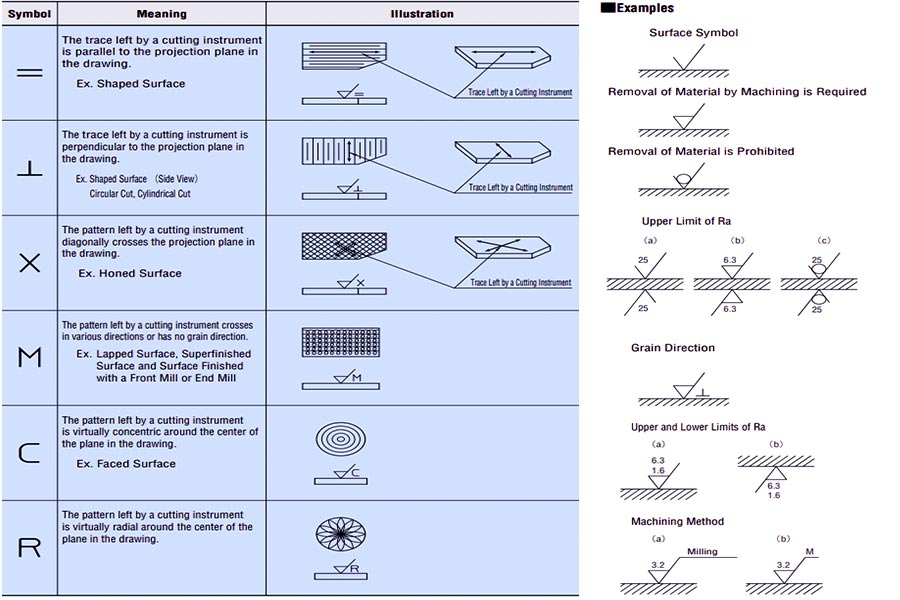
Wie liest man die Oberflächenbehandlungssymbole auf den Zeichnungen?
- Das "Überprüfungsmarke" -Schild (√) auf den Blaupausen ist die Spezifikation für die Oberflächenrauheit. Die kritischen Informationen sind an den folgenden Stellen verborgen:
- RA -Wert (Schlüssel!):Die in der "Prüfmarke" geschriebene Zahl wie 3.2 bedeutet die maximal zulässige Rauheit (der RA -Wert darf sie nicht überschreiten).
- Wie verarbeitet man?: Der Text in der horizontalen Zeile über dem "Check -Mark" enthält Ihnen, mit welchem Prozess Sie es verwenden sollen, wie z.Mahlenund schleifen.
- Wie misst ich die Länge? : Die Zahl rechts (oder unten) des "Prüfmarkes" gibt die während der Messung ausgewählte Stichprobenlänge (Stichprobenlänge) an.
- In welche Richtung ist die Textur ausgerichtet? : Die kleinen Symbole unter dem "Prüfmark", wie z.
Wie reibungslos können verschiedene Prozesse es schaffen? (Common RA -Wertebereich)
Der Prozess, den Sie wählen, bestimmt weitgehend, wie glatt die Oberfläche sein kann. Werfen wir einen Blick auf unsere gemeinsamen:
| Verarbeitungstechnologie | Typischer RA -Wertbereich (µm) | Das Gefühl, auszusehen/zu berühren |
| Casting | > 12.5 | Es ist eindeutig rau, mit sichtbaren Sandlöchern und einer körnigen Textur. |
| Mahlen | 1,6 - 6,3 | Sie können die Messer nacheinander sehen/fühlen. |
| Drehen | 0,8 - 3,2 | Es gibt sehr feine Spiralmuster, glatter als Mahlen. |
| Schleifen | 0,2 - 1,6 | Es ist ziemlich glatt, mit einigen gerichteten feinen Linien. |
| Polieren | <0,4 | Sehr hell, Fortgeschrittene kann einen Spiegeleffekt erzielen. |
"Das Verständnis der Oberflächenrauheit RA und das Zeichnen von Symbolen ist ein wichtiger Schritt, um die Leistung und das Erscheinungsbild von Teilen zu gewährleisten. Lassen Sie die Rauheit nicht zum Manko Ihres Produkts werden! Bei JS befassen wir uns jeden Tag mit diesen Details. Ich möchte, dass Teile, die sowohl einfach zu bedienen sind als auch gut aussehen, die Zeichnungen senden und uns die Auswahl des richtigen Prozesses und die Kontrolle der Qualität aus der Quelle verwenden lassen."
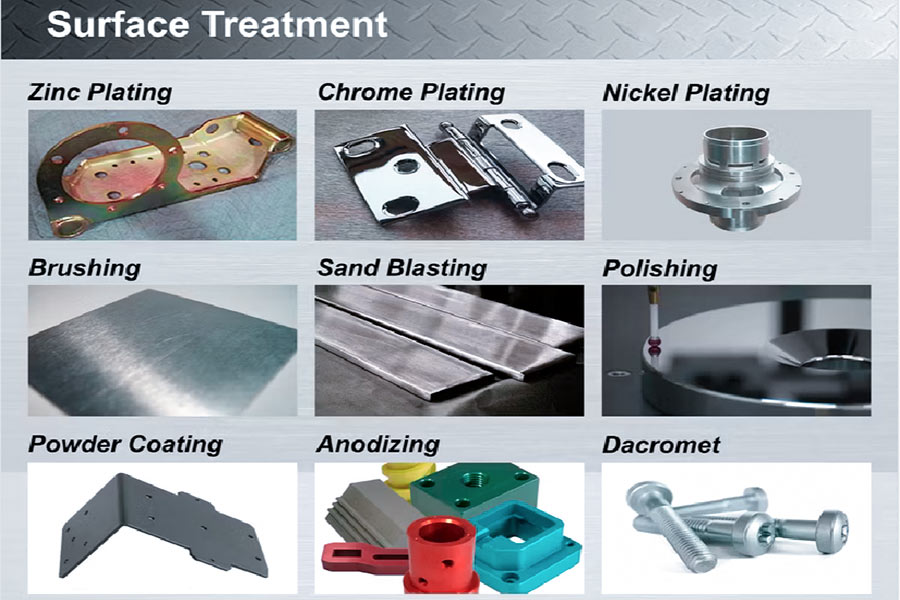
Mainstream -Oberflächen -Finishing -Prozess -Tour
Es gibt viele Möglichkeiten, die Oberfläche zu behandeln, genau wie die Toolbox unseres Ingenieurs. Jedes Tool hat seine beste Behandlungsmethode. Der Schlüssel hängt davon ab, welchen Effekt der Teil erreichen soll.
Kategorie 1: Subtraktive Methode, die die Oberfläche glatter machen
Dies soll die Oberfläche mahlen oder eine Ebene entfernen, um sie glatter, gleichmäßiger zu machen oder eine bestimmte Textur zu erstellen:
- Sandstrahlung/Schussgefühle: Schlagen Sie die Oberfläche des Teils mit Hochgeschwindigkeitssand oder kleinen Stahlschüssen auf. Der Effekt besteht darin, eine gleichmäßige matte Oberfläche zu erzeugen, und kann auch die Spannung innerhalb des Teils freisetzen, um sie stärker zu machen. Ich benutze es oft, um Teile zu erstellen oder die Oberfläche zu reinigen.
- Polieren/Schleifen: Das Ziel ist es, die ultimative Glätte zu verfolgen! Vom Maschinenpolieren bis hin zu fortschrittlicherem chemischem mechanischem Polieren besteht die Kernidee darin, Schicht für Schicht zu mahlen, um die Oberflächengruben (RA -Wert) zu minimieren und sie glänzend oder sogar wie ein Spiegel zu machen. Watch Cases und High-End-dekorative Teile sind untrennbar miteinander verbunden.
- Drahtzeichnung: Dies muss von allen gesehen worden sein. Die Textur vielerHaushaltsgeräteist eine Schleifriemen oder Pinsel zu verwenden, um in einer bestimmten Richtung gerade Linien auf der Oberfläche zu "zeichnen", die sehr strukturiert aussieht.
Kategorie 2: Additive Methode - Setzen Sie "Kleidung" auf die Oberfläche
Dieser Prozess soll eine zusätzliche Materialschicht auf das Äußere des Teils setzen, hauptsächlich zum Schutz, zum Aussehen oder zum Erstellen einer neuen Funktion. Im gemeinsamen Operationsbetrieb und Oberflächenverschluss:
- Elektroplatten: Tauchen Sie das Teil in eine Metalllösung ein und geben Sie einen elektrischen Strom, um eine dünne Schicht aus Metallfilm kontinuierlich auf der Oberfläche zu planen. Zum Beispiel ist die Nickelbeschichtung Anti-Rust, die Verchrombeschichtung ist glänzend und abgenutzt (wie ein Auto-Stoßfänger), und die Gold-/Silberbeschichtung dient hauptsächlich für die Leitfähigkeit. Wir verwenden es oft, um Anschlüsse und Ornamentsteile herzustellen.
- Anodizing (für Aluminium): Es ist die "exklusive Rüstung" für Aluminium und seine Legierungen. Durch die elektrische Behandlung "wächst" ein harter und färbbarer Oxidfilm auf der Oberfläche von Aluminium. Es ist farbenfroh, korrosionssicher und abgenutzt. Wir verwenden den Prozess für viele Unterhaltungselektronik- und Automobilkomponenten.
- Sprühmalerei/Pulversprühen: Am beliebtesten. Sprühmalerei sprüht flüssige Farbe und Pulversprühen sprüht geladenes Plastikpulver (statisch adsorbiert und dann gebacken). Es hat eine hohe Farbvielfalt und einen guten Schutz. Überall von Autos bis hin zu Waschmaschinen. Am meisten genutzt inUnser Workshop ist Pulversprühen, was kostengünstig und auch umweltfreundlich ist.
Kategorie 3: Konvertierungsmethode - Modifizierung der Oberfläche selbst ändern
Dies ist keine additive oder subtraktive Methode, sondern verändert die Eigenschaften des Oberflächenmaterials:
- Passivierung (Edelstahl): Verwenden Sie eine spezielle Säure, um die verbleibenden Eisenanträge auf der Oberfläche abzuwaschen, so dass der natürliche, superrostfeste Chromoxid-Dünnfilm auf der Edelstahloberfläche kompakter und perfekter ist, und die rostbefeuchte Eigenschaft erreicht direkt einen hohen Niveau. Sie müssen dieses Niveau für die Produktion von bestehenMedizinprodukteund Geräte für Lebensmittelqualität.
- Schwärzung/Phosphating (hauptsächlich für Stahl): Schwärzung bildet eine dünne schwarze Oxidschicht auf der Oberfläche von Stahl und Phosphating bildet eine Phosphatkristallschicht. Die Hauptfunktion besteht darin, Rost zu verhindern, und es ist eine großartige Grundierung für das anschließende Gemälde, so dass die Lackierung besser klebst. Die meisten schwarzen Schrauben und Werkzeuge, die Sie sehen, sind schwärzend behandelt.
- Wärmebehandlung (Oberflächenhärtung): zum Beispiel Nitring und Kohlensaugen. Es ist nicht nur Erhitzen, sondern die Teile in eine besondere Atmosphäre zu bringen, um sie zu heizen. Lassen Sie diese Materialien mit Teilen in die Oberflächen in die Oberflächen "bohren" und ändern Sie den "Körperbau" der Oberfläche. Der Zweck ist es, die Oberfläche der Teile besonders hart und abgenutzt zu machen, aber der Kern muss schwierig sein. Zahnräder und Wellen, die schwere Reibung tragen, verlassen sich darauf.
"Prof. Mike F. Ashby, eine Autorität für die materielle Auswahl, betonte, dass die Auswahl, Verarbeitung und Oberflächenbehandlung von Materialien als Ganzes angesehen werden sollten, was ein kollaborativer Weg ist, um Produktfunktion, Schönheit und Zuverlässigkeit zu erreichen."
Die Auswahl des Oberflächenverlaufs hängt von den funktionalen Anforderungen, den Anforderungen an das Erscheinungsbild und den Nutzungsumgebung der Teile ab. JS konzentriert sich auf die materielle Oberflächentechnologie und bietet professionelle Forschung und Urteilsvermögen. Bitte geben Sie uns Ihre spezifischen Bedürfnisse und Teilzeichnungen an. Wir werden unsere Erfahrung kombinieren, um die am besten geeigneten zu empfehlenProzesslösungDamit Sie sicherstellen können, dass die Teile zuverlässige Leistung haben und die Aussehensstandards in einem Schritt erfüllen.
Tatsächliche Fallanalyse: Entscheidung der Oberflächenbehandlung einer High-End-Drohnenhalterung
Die Oberflächenbehandlung bedeutet nicht die Auswahl eines Prozesses. Es ist eher wie Bausteine. Es ist notwendig, verschiedene "Bausteine" (Prozesse) entsprechend den Bedürfnissen verschiedener Teile der Teile zu kombinieren, um den perfektesten Effekt zu erzielen. Der folgende Fall der Drohnenhalterung ist besonders veranschaulichend für diese Wahrheit.
Kundenherausforderung: Es muss gut aussehend, langlebig, leicht und kostengünstig sein
Wir haben einen Kunden, der eine Aluminiumlegierung (6061-T6) für eine professionelle Luftfotografie-Drohne herstellen möchte. Die Anforderungen sind nicht einfach:
- Hohe Erscheinung: Es muss von hochwertigem mattem Schwarz sein und genau dem Körperdesign entsprechen.
- Muss langlebig sein: Es fliegt oft im Freien, ist Wind und Regen ausgesetzt und muss kratzfest und korrosionsbeständig sein.
- Schlüsselteile müssen abgenutzt sein: Das innere Loch, das die Halterung verbindet, und das Gimbal ist häufig aktiv. Daher muss es eine geringe Reibung haben und Super-Wear-resistent sein, sonst wird es in kurzer Zeit locker.
- Die Kosten müssen kontrolliert werden: Dies muss seinMassenproduktionEs kann also nicht zu teuer sein.
JS 'Trick: Partitionsverarbeitung und lösen Sie es Schritt für Schritt
Der erste Plan stieß Widersprüche auf:
- Problem 1: Wenn die gesamte Halterung hart anodiert ist, ist der Abnutzungswiderstand des inneren Lochs (HV500+) absolut zufrieden, aber das Gesamterscheinung ist dunkelgrau, nicht die reinen matten Schwarz, die die Kunden wollen, und die Kosten sind sehr hoch.
- Problem 2: Wenn nur gewöhnliche Sandstrahlen + schwarzer Anodisierung erfolgen, ist das Aussehen matt schwarz und die Kosten werden ebenfalls gesenkt, aber die Härte des inneren Lochs reicht nicht aus (gewöhnliche Anodisierung beträgt ungefähr HV300), und es kann der täglichen Reibung des Gimbals nicht standhalten.
Die obigen zwei Lösungen sind nicht machbar, was tun?Wir haben unser tiefes Verständnis der Oberflächen -Finishing -Werkzeuge verwendet, um das Kombinationsschema zu optimieren:
Schritt 1: Gesamtsandstrahlung
Nach demCNC bearbeitetBracket, zuerst 150# Glasperlensandstrahlungen im Großen und Ganzen durchführen. Dieser Schritt macht die Oberfläche des gesamten Teils gleichmäßig und empfindlich und legt die Grundlage für den nachfolgenden matten Effekt.
Schritt 2: Schützen Sie die Schlüsselteile
Verwenden Sie einen speziellen hochtemperaturbeständigen Gummistopfen, um das innere Loch genau zu schützen, das Verschleißfestigkeit erfordert. Dieser Schritt muss genau sein und Leckage darf nicht auftreten.
Schritt 3: Holen Sie sich das Farbaussehen
Machen Sie nun gewöhnliche schwarze Anodisierung für die Klammer. Da das innere Loch geschützt ist, kann die Oxidationsflüssigkeit nicht eintreten, so dass nur die Außenoberfläche schwarz wird. Wir steuern die Dicke des schwarzen Oxidfilms auf etwa 15 µm, damit wir das hochgradige matte schwarze Erscheinungsbild erhalten, das die Kunden wollen, und die Kosten entsprechen den Erwartungen.
Schritt 4: lokale harte Oxidation
Entfernen Sie vorsichtig den Schutzkautschukstier des inneren Lochs und führen Sie allein in diesem inneren Loch eine harte Anodierung durch. Dieser Schritt lässt die Oxidfilmdicke auf der inneren Lochoberfläche mehr als 40 µm erreichen, die Härte überschreitet HV500, der Verschleißfestigkeit ist sehr gut und das Problem der Kabbal -Reibung ist perfekt gelöst.
Endergebnis: Verwenden Sie die Kombinationslösung, um den Effekt von 1+1> 2 zu erreichen
Schauen Sie sich die tatsächlichen Vorteile dieser Kombinationslösung an:
| Index | Einzelprozessplan | JS -Kombinationsprogramm | Vorteile reflektiert |
| Aussehen | Harte Oxidation erscheint als dunkelgrau/hellgrau, was den Anforderungen nicht entspricht. | Hochwertiges mattes schwarzes, voll erfüllt das Design. |
Verbessern Sie den ästhetischen Wert des Produkts.
|
| Tragenwiderstand des inneren Lochs tragen | Die gewöhnliche Oxidationshärte ist unzureichend (etwa HV300). | Harte Oxidation, Härte> HV500, ausgezeichnete Verschleißfestigkeit. | Die Lebensdauer von Kernkomponenten erheblich verlängern. |
| Umfassende Kosten | Die Kosten für die vollständige Oxidation sind hoch. | Die Kosten des Kombinationsplans werden um etwa 20%reduziert. | Erheblich verbessern die Wettbewerbsfähigkeit des Marktes. |
Kernentwicklung:
In diesem Fall lehrt uns, dass es bei einer hervorragenden Oberflächen -Finishing -Engineering nicht darum geht, ein Gericht aus der Speisekarte zu bestellen, sondern wie ein alter chinesischer Arzt, der ein Rezept verschreibt, die "Symptome" (Anforderungen) verschiedener Teile der Teile bestimmt und dann eine präzise "Kombination verschreibungspflichtig" verschrieben wird. Dies beruht auf dem Verständnis verschiedener Prozesse und der im Workshop angesammelten praktischen Erfahrungen.
"Oberfläche Finishing Engineeringist ein wesentlicher Link zur Ermittlung der Produktleistung und des Erscheinungsbilds. Angesichts der komplexen Anforderungen kann JS eine Kombination von Prozessen verwenden, um die besten Ergebnisse zum besten Preis zu erzielen. Möchten Sie, dass Ihre Schlüsselkomponenten sowohl zuverlässig als auch herausragend sind? Senden Sie uns sofort Ihre Teilzeichnungen und Leistungsanforderungen, und das JS -Engineering -Team passt eine Oberflächenbehandlungslösung für Sie an. "

FAQ - Beantworten Sie Ihre Oberflächenbehandlungsfragen
Was ist besser, anodieren oder malen?
Tatsächlich gibt es kein einfaches "besseres", der Schlüssel hängt davon ab, was Ihre Teile brauchen.
- Die Anodisierung erfolgt hauptsächlich für Aluminiumteile. Es ist, einen harten Film auf dem Substrat zu bilden. Es hat eine super starke Bindung, extrem keastresistente und mehr metallische Textur, aber weniger Farboptionen.
- Sprühmalerei/Pulversprühen besteht darin, eine Farbschicht mit extrem reichhaltigen Farben zu bedecken, die für fast jedes Material geeignet sind und eine hohe Kostenleistung aufweist. Die Beschichtung ist jedoch relativ einfach durch Beulen beschädigt.
Welche Behandlungsmethode sollte ich wählen?
Für extreme Haltbarkeit und metallisches Gefühl (Aluminiumteile) wählen Sie die Anodisierung. Für farbenfrohes Aussehen oder Nicht-Aluminium-Materialien wählen Sie Sprühmalerei. Es gibt andere Lösungen im Bereich Beschleunigung und Oberflächenbearbeitung (z. B. Elektroplatten), und die endgültige Auswahl hängt von Ihren spezifischen Anforderungen ab.
Warum rosten meine Edelstahlteile noch? Ist es nicht gesagt, dass Edelstahl nicht rosten wird?
In Bezug auf die Frage des Rostens von Edelstahlteilen,Ein entscheidender Punkt muss geklärt werden:
Die Natur von Edelstahl ist "relativ nicht leicht zu rosten", aber nicht "absolut nicht rost".Während der Verarbeitung oder Verwendung kann die Oberfläche mit Schadstoffen wie Eisenfunktionen kontaminiert sein oder ihr natürlicher Schutzoxidfilm kann zerstört werden. Diese beschädigten oder kontaminierten Bereiche werden in feuchten, salzigen Umgebungen zum Ausgangspunkt des Rostes.
Daher reicht es für Anwendungen, die eine extrem hohe Rostbeständigkeit (z. B. Medizinprodukte und Schiffsteile) erfordern, nicht aus, aus Edelstahl allein zu verwenden. Die Passivierungsbehandlung muss nach der Verarbeitung durchgeführt werden. Die Passivierung beseitigt die Oberflächenverunreinigungen durch chemische Methoden vollständig und bewirkt, dass die Edelstahloberfläche einen dichteren und stabileren Chromoxid -Schutzfilm wieder aufgebaut hat. Dies ist ein wichtiger Schritt, um sicherzustellen, dass Edelstahlteile ihren gebührenden Korrosionswiderstand spielen können.
Sind "Oberflächenbeschaffung" und "Oberflächenrauheit" dasselbe?
Als Ingenieur bei JS muss der Unterschied zwischen Oberflächenfinish und Rauheit geklärt werden:
Die beiden geben im Wesentlichen dieselben Attribute an, jedoch mit entgegengesetzten Ausdruckswinkeln.
- Oberflächenrauheit ist ein quantitativer technischer Parameter, der die mikroskopische Konkavität und Konvexität der Oberfläche durch einen spezifischen Wert (z. B. RA = 0,8 μm) genau misst. Je kleiner der Wert ist, desto glatter ist er.
- Die Oberflächenbeschaffung ist ein traditionelles qualitatives Konzept, bei dem Symbole (z. B. ▽ 7) verwendet werden, um den Grad der Glätte vage zu beschreiben. Je höher die Klasse, desto glatter ist es.
In der modernen Ingenieurpraxis ziehen wir es vor, Rauheitsmarkierungen mit RA -Werten (wie RA 1.6) zu verwenden. Dieser Ausdruck ist genauer, quantifizierbar und entspricht den internationalen Standards und kann die Verarbeitung von Verarbeitungsfehlern vermeiden, die durch vage Graddefinitionen verursacht werden.
Einfach ausgedrückt: Rauheit wird in Zahlen ausgedrückt, die Glätte wird in Symbolen ausgedrückt, und digitale Rauheit ist die universelle Sprache der aktuellen technischen Kommunikation.
Zusammenfassung
Die Oberflächenverarbeitung ist am Ende des Herstellungsprozesses weit davon entfernt, eine optionale Verbindung zu sein. Es ist ein Kerntechnik -Element, das zu Beginn des Produktdesigns strategische Berücksichtigung erfordert. Es bestimmt direkt die Aussehensbeschwerde des Produkts, die funktionale Zuverlässigkeit, die Lebensdauer und die allgemeine Kosteneffizienz. Beherrschen und OptimierenOberfläche Veredelungsprozesseist eine wichtige Fähigkeit, ausgezeichnete Produkte zu kreieren.
Haben Sie besorgt, dass eine unsachgemäße Oberflächenbehandlung das Wertpotential Ihres Produkts schwächen wird?
Bei JS haben wir eine vollständige Oberflächen -Finishing -Geräte und eine tiefe Engineering -Akkumulation. Von der CNC -Fertigstellung,BlechbildungUm die endgültige Oberflächenbehandlung zu erhalten, bieten wir One-Stop-Service an. Wir sind ein Unternehmen für die technische Oberfläche und ein Partner, der Ihnen bei der Lösung von Problemen hilft.
Tätigen Sie jetzt Maßnahmen:
- Laden Sie Ihr Design hoch: Lassen Sie uns bewerten, wie Sie den Mantel für Ihre Teile anpassen.
- Holen Sie sich eine Expertenlösung:JS -IngenieureEmpfehlt die beste Kombination aus der Oberflächenbehandlung, basierend auf Ihren Leistung, Erscheinungs- und Kostenanforderungen.
- Erhalten Sie ein klares Angebot: Erhalten Sie schnell ein umfassendes Zitat für die Verarbeitung und die Oberflächenbehandlung.
Lassen Sie uns zusammenarbeiten, um sicherzustellen, dass Ihre Produkte von innen und außen von Qualität sind.

Haftungsausschluss
Der Inhalt dieser Seite dient nur zu Informationszwecken.JS -SerieIn Bezug auf die Genauigkeit, Vollständigkeit oder Gültigkeit der Informationen gibt es keine Darstellungen oder Garantien. Es sollte nicht geschlossen werden, dass ein Lieferant oder Hersteller von Drittanbietern Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionseigenschaften, materielle Qualität und Art oder Verarbeitung über das Longsheng-Netzwerk bereitstellt. Es liegt in der Verantwortung des KäufersErfordern TeileangeboteIdentifizieren Sie spezifische Anforderungen für diese Abschnitte.Bitte kontaktieren Sie uns für weitere Informationen.
JS -Team
JS ist ein branchenführendes UnternehmenKonzentrieren Sie sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und konzentrieren uns auf hohe PräzisionCNC -BearbeitungAnwesendBlechherstellungAnwesend3D -DruckAnwesendInjektionsformungAnwesendMetallstempel,und andere One-Stop-Produktionsdienste.
Unsere Fabrik ist mit über 100 modernsten 5-Achsen-Bearbeitungszentren ausgestattet, ISO 9001: 2015 Certified. Wir bieten Kunden in mehr als 150 Ländern auf der ganzen Welt schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Unabhängig davon, ob es sich um eine kleine Volumenproduktion oder eine große Anpassung an die Anpassung, können wir Ihre Bedürfnisse innerhalb von 24 Stunden mit der schnellsten Lieferung erfüllen. wählenJS -TechnologieDies bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website:jsrpm.com
Ressource

