

Ich steckte ein Stück Kunststoff in den Laserschneider und drückte den Startknopf. Die Ergebnisse können stark variieren: Entweder erhalten Sie einen perfekten Teil mit sauberen Kanten und genauen Abmessungen. Oder Sie erhalten einen plötzlichen Erstickungsgelb-grünen Rauch aus der Maschine und einen stechenden Geruch, der Ihr Gesicht trifft. Dies ist nicht nur so einfach wie die Verschmutzung der kostbaren Fokussierlinse in der Maschine. Schlechter,Sie können versehentlich giftige Gase freisetzen.
Dies ist die Realität vonLaser -Schnitt -Plastik: Wählen Sie das richtige Material und erhalten Sie das doppelt so viele Ergebnis mit der Hälfte der Anstrengung. Wählen Sie im besten Fall das falsche, das Material wird verschrottet und die Ausrüstung wird beschädigt, oder im schlimmsten Fall wird es die Sicherheit gefährden.
Es gibt so viele Arten von Kunststoffen mit sehr unterschiedlichen Kompositionenund ihre Reaktionen auf Laser variieren stark. Einige Kunststoffe sind einfach nicht geeignet oder gar nicht zu schneiden, aber es gibt auch viele häufige Kunststoffe, die unsere "guten Helfer" sind. Wenn Sie dies beherrschen, kann Laserschneidkunststoff ein sehr praktisches Werkzeug in unseren Händen werden und uns dabei helfen, schnell und genau verschiedene Teile mit feinen Designs herzustellen.
Egal, ob es Proben erstellt, Logos erstellt, Verpackungen schneiden oder komplexe Produktteile herstellen, es ist in unserer täglichen Täglich sehr nützlichHerstellungsprozess. Der Kern dieses Leitfadens besteht also darin, Ihnen dabei zu helfen, Fallstricke zu vermeiden, herauszufinden, welche Kunststoffe mit einem Laser sicher und effizient geschnitten werden können, wie man sie schneidet und welche Sicherheitspunkte beim Betrieb berücksichtigt werden müssen. Lassen Sie uns im Detail darüber sprechen.
Zusammenfassung der Kernantworten:
| Kunststofftyp | Eignung von Laserschneidemitteln | Hauptgründe/Vorsichtsmaßnahmen |
| Acryl/PMMA | ✅ Ausgezeichnet | Glatte Kanten wie Flammenpolieren für den besten Effekt. |
| ABS | ⚠️ Vorsicht ist erforderlich | Wird schmelzen und unangenehme Gerüche mit durchschnittlicher Kantenqualität erzeugen. |
| Polycarbonat (PC) | 🚫 Nicht empfohlen | Absorbing Infrarot -Laser, anfällig für Verfärbung und Zündung, mit schlechter Wirksamkeit. |
| Polyvinylchlorid (PVC) | ☠️ absolut verboten | Füllen Sie hochgiftiges Chlorgas frei, korrodieren Sie Maschinen und stellen Sie ein Gesundheitsrisiko dar. |
| Petg | ⚠️ Vorsicht ist erforderlich | Einfach zu schmelzen und zu haften und präzise Parametereinstellungen zu erfordern. |
| Acetalharz (Delrin/Pom) | ✅ Gut | Das Schneiden ist sauber, aber der Geruch ist stark und erfordert eine gute Belüftung. |
| Polypropylen (PP) | 🚫 Nicht empfohlen | Nach dem Schneiden wird es in eine geschmolzene viskose Substanz. |
Dieser Artikel beantwortet Ihre Fragen:
- Dieser Leitfaden zeigt Ihnen, wie unterschiedliche Kunststoffe unter Lasern verhalten und hervorheben, welche Materialien niemals berührt werden sollten. Falsche Entscheidungen können Schäden oder Sicherheitsrisiken für Geräte verursachen.
- Wir werden ein Beispiel im wirklichen Leben verwenden (Vergleich von Acrylprototypen und Abs-funktionellen Teilen), um klar zu zeigen, wie sich die Materialauswahl auf die Ergebnisse auswirkt.
- Schließlich geben wir praktische Antworten auf häufige operative Probleme wie Schnittdicken und Laserauswahl, damit Sie die Laserschneidetechnologie sicher und effizient anwenden können.
Warum diesem Leitfaden vertrauen? JS 'Laser- und Materialwissenschaftspraxis
Jede Erfahrung hier stammt aus dem tatsächlichen Betriebstisch in der Laserschneidwerkshop unseres JS -Unternehmens. Eines unserer Kerngeschäfte ist die Produktion von hochpräzisen Laserschneideteilen. Wenn ein Kunde beispielsweise ein transparentes und glattes Anzeigeteil aus 10 mm dickem Acryl schneiden möchte oder wenn er ein Stück PVC oder dickes Polycarbonat schneiden möchte, werden wir es ihnen direkt sagen,"Das ist wirklich nicht möglich",Erklären Sie deutlich, dass die Lasern dieser Materialien schädliche Gase freisetzen und sicherer empfehlen wirdCNC -BearbeitungLösungen.
Welcher Kunststoff wird am besten mit CO2 -Laser geschnitten, wie man die Parameter einstellt oder warum Faserlaser nicht zum Schneiden bestimmter Kunststoffe geeignet ist. Diese Kenntnisse werden nicht aus Büchern kopiert, sondern über unsere Maschine nach der Maschine und nach wiederholter Verarbeitung erhalten.
Dieser Leitfaden wird von unserem angesammeltJS EngineeringTeam durch unzählige Zeiten der Einstellung der Stromversorgung, der Prüfung der Geschwindigkeit, der Überprüfung der Frequenz und der Reinigung der Schnitt- und Verbrennungsmaterialabfälle.
"Arthur Schawlow, einer der Pioniere der Laserphysik, sagte: Um Laserarbeit zu erledigen, muss man lernen, mit Licht zu sprechen."
Durch den täglichen "Dialog" haben wir die Leistung der Maschine gründlich verstanden und die Leistungs- und Sicherheitsmargen verschiedener Kunststoffe unter Laser wirklich verstanden. Was wir hier teilen, sind die Betriebsregeln, die wir tatsächlich ausgearbeitet haben, um Sicherheit und Zuverlässigkeit zu gewährleisten. "
Die Wissenschaft von Laserschneidkunststoffen: Schmelzen, Verdampfung oder Verbrennung?
Laserschneidkunststoffe sind kein einfacher Schnitt. Im Wesentlichen,Wir verwenden einen Strahl mit energiereichem Licht, um genau mit dem Material zu "sprechen".Das Verständnis, wie dieses Gespräch verläuft, ob es schmilzt, verdampft oder leider brennt, ist definitiv der erste Schritt, um das richtige Material zu wählen und gut zu machenLaserschneideteile.
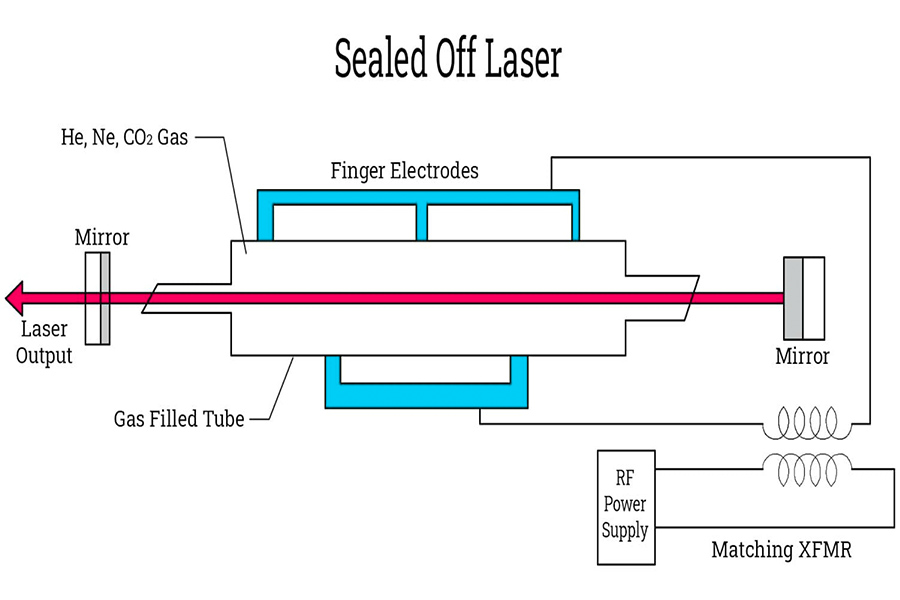
Co₂ Laser: Warum ist es so "kompatibel" mit Kunststoffen?
In unserem JS -Workshop,Co₂ -Laser ist die absolute Hauptkraft zum Schneiden von organischen Materialien wie Acryl.Der Grund ist einfach: Das Infrarotlicht (Wellenlänge 10,6 μm), das es emittiert, wird einfach durch die molekulare Struktur der meisten Plastik (wie Holz und Acryl) gemocht und kann effizient absorbiert werden. Die Energie wird durch das Material schnell "gegessen", die Temperatur steigt sofort zum Verdampfungspunkt, das Material verwandelt sich direkt in Gas und wird vom Hilfsgas überwältigt, und der Einschnitt ist natürlich sauber und ordentlich.
Schmelzen und Verdampfung: Die Wasserscheide der Schnittqualität
Ideale Situation:
Saubere Verdampfung (wie Acryl/PMMA): Acryl kann 10,6 μm Laser absorbieren, schnell den Verdampfpunkt erreichen und direkt Gas bilden, um weggeblasen zu werden. Die verbleibende Wärme am Rand schmilzt die Oberfläche leicht und lässt sie so aussehen, als wäre sie flammpoliert, durchscheinend und glatt, was der Schlüssel für die Herstellung von hochwertigen Anzeigeteilen für für die HerstellungLaserschnitt.
Störende Situation:
Übermelzen (wie ABS, PETG): Diese Art von Material ist leichter zu schmelzen. Weil der Schmelzpunkt von ABS bei 300 ° C und der Verdampfpunkt bei 350 ° zu nahe sind. Wenn der Laser bestrahlt wird, verwandelt er sich nicht schnell in Gas,wird aber zuerst in geschmolzenes Material.
Das Ergebnis ist, dass die Kante des Schnitts rau, mit Schlacke bedeckt ist und sogar an sich zurückbleibt, was die Qualität der Teile stark reduziert und es schwierig macht, aufzuräumen.
Absolut verbotene Fläche: Chlorhaltige Kunststoffe - das "Gift" des Laserschneids
Bei JS, wenn ich Kunden begegnePVC und VinylAnwesendIch werde ohne zu zögern ablehnen.Dies ist keine Übertreibung, es ist wirklich tödlich:
- Hochtoxer Gas: Hochtemperaturlaser veranlassen sie, Wasserstoffchloridgas (HCL) zu zersetzen und freizusetzen. Das Einatmen dieses Dinges führt zu verheerenden Verbrennungen für den Atemweg, und die Folgen sind äußerst schwerwiegend.
- Maschinenkiller: HCl Gas verwandelt sich sofort in Salzsäure, wenn es auf die Feuchtigkeit in der Luft trifft! Dieser saure Nebel korrodiert alle Metallteile in der Maschine verrückt, einschließlich der Präzisionsschienen, Schrauben und insbesondere der teuren optischen Linsen, die innerhalb von Minuten verschrottet werden. Ein Schneiden zerstört eine Maschine,Und ich mache keine Witze.
Häufige Kunststoff -Laser -Schneiden (CO₂) -Merkmale und -risiken:
| Kunststofftyp | Absorptionsrate des Co₂ -Lasers | Hauptschneidemechanismus | Typische Manifestationen der Schnittqualität | Hauptrisiko |
| Acryl (PMMA) | Extrem hoch | Blei: Vergasung | Glatte, transparent, Kantenschmelze poliert. | Niedrig (Belüftung erfordert). |
| ABS | Groß | Blei: Schmelzen | Einfach zu schmelzendem Schlacken, raue Kanten und kann wieder festigen. | Medium (mit hohem Rauch und möglicherweise Spurenmengen von Benzolderivaten). |
| Petg | Groß | Blei: Schmelzen | Einfach zu zeichnen und anfällig für die Karbonisierung an den Rändern. | Medium (mit hohem Rauch und Staub). |
| PVC (Chlorhalte) | Groß | Zersetzung/Verbrennung | Schwere Karbonisierung und unregelmäßige Kanten. | Extrem hoch! (Hochgiftiges HCl -Gas, hochkanaler). |
| Polycarbonat (PC) dicke Platte | Steigender fallende | Leicht zu schmelzen/zu carbonisieren | Leicht zu Gelb, Riss und Anhäufenschlacke. | Mittel bis hoch (mit hohem Rauch und möglicherweise Phenol enthält). |
Daten aus ISO 11553, ECHA -Risikobewertungsbericht
"Verstehen, ob das Material während des Laserschnitts von Kunststoffen schmilzt, verdampft oder zersetzt, steht in direktem Zusammenhang mit Teilqualität, betrieblicher Sicherheit und Lebensdauer.
Leitfaden für Laserschneidstoff -Kunststoffmaterialien: Ampelregel
Ich habe mehr als ein Jahrzehnt lang Laserschneiden geführt und mit vielen zusammengearbeitetKunststoffmaterialien. Heute werde ich das bekannte "Ampel" -Prinzip sowie meine praktische Erfahrung nutzen, um die wichtigsten Punkte beim Schneiden gemeinsamer Kunststoffe zu erklären, insbesondere die Probleme, die bei der Verwendung unserer alltäglichen Co₂-Laserschneidemaschine beobachtet werden müssen.Sicherheit Erstens, wirkungsvoll zu zweitens!
✅ Grüne Lichtzone: Mit Vertrauen geschnitten (empfohlene Materialien)
Acryl (PMMA):"Golden Partner" von Laser Cutting. Co₂ -Laserabsorptionsrate> 90%und kann ordentlich und sauber verdampft, und die geschnittene Kante ist so glatt und transparent wie Glas RA ≤ 3,2 μm, und es ist fast keine sekundäre Verarbeitung erforderlich. Es ist das beliebteste Material für Zeichen, Anzeigemodelle und Präzisionsteile in unseren Online -Laserschneiddiensten.
Acetalharz (POM / Delrin):Hohe Schneidgenauigkeit und glatte und ordentliche Kanten sind für Verschleißbestandteile wie Zahnräder, Lager und Funktionsteile geeignet. Hinweis: Der Geruch ist bei der Bearbeitung stark und das Lüftungssystem muss voll funktionsfähig sein! Es muss mit einem ≥500 m³/h -Luftvolumenabgassystem (Formaldehydemission von 0,5 ppm) ausgestattet werden.
Polyesterfilm (Haustierfilm / Mylar):Für dünne Filme (normalerweise <0,5 mm) kann Laser ein sehr feines, nicht schuldes Kantenschnitt erreichen, der häufig zur Herstellung von Vorlagen, elektronischen Isolationsblättern usw. verwendet wird.
⚠️ Gelblichtbereich: Versuchen Sie mit Vorsicht
ABS:Kann geschnitten werden, aber der Effekt ist nicht ideal. Es ist leicht zu schmelzen, als beim Schneiden zu verdampfen, und die Kanten sind klebrig und gelb, während er offensichtlichen Rauch und Geruch von Spurenstyrolmonomer freigibt. Es sei denn, es ist ein raues Leerzeichen ohne Anforderungen an den Rändern, es wird wirklich nicht empfohlen. Die Belüftung muss mit starker Belüftung kombiniert werden!
PETG:Schneiden ist eine Herausforderung. Die Schmelzviskosität ist hoch und es ist sehr leicht zu schmelzen und zu zeichnen oder zu carbonisieren. Das geeignete Parameterfenster ist besonders eng und schmilzt stark, wenn es etwas falsch ist. Obwohl es schwierige Teile ausschneiden kann, müssen Sie die Parameter wiederholt anpassen, um zu versuchen und zu fehlerhaft. In vielen Fällen ist es möglicherweise besorgniserregender zu verwendenCNC -Fräsen.
PLA (gemeinsames Material für 3D -Druck):Sie können versuchen, dünne Blätter (<1mm) zu schneiden. Aber es ist nicht sehr gut, wenn es etwas dicker ist. Der Schmelzpunkt ist niedrig und es ist leicht zu übertreffen, etwas höhere Energie zu übernehmen, was zu rauen Kanten und Blasenbildung führt. Es wird für Präzisionsteile nicht empfohlen.
🚫 Rotlichtviertel: Berühre es nicht! Gefährlich!
PVC (chloriertes Polymer ≥ 56%):Dies ist ein absoluter eingeschränkter Bereich! Die Zersetzung bei hohen Temperaturen findet hoch toxisches Wasserstoffchlorid (HCL) Gas (freigesetzt> 15 ppm) frei, was die Gesundheit der Mitarbeiter ernsthaft gefährdet und Ihre Lasermaschinenlinsen und inneren Teile korrodieren. Halten Sie sofort an, wenn Sie PVC -Materialien sehen! Egal wie dringend die Kundenbedürfnisse sind,JS lehnt eine solche Verarbeitung ab.
Polycarbonat (PC):Mit Co₂ Laser geschnitten. Zu riskant! Es absorbiert Wärme sehr gut und kann leicht direkt brennen, was zu heftigem Schmelzen, Vergilnen und viel Kohlenstoffrauch und giftigem Rauch führt. Sogar dünne Blätter (<1mm) können nur kaum eine Linie ziehen, und der Effekt ist weitaus schlechter als mit einem Messer oder einer Verarbeitung mit einem zu schneidenFräsmaschine. Machen Sie keine Probleme für sich.
Glasfaser/Kohlefaserverstärkte Kunststoff:Das Harz wird brennen und die Verstärkungsfaser wird nicht nur kontinuierlich geschnitten, sondern auch viel irritierender und schädlicher Staub erzeugt, und die PM2,5 -Konzentration beträgt> 1200 μg/m³ (40 -mal höher als der industrielle Standard), die die Maschine und die Umwelt ernsthaft verschmutzt.
Lasergeschnittene Kunststoffe, es ist am sichersten, Acryl-, Acetal- und Polyesterfilm zu identifizieren. ABS, PETG und PLA sollten mit Vorsicht vor Gericht gestellt werden.Halten Sie sich von PVC fern,Polycarbonat und Glasfaser/Kohlefaser -Verbundwerkstoffe!
"Die Auswahl des richtigen Materials ist der Schlüssel zur sicheren und effizienten Verarbeitung. Wenn Sie nicht sicher sind, ob das anstehende Material geschnitten werden kann, wenden Sie sich gerne an die JS -Firma. Unsere reifen Online -Laserschneiddienste können Ihnen helfen, eine Lösung zu überprüfen und zu entwickeln!"

Tatsächliche Fallanalyse: Schnellprototyping im Vergleich zu Terminalprodukten
Egal wie gut die Theorie ist, es hängt davon ab, wie es tatsächlich gemacht wird. Heute werde ich Ihnen das Smart Home Controller -Shell -Projekt eines echten Kunden teilen, um zu sehen, wie wir Materialien und Prozesse in verschiedenen Phasen auswählen.
Fall: Smart Home Controller Shell -Entwicklung
Projekthintergrund:Der Kunde möchte eine Shell für einen neuen Smart -Home -Controller machen. Das Projekt ist in zwei Schritte unterteilt:
- Schnelles visuellesPrototyping:Schnell ein 1: 1 -Modell machen. Die Kernanforderung besteht darin, das Erscheinungsbild (insbesondere das transparente Anzeigefenster und die frostierte Textur) genau zur Bestätigung der Entwurfsbestätigung zu präsentieren.
- Kleiner Batch -funktionaler Prototyp:Machen Sie ungefähr 10 Muschelsätze, die stark genug sein müssen, um den täglichen Gebrauch (z. B. Knopfdruck, versehentliches Fallen) zu simulieren, und führen Sie funktionale Tests für das interne Team durch.
Phase 1: visueller Prototyp
Kernkundenanforderungen:Schnelle Lieferung, kontrollierbare Kosten, hoch realistisches Erscheinungsbild (Klarheit des transparenten Fensters, Textur des gefrosteten Körpers).
JS -Lösung: Laserschneides Acryl (PMMA).
Warum es wählen?
- Gutes Aussehen:Transparentes Acryl wird als Fenster verwendet, und die geschnittene Kante ist sauber und hell, ohne sekundäres Polieren. Als Körper wird gefrostetes schwarzes Acryl verwendet, und die Textur sieht fast das gleiche wie das Endproduktkonzept aus.
- Extreme Lieferung:Acryl ist eine der effizientesten Kunststoffe für das Laserschnitt. Der Kunde bestätigt die Zeichnung am Morgen und wir können ihm am Nachmittag den Prototyp liefern. Dies ist entscheidend für die schnelle Iteration des Designs.
- Kostenfreundlich (einteilige/kleine Charge):Für einzelne oder sehr kleine Batch-visuelle Modelle sind die Startkosten und die Einheitenkosten für das Laserschnitt viel niedriger alsInjektionsformung. Der Preisvorteil des Laserschnitts ist sehr offensichtlich, besonders geeignet für die Überprüfungsstufe.
Phase 2: Funktioneller Prototyp
Kernkundenanforderungen:Stellen Sie 10 Muschelsätze mit ausreichender Festigkeit und Zähigkeit für funktionelle und dauerhafte Tests in realen Umgebungen bereit.
Die ursprüngliche Idee des Kunden:Kann Laserschneidung von ABS -Blatt verwendet werden, um es zu schaffen?
Die berufliche Analyse und Vorschläge von JS:
Warum wird das Laserschnitt von ABS nicht empfohlen?
Wir haben dem Kunden erklärt: Obwohl dies technisch machbar ist, gibt es erhebliche Probleme beim Laserschnitt von ABS.
- Schlechte Kantenqualität:Laserschneidung von ABS ist leicht zu schmelzen, die Kanten sind klebrig, karbonisiert und verurteilt, die Oberfläche ist rau und das Aussehen ist schlecht.
- Versteckte innere Verletzungen:Die HochtemperaturSchnittprozessErzeugt Spannung im Material und macht die Teile spröde und die tatsächliche Festigkeit ist weitaus niedriger als der theoretische Wert des Materials selbst. Wenn Sie es fallen lassen, kann es knacken, sobald es fällt, aber dies bedeutet nicht, dass das ABS -Material selbst nicht gut ist, sondern die durch den Prozess verursachte "innere Verletzung". Dadurch wird die Testergebnisse verzerrt.
- Starker Geruch und Rauch:Eine starke Belüftung ist erforderlich und die Verarbeitungsumgebung ist nicht freundlich.
JS empfohlene Alternativen:
Option 1: CNC -Verarbeitung von ABS -Blatt.
- Vorteile: Die Verarbeitungsgenauigkeit ist extrem hoch, und die Stärke und Zähigkeit des ABS -Rohstoffs kann vollständig zurückgehalten werden, und die Leistung istNächst den endgültigen Einspritzteilen.
- Berücksichtigung: Die Kosten sind relativ hoch, insbesondere für kleine Chargen (10 Sätze), und die Verarbeitungszeit ist ebenfalls länger.
Option 2: FDM 3D -Druck -ABS (schließlich übernommen Option).
Vorteile:
- Fand die beste Balance zwischen Stärke, Kosten und Geschwindigkeit. FDM-gedruckte ABS-Teile haben eine gute Zähigkeit und können die Aufprallfestigkeit von inspritzgezogenen Teilen besser simulieren. Die Kosten sind niedriger als CNC und die Geschwindigkeit ist schneller.
- Das Wichtigste ist, dass wenn ein kleinerDesignproblemwird während des Tests gefunden (z. B. eine Schnalle ist zu eng), die Entwurfsdatei kann sofort geändert und gedruckt werden, und die Einstellung ist super flexibel.
Rücksichtnahme:Die Oberfläche hat geschichtete Linien und ist nicht so glatt wie CNC- oder Injektionsformteile, aber nicht soDer Funktionstest ist völlig akzeptabel.
Wertschöpfungsservice:Wir haben auch Laserschneiden von verwendetHochvorbereitete Mylar (Polyesterfilm)Isolationsdichtungen zur Gewährleistung der Sicherheit der Leiterplatte innerhalb des Kundencontrollers.
Ergebnisse:
Der Kunde sperrte das Erscheinungsbild zuerst mit einem ultraschnellen Acryllaserprototyp ohne Umläufer. Dann haben wir interne Tests mit a erfolgreich abgeschlossen3D -DruckABS -Funktionsprototyp, das im Voraus mehrere kleinere strukturelle Probleme ausgesetzt und korrigiert. Der gesamte Prozess war nahtlos, effizient und zuverlässig und spart den Kunden viel Versuchs- und Fehlerzeit und potenziellen Kosten.
Schlüsselfeindlichkeit:
Die Auswirkungen verschiedener Materialien und Prozesse auf die Teilleistung sind real, insbesondere wenn sie externe Kräfte ausgesetzt sind. Schauen Sie sich den Unterschied in der Leistung des folgenden Schlüsselindikators an - Biegestress (Die Fähigkeit des Materials, der Biegeverformung zu widerstehen) nach der Verarbeitung:
| Material | Verarbeitung | Biegestress (MPA) | Geeignete Stufe | Kernvorteile |
| Acryl (PMMA) | Laserschnitt | 70 | Visueller Prototyp. | Geschwindigkeit, Kosten, Oberflächeneffekt. |
| ABS | Laserschnitt | 30 | Nicht empfohlen. | Ein hoher interner Stress führt zu einer signifikanten Abnahme der Festigkeit. |
| ABS | CNC -Bearbeitung | 45 | Funktioneller Prototyp/kleiner Charge. | Höchste Intensität und hohe Präzision. |
| ABS | FDM 3D -Druck | 40 | Funktioneller Prototyp/kleiner Charge. | Resilienz, ausgewogene Kosten und Geschwindigkeit sowie Flexibilität. |
| PC | Injektionsform (Ziel) | 95 | Endgültige Massenproduktion. | Hohe Stärke und Zähigkeit. |
Hinweis: Die Biegespannungswerte in der Tabelle sind typische Bereiche. Die spezifischen Werte werden durch Materialstufen, Prozessparameter, Teildesign usw. beeinflusst. Der Schlüssel ist, den Trenddifferenz zu erkennen.
Es gibt verschiedene Möglichkeiten, Produkte in verschiedenen Phasen herzustellen.Laserschnitt ist ein leistungsstarkes Werkzeug für "gut aussehen"(insbesondere Acryl) mit schneller Geschwindigkeit und niedrigen Kosten. Um dauerhafte funktionelle Teile herzustellen, müssen Sie die Festigkeit, Kosten und Flexibilität der CNC -Verarbeitung und des 3D -Drucks abwägen.
Lassen Sie den Prozess nicht das Design einschränken und lassen Sie das Material nicht den Test herunterziehen. Bei JS sind wir nicht nurMaterialien schneiden, aber auch wissen, wie Sie die beste Materialverarbeitungskombination entsprechend Ihrer Projektstufe und -ziele auswählen. Lassen Sie uns als nächstes Projekt über Ihre Bedürfnisse sprechen? Wir werden Ihnen helfen, den besten Weg zu planen!

FAQ - Beantworten Sie Ihre letzte Frage zum Plastikschnitt
Wie dick kann Laser Kunststoff schneiden?
Dies hängt hauptsächlich von der Leistung der Maschine abund die Art des Kunststoffs, den Sie schneiden möchten. Nehmen Sie als Beispiel das häufigste Acryl. Unsere 130 -W -Lasermaschine kann in der Regel reibungslos 20 bis 25 mm (etwa 1 Zoll) dicke Bretter durchschneiden.
Wenn Sie jedoch Materialien wie ABS oder Delrin schneiden, ist die Dicke, die geschnitten werden kann, erheblich kleiner. Es ist zu beachten, dass, wenn die Platte zu dick ist und den idealen Schneidbereich der Maschine überschreitet, die geschnittene Schrägs offensichtlicher ist und die Kante möglicherweise nicht glatt und gerade ist.
In der tatsächlichen Arbeit bereiten wir in der Regel unterschiedliche Maschinen und Methoden vor, um auf besonders dicke Werkstücke zu begegnen, um sie entsprechend seiner spezifischen Dicke umzugehen, um die besten Ergebnisse zu erzielen.
Wie kann ich bestimmen, ob ein unbekannter Kunststoff PVC ist?
Raten Sie nicht blind, testen Sie es selbst! - -Verwenden Sie den Beilstein -Test(Auch als Kupferdraht -Chlor -Testmethode bezeichnet):
- Seien Sie vorsichtig: Achten Sie darauf, dass Sie an einem belüfteten Ort arbeiten und Schutzausrüstung (Handschuhe, Schutzbrille) tragen.
- Schritte: Finden Sie einen sauberen Kupferdraht, verbrennen Sie ihn rot mit einer Sprühpistole und kleben Sie eine kleine Plastikprobe darauf, während es heiß ist (lassen Sie sie schmelzen und kleben). Legen Sie dann den Kupferdraht mit Kunststoff wieder in die Flamme und verbrennen Sie ihn.
- Schauen Sie sich die Ergebnisse an: Wenn die Flamme grün wird, bedeutet dies, dass der Kunststoff Chlor enthält, was wahrscheinlich PVC ist!Verwenden Sie niemals einen Laser, um dieses Material zu schneiden,Weil Chlor beim Erhitzen schädliche Gase produziert. Das Prinzip ist einfach: Chlor lässt die Flamme grün erscheinen.
Kann Faserlaser Kunststoff schneiden?
Normalerweise nicht oder der Effekt ist sehr schlecht.
Warum?
- Die 1,06-Micron-Wellenlänge des Faserlasers ist hauptsächlich von Metallen absorbiert, aber die meisten Kunststoffe sind fast "transparent". Die Energie geht direkt durch und bleibt nicht viel im Plastik, um sie zu heizen.
- Obwohl einige Kunststoffe spezielle Absorber hinzugefügt haben, damit Faserlaser sie markieren können, müssen Sie sich immer noch auf CO2 -Laser verlassen, wenn Sie wirklich gut durchschneiden und schneiden möchten. Seine Wellenlänge (10,6 Mikrometer) ist für Plastiker viel einfacher, und die Energieverbrauchsrate ist hoch, was eine zuverlässigere Wahl für das Schneiden von Kunststoffen darstellt.
Wo finde ich Plastiklaserschneiddienste in meiner Nähe?
Sie können nach "Plastic Laser Cut" suchen, um einen lokalen Dienstleister zu finden, aber eine schnellere und sorgfältigere Möglichkeit besteht darin, Online-Laserschneiddienste wie uns zu nutzen. Sie laden die Entwurfsdatei direkt hoch, wählen Sie die Materialstärke und den Typ aus, und das System bietet Ihnen sofort einen klaren Preis für den Laserschnitt. Wir haben Ausrüstung mit unterschiedlichen Befugnissen, gemeinsame Plastikblätter auf Lager, Genauigkeit und Geschwindigkeit sind garantiert, und es ist bequem, auf Bedarf anpassen, unabhängig davon, wo Sie sich befinden.
Zusammenfassung
Laser Cutting Plastic bietet leistungsstarke Fähigkeiten, aber eine erfolgreiche Anwendung ist untrennbar mit dem beruflichen Wissen und Sicherheitsbewusstsein verbunden. Der Kern ist: Ein tiefes Verständnis der Wechselwirkung zwischen verschiedenen Kunststoffmaterialien und Lasern ist entscheidend, und die Sicherheit ist immer die erste Priorität. Das RechtMaterialauswahlBestimmt direkt die Schnittwirkung, Lebensdauer und Personalsicherheit.
Sie müssen keine Risiken bei der Materialauswahl eingehen. Das JS -Team bietet Ihnen professionelle Unterstützung:
- Professionelle materielle Beratung:Ich bin seit vielen Jahren in dieser Branche und weiß am besten, welches Plastik für Laserschnitte geeignet ist. Sie teilen uns Ihre Bedürfnisse mit und wir empfehlen die besten Materialien, die auf unserer Erfahrung basieren, um die betriebliche Sicherheit und die Qualität zu gewährleisten.
- Anpassungsdienst One-Stop:Wenn Sie brauchenBenutzerdefinierte LaserschnitteWenn Sie in der Herstellung Ihre CAD -Datei herstellen, erhalten Sie sofort ein echtes Angebot. Unser Engineering -Team überprüft Ihr Design auch kostenlos, um sicherzustellen, dass die am besten geeigneten Prozess und die am besten geeigneten Materialien für die Produktion verwendet werden.
- Sparen Sie Zeit und Mühe:Von materiellen Empfehlungen über Zitate bis hin zur Produktion wird alles online effizient durchgeführt. Egal wo Sie sich befinden, Sie können problemlos hochwertige Schnittteile erhalten.
Sicherheit ist keine Kleinigkeit,und Materialauswahl ist der Schlüssel. Lassen Sie sich von unserer Erfahrung begleiten,einreichenIhr ProjektJetzt online!

Haftungsausschluss
Der Inhalt dieser Seite dient nur zu Informationszwecken.JS -SerieIn Bezug auf die Genauigkeit, Vollständigkeit oder Gültigkeit der Informationen gibt es keine Darstellungen oder Garantien. Es sollte nicht geschlossen werden, dass ein Lieferant oder Hersteller von Drittanbietern Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionseigenschaften, materielle Qualität und Art oder Verarbeitung über das Longsheng-Netzwerk bereitstellt. Es liegt in der Verantwortung des KäufersErfordern TeileangeboteIdentifizieren Sie spezifische Anforderungen für diese Abschnitte.Bitte kontaktieren Sie uns für weitere Informationen.
JS -Team
JS ist ein branchenführendes UnternehmenKonzentrieren Sie sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und konzentrieren uns auf hohe PräzisionCNC -BearbeitungAnwesendBlechherstellungAnwesend3D -DruckAnwesendInjektionsformungAnwesendMetallstempel,und andere One-Stop-Produktionsdienste.
Unsere Fabrik ist mit über 100 modernsten 5-Achsen-Bearbeitungszentren ausgestattet, ISO 9001: 2015 Certified. Wir bieten Kunden in mehr als 150 Ländern auf der ganzen Welt schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Unabhängig davon, ob es sich um eine kleine Volumenproduktion oder eine große Anpassung an die Anpassung, können wir Ihre Bedürfnisse innerhalb von 24 Stunden mit der schnellsten Lieferung erfüllen. wählenJS -TechnologieDies bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website:jsrpm.com
Ressource

