

تصنيع الصفائح المعدنية هو أحد الروابط الأساسية في البحث وتطوير الهيكل الميكانيكي ، وقشرة المعدات الإلكترونية والمعدات الصناعية. تتطلب عملية التصميم الخاصة بها النظر في العديد من العوامل الرئيسية ، من المواد الخام إلى القدرة على تكييف عملية التصنيع ، من تحسين التصميم الهيكلي إلى اختيار المعالجة السطحية. يؤثر كل رابط مباشرة على جودة وأداء المنتج النهائي.
في هذه الورقة ، يتم تحليل المشكلات الرئيسية التي يجب مراعاتها في تصميم الأجزاء المعدنية من أجل ضمان اتساق وجودة كل منتج وتوفير مجموعة مرجعية من التصميم إلى الإنتاج الضخم.
 ما هي معايير تصميم أجزاء الصفائح المعدنية؟
ما هي معايير تصميم أجزاء الصفائح المعدنية؟
1. وحدات الكسر
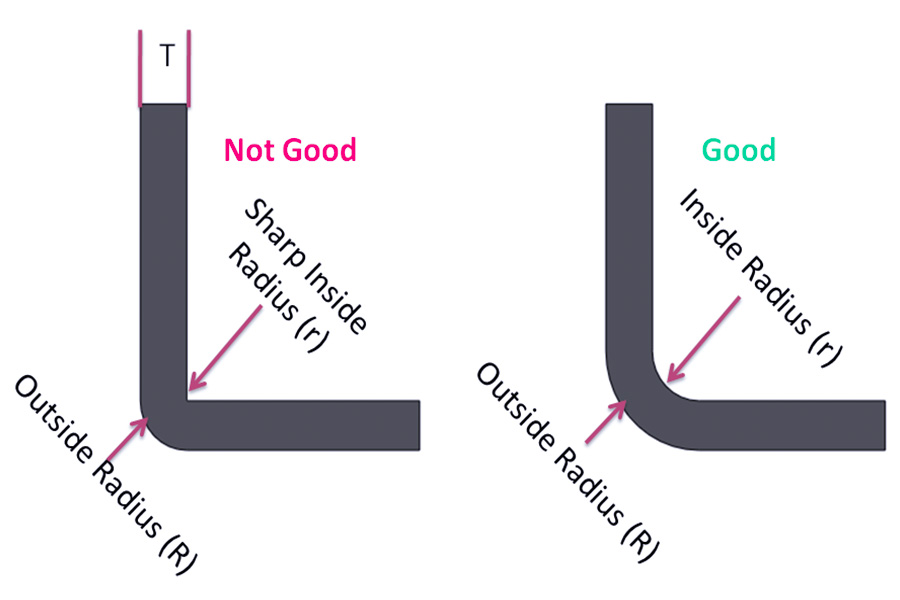
في التصميم المعدني للصفائح ، يؤثر معامل كسر بشكل مباشر على أداء الانحناء للصفائح المعدنية. عند الانحناء ، تكون سلالة الشد على السطح الخارجي أكبر من تلك الموجودة على السطح الداخلي. نصف قطر صغير يمكن أن يؤدي إلى التكسير. هذا العتبة هو الحد الأدنى لنصف قطر الانحناء. في التصميم ، يجب تحديد دائرة نصف قطرها الحد الأدنى وفقًا لسمك المادة . إذا لزم الأمر ، يمكن تحسين ليونة المادة عن طريق التلميع والعمليات الأخرى.
2. تصميم الثقوب المعدنية والأخدود
عملية الختم هي طريقة حفر اقتصادية وفعالة في معالجة الصفائح المعدنية . يجب ألا يكون الحد الأدنى لحجم الفتحة أو الفتحة أو الأخدود أقل من سمك اللوحة. يمكن لمبدأ التصميم هذا تحسين كفاءة الإنتاج إلى حد كبير ، ويقلل من خطر الضرر المثقوب ، ويضمن دقة الآلات.
3. Minimum انحناء نصف قطر
يتأثر دائرة نصف قطرها الدنيا للانحناء من الأجزاء المعدنية بشكل أساسي بعملية الآلات وخصائص المواد. كلما كانت المادة أكثر ، كلما كانت دائرة نصف قطرها الأصغر التي يمكن أن تصل إليها. في التصميم العملي ، يجب أخذ اختلافات الأداء في الدرجات المعدنية المختلفة في الاعتبار بالكامل. يمكن لبرنامج DFM الحديث تحليل هذه المعلمات بذكاء لتزويد المصممين بحلول عملية ومرنة تلبي معايير الصناعة.
4. الاختيار الماص وسمك مطابقة
تفضل المواد التي يسهل معالجتها ، مثل صفيحة الألومنيوم والمعادن المجلفنة المعدنية . حدد السماكة وفقًا لمتطلبات عملية الانحناء المعدنية. إذا كانت رقيقة جدًا ، فهي تشوه ، وإذا كانت سميكة جدًا ، فإنها تنحني وتشقق. ينصح عمومًا بالإشارة إلى مخطط مقياس معدني للصفائح لضمان أن يكون نسبة نصف قطر نصف قطر الانحناء معقولة (على سبيل المثال 1.5 أضعاف السماكة).
5. Bend Selection
اعتمادًا على تعقيد الأجزاء ، مثل الانحناء ذي الزاوية اليمنى عالية الدقة ، مناسبة لثني بنية الانحناء. تدعم معدات التصنيع الدقيقة JS الانحناء الدقيق البالغ 0.5 مم من لوحات Ultrathin . بالنسبة للانحناءات المتعددة ، من الضروري تخطيط تسلسل الانحناءات مقدمًا ، وتبسيط عدد وزاوية الانحناءات ، وتجنب انحراف الارتداد أو الحجم.
6.Optimation عملية اللحام
اللحام ليس هو الخيار الوحيد في التصميم الهيكلي للصفائح المعدنية. يتم استخدام العديد من المصممين لحام مخططات الأقواس ولكن يتجاهلون طرق اتصال أخرى أكثر تحسناً. نوصي بالنظر في الخيارات التالية في مرحلة التصميم:
- صب القطع المتكاملة: تحسين عملية القطع للركائز لتحقيق الوظيفة الهيكلية.
- السحابات الميكانيكية: مخطط اتصال قابل للفصل للبراغي ، المسامير ، إلخ.
- الانحناء المعدني للصفائح: يتم استخدام صلابة المادة الخاصة لبناء الهيكل الداعم.
ما هو تأثير اختيار المواد على هندسة الصفائح المعدنية؟
في الهندسة المعدنية ، لا يعد اختيار المواد انعكاسًا للمتطلبات الوظيفية فحسب ، بل أيضًا عاملًا حاسمًا في كفاءة التصنيع والتحكم في التكاليف وجودة المنتج النهائي. يمكن فهم ذلك بشكل أفضل في حالة المعادن والصلب الألمنيوم.
1. معالجة الصعوبة وقدرة التكيف على التكيف
معدن الألومنيوم من الألومنيوم أكثر مرونة من الصلب ، يكون لها دائرة نصف قطرها أصغر (عادة 1-2 أضعاف سماكة المادة). على سبيل المثال ، يعتمد تطبيق لوحات الألومنيوم في مكونات الطيران على خصائصها الخفيفة ، في حين أن الفولاذ أكثر ملاءمة لهياكل الحمل الميكانيكية الثقيلة بسبب قوتها العالية.
2. فعالية التكلفة
إذا ركزنا على القوة ، فقد يكون الفولاذ هو الخيار المفضل ، ولكن الكثافة العالية والوزن تؤدي إلى زيادة تكاليف النقل والتركيب. على العكس من ذلك ، على الرغم من أن سعر الوحدة لألواح الألومنيوم أعلى ، بشكل عام ، يمكن تقليل استهلاك الطاقة للألومنيوم ، إلا أنه يمكن تحسين كفاءة المعالجة ، على المدى الطويل ، إلى تحسين قيمة أموال لوحة الألمنيوم.
3. التكيف البيئي للتجمع العام
يحسن المعدن المجلفن مقاومته للتآكل عن طريق الطلاء ، مما يجعله مناسبًا للبيئة الرطبة. ومع ذلك ، ينبغي توخي الحذر الخاص لحماية سلامة الطلاء أثناء المعالجة. تحتوي ألواح الألومنيوم على خصائص مضادة للأكسدة طبيعية تقلل من تكاليف الصيانة المتأخرة.
4. اتجاه الاستدامة
الألومنيوم مرتفع في معدل إعادة تدوير 95 ٪ ، تمشيا مع اتجاهات التصنيع الخضراء ، في حين أن الصلب هو شدة انبعاثات الكربون نسبيا. تتحول العديد من الشركات إلى مكونات الألومنيوم ، مثل صواني بطاريات الطاقة الجديدة ، لتحقيق أهداف حيادية الكربون ، والتي تدفع أيضًا التحول في العمليات المعدنية إلى الكربون المنخفض.
ما هي العوامل التي يجب مراعاتها عند تصميم أجزاء الصفائح المعدنية؟
يتم اكتشاف تصميم المعادن الصفائح في دورة مفرغة من التصميم وإعادة صياغة. تشير البيانات إلى أن 30-50 ٪ من دورة تطوير المنتج تنفق على المراجعات المتكررة وأن ما يقرب من ربع الأخطاء الهندسية كان بسبب عمليات التصميم غير الكافية. في الواقع ، هناك انفصال كبير بين تصميم CAD والواقع.
عند تصميم الأجزاء المعدنية للصفائح ، يجب دمج خصائص عملية الانحناء المعدني عن كثب مع جدوى التصنيع:
1. استخدام القوالب الموحدة
ويفضل أن يكون استخدام أبعاد العفن القياسية للانحناء لتجنب قوالب باهظة الثمن. إذا كانت بنية المكون معقدة ، فيمكن تشكيلها عن طريق اللحام أو التثبيت مجموعة من القوالب القياسية.
2. مسافة الانحناء وتجنب وضع الثقب
يجب أن تبقى الثقوب أو الشقوق أو الموصلات على الأقل 4 أضعاف سماكة المادة (أي مبدأ 4T) بعيدًا عن الحواف المنحنية لمنع التشوه الناجم عن الانحناء والتمدد. عند ثني لوحات الألمنيوم ، يجب إيلاء اهتمام خاص للاختلافات في ليونة من أجل تجنب التمزق في وضع الفتحة.
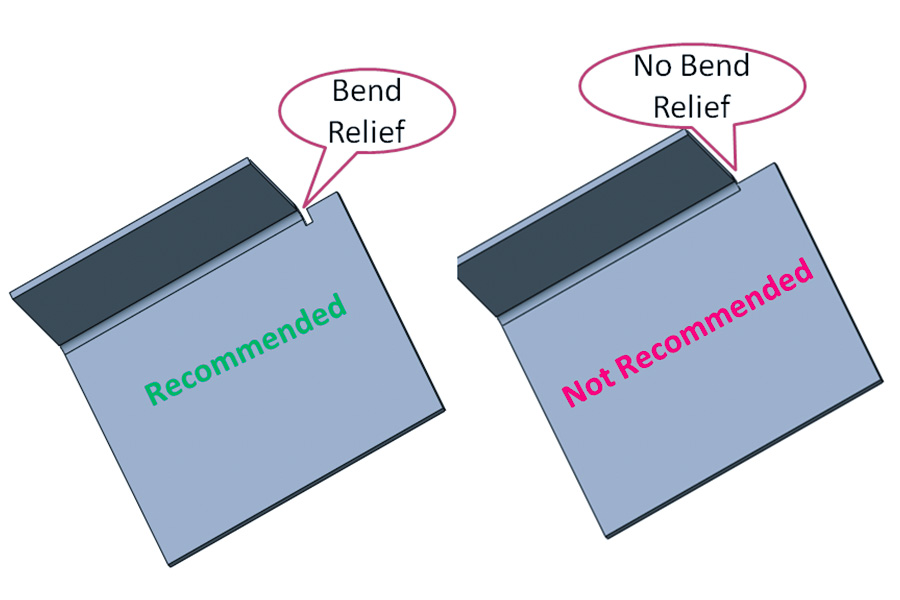
3. تجديد هندسة مغلقة
يقيد مبدأ الختم الخطي لانحناء اللوحة تكوين الهيكل المغلق. في التصميم ، يجب الاحتفاظ أو استخدام فتحات 4.tolerance Control
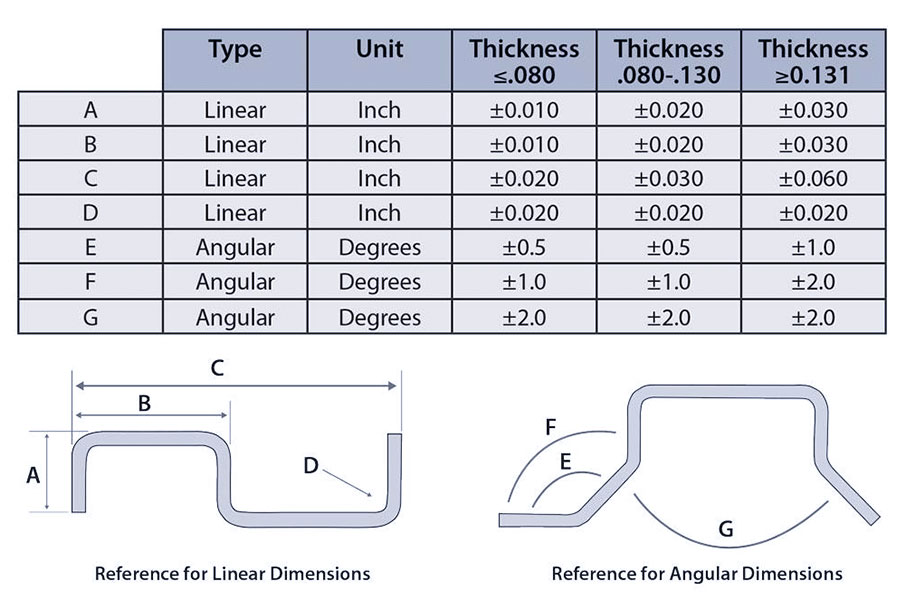
تحمل الصفائح المعدنية عمومًا ± 0.1 مم إلى 0.5 مم ، مقارنةً بآلات CNC ، فإن متطلبات الدقة ليست عالية. يجب تحديد التسامح النهائي وفقًا لسمك المادة ، وعدد الانحناءات ودقة المعدات. سوف تتراكم اللوحة الرقيقة من الأخطاء بعد الانحناءات المتعددة ومساحة التعويض.
5. استخدم نصف قطر ثني
نصف قطر الثني الموحد ، مثل 0.030 بوصة ، يمكن أن يقلل من وقت تبديل القالب. نصف قطر الانحناء الموصى به للمعادن ورقة الألومنيوم هو 1-1.5 مرات أكثر سماكة ، بينما يتطلب الصلب دائرة نصف قطرها ثني أكبر لتجنب الارتداد.
6. خيارات اللحام التابلية
من السهل أن تشوه الصفيحة الرقيقة عن طريق اللحام. يمكن اختيار التثبيت والضغط التثبيت كاتصال بديل. عند تثبيت أجهزة PEM ، من الضروري مطابقة سمك المادة لتجنب التكسير الناجم عن تركيز الإجهاد.
كيفية تجنب الأخطاء الشائعة في تصميم الصفائح المعدنية؟
1. 1. شدة اختيار المادية
- يسيء العديد من المهندسين إلى استخدام مواد عالية القوة ، مثل الألومنيوم 6061-T6 ، مما يسبب الانحناء والتكسير. على سبيل المثال ، اختارت إحدى الشركات 6061 من الألومنيوم للقوة ، ولكن ظهرت الشقوق في عملية الانحناء ، في حين تم تكييف 5052-H32 من الألومنيوم بالكامل بسبب ليونة أفضل.
- حلول المواد: js أولوية للمواد الصديقة للصفائح المعدنية (مثل 1060 من الألومنيوم النقي ، الفولاذ المليء بالبرد SPCC) التي تتكون من قوة الشد وقواعدها. في الوقت نفسه ، نقدم قاعدة بيانات للمواد لتجنب استخدام السبائك الخاصة التي تتطلب قوالب مخصصة.
في كثير من الأحيان ، لا يتم الاحتفاظ بنصف قطر الانحناء أو أن تسلسل الانحناء مرتبك ، مما يؤدي إلى تشوه جزئي. في تصميم مربع الاحتواء ، كان هناك حاجة إلى إعادة صياغة بسبب عدم القدرة على تحقيق ثني الاحتواء (مطلوب منافذ العمليات الإضافية).
js solution:
- قمنا بتعيين نصف قطر ثني موحد (على سبيل المثال 1-1.5 أضعاف سماكة المادة) مقابل معيار الصناعة البالغ 0.030 بوصة.
- خطة لثني الصفائح المعدنية في التسلسل ، وقم أولاً بطي الحواف الثانوية ، ثم التعامل مع الهيكل الرئيسي ووضع علامة على اتجاه الانحناء الواضحة (على شكل V أو لفة الانحناء).
span style = "font-family:" arial Black '،' Avant Garde '؛ data-translateid = "042A3816206F78A50A49CC3334C9C68E" data-pos = "0" data-len = "3" data-V-7B79C893 = ""> span class =" sentence "data-translateid = b5e05ee2e56d0846a" data-pos = "0" data-len = "186" data-V-7B79C893 = "">
- إذا كان من الواضح أثناء المعالجة أنه لا يمكن تحقيق تسامح العلامات ، فإن فريق Engineering
- تذكير خاص للمشاريع التي تعمل بشكل عضوي على أجزاء مطابقة: بمجرد اكتمال جزء اللوحة ، قد يكون من الصعب تعديلها. يوصي فريقنا بقوة باستراتيجية أولوية للصفائح المعدنية ، حيث يكمل مصنعو المعادن المصنّعين مراجعات التصميم قبل المعالجة.
4. Heales Design
الحلول:
- مواصفات بتات الحفر المناسبة لأحجام الفتحة المختلفة:
| مواصفات الحفر القابلة للتطبيق | المشهد | فعالية التكلفة | |
| φ0.125 (3.2mm) | Standard # 40 bit bit | ثقوب التثبيت ، ثقوب التهوية | تكاليف الأداة ↓ 40 ٪ |
| φ0.25 (6.35mm) | Standard # 8 Drill Bit | ثقوب الاتصال للمكونات الهيكلية | معالجة كفاءة ↑ 25 ٪ |
| φ0.5 (12.7mm) | Standard # 20 Drill Bit | Flange Edge Fixing Hole | ablem lifespan تمتد بنسبة 50 ٪ |
- الحدود الآمنة للثقوب:
| نوع الميزة | متطلبات المسافة الدنيا | حالة الفشل |
| المسافة المجاورة للخط المنحني | سماكة 2 مرات (على سبيل المثال ، لوحة 1 مم → ≥2mm) | خط ثقب خط منحنى 1.5 مم → المسيل للدموع |
| حافة الثقب | سماكة 1 مرة (على سبيل المثال لوحة 0.8 مم → ≥0.8 مم) | Hole Margin 0.5 mm → Edge Crack |
| تباعد الثقب | سمك ≥3 مرات (لمنع تراكب الإجهاد) | تباعد الثقب مرتين مثل تشوه التباعد السميك → اللوحة |
العلاج السطحي: الجدوى واعتبارات التكلفة
المؤسسات تتطلب عمليات تخصيص سطحية خاصة التي تتسبب في ارتفاع التكاليف أو العمليات. في الآونة الأخيرة ، طلب عميل JS إحباط النيكل لأجزاء النحاس ، ولكن فقط عدد قليل من المصانع في العالم يتمتع بالقدرة والرقائق النيكل باهظة الثمن.
الحلول:
- ننصح العملاء بتحديد أولويات العمليات المشتركة مثل طلاء الرش والتنوع وتأكيد الجدوى معهم مقدمًا.
- إذا كان مطلوب معالجة السطح المخصصة ، مطلوب فترة بناء إضافية (على سبيل المثال 8 أسابيع من وقت تسليم الطلاء الخاص).
كيفية اختيار السمك الأمثل للحام المعدني؟
1. مطابقة نوع المواد وسمكها
- الصلب غير القابل للصدأ: وفقًا لمقياس الصفائح المعدنية ، فإن سمك اللحام عمومًا 0.5-6 مم للصلب منخفض الكربون و 1-4 مم للفولاذ المقاوم للصدأ (على سبيل المثال 304).
- Aluminium و Aluminum Alloys: لوحات الألومنيوم لها ليونة عالية ، ولكن من السهل أن تتأكسد ، يجب أن يشير سمك اللحام إلى السمك المعدني .
3. عندما نحتاج إلى إنشاء عناصر حاملة مثل الأقواس والأطوال ، . مع مثل هذا السماكة ، ستكون قوة الشد كافية ، وسيكون المنتج أقوى. مثلما ننشئ منزلاً باستخدام قضبان فولاذية قوية ، يمكن لهذه الفولاذ السميك الحفاظ على المبنى بأكمله مع مرور الوقت.
مقاييس التحكم
1. التصميم الذكي وتحسين المحاكاة JS Team للعملاء تحميل ملفات CAD بأي شكل. نستخدم برنامج المحاكاة تلقائيًا والتنبؤ بتأثير تكوين الأجزاء المعدنية مقدماً. بالنسبة للهياكل المعقدة ، يحقق فريقنا تحسين التصميم من خلال التصميم البارامترية من أجل تقليل نفايات المواد وتحقيق امتثال المتطلبات الدقيقة العالية البالغة ± 0.005 مم. يمكن أن تقلل هذه الخطوة من دورة التصميم بنسبة 30 ٪ ، خاصة بالنسبة لمشاريع المصنعين للصفائح المعدنية التي تحتوي على العديد من التكرارات. 2. مركز المعالجة الآلي السريع السرعة JS خط إنتاج تلقائي بالكامل من آلات قطع الليزر متعددة المحاور ، وآلات اللكم CNC وآلات الانحناء. للأجزاء المعدنية المعقدة: 3. مراقبة الجودة في الوقت الفعلي يمكن لخط الإنتاج الخاص بنا فحص الأبعاد المعدنية للصفائح والعيوب السطحية في الوقت الحقيقي ، مع معدل تمرير 99.8 ٪.
كيفية إنتاج أجزاء معدنية معقدة من خلال معدات أتمتة JS؟
4. Data-V-7B79C893 = ""> التسليم السريع
JS يدعم نظام الجدولة الذكي في الدُفعات الصغيرة وأصناف متعددة من الإنتاج الهجين ، ويمكنه إكمال كل خطوة من تصنيع الصفائح المعدنية هي في الأساس عملية حوار مع المعادن. From design drawings to workshop production, smart technology is like giving engineers perspective eyes that can not only see the tempering of plates of different thickness through stamping process, but also use digital models to pre-verify millions of corners.
Now our production lines are not just mechanical repetitions, they are more like bridges between metal and data. Each CNC punch landing proved the craftsmanship of structural design. Our engineers have a high level of expertise to assist businesses complete difficult sheet metal fabrication projects.

Disclaimer
The content on this page is for general reference only. JS Series makes no express or implied warranties regarding the accuracy, timeliness, or applicability of the information provided. Users should not assume that the product specifications, technical parameters, performance indicators, or quality commitments of third-party suppliers are completely consistent with the content displayed on this platform. The specific design feature, material standards, and process requirements of the product should be based on the actual order agreement. It is recommended that the purchaser proactively request a formal quotation and verify product details before the transaction. For further confirmation, please contact our customer service team for professional support.
JS Team
JS is an industry leading provider of customized manufacturing services, dedicated to providing customers with high-precision and high-efficiency one-stop manufacturing solutions. With over 20 years of industry experience, we have successfully provided professional CNC machining, sheet metal manufacturing, 3D printing, injection molding, metal stamping and other services to more than 5000 enterprises, covering multiple fields such as aerospace, medical, automotive, electronics, etc.
We have a modern factory certified with ISO 9001:2015, equipped with over 100 advanced five axis machining centers to ensure that every product meets the highest quality standards. Our service network covers over 150 countries worldwide, providing 24-hour rapid response for both small-scale trial production and large-scale production, ensuring efficient progress of your project.
Choosing JS Team means choosing manufacturing partners with excellent quality, precise delivery, and trustworthiness.
For more information, please visit the official website: jsrpm.com
الأسئلة الشائعة
1.How to prevent deformation of intricate structures?
When metal machining, the shape of cutting must be designed to minimize deformation, bend slowly, and manage temperature. The machine employs hard die and leveling machinery to automatically adjust bounce and maintain shape.
2.How to improve sheet metal parts strength?
Select high strength material, enhance reinforcement design, apply rounded corner bending, laser cutting, minimize burr, control welding, minimize deformation.
3.What is minimum bending radius?
Minimum bend radius is usually 1-2 times of material thickness. Aluminum plates to be used single time and steel more than 1.5 times to avoid cracking.
4.How to achieve sheet metal parts flatness?
In order to have best structural design, use proper material, bending process, work with high rigidity die and leveling process, reduce rebound deformation.
Resources
