

В современной производственной промышленностимявляется одной из основных технологий формирования форм продукта. Как наиболее влиятельный процесс, как ведущая отраслевая компания,JS глубоко вовлечен в пластиковую литью более 20 лет.Будь то оптимизация конструкций литья для снижения производственных затрат или выбора силиконовых литьевых материалов для повышения производительности продукта для удовлетворения конкретных потребностей, JS приводит к модернизации производства с помощью технологических инноваций, чтобы помочь клиентам выделяться на конкурентном рынке.
Что такое литья инъекции?
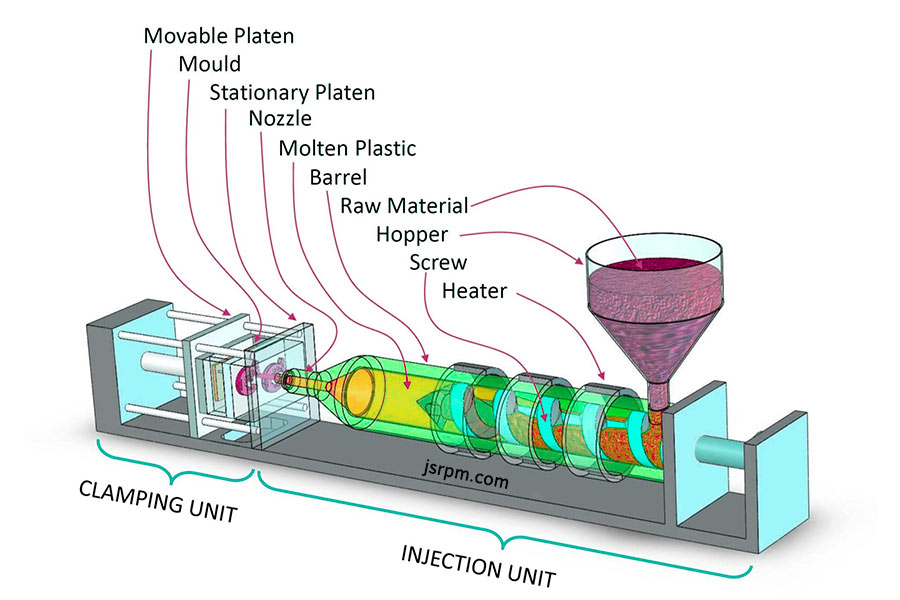
Инъекционное формование - это эффективная технология производствав котором частицы или жидкие пластиковые/резиновые материалы нагреваются и расплавляются, впрыскивают в полость пресс -формы под высоким давлением, охлаждаются и затвердевают в различные пластиковые формы. Широко используется в автомобильных деталях, медицинском оборудовании, потребительском электронном оборудовании и других областях. Он имеет высокую точность и большие производственные шкалы и стал основной технологией современной пластиковой обработки.
Каковы основные преимущества литья под давлением?
1.EffectiveMass, быстрая доставка
Технология инъекции моделирования включает в себя впрыск расплавленного материала в форму при высоких температурах и давлении, что приводит к тому, что сотни тысяч до тысяч пластиковых форм один раз.Это особенно подходит для массового производства и значительно сокращает циклы доставки.
2. Структура точная и сложная, а затраты на рабочую силу снижаются
От точных деталей на уровне микрометра до сложных компонентов, встроенных в детали и поверхности,формованиеТехнология инъекции зависит от точности матрицы (± 0,01 мм) для удовлетворения требований к проектированию, исключая вторичные обработки и сокращение ручного вмешательства и материальных отходов.
3. Выбор материала, богатый материалом, для удовлетворения различных потребностей
Поддерживает формование инъекций термопластиков (таких как ABS, PC), терморетитирующие смолы, жидкие силиконы и различные другие материалы. Он может быть настроен по специальным функциям, таким как износостойкость, температурная стойкость и биосовместимость, такие как удовлетворение потребностей высококлассных областейздравоохранение и потребительская электроника.
Каковы основные элементы конструкции литья под давлением?
Дизайн пластиковой формы является ключом к успехуПластиковая литьяПолем Необходимо учитывать структуру плесени, выбор материала и параметры процесса:
| Основные элементы | Ключевой контент |
| Структура плесени |
|
| Выбор материала |
|
| Параметры процесса |
|
| Оптимизация дизайна продукта |
|
| Управление качеством |
|
Как делаются инъекции?
1. План дизайна: точное соответствие
Конструкция плесени впрыска должна соответствовать характеристикам чертежей продукта и пластикового материала. Инженеры JS используют формованную пластиковую конструкцию CAD SoftwareCoplete, обеспечивая равномерную толщину стенки (1-4 мм), разумные рафу (1-3°) и оптимизация позиции ворот, чтобы уменьшить термоусадочную маркировку. Например, акцент JS сосредоточен на характеристиках жидких силиконов с тонкой конструкцией стенки 0,02 ммВ точных компонентах, таких как медицинские катетерыПолем
2. Выбор материала: процесс адаптации и стоимость
мСтарая сталь должна быть сформирована в соответствии сПластик в форме:
- Термопластики (такие как ABS, PC): P20 или SKD11, высокотемпературная стойкость, высокая твердость.
- Жидкий силикон: изготовленный из стали H13, он устойчив к коррозии и имеет гладкую отделку, снижая риск прилипания силиконового прилипания до плесени.
Младшийпродлевает срок службы смерти более чем на 30% за счет использованияJSRS Просиализированная плесень стали.
3. Обработка и производство: высокое формование
Грубая обработка: основной контур завершается с помощью численного управления. Обработка. Обработка: точная медленная проводная резка ± 0,005 мм.
- Обработка поверхности: для прозрачных пластиковых форм поместите лак до <0,05 мкм, чтобы удалить заусенцы.
- Младшийимеет класс 4000 ТБольшое оборудование с ЧПУПоддерживает сложные вставки и мульти-кавити для интегрированной обработки.
4. Сборка и отладка: функция проверки
- Сборка плесени: точно вставьте ползунки и всплывающие механизмы, чтобы обеспечить синхронное движение.
- Тестовая форма:яПластиковые пластмассы, проверьте циклы литья (например, 20-60 секунд на кусок) и размерные допуски.
Исправление проблем: отрегулируйте выхлопную резервуар или цепь охлаждающей воды в соответствии с результатами испытательной формы, а также оптимизируйте дефекты деформации и пузырьков.
5Полем Техническое обслуживание и обновление: продлить срок службы
- Периодическое техническое обслуживание: очистите цепь воды для охлаждения плесени, отремонтируйте полированную поверхность.
- Интеллектуальная модификация: установите датчик температуры и модуль IoT для контроля состояния плесени в режиме реального времени.
- Быстрое изменение: используется в различных постановках и использует быструю конструкцию вставки плесени, чтобы сократить время изменения плесени до менее чем 15 минут.
- МладшийОбеспечивает пожизненную гарантию на формы, поддержку дистанционного диагноза и быстрого обслуживания.
Какие ключевые индикаторы следует учитывать при выборе литьевых материалов?
В литье под давлением выбор материалов напрямую влияет на производительность, эффективность производства и стоимость продукта. Ниже приведены ключевые показатели, которые следует учитывать, и предложения компании JS компании в области пластикового литья:
1Мобильность
- Текучесть материала определяет его эффективностьинъекцияПолемВысокие эластичные материалы (такие как жидкий силиконовый JSR) имеют тенденцию заполнять сложные структуры, но могут вызывать заусеницы, а низкие эластичные материалы (такие как полиэтилен высокой плотности (HDPE)) требуют высокого давления впрыска.
- JS гарантирует, что процесс литья стабильности оптимизирует состав материала и конструкцию плесени, такие как добавление выхлопных слотов, и особенно хорошо обрабатывает тонкостенные компоненты материалов с низким потоком, таких как медицинские катетеры.
2Усадка
- Усадка материала после охлаждения и отверждения напрямую влияет на точность размеров.Скорость усадки жидкого силиконового геля составляет всего 0,1-0,3%, что подходит для высокопрофессионального медицинского оборудования.
- Компания JS компенсирует усадку посредством конструкции плесени и контролирует толерантность размера продукта до ± 0,05 мм.
3Тепловая стабильность
Этот материал подвергается высоким температурам литья под давлением (например, 280 ° C ПЭТ).JS оснащен высокотемпературной формованной машиной (до 400 ° C), которая поддерживает обработку высокотемпературных смол (таких как POM, ASA) и предсказывает риск деградации термической деградации, чтобы избежать деформации или обесцвечивания.
4Механические свойства
- Сила натяжения: инженерные пластмассы (такие как ПК) могут достигать 60 МПаАвтомобильные компонентыПолем Скорость растяжения жидкого силикона составляет более 300% гибкого уплотнения.
- Шохмальность: укрепите материал TPU со стеклянными волокнами (например, PA66 + GF30), чтобы повысить его сопротивление до 50%, чтобы сделать его подходящим для хрупких предметов, таких как мобильная коробка.
5Стоимость и устойчивость
- Недорогие материалы: ABS и PS для производства качества.
- Экологические материалы: (лагеряная кислота и ПЦР -переработанные материалы могут сократить выбросы углерода более чем на 30%.JS использует перерабатываемые материалы для содействия литью впрыскивания, чтобы помочь клиентам достичь углеродных целей.

Как оптимизировать структуру продукта и эффективность производства посредством конструкции литья под давлением?
Оптимизация структурной конструкции
1Дизайн универсации толщины стенки: анализ потока CAE для оптимизации распределения толщины стенки и предотвращения усадки и концентраций напряжений.Например, оптимизация толщины стенки от 3 мм до 2,5 мм может сократить время охлаждения на 30%.Для сложных компонентов загущайте их ребрами -структурами вместо твердых веществ.
2DEMOULD SCOUNCE и DRAIRE DESIGN: рекомендуемые внутренние и внешние углы дренажа ≥0,5°ПолемПостепенно проводимость используется в структурах глубокой полости для снижения сопротивления отключения.Precision EDM EDM RECOMSING CARCENCAN RACKER RACKER TARCE до 0,02 мм.
3. Оптимизация системы литья. Использование системы теплового потока (компания JS поддерживает структуру теплового сопло игольного клапана) используется для уменьшения остатков затвора и увеличения урожайности.Например, использование невидимой двери внутри автомобиля может уменьшить заусенцы до 40%.
Оптимизация параметров процесса
1Динамический контроль поддержания кривой давления: система управления с закрытым контуром JS используется для управления фиксированным давлением в режиме реального времени.
2Оптимизация системы охлаждения: в соответствии с анализом потока плесени потока плесени JS, форма петли охлаждающей воды предназначена для сокращения времени охлаждения на 20%-30%.Период отображенияКорпус автомобильных компонентовбыл уменьшен с 45 секунд до 32 секунд.
Каковы ключевые зоны применения в литье JS -инъекции?
1Автомобильная промышленность
- Цель: легкий дизайн бампер, панель, сборка двигателя и т. Д.
- Корпус JS: индивидуальная аккумуляторная крышка компании New Energy Arthicle снижает ставку приливы с 8% до 1,2% за счет оптимизации макета двери, экономя более 1 миллиона долларов в год.
2. Индустрия потребительской электроники
- Цель: Точные структурные компоненты, такие как телефонные коробки, наушники и ящики для умных часов.
- МладшийКорпус: 7-дневная доставка, ультратонкая телефонная коробка (толщина всего 0,3 мм), поддерживает формование с двойным инъекцией в инъекциях ПК+ТПУ, скорость прохода 98%.
3. в области медицины
- Цель: Syzre Barre, аксессуары для инфузионных труб, сердечные стенты, медицинские катетеры и другие компоненты с высокой гигиеновой.
- МладшийСлучай: биоразлагаемые медицинские якоря для шва были разработаны для многонациональных компаний медицинского оборудования, которые имеют двойное литье для инъекции материала PLA и TPU, а устойчивость к размеру продукта составляет ± 0,2 мм, чтобы помочь клиентам захватить минимально инвазивный рынок хирургии.
4Промышленные и механические компоненты
- Цель: передачи, подшипники, океан и другие износостойкие и высокотемпературные компоненты.
- МладшийКорпус: Инъекция MATARD MATARION MATARIONSHING Очень жестких передач вместо металлических деталей снижает стоимость на 30%.
Какие растворы плесени для инъекций есть JS?
1. Раствор литья с множественным материалом для инъекции
- С комбинациейИспользование точного дизайнаКомбинация PC + TPU, ABS + ПК может образовывать мягкую твердую соединительную структуру, а использование материала будет увеличиваться на 30%, а стоимость может быть значительно снижена.
- Дизайн мульти-кавитистики (до 20 полостей) уравновешивает эффективность охлаждения и производительность выхлопных газов.
2. Точный дизайн и производство плесени
- Высокая точная обработка: точность обработки плесени составляет ± 0,005 мм, поддерживающая литье под давлением с тонкими стенами 0,1 мм (например, корпус с точным прибором).
- Петля охлаждающей воды выглядит следующим образом: 3D -печать водяной петли покрывает сложную полость, повышает эффективность охлаждения на 30%и достигает скорости скручивания деформации менее 0,5%.
- Автоматическое литье для инъекций: может быть встроено с точной ± 0,02 мм в общую систему визуального позиционирования, металлические вставки (например, винты и чипы).
3. Прототип эрозии и производство малой и средней партии
- Тестовая тестовая форма 3D -печать: прототипы смолы доставляются в течение 72 часов для ускорения проверки пользовательской продукции.
- Система быстрого прототипирования: моделирование за 15 минут, подходящее для небольших и разнообразных заказов.
- Гибкая производственная единица: установленная инъекция, тестирование, упаковка за один, 7 рабочих дней для выполнения малых и средних заказов.
Краткое содержание
Поскольку Cornerstone процесса современного производства, литья инъекционного литья продолжает способствовать инновационному развитию в автомобильной, электронике и медицинской промышленности с ее преимуществами высокой эффективности, точности и адаптивности. Подходит для точных медицинских катетеров и легких автомобильных компонентов, от конструкции плесени до выбора материала (например, ABS, PC, PA и т. Д.) И точное управление параметрами процесса (давление, температура, время изоляции), инъекционная лиц, уравновешивает эффективность производства и производительность продукта и действует в качестве основного моста между проектированием и качественным производством.
МладшийСосредоточено на инновациях технологий литья под давлением, оптимизации выбора материала, структуре плесени и параметрах процесса. Будь то стремление к чрезвычайной эффективности, сложных структурам или зеленым производству, МладшийПредоставляет настраиваемые решенияДля обеспечения того, чтобы каждый пластиковый продукт имел качество, ценность и жизнеспособность.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей.JS Seriesне имеет представления или гарантии, явного или подразумеваемого в отношении точности, полноты или достоверности информации. Не следует сделать вывод, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные характеристики проектирования, качество материала и тип или изготовление в сети Jusheng. Покупатель несет ответственность за то, чтобы потребовать детали для определения конкретных требований этих частей.Пожалуйста, свяжитесь с нами для получения дополнительной информацииПолем
JS Команда
JS-ведущая отраслевая компаниясосредоточен на пользовательских производственных решениях. Имея более 5000 клиентов, мы сосредоточены на высокой степениОбработка с ЧПУВПроизводство листового металлаВ3D -печатьВИнъекционное формованиеМеталлическая штамповка и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированным ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то производство небольшого объема или крупномасштабная настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. ВыборJS Technologyозначает выбор эффективности, качества и профессионализма.
Чтобы узнать больше, посетите наш сайт:jsrpm.com
Часто задаваемые вопросы
1. Как выбрать инъекционную литью и обработку ЧПУ?
Инъекционное формование подходит для большого количества сложных деталей. ЧПУ подходит для небольших партий, высокой точной или металлической материалов.
2. В чем разница между инъекцией силиконовой-Формование и обычное пластиковое литье?
Кремний требует инъекции жидкости и вулканизации, чтобы сделать продукт более мягким и более экологичным, но при более высоких затратах. Обычный пластик расплавляется и вводится непосредственно, затем естественным образом охлаждается и формируется.
3. Каковы преимущества литья под давлением?
Эффективность производства, крупномасштабное производство затрат на общую плесени, очень низкие затраты на единицу, высокая точность размера, гладкая поверхность, широкий спектр применений, подходящие для крупномасштабного производства. Комплексная эффективность затрат превосходна и является выбором метода качества производства пластиковых продуктов.
4. Зачем вам нужно остыть во время литья под давлением?
После введения расплавленного пластика в форму необходимо охладить и затвердевать, чтобы сохранить свою форму для легкого удаления. Пластмасс - это жидкости при высоких температурах, и они должны охлаждаться, чтобы сохранить свою форму в форме и избежать искажения продукта и деформации. После охлаждения пластик становится более жестким, что облегчает удаление.
Ресурс
Инъекционный формовочный аппарат
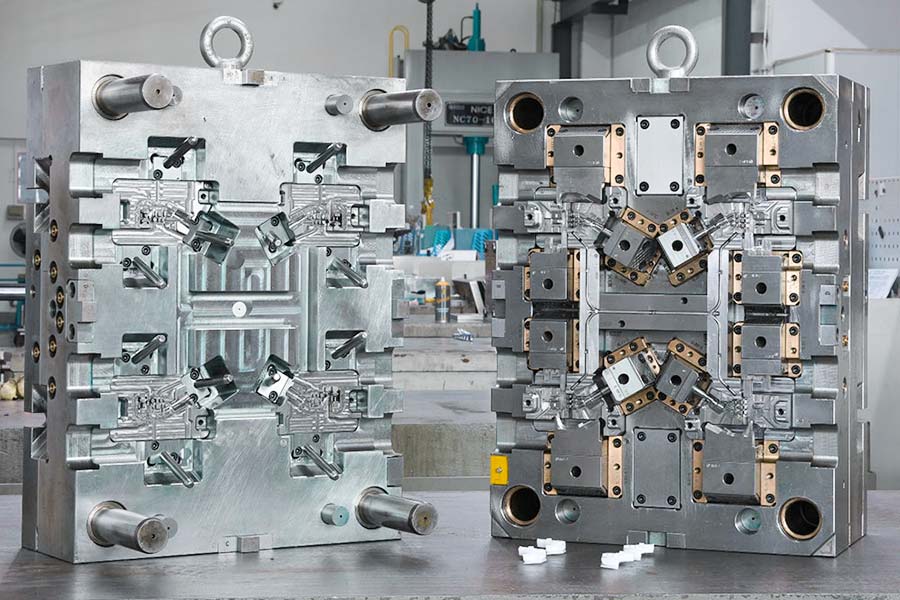
Многообразовательное инъекционное формование

