

Инъекционное формование является одним из основных процессов современной производственной промышленности.Он широко используется в автомобильной, медицинской, электронном и потребительском товареПолем В его ядре пластиковые или силиконовые материалы расплавляются путем нагрева, впрыскивают в полость пресс -формы под высоким давлением, охлаждают и затвердевают, образуя точные литья.
Основываясь на технических преимуществах JS Precision Manufacturing, в этой статье суммируются ключевые коэффициенты успеха литья под давлением с точки зрения проектирования и инженерии.
Каковы инженерные соображения в фазе проектирования литья под давлением?
1. Продолжительность толщины
Толщина стенки должна быть равномерной (рекомендуется 1-4 мм), чтобы избежать следов усадки или деформации, вызванного неравномерным давлением впрыскивания формования. Например, JS -компания оптимизировала градиент толщины стенки путем анализа потока плесени иконтролируемая толерантность в пределах ± 0,05 ммПолем
Толстые участки требуют разработки с уменьшением веса ребер (таких как сотовые конструкции), чтобы уменьшить время охлаждения и улучшить прочность конструкции литья под давлением.
2. Согласно требованию Demolding
Наклон внешней поверхности ≥0,5 ℃, внутренняя пор или структура ползунка ≥2 ℃, чтобы обеспечить плавное демольд после инъекции литья.JS оптимизировал конструкцию склона автомобильных компонентовпонести эффективность эффективности на 40%.
3. Оптимизировать путь потока расплава
В соответствии с характеристиками складывания инъекций, выберите боковую дверь, точечную дверь или систему теплового потока. JS, например, может уменьшить холодные отходы до 30%Использование тепловых каналов для изготовления сложных электронных компонентовПолем
Положение ворот должно избегать внешнего представления, сбалансировать заполнение мульти-кавита и избежать влияния сварного шва на прочность.
4. Перестройство между характеристиками материала и дизайном плесени
Кристаллические материалы (такие как PA66) имеют скорость усадки до 2% и требуют коррекции размера с помощью коэффициента компенсации плесени (обычно 0,5-1,5%). Программное обеспечение для анализа потока модели JS прогнозирует ошибку усадки ≤0,2%.
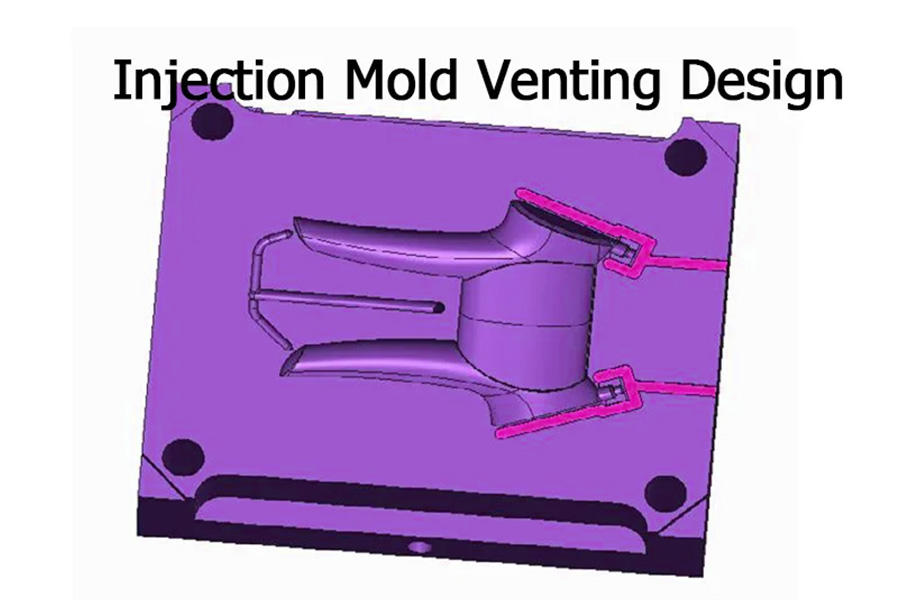
5. Выхлоп
Выхлопные канавки (глубина 0,02-0,04 мм) предназначены на поверхности разворачивания или на верхнем штифте, чтобы предотвратить захват газа из-за давления плавления во время инъекции литья. Эффективность выхлопного выхлопа JS улучшается на 25%вакуумная технология выхлопных технологийПолем
6. Усиление усиления и поддержки
Рекомендуемая толщина армирования в 0,6 раза больше толщины стенки, а расстояние в 2 раза больше толщины стенки, тем самым удовлетворяя требования к нагрузке и избегая риска усадки.
7Классификационная поверхность дизайн
Типа линиидолжен быть скрытым отвзглядисовпадаетс открытием и закрытиемнаправлениеформы впрыска. Например,Младшийразвиваетскользящие прощальные структуры для потребительской электроникикомпонентыпредотвращатьFlybys.
8. Объединенные компоненты и локальные подкрепления
АМеталлические вставки должны быть предварительно разогреты(например, 120-150 ℃), чтобы остановить растрескивание напряжений, связанное с температурой, при формовании под давлением. Запатентованная система встроенного позиционирования JS может установить смещение в положение до ± 0,1 мм.
Как выбрать термопластичные материалы в инженерии для литья под давлением?
1. Упозиция по функции: тип материала на основе потребностей производительности
- Механическая прочность: для автомобильных бамперов, которые требуют воздействия сопротивления,Оптимальный сплав ПК/АБС обеспечивает высокую вязкость ПК и потока АБС, подходит для сложных процессов пластикового литья.
- Температурная стойкость: электронные разъемы должны выдерживать температуру сварки, PA46 с температурой плавления 295 ° C лучше, чем PA66, а скорость кристаллизации подходит для высокоскоростных процессов формирования.
2. Регулировка процесса: совместимость свойств материала с условиями литья под давлением
Классификация ликвидности:
- Материалы с низкой вязкостью (например, PP): подходящие для тонкостенных пластмассовых компонентов, ворота плесени могут быть уменьшены в размере.
- Материалы с высокой вязкостью (например, ПЭТ): высокие требования к давлению впрыска, широко применяемые к точным компонентам, таким как литье в инъекции передачи.
Контроль усадки:
Кристаллические пластмассы, такие как PA и PBT, будут усаживать скорость на 2% -3% и требуют конструкции компенсации плесени для компенсации деформации, точность пластикового литья в значительной степени зависит от того, что имеет решающее значение.
3. Кост-баланс: затрат на материал и потребности в массовом производстве
ABS: сбалансированный и всеобъемлющий,широко используется в оболочках бытовых приборов(15% глобального пластикового использования), подходящее для малого и среднего по индивидуальной обработке.
PP: низкая плотность (0,9 г/см), более низкая стоимость единицы, чем инженерные пластмассы, обычно используемые в интерьерах автомобилей (например, дверные панели).
4. Особенности: материальный прорыв в экстремальных условиях труда
- Химическая устойчивость: медицинские устройства требуют доступа к дезинфицирующему средствам. PPSU обладает сильной устойчивостью к окислению, устойчивой вязкости расплава и подходит для пластиковой среды для литья чистой комнаты.
- Биосовместимость:Инсулиновая ручка ингредиентыДолжен быть протестирован ISO 10993, не существует риска осадков COC, а низкое водопоглощение обеспечивает долгосрочную стабильность хранения.
5. Землевые материалы и круговая экономика
Материалы на основе биобообразных:
- Полилактановая кислота: цикл деградации контролируется, но температура литья под давлением (170-200 ° C) должна быть оптимизирована, чтобы избежать деформации и сделать его подходящим для упакованных быстрого потребительского товара.
- PHA (полигидроксилалкилат): биоразлагаемый в океане, но с низкой прочностью плавления требует добавления 20% -ного усиления стекловолокна для океанских буев.
Цикл регенерации:
RPET: его необходимо сушить до менее чем 0,02% содержания влаги. Скорость его кристаллизации является медленной, а срок годности должен быть расширен, чтобы увеличить выход пластикового литья.

Влияние дизайна выхлопных газов на качество инъекции?
Конструкция выхлопа плесени напрямую влияет на выход и производительность продукта. Разумная выхлопная система может оптимизировать поток расплава, снизить дефекты и повысить эффективность производства. Ниже приведены конкретные стратегии влияния и оптимизации:
1. Редакция захваченных газов и дефектов сгорания
- Во время литья под давлением,Расплавленный материал заполняет полость пресс -формы на высокой скоростиПолем Если выхлоп не является гладким, его легко производить задержку газа, что приводит к сжиганию поверхности или внутренней пористости продуктов.
- Конструкция выхлопных газов поверхности разветвления является ключом к конструкции литья: удержание выхлопных канавок 0,02-0,04 мм, соответствующих зазорам в сопло или ползунке, снижает риск захвата воздуха более чем на 80%.
2. Приведите линию слияния внешнего вида
- Линия плавления является общей проблемой в инъекции ворот, и легко вырабатывать дефекты внешнего вида или слабость.
- Оптимизация пути выхлопа может направлять упорядоченный поток расплава и управлять положением линии расплава. Например,в автомобильной форме отражателя фарыВыход увеличивается до 98%, регулируя направление выхлопного впадины, чтобы перемещать провод припоя от видимой на невидимую поверхность.
3. Предварительное деформация
- Остаток газа может вызвать неровное местное охлаждение, что приводит к деформированию продукта.
- В конструкции литья глубокой полости умирают спиральная или слоистая структура выхлопных выхлопных газов, используемая для сбалансировки давления в полости, и разность скорости усадки контролируется в пределах 0,3%.
4. Улучшение плавности поверхности
Плохой выхлоп может вызвать трение между расплавом и воздухом, создавая тем самым заусенцы или распыленные закономерности, которые влияют на глянцевость.
Зеркальная форма требует точного контроля глубины выхлопной канавки в пределах 0,01 мм, а также вспомогательную систему вакуума додостичь сверхглазычной поверхности с RA ≤0,02 мкмПолем
5. Оптимизируйте эффективность производства
- Плохой выхлоп может продлить время изоляции, что приводит к более длительному времени цикла.
- Моделирование CAE может сократить литье под давлениемцикл на 10-15%. Недавно JS принял многоточечный дизайн выхлопных газов в проекте плесени прибора домохозяйств, достигнув 20% увеличения ежедневных производственных мощностей.
Каковы стандарты дизайна для глубины выхлопной канавки плесени?
Ниже приведены конкретные конструктивные точки и требования, а также фактические условия применения иТипы потребностей пластиковых молдингов:
1. Базовый диапазон глубины и модификация материала
| Тип материала | Диапазон глубины выхлопной канавки | Основные моменты дизайна |
| Универсальные пластмассы (ABS/PP) | 0,02-0,04 мм | Избегайте переполнения расплава и адаптируйтесь к обычному давлению литья под давлением. |
| Пластик с высокой вязкостью (ПК/POM) | 0,04-0,06 мм | Компенсация за сопротивление потоку материалов с высокой вязкостью. |
| Прозрачные пластмассы (ПММА) | 0,01-0,03 мм | Предотвратить влияние на оптические характеристики выхлопных следов. |
2. Параметр и корреляция структуры
| Условия процесса | Регулировка глубины выхлопной канавки | Стратегия адаптации пластика |
| Формование впрыска высокого давления (> 100 МПа) | Углубиться до 0,05-0,08 мм | Сотрудничать с системой теплового потока, чтобы снизить риск захваченного газа. |
| Долгое время проведения (> 10 секунд) | Уменьшить до 0,02-0,03 мм | Избегайте обратного потока газа, вызывая следы усадки. |
| Волокно-армированные материалы (например, PA+GF) | 0,01-0,02 мм | Предотвратить засорение стекловолокна. |
3. Направление инновации и контроль качества
| Цели контроля качества | Стандарт глубины выхлопной канавки | Методы тестирования | Случай оптимизации JS |
| Профилактика сгорания (поверхностные дефекты) | ≥0,03 мм | Анализ потока+тестирование шероховатости поверхности. | Скорость сжигания формы мобильного телефона была снижена с 5% до 0,5% путем углубления выхлопной канавки (0,04 мм). |
| Улучшить плавность поверхности | ≤0,02 мм | Измерительный прибор+визуальный осмотр. | Оптическая линза использует лазерную гравированную выхлопную канавку (0,015 мм) с RA ≤0,02 мкм. |
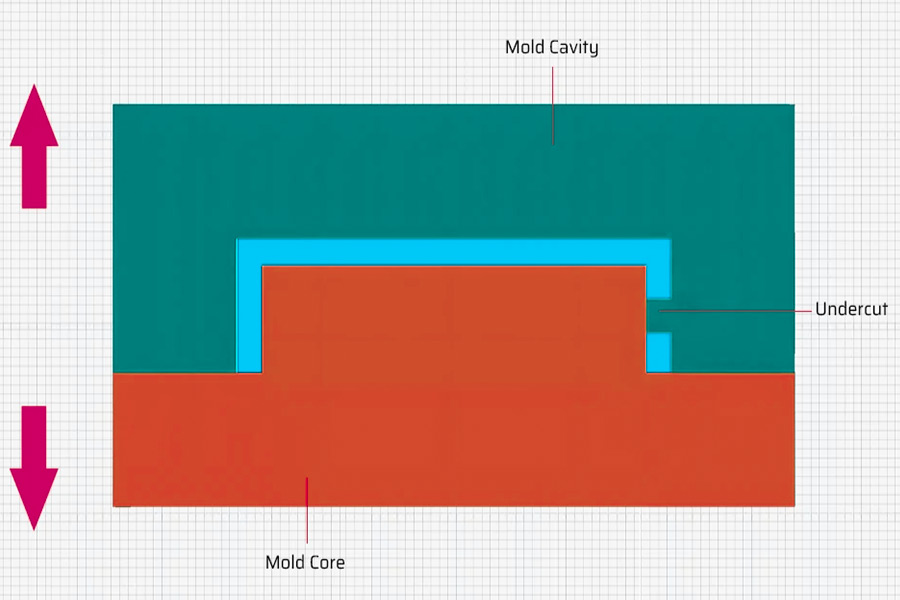
Как демольд перевернутой конструкции пряжки при разработке литых деталей впрыска?
1. Технология Demoulder Demoulder
Мы используем наклонной направляющий штифт, чтобы вытеснить слайдер, чтобы достичь бокового демонгинга. Он использует механизм механического сцепления, который позволяет легко сформировать продукты с подкоками из формы. Угол наклонного направляющего штифта должен храниться между 5-15 ° инженерами. Такой диапазон углов может гарантировать, что весь процесс демонгирования является надежным и плавным.
В практическом применении мы столкнулись с проблемами демонстрации силиконового литья. Чтобы решить эту проблему, мы распылили тонкий слой покрытия PTFE на поверхности ползунка. Материал может успешно уменьшить адгезию силикона. Взяв пример случая, который мы разработали для медицинского клиента,Проектируя систему нескольких слайдеров, работающихВместе синхронизируя друг с другом, Сила Демюга была в конечном итоге уменьшена почти на одну треть.
2. Технологический эжектор с эжектором.
Мы используем стержень наклонного эжектора в сочетании с системой вывода эжектора для завершения Demoulging. Механизм высвобождает подрезанную структуру из формы через наклонное действие. Дизайнеры должны определить угол наклонного эжектора в соответствии с характеристиками материала. Например, при работе с эластичными продуктами, такими как силикон, рекомендуется использовать уклон наклонного эжектора более 7°, который имеет эффект, не растягивая продукт во время демонгинга.
В реальной продукции литья под давлением,Мы разработали сегментированный раствор эжектора с наклонами для материалов TPU с высокой эластичностьюПолем Улучшение уменьшает расстояние движения при получении до 2 мм. Например, с помощью формы автомобильной силиконовой кнопки, которую мы разработали, после применения этой системы демонтинга наклонного эжектора, даже небольшие и точные конструкции могут быть идеально проведены.
3. Гидравлическая технология DeMouling
Механизм внешнего движения формы приводится в движение гидравлической системой. Это особенноПодходит для обработки продуктов большого размера или глубокой полости конструкцииПолем Гидравлический цилиндр используется в качестве источника питания и имеет возможность обеспечить стабильную силу демондинга.
В дизайне два гидравлических цилиндры обычно предназначены для совместной работы, чтобы силы демонгирования с обеих сторон формы могли быть полностью синхронизированы. Мы внедрили эту систему на одном конкретном автомобильном аксессуаре. Скоординированная работа двух цилиндров делает весь процесс демонгирования более стабильным и надежным, тем самым устраняя проблему деформации продукта.
4. ТЕХНОЛОГО ТЕХНОЛОГИЯ
Мы берем механизм изгибающего штифта, чтобы устранить проблему демонстрации мелких подкованных структур. При отверстии плесени изгибающий штифт будет сгибаться в качестве рычага, чтобы вытащить подкоенный компонент из продукта. Чтобы предотвратить прилипли мягкого резинового материала к изгибному штифту,Мы будем распылять тефлоновое антипригарное покрытие на поверхности изгибающего штифтаПолем
В производственной практике мы особенно спроектировали электрическую силиконовую прокладку с изгибающим штифтом пружинной системы сброса. В нескольких испытательных перерывах мы определили, что регулировка угла изгибающего штифта значительно снизит сопротивление демонстрации. Наконец, с этим планом обновления, в производстве наблюдается на 20% большую эффективность.
5. в сфере горячей резки технологии демолдации
Мы применяем тепловое лезвие, которое сокращает подключение продукта к бегуну непосредственно в форме. Система требует точного контроля температуры лезвия, обычно установленной от 200 до 300 ℃. При низкой температуре он не будет сокращаться, в то время как при высокой температуре он легко сожжет материал.
Например, когда мы создали плесень силиконового часового ремня, мы использовали эту технологию горячей резки с роботом для поглощения кусочков. По сравнению с традиционными технологиями, эта система не нуждается в следующем этапе обрезки иэкономит фабрику напрямую 15% от стоимости производстваПолем
Каковы требования к усилению макета ребра при разработке литых деталей?
1. Ратио толщины стенки до усиления толщины
- Усиленные сухожилия обычно в 0,5-0,7 раза толще, чем стенка продукта, чтобы избежать следов усадки или неровного охлаждения из-за внезапных изменений толщины стенки.
- Адаптация на формование пластмасс: в тонкостенных компонентах (например, электроники) толщина ребер должна быть более тонкой (например, 0,3-0,4 мм), чтобы предотвратить чрезмерное сопротивление потоку расплава.
2. Направление и логистику
- Сопоставление потока: подкрепление должно быть расположено вдоль направления потока расплавленной массы инъекции, чтобы снизить сопротивление потоку и избежать удержания газа.
- В сложных структурах, таких как автомобильные панели, ребра образуются на 45 ° до взлетно -посадочных полос, балансируя эффективность заполнения и прочность на конструкцию.
3. Распределение рассеяния и рассеяния тепла
- Стандарт расстояния: стальные стержни должны быть распределены вдвое толстым, чтобы обеспечить однородное охлаждение и предотвратить локальную деформацию перегрева.
- Конкретная операция:В высокой точке пластиковых формовочных компонентовТакие, как разъемы, слишком маленькое расстояние между реблями приведет к плохой выхлопной газе, которую необходимо оптимизировать с помощью моделирования CAE.
4. Руководство угла для демонтажа
- Требование наклона: корень арматурной полосы должен быть спроектирован с помощью добывающего наклона ≥0,5 °, чтобы избежать повреждения продукта во время дедолгации.
- Адаптация процесса: корни ребра глубоких полостей компонентов (например, вкладыша для домашних устройств) должны принять постепенный уклон для предотвращения блокировки выхлопных плесени.
5. Концентрация эвоидного напряжения
- Округлый угловой переход: r Угол ≥0,3 мм в суставах арматуры, чтобы снизить концентрацию напряжения и повысить устойчивость к усталости.
- Условие: Используя ручки для формования пластмасс, ребра без округлых углов подвержены растрескиванию из -за напряжения сборки, а оптимизацию JS для продления срока службы на 50%.
Почему выбирают JS для обработки формованных деталей?
1. Ольтра-высокая точная гарантия
± 0,005 мм допуски, точный контроль диаметра проволоки волос,гарантировать, что литья под давлением полностью соответствует требованиям сборкии сократить более поздние затраты на техническое обслуживание.
2. Организная возможность доставки
Лидер отрасли 1-2 недели быстрая доставка, чтобы помочь вам получить преимущество на рынке, особенно для аварийных заказов.
3. Соответствующие решения материала
Охватывает более 50 специализированных пластмассы(например, PA66, POM, ПК и т. Д.), Настраиваемые варианты из обычных материалов до высокотемпературных/ коррозионных материалов доступны для удовлетворения требований различных областей.
4. Кост -оптимизация черной технологии
Первоначальный процесс снижает производственные затраты на 20% и может помочь вам обеспечить более высокое качество при одном и том же бюджете за счет интеллектуального планирования и улучшения использования материалов.
5Профессионалсопровождение по всемувесьпроцесс
Наши 20-летние опытные инженерыОбеспечить полную зрелую обслуживание от оптимизации проектирования до отладки пробной формы. Высокий уровень структурных частей составляет более 95%, что значительно сокращает цикл исследований и разработок.
Краткое содержание
Инъекционное формование не только применение практики материальной науки, но также является глубоким сочетанием точной машиностроения и цифровизации. JS Precision Manufacturing занимает допуску обработки 0,005 мм в качестве центральной точки, глубоко сочетает в себе концепцию литья с технологией интеллектуального производства и создает межотраслевую базу данных материалов и автоматизированной матрицы процесса.
В течение 20 лет технологической аккреции,Мы поддержали более 300 предприятий для превышения барьеров проектированияи пропустить свой путь от концепции к объему производства.

Отказ от ответственности
Контент на этой странице только для общих ссылок.JS SeriesНе дает никаких явных или подразумеваемых гарантий относительно точности, своевременности или применимости предоставленной информации. Пользователи не должны предполагать, что спецификации продукта, технические параметры, показатели производительности или качественные обязательства сторонних поставщиков полностью соответствуют контенту, отображаемому на этой платформе. Конкретная функция проектирования, материалы стандарты и требования к процессу продукта должны основываться на фактическом соглашении заказа. Рекомендуется, чтобы покупательУдивительно запросить официальную цитатуи проверить детали продукта перед транзакцией. Для дальнейшего подтверждения,Пожалуйста, свяжитесь с нашей командой по обслуживанию клиентов для профессиональной поддержки.
JS Команда
JS является ведущим поставщиком отрасли индивидуальных производственных услуг,Посвящены предоставлению клиентам высокопроизводительных и высокоэффективных универсальных производственных решений. С более чем 20 -летним опытом работы в отрасли мы успешно предоставили профессиональномуОбработка ЧПУ, Производство листового металла, 3D -печать, Инъекционное формование, металлическая штамповкаи другие услуги для более чем 5000 предприятий, охватывающих несколько областей, таких как аэрокосмическая, медицинская, автомобильная, электроника и т. Д.
У нас есть современная фабрика, сертифицированная с ISO 9001: 2015, оснащенным более 100 передовыми пятью центрами оси, чтобы гарантировать, что каждый продукт соответствует стандартам самого высокого качества. Наша сервисная сеть охватывает более 150 стран по всему миру, обеспечивая 24-часовой быстрый отклик как для мелкомасштабного процесса, так и для крупномасштабного производства, обеспечивая эффективный прогресс вашего проекта.
ВыборJS Командаозначает выбор партнеров по производству с отличным качеством, точной доставкой и достоверностью.
Для получения дополнительной информации, пожалуйста, посетите официальный веб -сайт:jsrpm.com
Часто задаваемые вопросы
1. Каким образом работает процесс формирования внедрения?
Инъекционное формование расплавляет пластик в расплавленную форму, вставляет его в точную форму высокого давления, и замораживает и затвердевает. Плесень открывается для удаления готовой части. Это широко применяется в автомобильной, электронике, медицинской и других областях.
2. Как позиционировать лучшую позицию ворот?
Лучшая позиция затвора должна найти компромисс между балансом потока расплава, усадкой, качеством внешнего вида и эффективностью выхлопных газов. Обычно он выбирается при максимальной толщине стенки или отдаленной от ключевой поверхности сборки, дополняется анализом потока формы и оптимизацией.
3. Каковы последствия плохого угла догнетации?
Недостаточный угол отлучения приведет к прилипке продукта, повреждению поверхности, размерным отклонению и увеличению стоимости ремонта. JS может полностью удалить такие дефекты с помощью точной оптимизации конструкции плесени.
4. Каковы признаки неадекватного давления впрыска?
Неадекватное давление впрыска приведет к неполному заполнению продукта, шероховатой поверхности и очень видимым сварным линиям, что уменьшит качество прочности и внешнего вида формованных деталей.
Ресурсы
Инъекционное формование жидкого силиконового резины

