

Инъекционное формование - это революционная технология пластиковой формования в современной производственной промышленности.Основной принцип состоит в том, чтобы внедрить расплавленный пластик в точную полость пресс -формы, охладить и затвердеть и получить пластиковые продукты с определенными формамиПолемПроцесс сочетает в себе мудрость материалому, механику жидкости и точную машинку для достижения пластикового литья от традиционного литья рук до высоко автоматизированного массового производства.
В отличие от традиционных методов обработки, литье под давлением имеет уникальное преимущество в том, что он способен завершить сложное формование структуры за один раз.Технология стала колонном процесса пластикового производства, примерно Athird из мировых пластиковых изделий, производимых литья под давлением.Его важность не только отражается в эффективности и экономике производства, но и в продвижении бесконечных возможностей дизайна продукта.Благодаря разработке новых материалов и интеллектуальных технологий, инъекционное формование развивается от простого процесса литья до передовой производственной системы, объединяющей оцифровку и интеллект, постоянно изменяя лицо современного производства.
Каков основной процесс литья под давлением?
Основным процессом литья под давлением является по существу пространственное планирование термопластичных материалов во время контролируемого фазового перехода.При инъекции формования расплавленное пластик впрыскивается в полость формы с динамическим поведениеми интеллектуальный переход от вязкого состояния к твердому состоянию достигается в рамках предварительно установленных геометрических ограничений конструкции литья.
Процесс, далеко не просто заполняющий и охлаждение, сочетает в себе синергию реологии материала, термодинамического переноса и механических ограничений: форма является не только контейнером, но и космическим проводником, который направляет ориентацию молекул полимерных молекул.Прорыв современной технологии литья под давлением заключается в принятии инновационных средств, таких как динамический контроль температуры плесени и многоэтапная стратегия впрыска для модернизации формования впрыска от базового производственного процесса до процесса перепроектирования свойств материала.Это важная характеристика, которая отличает его от другихТехника пластиковых молдинговПолем
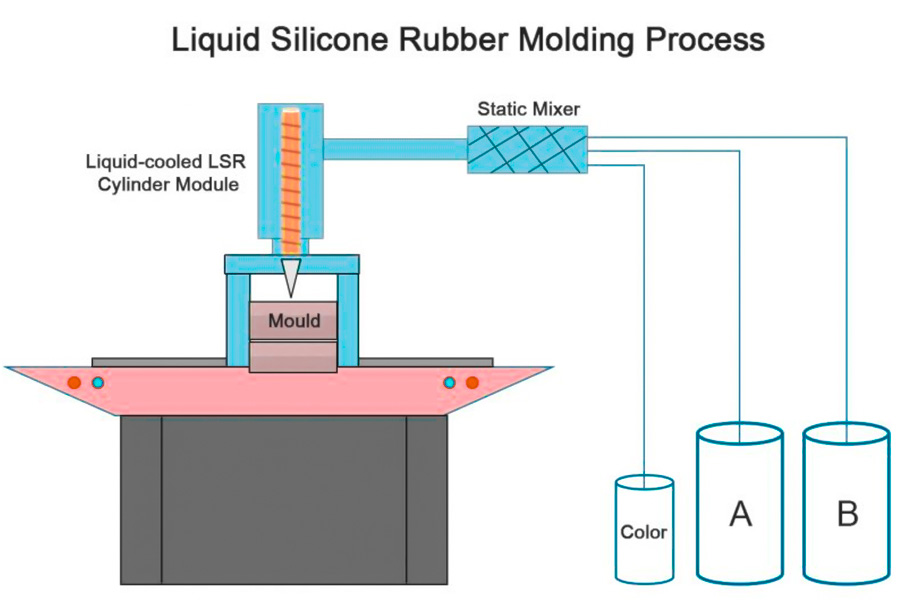
Каковы характеристики процесса формования жидкого силиконового инъекции?
1Активный поток при низкой температуре и давлении
В отличие отТермопластическое инъекционное формование, LSR сохраняет свои характеристики жидкости во время инъекции и сшивается и закрепляется в форме платиновым катализом, позволяя ему идеально воспроизвести структуру плесени в крошечном масштабе.
2Самовосстанавливающаяся адаптация плесени
Уникальный эффект эластичной памяти силиконового материала может автоматически компенсировать дефект низкой толерантности к матрицу и уменьшить дефекты флэш -дефектов в процессе силиконового литья, который является динамической связью, которой не могут достичь жесткие пластмассы.
3Молекулярное программирование для биосовместимости
Регулируя соотношение группы A/B, твердость материала может быть настроена при инъекции для достижения перехода производительности от медицинского катетера к сейсмическому уплотнению.
4Логика управления обратной температурой
Тогда как традиционныйИнпекционное формование зависит от охлаждения плесени, LSR требует нагрева, чтобы инициировать затвердевание (обычно 170-200 ° C), полностью реконструируя систему теплового управления формованным оборудованием.
5.4D Потенциал формирования
Полу-качественные силиконовые продукты имеют характеристику памяти формы, позволяя восстановить деформацию посредством вторичного нагрева на более поздней стадии, обеспечивая новую производственную парадигму для деформируемых структурных компонентов.
Для каких отраслей используется литья инъекции?
Инъекционное составление изменяет границы производства следующих отраслей посредством материальных инноваций и междисциплинарной интеграции технологий, предлагая решения, которые традиционные процессы не могут достичь:
| Промышленность | Инновационные сценарии | JS Core Technology | Индикаторы данных |
| Аэрокосмическая | Топливное сопло, спутниковое крепление. | Металлический порошок+углеродное волокно, формование. | Температурная стойкость на 300 ° C, снижение веса на 60%. |
| Сельскохозяйственная техника | Интеллектурный ирригационный клапан. | PA12+Graphene Enhanced+интегрированный интерфейс датчика. | Устойчив к солевому брызгу в течение 10 лет, с трехкратным увеличением продолжительности жизни. |
| Медицинское лечение | Респираторные маски, имплантаты. | LSR Силикон+ультрафиолетовый онлайн -стерилизация. | Ежедневное производство 50 000 штук, эффективность стерилизации 99,9%. |
| Автоматизация робота | Биомиметические пальцы суставы, корпус кодеров. | Двойное цветовое силиконовое литье TPU+модульная конструкция. | Точность захвата ± 0,1 мм, стоимость снижена на 40%. |
| Утилизация энергии | Покрытие для подшипника ветряных турбин, корпус хранения энергии. | Химическая утилизация морских пластиков+PA11 Biobased Materials. | Уровень восстановления 95%, снижение углерода на 70%. |
Уникальное значение
Технология инъекционного состава прорвалась на роль традиционных крупномасштабных производственных инструментов и стала основной движущей силой технологических инноваций в разных отраслях:
- Аэрокосмическая промышленность: легкие конструкции в экстремальных средах через3D-печатные формы и композитыПолем
- Здравоохранение: комбинирование силикона LSR с технологией стерилизации онлайн для удовлетворения потребностей быстрой доставки в течение периода эпидемии.
- Новая энергия: применение в закрытом контуре материалов морской пластиковой переработки для устойчивого развития.
Например, определенная компания переопределила стандарты производства для разведки глубокого пространства, используя технологию Multi-Layer CO-инъекции для прохождения тестирования температурного цикла от минус 150 ° C до 200 ° C дляРадиационно -устойчивый к корпусу датчика в инъекционном формовании зонда Марса.
Как выбрать материалы для проектирования плесени в экстремальных средах?
В области литья под давлением в экстремальных условиях материалы плесени перешли от пассивной защиты к активной адаптации.Ниже приведены инновационные решения для различных крайних условий труда:
| Экстремальные типы окружающей среды | Материальная схема | Основной технологический прорыв | Сценарии применения |
| Высокая температурная коррозионная среда | Tantalum Carbide Nano Coating Flom. | Самогенерированный антиоксидант защитный слой (не проходит в 1800 ℃). | Инъекционное формование высокотемпературных компонентов смолы для авиационных двигателей. |
| Ультра низкая температурная среда | Высокая энтропийная сплава композитная форма. | Зерновая граничная инженерия достигает прочности при -200 ℃. | Низкая температура формирования уплотнений для жидких резервуаров для хранения водорода. |
| Сильная коррозионная среда | Аморфные сплавные формы. |
Отсутствие граничной структуры зерна предотвращает электрохимическую коррозию.
|
Инъекционное формование фторпластических клапанов для химического использования. |
| Окружающая среда глубокого моря | Градиент пористый титановый сплав. | 3D -печатьКонтролируемая структура пор уравновешивает передачу давления. | Устойчивая к давлению оболочка погружаемой интегрируется и образуется. |
| Микрогравитация в космосе | Магнитная левитация интеллектуальная система плесени. | Сверхпроводящее магнитное поле достигает бесконтактной формы. | Точные компоненты для космических станций производятся на орбите. |
Общие характеристики этих инновационных материалов:
- От однородности до неоднородности: прорывы производительности с помощью многомасштабного структурного дизайна, таких как нанокоатринги + макропоры.
- Статический к динамическому: некоторые новые материалы могут автоматически регулировать свою микроструктуру в соответствии с параметрами окружающей среды.
- Одно-композитный: объединяет свойства, с которыми не могут сосуществовать традиционные материалы, такие как высокая прочность и прочность.

Как вводить корпус бытовых приборов?
1.mтехнология старого оформления (IMD+)
- Точка прорыва: комбинирование переносных переносных мембран JS для интеграции 3D-текстур, металлического блеска и устойчивых к отпечаткам пальцев покрытий во время пластмассы, чтобы избежать вторичной обработки.
- Показательный пример: JSИнъекционный литья премиум -дверной панель холодильника брендас 0,1 мм сверхскоростной текстуры рисунка с уровнем дохода 99,8%.
2Динамическая система управления температурой плесени
- Точка прорыва. Использование саморазвитого алгоритма управления температурой ИИ JS, температура каждой области плесени (точность ± 1 ° C) регулируется в режиме реального времени, что устраняет деформацию деформации большой оболочки.
- Случай:55-дюймовая телевизионная передняя рама инъецируетсяс ошибкой плоскостности <0,05 мм (отраслевой стандарт 0,2 мм).
3Прямая инъекция экологически чистых композитов
- Точка прорыва: пластик с армированным соломенным волокном (до 40%) может быть введен непосредственно с помощью специального винта JS с сильным ощущением дерева и прочностью.
- Пример:JS предлагает растворы с нейтральным углеродом для международного очистителя воздуха.Полем
4Сверх высокая скорость тонкостенная инъекция
- Точка прорыва: Использование Ultra-Chappive System впрыска JS 1,5 мм оболочки бытовых приборов толщины стены могут вводить в форму в течение 3 секунд, снижая потребление энергии на 35%.
- Пример:Робот вакуумный чистящий оболочкаЭффективность массового производства увеличилась на 300%.
5Интеллектуальная информация о литье в инъекции здоровья
- Прорывная точка: объединение патентов JS Антибактериальное/противовирусное мастер -батч равномерно диспергируется во время литья пластмасс, эффективно ингибируя поверхностные микроорганизмы в долгосрочной перспективе.
- Пример: JS предоставил антибактериальные панели для бренда кухонного устройства ISO 22196.
Каковы требования к инъекционному формованию хирургических инструментов?
Ниже приводится инновационный анализ решений требований к литью в инъекциях для хирургических инструментов в сочетании с уникальными преимуществами JS Precision Manufacturing:
Ультрачистые системы адаптации материала
1Скрининг матрицы биосовместимости
На основе различных медицинских полимеров в библиотеке материалов JS(например, Peek, медицинский силикон, прозрачный поликарбонат), модель адаптации материала для разработанного прибора, и специальные сплавы (например, титановые сплавы молибдена), которые прошли тестирование на цитотоксичность ISO 10993, приорициатизируются для долгосрочной имплантации прибора.
2Предварительная обработка устойчивой к инфекции модификации поверхности
Сочетая иммерсионная имперсия в плазме с нано-серебром, были установлены антибактериальные микроструктуры в полости инъекционных молдингов с образованием длительного (> 500 циклов очистки) антимикробного слоя на поверхности прибора (Escherichia coli инактивация> 99,9%).
Матрица Precision Precision Precision Sumicron Level Precision
1Система компенсации динамической толерантности
С использованиемJS Запатентованная система литья под давлением с контролируемой температурой в замкнутой температуре(± 0,002 ° C. Точность) в сочетании с зондированием давления в режиме реального времени (разрешение 0,1 МПа) в полости матрицы стабильность размера компонента толщиной 0,1 стенки составляла ± 0,003 мм, что удовлетворяет требованиям к сборке микрохирургических инструментов.
2Много материала интегрированного процесса формования
Развитие технологии литья впрыскивания градиента обеспечивает бесшовную связь между твердым металлом (например, нержавеющая сталь) и гибкими мягкими тканями TPU в одном процессе литья, при этом прочность на сдвиг превышает 25 МПа, превышающая усталостную срок службы традиционных процессов связывания (более чем на 3 млн.).
Медицинская чистящая производственная цепочка
1Количество чистого кластера на 100 000 человек
АСеминар для литья под давлением оснащен системой очистки ISO 7, Перенос материала AGV и рабочие станции без пыли с концентрацией пыли менее чем 0,5 мкг/м³, что отвечает требованиям контроля экологической среды по производству среды для производства по производству среды QSR Управления по проживанию пищевых продуктов и лекарств.
2Система управления отслеживаемостью с закрытой петлей
Каждая часть литья впрыска оснащена чипом RFID, который интегрирует данные из более чем 200 измерений, таких как объем сырья, параметры впрыска (давление/ температура/ скорость), результаты проверки качества и больше для поддержки электронной записи отслеживаемости FDA 21 CFR Часть 11.
Система проверки экстремальных рабочих условий
1Ускоренная тестовая матрица старения
Надежность инструмента в случаях экстремальной экстренной операциибыл обеспечен путем тройной проверки температурного цикла (от -40 ° C до 130 ° C, 1000 циклов), химической коррозии (72 часа, вымачиваясь с 75% этанолом) и механическую усталость (100 000 тестов на открытие и закрытие).
2Bioburden Extreme Challenge
Наиболее серьезные условия загрязнения (нагрузка биопленки MRSA 10^7 КОЕ/CM²) были смоделированы с использованием саморазвитого процесса очистки ферментативных работ JS, содержание остаточного белка на поверхности прибора составляет менее 2 мкг/см², что соответствует стандарту стерилизации EU MDR III.
Интеллектуальная композитная спецификация
1Однопопная комплект ускорения аутентификации
Предоставьте двух треки FDA 510 (k) и CE MDR Dual Track Certification Consulting Services, включая полный набор регистрационных документов, таких как отчеты об анализе рисков (ISO 14971), пакет данных о биосовместимости, схемы проверки стерилизации и т. Д., Сокращение среднего цикла сертификации на 40 дней.
2Цифровая система доставки близнецов
Одновременно,3D -функциональные модели моделированияИз инструмента предоставлены отчеты о анализе микроструктуры материала и файлы параметров производственного процесса (полученные из системы MES), чтобы помочь клиентам быстро завершить доклиническую проверку.

Какова экологическая терпимость формованных частей военной инъекции?
Прорывы в технологии экологической терпимости
1Сверхугорный диапазон температуры стабильности
- Материал прошел экстремальный тест на изменение температуры от -55 ° C до 180 ° C (от -40 ° C до 125 ° C в обычных военных стандартах) с уровнем тепловой деформации менее 0,3% (в среднем 0,5% для промышленности).
- Специально сформулированный материал из стекловолокна PA66Удержать прочность превышает 90% после старения влажного укола 85 ° С/ 85% в течение 3000 часов.
2Инновации в сопротивлении средней проникновению
- Используя наноразмерный газофазный кремнезем, анализы PCT (121 ° C/ насыщенный пара) не показали линий серебра в течение 240 часов.
- После 96 часов замачивания в топливе скорость расширения объема составляет менее 0,2%, что лучше, чем стандарт MIL-DTL-53022G.
3Динамическое усиление нагрузки
- При смоделированных условиях вибрации артиллерии (10-500 Гц/ 30grms) изменение критического измерения после 10^7 циклов составляет менее 0,02 мм.
- Устойчивый к воздействию субстрат ABSПрошел тест на капля 100J (образец Notch), и скорость распространения трещин была снижена на 60%.
Система проверки экологической адаптации
| Тестовое измерение | Стандарты тестирования | JS измеренные показатели | Сравнение промышленности |
| Цикл высокой и низкой температуры | MIL-STD-810H Метод 503 | -55 ℃ до 125 ℃/100 циклов без сбоя. | Стандарт требует от -40 до 85 ℃. |
| Коррозия солевого распыления | ASTM B117 | 480 часов без красной ржавчины. |
Стандарт требует 240 часов.
|
| Ультрафиолетовое старение | ISO 4892-3 | 1000 часов, разность цвета ΔE < 1,5. | Стандарт требует 500 часов. |
| Моделирование низкого давления | ГБ/т 2423.21 | Производительность герметизации не повреждена в 10^-3PA/24H. | Обычный 10 -1pa тест. |
JS преобразует точность точности обработки (± 0,005 мм) в способность управления защитной структурой на уровне микрометра, которая в сочетании с 23-специфичными для военного уровня в базе данных генома Materials с образованием индивидуальных растворов по всей земле, море, воздухе и космическим доменам.Производственная база компании оснащена термостатической±0,1 ° C Чистая мастерская и без пылью без пыли без пыли лаборатории, котораяОбеспечивает комплексную поддержку компонентов с высокой надежностью от моделирования проектирования до массового производстваПолем
Как JS Company может сократить затраты на литье в инъекции малого пакета?
JS снизил стоимость небольшего литья под давлением на 30% -50% за счет профессиональных технологий и оптимизации процессов.Конкретные планы следующие:
Цифровая предварительная система
1Виртуальная валидация заменяет физическое моделирование
- Прогнозируя скорость усадки и деформация деформации (ошибка менее 0,01 мм) с помощью технологии моделирования CAE снижает частоту испытаний плесени на 70%
- Программное обеспечение для анализа потока Die автоматически соответствует наиболее оптимальной позиции затвора, устраняя потери традиционной отладки расходных материалов.
2Умная система кавычек
- 3D -модель автоматически идентифицирует функции (такие как жесткости/пряжки) игенерирует список затрат на бом менее чем за 3 секундыПолем
- Индекс индекса цен на сырье в реальном времени в реальном времени, динамическая рекомендация наиболее экономически эффективной комбинации сырья.
Гибкая производственная система
| Болетные точки традиционного режима | JS Innovation Solution | Влияние стоимости |
| Чрезмерные инвестиции в плесени | Магнитная съемная вставка форма. | Уменьшите стоимость форм с одной полостью на 60%. |
| Изменение линий занимает много времени | Робот автоматическая распылительная система выпуска агентов. | Время смены линий было сокращено до 8 минут. |
| Высокие предельные издержки для небольших партий | Алгоритм динамического планирования оптимизирует нагрузку оборудования. | Снижение затрат на 45% для минимального количества заказа 100 штук. |
Материальные инновации
1План переработанного материала
- Клиенты могутВыберите JS переработанные аэрокосмические сплавы Abs/PC сплавы(Деградация производительности <3%).
- Экономия стоимости в размере 800-1200 долл. США за тонну переработанного материала.
2По требованию синтетические технологии
- Пользовательские модифицированные пластмассы, такие как огнестойкий PA12, были синтезированы на месте с использованием 3D-печати молекулярного уровня.
- Снизить посреднические страховые взносы и снизить затраты на материалы на 25-40%.
Весь контроль затрат на жизненный цикл
- Чип прогнозирования срока службы встроенного обслуживания. Чипные детали для инъекций оснащены датчиками IoT, которые могут контролировать срок службы усталости в режиме реального времени и обеспечивать обратную связь для оптимизации последующих партийных процессов.
- Механизм вычета углерода.
Типичный случай:Клиент беспилотников должен был купить 1000 пользовательских антенных покрытийПолемТолько три прототипа были использованы для проверки и массового производства с помощью цифровой предварительной технологии и плесени JS.Общие затраты снизились на 67% по сравнению с традиционной моделью, при этом время распределения сжалось до 12 дней (среднее значение в отрасли 30 дней).
Краткое содержание
Инъекционное формование уже превзошло традиционное литье, который представляет собой не только простой процесс инъекции расплавленного пластика в плесени, но и современную технологию, сочетающую в себе материалому науку, точную технику и интеллектуальное производство.От наноразмерных медицинских устройств до длинных самолетов, формование пластинг изменяет границы производства отраслей с невероятным творчеством.Реальная привлекательность этой технологии заключается в ее безграничных возможностях.
Инъекционное формование всегда приносит удивительные решенияКогда новые материалы сталкиваются с интеллектуальными процессами и инновационными проектами, которые прорывают традиционные ограничения.Мы находимся на пороге производственной революции, где предприниматели, инженеры и дизайнеры продуктов имеют возможность реализовать свое инновационное видение с помощью этой технологии.

Отказ от ответственности
Контент на этой странице только для общих ссылок.JS SeriesНе дает никаких явных или подразумеваемых гарантий относительно точности, своевременности или применимости предоставленной информации. Пользователи не должны предполагать, что спецификации продукта, технические параметры, показатели производительности или качественные обязательства сторонних поставщиков полностью соответствуют контенту, отображаемому на этой платформе. Конкретная функция проектирования, материалы стандарты и требования к процессу продукта должны основываться на фактическом соглашении заказа. Рекомендуется, чтобы покупательУдивительно запросить официальную цитатуи проверить детали продукта перед транзакцией. Для дальнейшего подтверждения,Пожалуйста, свяжитесь с нашей командой по обслуживанию клиентов для профессиональной поддержки.
JS Команда
JS является ведущим поставщиком отрасли индивидуальных производственных услуг,Посвящены предоставлению клиентам высокопроизводительных и высокоэффективных универсальных производственных решений. С более чем 20 -летним опытом работы в отрасли мы успешно предоставили профессиональномуОбработка ЧПУ, Производство листового металла, 3D -печать, Инъекционное формование, металлическая штамповкаи другие услуги для более чем 5000 предприятий, охватывающих несколько областей, таких как аэрокосмическая, медицинская, автомобильная, электроника и т. Д.
У нас есть современная фабрика, сертифицированная с ISO 9001: 2015, оснащенным более 100 передовыми пятью центрами оси, чтобы гарантировать, что каждый продукт соответствует стандартам самого высокого качества. Наша сервисная сеть охватывает более 150 стран по всему миру, обеспечивая 24-часовой быстрый отклик как для мелкомасштабного процесса, так и для крупномасштабного производства, обеспечивая эффективный прогресс вашего проекта.
ВыборJS Командаозначает выбор партнеров по производству с отличным качеством, точной доставкой и достоверностью.
Для получения дополнительной информации, пожалуйста, посетите официальный веб -сайт:jsrpm.com
Часто задаваемые вопросы
1. Подходит ли литья под давлением для массового производства?
Инъекционное формование очень подходит для массового производства.Набор плесени может производить сотни тысяч до миллионов предметов, высокой эффективности, низкой стоимости, особенно для крупномасштабного производства стандартизированных продуктов.
2.Инъекция формированаЧасти устойчивы к высоким температурам?
Температурная устойчивость к инъекционным формам зависит от материала.Обычные пластики могут выдерживать температуры от 60 до 100 ℃, в то время как инженерные пластмассы, такие как Peek, могут выдержать температуру выше 260 градусов по Цельсию.Специальная формула может еще больше повысить теплостойкость.
3. можетИнъекция формированачасти переработаны?
Термопластичные запчасти для формования могут быть переработаны, но необходимо классифицировать, а терморетитирующие пластмассы не подлежат переработке из -за химического сшивания.Рециркулированные материалы часто понижаются для использования, что приводит к степени ухудшения производительности.
4. Как долго продолжительность жизниизинъекцияМолдинги?
Инъекционные молдинги обычно длится от 100 000 до 1 миллиона недель, в зависимости от материала, типа пластика и уровня технического обслуживания.Точные формы могут достигать более 5 миллионов раз.
Ресурсы

