

Многие пластиковые продукты на рынке поступают из того же основного процесса:пластиковая литьяПолем За этим эффективным производством настоящий главный герой находится в инъекционной форме. Он отвечает за формирование горячего и расплавленного пластика в конечную форму, которая нам нужна.
Звучит немного волшебно? Фактически, понимание того, как работают пластиковые инъекционные формы, является первым шагом, чтобы понять, как сделать пластиковые формы для инъекций. Далее мы будем разобрать внутреннюю структуру и рабочий процессПластиковые формыШаг за шагом, чтобы увидеть, как это превращает пластиковые частицы в физические объекты в наших руках всего за несколько десятков секунд.
Что нам нужно знать о пластиковых подпрысках?
Если вы хотите сделать пластиковую чашку определенной формы, это определенно недостаточно, чтобы просто ущипнуть его вручную, потому что эффективность слишком низкая. В настоящее время вам нужно использовать пластиковую плесень. Структура самой этой формы довольно сложная,обычно изготовлены из нескольких частей твердого металла (например, сталь), которые точно обработаны и собраныПолем Он должен быть в состоянии выдерживать высокое давление и высокую температуру во время инъекции, и он должен быть в состоянии открывать и точно закрываться, чтобы допустить плавное разложение готовых деталей.
Существует также много типов пластиковых форм для инъекций. Некоторые очень просты, просто открыты и близки. Некоторые из них особенно сложны, с движущимися частями внутри, а некоторые должны сделать двухцветные пластиковые детали. Но независимо от того, какой тип, функция ядра одинакова: формировать расплавленный пластик и сделать пластиковые изделия, которые мы хотим. Это невидимый, но чрезвычайно важный закулисный герой за массовым производством пластиковых деталей.
Как работает форма для пластиковой инъекции?
1. Плесень зажима и блокировка
Когда форма начнет работать, сначала ее две половинки (подвижная плесень и фиксированная плесень) будут плотно закрыты вместе.
Огромная зажима при зажимах крепко их фиксирует, не оставляя пробеловПолем Это очень важно, потому что пластик высокого давления будет введен в него дальше. Если форма не заблокирована, пластик протекает, и детали будут повреждены.
2. Инъекция пластика
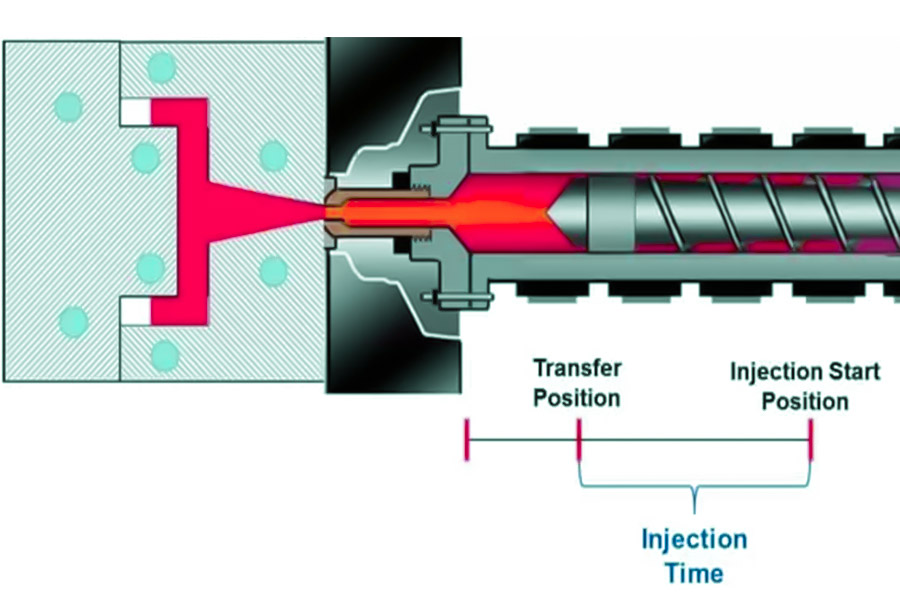
Пластиковые частицы отправляются в ствол машины для формования под давлением для нагрева. Температура очень высока, и пластик быстро тает в состояние, похожее на сироп.
Затем винт на переднем концеМашина для литья под давлениемс силой толкает вперед, а расплавленный пластик впрыскивается в полость внутри формы через ворота на форме при очень высоком давлении. Форма этой полости - это форма пластиковой части, которую вы хотите в конце.
Специальное примечание: если вы хотите использовать мягкие пластиковые формы для впрыска для обработки, конструкция плесени может быть более конкретной для выхлопных газов, чтобы предотвратить обертывание мягкого пластика и формирования пузырьков или гореть внутри.
3. Соблюдение давления и охлаждения
После того, как пластик заполняет полость, винт не будет сдаваться немедленно. Он будет продолжать поддерживать определенное давление и сжать немного больше пластика. Это позволяет пластиковому плотно прилипать к стене полости,предотвращение затонувшей поверхности частиили внутренняя полость усадки и обеспечение точного и полного размера детали.
В то же время, плесень начинает играть в охлаждающую роль. В форме обычно много тонких труб с циркулирующей холодной водой. Холодная вода непрерывно убирает огонь из плесени. Растопленный пластик начинает затвердеть и обретать форму. Это время охлаждения учитывает большую часть всего производственного цикла и напрямую влияет на скорость производства.
В некоторых случаях, напримерСоздание образцов, производство небольшой партииИли детали с особенно простыми конструкциями могут использоваться алюминиевые пластиковые формы. Преимущества алюминия-быстрая обработка и низкая стоимость, но его недостатки также очевидны: он не такой твердый и устойчивый к износу, как сталь, а его способность рассеивания тепла не так хороша, как сталь, поэтому время охлаждения может быть длиннее, а жизнь намного короче, что не подходит для массового производства твердых пластиковых деталей.
4. Открытие плесени
Когда деталь охлаждается достаточно крепкой в форме и может поддерживать свою форму, механизм зажима ослабнет и разделяет две половинки формы вдоль поверхности разветвления.
5. Выбросить часть
После открытия формы формованная пластиковая часть обычно все еще прикрепляется к полости на боковой стороне подвижной плесени. В это время,Структура эжектора в формебудет двигаться, чтобы вытолкнуть часть из формы и выбросить ее.
Шаг выброса должен быть спроектирован умно, с достаточной силой и точной позицией, а часть не должна быть деформирована или выброшена белыми марками.
6. Сброс, чтобы подготовиться к следующему раунду
После того, как эжектор выбросит деталь, она немедленно отказатся и вернется в свою первоначальную позицию. В то же время подвижная плесень и фиксированная плесень закрыты и снова заблокированы. Винт инъекционной формованной машины вращается и отступает одновременно, вводя новые пластиковые частицы, нагревая и плавив их, и готовясь к следующей инъекции. Весь цикл повторяется, и пластиковые детали производятся непрерывно.
Как составляются пластиковые формы для инъекций?
При проектированииПользовательские пластиковые формы для инъекций, необходимо всесторонне рассмотреть такие факторы, как конкретная структура продукта, производственные требования и затраты. Ниже приведено целевая конструкция этих частей:
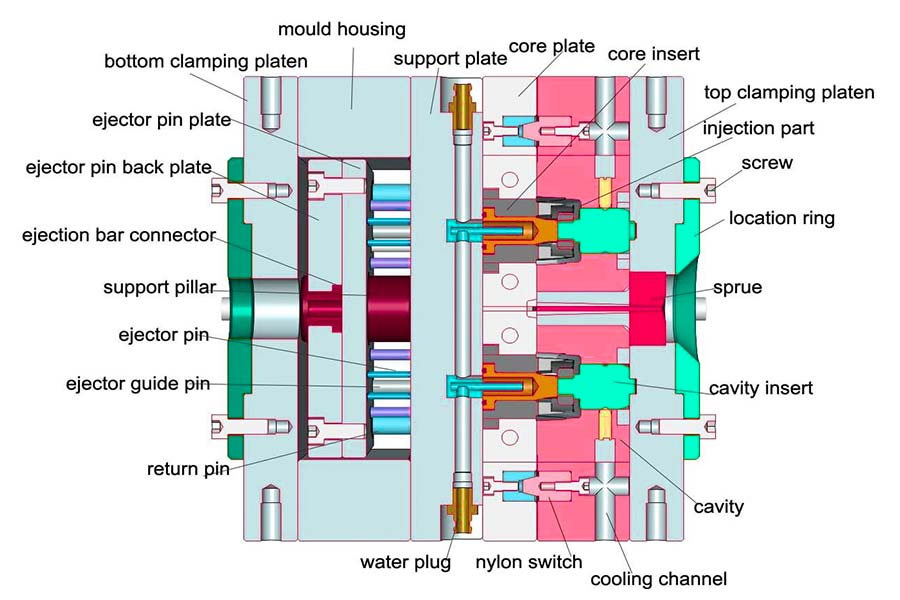
1. Устройство фиксации пресс -формы
Плесень состоит из двух половинок, верхних и нижних, и должна быть заблокирована на шаблоне формовой машины под давлением со специальной фиксирующей пластиной. Некоторые машины затянуты и фиксируются большими болтами, в то время как другие напрямую сосут сильными магнитами. Это гарантирует, что плесень может быть твердо зафиксирована во время работы и не будет ослаблена.
2. Пластиковый впуск и позиционирование
В передней части бочки с бочкой есть сопло, а отсюда расплавленный пластик выжимается отсюда. Эта форсунка должна быть точно прикреплена к небольшому интерфейсу на плесени, который называется листяной рукавом. Плесень также имеет позиционирующее кольцо, функция которого состоит в том, чтобы гарантировать, что сопло можно выровнять и прижать к центру рукава литника, чтобы пластиковая пластика плавно проникал в плесень.
3. Пластиковый приточный канал
После того, как пластик попадает в форму из сопла через рукав ворот,Сначала он будет проходить в основной канал, который называется основным каналом филиала. Затем пластик течет из основного ветвящего канала в более мелкие ветви канала, которые распределяют пластик в вход каждой области литья, то есть ворота. Ворота является последним каналом для пластика, который фактически входит в область окончательной формы.
4. Структура ядра плесени
Окончательная форма продукта сформирована в полости. Обычно вогнутое отверстие открывается внутри стальной пластины верхней формы, которая является полостью.
Выпуклая часть закреплена на опорной пластине нижней плесени, которая является ядром. Он вставлен в пространство полости и вместе составляет форму продукта.
Когда две половинки формы объединяются, зазор между полостью и ядром является областью толщины стенки нашего конечного продукта, ирасплавленный пластик впрыскивается и заполняется здесь, чтобы охладить и формуПолем
Чтобы сделать форму равномерно подчеркнуть форму, формовочные блоки в наборе форм обычно являются симметричными комбинациями 1, 2, 4, 8 и т. Д.
Функциональная площадь плесени.
| Название области | Главная роль | Описывать |
| Полость плесени | Формирование основной внешней формы продукта. | Исправлено на верхней половине формы, чтобы сформировать вогнутый контур. |
| Основной тип | Формирование внутренней формы и детальной структуры продукта. | Исправлено на опорной пластине нижней плесени, образуя поднятый контур. |
| Формирующее устройство | Точная область, где образуется один или несколько продуктов. | Планирование количества является ключом к проектированию пользовательских пластиковых форм для инъекций. |
5. Система охлаждения
Когда впрыскивается расплавленный пластик, температура очень высока и должна быть быстро охлаждена и фиксирован.Целый набор труб предварительно погружается в формуПолем Холодная вода циркулирует в этих трубах, чтобы убрать огонь, образующийся при затвердевании. Качество этой системы напрямую влияет на скорость производства и деформируется ли продукт или деформируется.
6. Руководство по выравниванию плесени
Плесень открывается и закрывает тысячи раз. Чтобы гарантировать, что полость и ядро могут быть выровнены на 100% каждый раз, когда верхние и нижние плесени закрыты, на стороне формы есть несколько наборов (обычно 4) конических направляющих столбов, которые вставлены в соответствующие направляющие рукава. Они похожи на точные направляющие направляющие, позволяя двум половинам формы завершить стабильно и точно закрытие движений открытия и закрытия, гарантируя, что форма продукта всегда будет согласованной.
7. Механизм эжектора
После того, как продукт охлаждается и затвердевает, его необходимо удалить из плотно обернутого сердечника, в противном случае плесень не может быть открыта или продукт будет поврежден.Это задача механизма эжектораПолем
Основным компонентом является куча небольших столбов или небольших круглых стержней, которые установлены на подвижной эжекторной пластине. После открытия формы машина толкает эжекторную пластину вперед, и эти небольшие столбы расширяются и равномерно прижимают заднюю часть продукта или соответствующее положение, осторожно отталкивая его от сердечника.
Сама эжекторная пластина также нуждается в опорной раме, чтобы исправить положение этих эжекторов, чтобы убедиться, что они только толкают и назад, не встряхивая и не вращаясь.
Довольно ли делать пластиковые формы для инъекций?
Ценовой диапазон пластиковых инъекционных форм чрезвычайно широкий, от нескольких тысяч до миллионов юаней (эквивалентно от нескольких сотен до сотен тысяч долларов США). Будь то дорого, зависит от конкретных требований продукта, производственных целей и бюджета. Ключевые влиятельные факторы заключаются в следующем:
1. Сложность продукта
Чем сложнее форма, тем выше стоимость: полости, тонкие стены, тонкие текстуры или структуры, которые требуют ползунков/эжекторов для демольда, значительно увеличивают сложность проектирования, время обработки и количество деталей, что повышает цену.
Требования к точности определяют инвестиции в обработку: строгие размерные допуски (такие как ± 0,02 мм) илиТребования к полировке зеркалаТребуется высокое оборудование и больше времени.
2. Количество литья полостей
Для каждой дополнительной полости (например, от 1 полости до 8 полостей) потребление стали и объем обработки компонентов ядра почти удвоится, а размер и вес плесени также увеличиваются.
3. Выбор ключа стали
- Стальная оценка является основной стоимостью: сталь для ядра, полости и других компонентов ядра имеет решающее значение.
- Обычные детали: Домашняя сталь P20/718 достаточно.
- Запасные детали: требуется импортная высокая сталь, такая как H13/S136, и цена в несколько раз выше.
4. Размер плесени
Большие формы имеют больше расходных материалов иТребовать большие машины для обработкиПолем Подъемные и охлаждающие конструкции сложны, а стоимость естественным образом увеличивается.
5. Ссылка на ценовой диапазон формы
| Тип плесени и характеристики | Репрезентативный продукт | Расчетный диапазон цен (доллар США) | Основные движущие факторы |
| Простой и маленький (одно отверстие) | Крышка бутылки, простая оболочка. | 1000–7000 | Простая структура, небольшой размер, обычная сталь, холодный бегун. |
| Сложность средней (1-4 акупунты) | Домашние кнопки устройства, ручки для инструментов. | 7000–40 000 | Подробная текстура, возможно, включая ползунки, холодный бегун. |
| Высокая сложность/точность (мульти -полость) | Автомобильные внутренние детали, точные шестерни. | 40 000–200 000+ | Сложная конструкция тяги ядра, высокая точность, горячий бегун. |
| Большие, сложные/долгосрочные требования | Автомобильный бампер, бытовая оболочка. | 110 000–400 000+ | Огромная, ультра сложная структура, передовая сталь. |
Предложения по контролю за бюджетом:
- Чистые потребности в ядре: избегайте чрезмерного стремления к ненужной точности или поверхностным эффектам.
- Рассмотрим варианты подержанного: если первоначальный бюджет ограничен, а изменения в проекте невелики, рынок используемых пластиковых подпредников для продажи стоит изучить. Тщательно оценить состояние и применимость использованных пластиковых инъекционных форм для эффективного снижения затрат.
- Получите точные цитаты: разумно предоставить подробные рисункиСравните цитаты от нескольких поставщиковПолем
Влияет ли давление впрыска пластиковой инъекции?
Давление впрыска оказывает прямое и важное влияние на рабочее состояние и срок жизни плесени. Это давление является источником питания, который заставляет расплавленный пластик, чтобы заполнить полость на высокой скорости. Он действует не только на пластик, но и на саму форму. Конкретное влияние отражается в следующих ключевых аспектах:
| Ударный аспект | Ключевая роль, которая формирует медведь | Возможные негативные результаты |
| Стабильность блокировки | Примените на диаграмму интервью, расставаясь на плесени, чтобы открыть форму. | Летающий край/Тропинг -генерация. |
| Внутренние части/структурная сила | Создайте локальные точки высокого давления, чтобы воздействовать на слабые участки (тонкая сталь/мелкие детали/движущиеся части). | Деформация, перелома и заталкивание движений частей. |
| Сопротивление демонстрации | Увеличьте силу обертывания пластика на сердечнике. | Сложность в выталкивании, деформация/повреждение продукта. |
| Долгосрочная структурная надежность | Непрерывное воздействие приводит к износу, а структурные компоненты подвергаются периодическому напряжению. | Ускоренное износ полостей/ворот, сокращение срока службы движущихся частей, таких как направляющие стойки/рукава, и накопление упругих плесени, что приводит к потере точности или растрескивания. |
Давление впрыска является необходимым условием для обеспечения плавного заполнения пластика, но это выдвигает требования к более высоким сопротивлениям давления для формы. Будь то недавно изготовленная точная плесень или устройство, циркулирующее на рынке, очень важна разумная настройка давления впрыска.
Почему мы не можем обойтись без пластиковых форм для инъекций?
Пластиковые формы для инъекций являются незаменимым краеугольным камнем современной промышленности. Основная причина в том, что они решают три ключевых задачи:
1. Эффективная и точная способность репликации
- Реализация формы. Независимо от того, насколько точны пряжка, тонкая стена или изогнутая структура, плесень может точно копировать ее в одно мгновение. Без этого сложные пластиковые детали трудно эффективно формировать.
- Массовое производство: набор квалифицированных форм можетнепрерывно и стабильно производить десятки тысяч до миллионов очень последовательных частейПолем Эта эффективность не имеет себе равных при обработке с одной частью.
2. Гарантия точности продукта
Размерная стабильность: точные формы гарантируют, что размерное отклонение деталей, отлитых в каждом цикле, чрезвычайно невелико. Это фундаментальная предпосылка для того, чтобы сборка современной продукции была плавной и надежной по функции.
3. Контроль затрат
- Функциональная структура литья на одном шаге: с помощью сложных структур, таких как ползунки и наклонные вершины, плесень может непосредственно вызывать подрезки, нити, вставить сборки и сложные текстуры поверхности за один шаг, значительно уменьшая последующие процессы.
- Крупномасштабное преимущество затрат: хотя первоначальные инвестиции в формы высоки, стоимость единицы намного ниже, чем другие процессы (такие как обработка ЧПУ и 3D-печать), когда она распределяется по крупномасштабным продуктам.
Каковы ключевые отрасли промышленности, обслуживаемые пластиковыми подпрысками?
1. Автомобиль и транспорт
Существует неотложная необходимость в высоких и длинных формах для производства внутренних и внешних отделений (приборные панели, дверные панели),термостойкий моторный отсек компонентов(воздуховоды, крышки) и функциональные детали (разъемы жгута проводов, электронные корпусы). Производительность компонентов в суровых условиях зависит от профессиональных гарантий плесени.
2. потребительская электроника и домашняя техника
Итерация продукта быстро, и требуется интеграция миниатюризации, тонких стен и сложных пряжек. Плесень гарантирует, что мобильный телефон/компьютерный корпус, внутренний кронштейн, корпус зарядного устройства и панель бытовой техники имели как высокий вид, так и прочность на конструкцию для соответствия консистенции партийной сборки.
3. Медицинское и медицинское оборудование
Медицинские детали пластиковые впрыскивающие формынепосредственно связаны с безопасностью жизни и имеют строгие требования:
- Необходимо достичь слегка на склоне микроструктур (таких как каналы жидкого медицины и точные клапаны).
- Убедитесь, что стерильная поверхность (зеркальная полировка, без мертвого угла).
- Совместим с биосовместимыми материалами (такими как имплантационные кольца, уплотнения маски).
- Шприцы, корпуса диагностического оборудования, ингаляторные компоненты и т. Д. Все полагаются на медицинские формы ультра-препарата.
4. Промышленное оборудование и аксессуары
Предоставьте высокопрочные, устойчивые к износу инженерные пластиковые детали для корпусов оборудования (электроинструменты, приборные коробки), функциональные конструкционные детали (шестерни, шкивы) и суставы для труб. Конструкция плесени необходимо для укрепления механической поддержки производительности.

Краткое содержание
За каждым набором простых в использовании пластиковых форм для инъекций существует точная конструкция, подходящие материалы и отличный производственный процесс. Это основная стоимость плесени-это не только производственный инструмент, но и ключевая поддержка предприятий для создания новых продуктов,Обеспечить стабильные затраты на производство и управление массойПолем
Как партнер, глубоко вовлеченный в область литья под давлением, JS предоставляет:
✅ Полнопроцессная поддержка от дизайна до массового производства.
✅ Высокая разработка плесени.
✅ Быстрый ответ и проверка плесени.
Независимо от того, нужны ли вам автомобильные точные компоненты, стерильные детали медицинского уровня или инновационные структуры для потребительской электроники, JS может использовать профессиональную технологию плесени для точного реализации вашего дизайна.
👉Свяжитесь с нами, чтобы настроить эксклюзивное решение для массового производства!

Отказ от ответственности
Содержание этой страницы предназначено только для информационных целей.JS SeriesНикаких представлений или гарантий каких -либо видов, явных или подразумеваемых не представлены относительно точности, полноты или достоверности информации. Не следует выяснить, что параметры производительности, геометрические допуски, конкретные конструктивные функции, качество материалов и тип или качество изготовления, которые сторонний поставщик или производитель предоставит через сеть Longsheng. Это обязанность покупателяПопросите цитату для деталейЧтобы определить конкретные требования для этих частей.Пожалуйста, свяжитесь с нами, узнайте больше информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. С более чем 20 -летним опытом работы более 5000 клиентов, мы сосредоточены на высокой точностиОбработка с ЧПУВИзготовление листового металлаВ3D -печатьВИнъекционное формованиеВметаллическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами и является сертифицированным ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то низкое объем производства или массовая настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает выбор эффективности, качества и профессионализма.
Чтобы узнать больше, посетите наш сайт:jsrpm.com
Часто задаваемые вопросы
1. Что такое пластиковая литья?
Пластиковое литье под давлением - это производственный процесс, который вводит расплавленный пластик в полость закрытой формы под высоким давлением, а затем открывает форму, чтобы выбросить пластиковую часть после охлаждения и затвердевания.
2. Для чего используется пластиковая припрышная форма?
Пластиковые формы для инъекций представляют собой инструменты для ядра, которые придают расплавленному пластику определенную форму, размер и точность поверхности, и реализуют выброс пластиковых деталей после охлаждения и формирования.
3. Как пластик входит в форму?
Под толчком винта для формования впрыска пластик вынужден заполнить внутренний канал полости через систему заливки формы (бегун, затворы).
4. Каковы обычно используемые материалы для пластиковых форм для инъекций?
Обычные материалы для пластиковых подпредников включают высокопрочные и износостойкие металлические материалы, такие как инструментальная сталь (такие как H13, P20), цементированный карбид и нержавеющая сталь (например, 420).
Ресурс
Инъекционный формовочный аппарат
Пластиковый автомобильный двигатель

