

Всем привет, я инженер в JSПолем Я до сих пор вспоминаю, когда впервые начал в 2008 году, я впервые увидел работу машины с низким давлением в немецкой мастерской. Расплавленный алюминиевый сплав постепенно поднимался как дыхание, и, наконец, с высокой точностью заполнила сложную плесень головки цилиндра. В этот момент изобретательность и эффективность процесса произвели на меня большое впечатление.
Пятнадцать лет прошло,Литье низкого давления уже знакомо для меняПолем Сегодня я надену очки моего инженера и заберу вас, чтобы наблюдать за этим процессом, который произвел революцию в производственных кругах.
Что такое литье низкого давления?
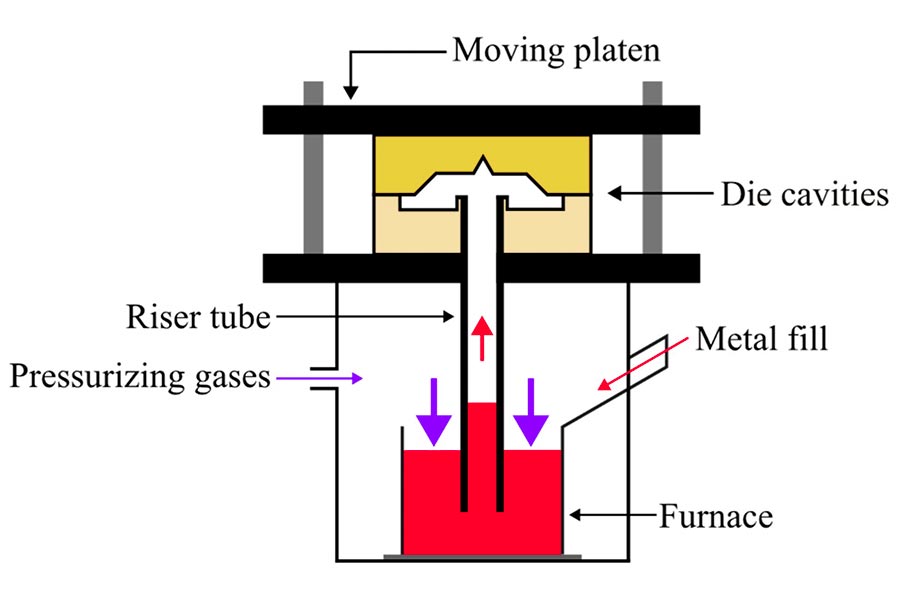
Когда мы проводим литье низкого давления, мы используем сжатый воздух для обеспечения питания в основном. Мы передаем этот воздух через закрытую изоляционную печь внизу и позволяем ему действовать на поверхности жидкости расплавленного металла. Это создает градиент давления между печью и полостью формы выше.
Под этим низким давлением (намного ниже, чем у литья матрицы высокого давления), расплавленный металл толкается и поднимается вдоль стояка доЗаполните полость пресс -формы плавно.После заполнения металла мы немного повысим давление воздуха. Это позволяет расплавленному металлу остыть, кристаллизоваться и затвердеть упорядоченным образом из самого удаленного места от ворот до ворот. После того, как кастинг полностью затвердевает, давление воздуха высвобождается. Теперь расплавленный металл, который до сих пор не затвердевает в воротах, а подряд будет течь вниз к печи внизу.
В процессе литья низкого давления давление, время, скорость и температура управляют. Наши формы могут быть повторно использованы много раз, но тепловой баланс должен быть специально рассмотрен на стадии проектирования, чтобы металл мог закрепить от дальнего конца ворот, чтобы избежать внутренних дефектов.
«Ключевое различие между литьем низкого давления и другими процессами состоит в том, что он использует контролируемое давление воздуха для достижения гладкого заполнения и направленного затвердевания расплавленного металла снизу вверх». - Американское литейное общество (AFS) "Кастинг металлический справочник"
Что такоефундаментальныйРабочий процесс литья низкого давления?
Шаг 1: Приготовьте форму
- Я начинаю с подготовки формы. Эта форма (обычно постоянная стальная форма, которая гораздо более долговечна, чем песчаная форма) будет определять форму конечного продукта.
- Предварительное нагревание плесени требуется, чтобы температура плесени была близка к точке плавления алюминия, но не выше, чтобы предотвратить контакт холодной формы с горячей алюминиевой водой и создания «теплового шока».Иногда некоторый поток распыляется, чтобы очистить поверхность плесени от окисления.
- Плесень должна быть плотно запечатана, и газ не должен быть в состоянии сбежать. Есть несколько незначительных шагов, которые должны быть проведены перед кастингом, такие как дегазация.
Шаг 2: Получить алюминиевую воду
- Я растопил алюминиевый слиток в алюминиевую воду в печи и нагревать его до температуры, немного выше температуры плавления (например, алюминий должен быть нагрет до 710-720 ℃).
- Алюминиевая вода выливается в изоляционную печь (или тигель) ниже плесени, где температура может быть постоянной, а также примеси могут быть удалены одновременно. Эта печь похожа на термос с фильтром.
Шаг 3: Ликование давления
- Я оказываю давление на газ в изоляционной печи. Давление не высокое, возможно, от 20 до 100 кПа (что является примерно частью давления в шинах автомобиля).
- Это мягкое давление непрерывно толкает расплавленный алюминий, из трубки в печи (подъема) вверх, в полость запечатанной формы. Там нет брызги, это довольно стабильно.
- Поддерживается давление, чтобы позволить расплавленному алюминию занять все детали плесени,в то время как избыточный газ в форме легко сбегает через предоставленные выхлопные отверстия.
Шаг 4: Затвердевание и демонгинг
- Расплавленный алюминий медленно затвердевает и затвердевает в форме. Давление сохраняется повсюду, поэтому алюминий постоянно питается при сжимании, уменьшая внутренние полости сжатия. Процесс позволяет расплавленному алюминию запечатлеть форму плесени силой.
- Я отпустил давление воздуха в удерживающей печи, когда расплавленный алюминий полностью затвердел.
- Откройте плесень и выньте все еще теплую алюминиевую часть литья низкого давления.
Шаг 5: Пост-обработка
- Крамы только что удаленных деталей могут быть с заусенями и вспышкой, и мне нужно их очистить.
- Согласно требованиям,Этот кастинг с низким давлением также может потребоваться разрываться дважды или отполирован.
- Я не буду тратить впустую материал и отходы затвора, я собираю и растоплю их для переработки.
Сколько инвестиций необходимо для литья низкого давления?
Меня часто спрашивают, сколько инвестиций необходимо для литья с низким давлением алюминиевого сплава. Это действительно очень важно! Далее я расскажу об этом в нескольких ключевых моментах:
1. Оборудование является самым дорогим
В моем личном опыте,Ядро алюминиевого сплава.Полем Вам нужна специальная кастинговая машина. Для новых машин небольшие алюминиевые заводы с низким давлением могут начинаться с 70 000 долларов США, а крупные фабрики могут стоить миллионы или более. Подержанные могут быть дешевле, но риск высок, а последующее обслуживание может стоить дороже.
Кроме того, не забывайте аксессуары, такие как плесени, системы управления и устройства безопасности. Они могут легко учитывать половину общей стоимости оборудования. Короче говоря, инвестиции в оборудование зависит от вашей целевой производства. Если производство невелика, деньги будут сэкономлены, и если производство будет большим, будет потрачено больше денег.
2. недооценивать стоимость сырья
Говоря о материале,Алюминиевый сплав-это герой при кастинге алюминиевого сплава низкий давлениеПолем Как указано в вышеупомянутой таблице, глобальная цена на алюминиевые сплавовые слитки коррелирует прямо с LME, и внутренняя цена покупки обычно относится к LME плюс налог и груз. Если вы производите в Европе, затраты на материал примерно на 15% больше, чем в Китае (грузовые + тарифы), поэтому не забудьте рассмотреть его заранее!
3. Место проведения и удобства
Нельзя начать обработку без места. Инвестиции в поиске хорошей фабрики или семинара. Аренда отличается в зависимости от места. Аренда места в городах первого уровня начинается с 10 000 юаней, и это достижимо с несколькими тысячами в небольших городах. Не забывайте о превращении электроэнергии и источников воды. Эти постоянные затраты не являются недорогими. Например, модернизация энергосистемы для размещения устройств стоит десятки тысяч юаней заранее. Даже если арендованная земля не соответствует спецификациям, она должна быть отремонтирована, огромные расходы.
4. Работники и эксплуатационные расходы
Расходы на персонал нельзя игнорировать. Я предлагаю нанять хотя бы нескольких квалифицированных работников и техников. Обычные работники начинаются с 5000 юаней в месяц, а технические руководители могут составлять десятки тысяч. Небольшая команда имеет не менее от 100 000 до 200 000 юаней в родах затрат в год. Операционные расходы включают ежедневное обслуживание оборудования, плату за обучение, разрешения на страхование и защиту окружающей среды - все эти разные расходы составляют около 5000 юаней в месяц. Не жаль этой инвестиции. В долгосрочной перспективе хорошие сотрудники могут сократить убытки.
5. Общая инвестиционная оценка и ключевые советы
В целом, минимальные инвестиции в проекты литья с низким давлением алюминиевого сплава составляют около 2 миллионов юаней, что является реалистичной отправной точкой, если вы начнете с нуля. Но если вы хотите войти по низкой стоимости, подержанное оборудование плюс мелкомасштабные операции также могут быть уменьшены до 500 000 юаней.
Я подчеркиваю, что это не единовременный платеж, и это безопаснее инвестировать в рассрочки. Логика очень проста. Оборудование, материалы, места и рабочую силу тесно связаны.Хорошее раннее планирование может сэкономить много денегПолем Наконец, не забывайте исследования рынка. Возврат инвестиций составляет от 10% до 20%. Вы должны настойчиво продолжать в этом бизнесе в течение долгого времени, чтобы увидеть прибыль.

Как литья низкого давления сравнивается с литьем гравитации?
1. Основная разница: конкуренция «движущей силы» расплавленного металла
| Измерение | Низкое давление литья | Гравитация литья |
| Источник движущей силы | Управляемое давление воздуха (0,1-0,5 бар) | Чистая гравитация (без внешней силы) |
| Направление заполнения | Снизу вверх (Rizer → Capity) | Сверху вниз (ворота → полость) |
| Металлическое состояние потока | Ламинарный поток (гладкий без турбулентности) | Легкая турбулентность (высокий риск захвата газа) |
«Подача давления» литья низкого давления является по сути контролируемым физическим процессом, в то время как гравитационное литье зависит от естественной гравитации, что означает узкое окно процесса и чувствительные колебания.
2. Сравнение основных показателей (на основе фактических производственных данных)
| Оценить параметры | Низкое давление литья | Гравитационное кастинг |
| Точность размеров | ± 0,1-0,3 мм (уровень CT4-CT5) | ± 0,3-0,5 мм (класс CT6-CT7) |
| Шероховатость поверхности Ра | 3,2-6,3 мкм (близко к обработке) | 6,3-12,5 мкм (требует дополнительной обработки песочной обработки) |
| Пористость | ≤ 1% (рентгеновский контроль A) | 2-5% (толстые области склонны к превышению стандартов) |
|
Предел прочности
|
240-280 МПа | 200-230 МПа |
| Скорость удлинения | 8-12% | 4-7% |
| Уровень использования материалов | 90-95% (без подъема) | 60-75% (требует большого подъема для компенсации усадки) |
| Срок службы плесени | От 80 000 до 150 000 циклов (тепловая усталость - узкое место) | От 150 000 до 300 000 раз (без высокого воздействия напряжения) |
3. Сравнение производственной экономики
Скрытое преимущество стоимости в кастинге с низким давлением:
Случай:В новом проекте корпуса двигателя энергетических автомобилейJS Company:
▶ ︎ Литье низкого давления: чистый вес 12 кг, бланк веса 13 кг (скорость использования 92%).
▶ ︎ Гравитационное литье: чистый вес 12 кг, бланк веса 18 кг (Rier составляет 33%).
Результат: стоимость материала одной части снижается на 25%, а годовая производство 100 000 штук экономит более 600 тонн алюминиевого сплава!
Явное преимущество затрат на гравитационное литье:
| Стоимость | Низкое давление литья | Гравитационное кастинг |
| Инвестиции в оборудование | ¥ 8-2 миллиона (включая изоляционную печь) | 2-5 миллионов |
| Цикл разработки плесени | 3-6 месяцев (требует моделирования теплового баланса) | 1-3 месяца (простая структура) |
| Время цикла единого предмета | 3-8 минут (придерживаясь давления на 60%) | 2-5 минут (без фазы удержания давления) |
Мои предложения по инженерной практике:
Выбор железного правила:
«Низкое давление на несущие нагрузки, гравитация для декоративных деталей. Низкое давление для тонкостенных и сложных деталей, гравитация для толстостенных и простых деталей»
Практика, чтобы прорваться через ограничения гравитации:
В JS мы решаем проблемы с помощью композитных процессов:
▶ ︎ Низкое давление + локальная экструзия:Используется в горячих соединениях подрамника, который может эффективно устранить усадку.
▶ ︎ Гравитационное литье + компенсация усадки дифференциального давления: улучшить плотность цилиндрического масляного канала.
Подходит ли алюминиевый сплав для процесса литья низкого давления?
Я был инженером 15 лет. При выполнении металлических деталей проектов,Алюминиевый сплав определенно подходит для процесса литья низкого давленияПолем Этот процесс широко используется в отрасли, в основном потому, что он может втягивать расплавленное металл в форму при относительно низком давлении, избегая общих проблем, таких как пузырьки или трещины.
1. Хорошая плавность
Литье низкого давления опирается на газ низкого давления, чтобы осторожно толкать алюминиевую жидкость из печи в форму. Эта характеристика алюминиевого сплава позволяет ему плавно заполнять углы сложных форм без особого давления, эффективно предотвращая недостаточную заливную и воздушные отверстия.
2. Контролируемая усадка
Алюминиевый сплав уменьшается при затвердевании, но эта усадка относительно легко управлять. Красота кастинга низкого давления в том, что это:
- Плавное заполнение: алюминиевая жидкость неуклонно поднимается, что значительно снижает вероятность того, что воздух и примеси втягиваются (намного лучше, чем литье высокого давления).
- Непрерывное кормление (ключевая точка): под алюминиевым процессом литья низкого давления давление будет продолжаться до тех пор, пока не будет затвердевает лить. Ворота находятся в нижней части формы, непрерывно обеспечивая расплавленный металл, которыйможет значительно уменьшить усадку и отверстия для усадки, делая внутреннюю часть литья более плотной.
3. Экономичный, стабильный и надежный
- Экономия затрат: низкое давление имеет низкое давление, низкие требования к тоннажу машины и низкие затраты на инвестиции и техническое обслуживание. Алюминий имеет низкую температуру плавления и низкое энергопотребление.
- Стабильное качество: плавное заполнение + направленное затвердевание + непрерывное удержание давления, эта комбинация ударов делает внутреннюю структуру листовой плотной, зерна тонкие, механические свойства равномерные и высокие прочности и поверхность гладкой.
- Высокая доходность: снижает риск увлечения воздуха, включения в шлак и усадки, управление процессом существует, гарантируется комплексный выход, особенно в деталях со сложными структурами (такими как колеса и части шасси).

Какие поля или отрасли промышленности будут использовать технологию литья низкого давления?
1. Автомобильная промышленность:
Мы производим автозаптор, такие как колеса, блоки двигателя и головки цилиндров, иЛитье низкого давления абсолютно главная силаПолем То, что он делает, сильны и надежны. И поверхность гладкая и красивая, и она может обрабатывать детали, подвергшиеся воздействию снаружи, как колеса.
2. Медицинское оборудование (высокие требования):
Когда мы делаем хирургические инструменты и детали диагностического оборудования, мы действительно не можем быть небрежными вообще. Материал должен быть в состоянии противостоять высокотемпературному паряке и сильной химической дезинфекции. Самое главное, что не должно быть никаких пор, в противном случае будет трудно скрывать бактерии. Части, изготовленные в результате литья низкого давления, просто соответствуют строгим требованиям к стерильности и долговечности медицинского лечения.
3. Aerospace (продолжайте улучшаться):
Когда мы обрабатываем аэрокосмические продукты, детали не могут быть хуже. Например, детали шасси и некоторые детали двигателя имеют чрезвычайно высокие требования для точности размеров и внутреннего качества. Давление, используемое в литью низкого давления, относительно «нежнее», а сделанные детали имеют высокую и однородную и прочную внутри.
4. бытовые приборы:
Кронштейна рисоварки на вашей кухне, крышкой кухонного комбайна и деталей в стиральной машине - все сделано литьем.Он может сделать различные сложные и тонкостенные деталиЧтобы встретить фантазию дизайнера, и стоимость хорошо контролируется, а вещи долговечны.
Если литье низкого давления не используется, какие еще методы листа могут быть выбраны?
1. Кастинг высокого давления (литье Die Casting):
Это самый распространенный. Он быстро и эффективен и особенно подходит для крупномасштабных, тонкостенных и сложных деталей. Он опирается на мгновенное высокое давление (десятки или даже сотни мегапаскалов), чтобы разбить расплавленный металл в форму. Недостатком является то, что высокое давление легко уклоняется от воздуха и шлака, и внутри части могут быть поры. Младкость и стабильность литья низкого давления просто избегают этих недостатков.
2. Песочный кастинг:
Самый старый и самый гибкий метод, которыйможно использовать для отдельных кусочков для больших партий, почти без ограничений размера, особенно подходящих для супер больших и сложных отдельных кусочков или небольших партий отливок. Стоимость относительно низкая, а плесень изготовлена из песка. Но точность и отделка поверхности намного хуже, чем отливки низкого давления, пост-обработка неприятна, а эффективность производства также низкая.
3. Инвестиционное кастинг (метод потерянного воска):
Основная технология создания сложных и мелких мелких деталей и части трудных для процесса материаловПолем Супер высокая точность и отличная поверхность. Но процесс громоздкий, стоимость высока, а выход не высок. Я использовал его, чтобы заменить литью низкого давления и добывать небольшие партии автомобильных деталей? После практики я обнаружил, что стоимость того не стоит.
4. Гравитационное кастинг:
Металлическая жидкость течет в форму по своему весу. Оборудование простое, а стоимость низкая. Это нормально для мелких и средних партий, а также мелких и средних частей алюминиевых/медных сплавов. Тем не менее, расплавленного металла легко плескает и окисляется, начинка не является достаточно стабильным, внутреннее качество и поверхностная отделка обычно не так хороши, как отливки низкого давления, и немного неясно делать детали с высокими требованиями.
5. Страница гравитационного литья низкого давления:
Я почти забыл упомянуть об этом! Это имя звучит продвинуто, но это, по сути, более сложный вариант «семьи кастинга низкого давления». Разница в сердечнике состоит в том, чтобы перемещать тигб под формой, чтобы обратиться к воротам, и использовать вакуумное всасывание или принцип дифференциального давления, чтобы позволить расплавленному металлу более плавно заполнять плесень снизу вверх. Это может пойти на шаг дальше, чем обычное литье низкого давления, уменьшить окисление увлечения и улучшить плотность и однородность.
Краткое содержание
После работы на участке в течение 15 лет я могу сказать, что алюминиевый сплав сплав с низким давлением не так просто, как и низкое давление. Это тяжелая работа с точным смешиванием металлического потока, температуры, плесени и контроля давления! Лучше всего делать детали, которые являются легкими, тонкими и сложными, абсолютно сильными и плотными.
В JS мы каждый день сосредотачиваемся на том, как использовать алюминиевое литье низкого давления, чтобы сделать более крупные, более тонкие и более сильные части. У вас есть проект и вы ищете надежного партнера? ИлиЕсли вы хотите узнать конкретные цитаты с низким давлением алюминия, не стесняйтесь! Свяжитесь с нами напрямую, мы поговорим с технологиями!

Отказ от ответственности
Содержание этой страницы предназначено только для информационных целей.JS SeriesНикаких представлений или гарантий каких -либо видов, явных или подразумеваемых не представлены относительно точности, полноты или достоверности информации. Не следует выяснить, что параметры производительности, геометрические допуски, конкретные конструктивные функции, качество материалов и тип или качество изготовления, которые сторонний поставщик или производитель предоставит через сеть Longsheng. Это обязанность покупателяПопросите цитату для деталейЧтобы определить конкретные требования для этих частей.Пожалуйста, свяжитесь с нами, узнайте больше информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. С более чем 20 -летним опытом работы более 5000 клиентов, мы сосредоточены на высокой точностиОбработка с ЧПУВИзготовление листового металлаВ3D -печатьВИнъекционное формованиеВметаллическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами и является сертифицированным ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то низкое объем производства или массовая настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает выбор эффективности, качества и профессионализма.
Чтобы узнать больше, посетите наш сайт:jsrpm.com
Часто задаваемые вопросы
1. Что такое литья низкого давления, используемое для изготовления?
Литье низкого давления в основном используется для изготовления мелких и средних тонкостенных металлических деталей, которые требуют высокой плотности, немного пор и сложных форм. Типичные продукты включают автомобильные алюминиевые сплавные колеса, блоки цилиндров двигателя, головки цилиндров, аэрокосмические детали, корпусы двигателя и компоненты высокой устойчивой гидравлической системы.
2. Какие формы деталей могут сделать литья низкого давления?
Литье с низким давлением может изготавливать сложные тонкостенные детали с прозрачными контурами и однородной толщиной стенки. Особенно хорошо в отличие от сети с изогнутыми поверхностями, тонкими ребрами, внутренними полостями или асимметричными структурами, такими как автомобильные колеса, сложные кронштейны и т. Д.
3. Подходит ли лить низкого давления для массового производства?
Литье низкого давления очень подходит для массового производства. Он имеет высокую степень автоматизации и длительный срок службы плесени (обычно 50 000-100 000 раз). Он может стабильно и эффективно производить стандартизированные детали, такие как блоки цилиндров двигателя, но начальная стоимость плесени высока и должна быть разделена по производству.
4. Как уменьшить поры в литье низкого давления?
В литье с низким давлением используется относительно низкое давление (0,01-0,1 МПа) для плавного заполнения плесени, избегая турбулентного расплавленного металла и увлекательного газа. В то же время он непрерывно питается и затвердевает под давлением, что позволяет разряжать газ упорядоченным образом. Он также сотрудничает с направленным затвердеванием, чтобы уменьшить поры и значительно улучшить плотность.
Ресурс

