

Почему мы преследуем спокойствие при кастинге? Представьте себе, что произойдет, если жидкий металл будет выложен примерно в сложную плесень? Постанут пузырь, турбулентность и различные проблемы, которые являются общими проблемами для многих людейМетод кастинга старого стиля(например, гравитационное кастинг).
Но измените свое мнение: пусть металлическая жидкость медленно заполняет каждый уголок формы с дна, как пружина. Это очарование кастинга низкого давления, которое преследует высококачественное искусство.
В нашем мастерской,Низкое давление литьяЭто хороший помощник в производстве точных алюминиевых деталей. Короче говоря, он использует контроль низкого давления, чтобы стабильно выдвигать жидкий алюминий (например, общие алюминиевые сплавы) в полость формы, что позволяет ему заполнять каждую деталь перед затвердеванием и образованием. Этот нежный метод толчка может создавать более жесткие внутренние структуры, более тонкие эффекты поверхности и меньше дефектов, чем прямое литье.
Потому что это может быть стабильно произведеноВысококачественные сложные деталиЭто особенно подходит для продуктов с высоким спросом, таких как автомобильные колеса. Отраслевые данные также показывают, что учет низкого давления и гравитации для большинства глобальных алюминиевых отливок (около 67%), в то время как на автомобильные площадки составляют более половины спроса. Электромобили сейчас работают, чтобы похудеть. Сборка Y-Chassis типа Tesla использует этот процесс, который на 18% легче. Выбор правильного метода сделает продукт по -разному.
Основное резюме ответа:
| особенность | Литье с низким диетом (LPDC) | Литье плесени высокого давления (HPDC) | Гравитационное кастинг |
| Метод заполнения | Устойчив к гравитации, снизу вверх, гладкое наполнение. | Высокая скорость и инъекция высокого давления для быстрого заполнения. | Полагайтесь на гравитацию, чтобы заполнить сверху вниз. |
| давление | Низкое давление (0,02-0,15 МПа). | Чрезвычайно высокое давление (30-200+МПа). | Только статическое давление жидкого металла. |
| Качество кастинга | Чрезвычайно высокая, плотная ткань с небольшим количеством пор. | Очень хорошо, но могут иметь воздушные карманы и поры. | Средний, с возможной усадкой и пористостью. |
| Типичные приложения | Автомобильные колеса, головки цилиндров двигателя и сложные раковины. | Тонкостенные массовые детали (такие как рукава для ноутбуков). | Более толстые заборы, простые компоненты, такие как тела клапанов. |
Это руководство сделает вас ядром литья низкого давления:
- Мы четко введем полный процесс литья низкого давления.
- Объясните, как он вводит металл через гравитационную сопротивление, чтобы избежать увлечения воздуха.
- Затем мы сравним ключевые преимущества и недостатки литья низкого давления и литья высокого давления, чтобы помочь вам понять их соответствующие решения для приложений.
- Наконец, благодаря реальным производственным чехлам мы объясним, почему литье низкого давления особенно подходит для высококлассных продуктов алюминиевого сплава.
Зачем верить в это руководство? Понимание от JS Senior Actor Lab
В JS мы обрабатываем машины с низким давлением в течение всего дня. Через долгое время мы узнали, что эта технология связана не только с нажатием кнопки, но и о приручении давления.
Различные части алюминиевого сплава имеют различную толщину, и требуемый ритм давления воздуха (кривая давления) должен быть таким же деликатным, как настроенный инструмент. Как долго длится стояка и как сделать покрытие, чтобы охлаждать меньше алюминиевой воды? Эти детали являются нашим опытом повторного проб и ошибок и оптимизации. Для нас процесс литья низкого давления не является мертвым правилом.Но ремесла, которые можно скорректировать гибкочтобы гарантировать, что твердые тела отбрасываются изнутри.
Раньше у кустак, ориентированного на автомобиль клиента, были ключевые компоненты безопасности, которые всегда сокращались в центральном положении и не могли пройти тест на усталость. Они обнаружили, что мы решили проблему. Мы изучили параметрыВремя литья с низким давлениемИ отрегулировать его немедленно.
Угадайте результат? Проблема была решена, и детали проходили самые строгие испытания. Этот процесс делает нас более убежденными в том, что корень идеального литья заключается в управлении этими деталями процесса.
«В кастинговой индустрии есть старая поговорка, что я думаю, что это особенно разумно: 90% массы кастинга зависит от того, как расплавленный металл входит в полость».
Разве это не плавное наполнение, которое мы преследуем? В этом руководстве суммируется ключевой опыт, которую наша команда узнала за эти годы, и надеется помочь вам пойти более плавно на пути к высококачественному кастингу.
Основной принцип: что такое анти-результаты?
Короче говоря, литье низкого давления-это метод формирования металла, которая отказывается от традиционного способа залить расплавленного металла и вместо этого использует идею толкания, например, осторожно сжимает жидкость, чтобы она течет вверх. Это на самом делеАнтигравитация низкого давления кастинг, он использует низкое давление для достижения наполнения металла снизу, а не полагаться на тяжесть, чтобы свободно упасть, чтобы завершить процесс заполнения. Теперь позвольте мне ясно объяснить вам это.
Что такое кастинг низкого давления?
Литье низкого давления-это метод, который мы используемПерепечная печь, чтобы удерживать расплавленный металл(например, алюминиевый сплав), затем нанесите небольшое давление, чтобы металл плавно проходил от основания плесени, а не заливать его сверху. Литье низкого давления избегает брызги и окисления металлов и может обеспечить более плотные детали.Нам нравится широко использовать его в автоматических или точных деталях JSПотому что это работает, и нет никаких рисков.
Как работает антигравитация (три простых шага):
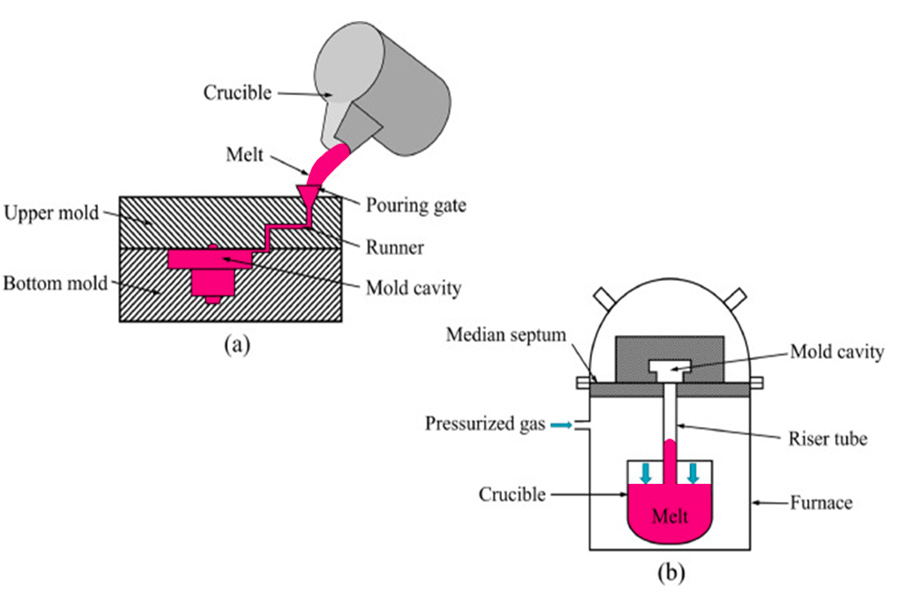
- Запечатанная изоляционная печь: мы помещаем расплавленную жидкую алюминиевую сплаву в полностью запечатанную изоляционную печь. Печь не открыта, запечатана и помещена под плесень, которую мы собираемся использовать.
- Специальный подъемник: внизу этой закрытой банки, трубка (Стендные трубки, обычно керамический или специальный металл) поднимается, что является теплостойким. Он напоминает супер сильную солому, которая поднимается напрямую и осторожно вставляется в нижнюю дверь плесени над нашими головами.
- Воздух с низким давлением: мы начали медленно вводить некоторый сжатый воздух (иногда также азот, такой как азот, чтобы предотвратить окисление алюминия) в вакуумную изоляционную печь. Обратите внимание, что это давление на самом деле мало, только примерно на 0,07 МПа выше, чем давление воздуха, которое мы обычно дышим, что похоже на раздувание воздушного шара на немного давления.
Как сделать мирную начинку?
Секрет раскрывается! Вводя воздух в герметичную печь, давление в печи из -за воздуха лишь немного выше, чем снаружи, что приводит к меньшему градиенту положительного давления (ΔP). Это дополнительное давление воздуха только слегка наложено на поверхность жидкого алюминиевого сплава внутри печи. Алюминиевые металлические грань конюшни вверх только вверх давление, толькоПерейти на вершину вдоль нижней части стоякаПолем Пока полость пресс -формы не будет полностью заполнена.
Каковы самые большие преимущества в этом?
- Это избегает больших проблем, вызванных традиционным «высоким сбросом»! Расплавленный металл падает с высокого места и легко поглощает воздух, образуя пузырьки. Что еще более важно, жидкий алюминий быстро окисляется и производит примеси при воздействии воздуха.
- Тем не менее, наши отливки с низким давлением неуклонно поднимаются с дна, с небольшой турбулентностью и жидким алюминием имеет небольшой контакт с воздухом. этотУменьшить поры и шлакВключения в отливки. Для нас крайне важно сделать детали, которые требуют высокой прочности, высоких уплотнений и идеального внешнего вида.
Будучи инженером в JS, вы должны успешно применить кастинг низкого давления.Я буду обращать внимание на два основания:Оплотнение печи и строительной системы, а также контроль величины и ритма давления воздуха. Это ядро, которое гарантирует, что жидкая алюминиевая жидкость поднимается плавно и идеально заполняется.
«Мы, JS, преследуем стандарты за фабрики с высокой плотностью и низким дефектом. Хотите увидеть, как поднимается алюминиевая жидкость в жидком алюминии? Добро пожаловать, чтобы присоединиться к нашему семинару в любое время, или, пожалуйста, предоставьте мне руководство по параметрам процесса, чтобы мы могли сделать более совершенные отливки вместе!»
Шаг за шагом: полный процесс литья низкого давления
Сегодня я демонстрирую полный процессПроизводство алюминиевых отливов низкого давленияПолем Наш процесс литья низкого давления осуществляется тщательно разработанными этапами, чтобы обеспечить поступление расплавленного металла и заполняет форму в оптимальном состоянии.
«Как подчеркнул, что известный актер -эксперт -актер Диран Апелиан подчеркнул: масса актера определяется в тот момент, когда металл связывается с плесенью».
Полный процесс литья низкого давления:
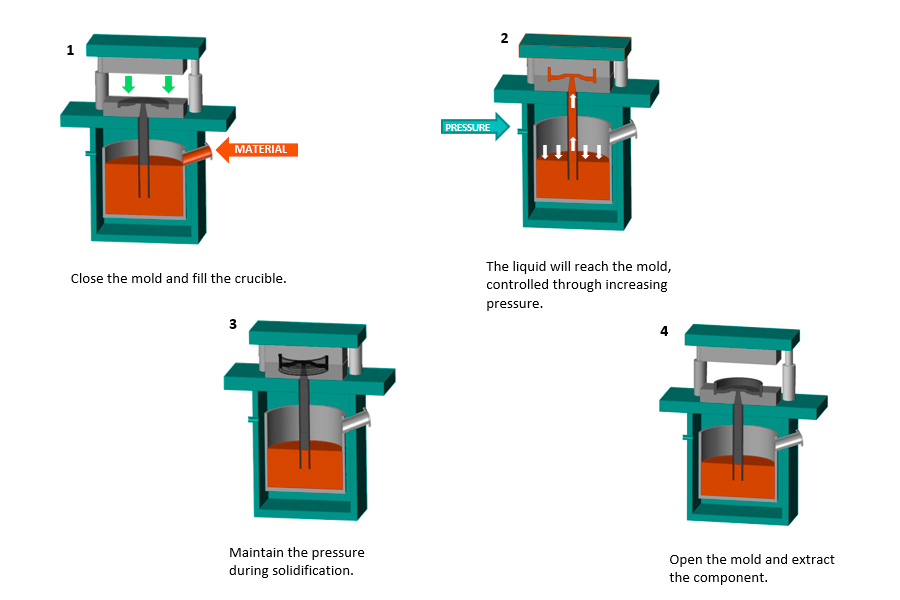
Шаг 1: плесень закрывается и подготовка
Мы закрываем и блокируем верхнюю половину предварительно разогретого и выпущенного плесенью покрытия стальной формы.
Ключевой шаг: убедитесь, что вершина стояка, простирающегося от нижней изоляционной печи, точно противопоставленаЗарезервированная дверьВ нижней части формы. Точность этой связи напрямую связана с тем, может ли алюминиевая жидкость подняться плавно в будущем.
Шаг 2: давление и заполнение
Заблокируйте и закройте крышку изоляционной печи с расплавленным алюминиевым сплавом, и утечка воздуха не допускается.
Система управления начинает работать: она может быть заполнена газом низкого давления точно и непрерывно (обычно применяется сухой воздух или инертный газ).
Давление печи продолжает расти. Мягкое, но непрерывное давление сохраняет уровень уровня алюминия в печи.
Расплавленный алюминий может протекать только из нижней части вверх через единственного подъема в каждый угол плесени. Воздух плесени поднимается с помощью расплавленного алюминия и проходитЗарезервированный выхлопПолем Весь процесс посвящен стремлению к «стабильности».
Шаг 3: Поддерживать давление и лечение
Алюминиевая жидкость просто занимает плесень? Не волнуйтесь, сейчас самый важный момент! Теперь давление в печи не должно быть освобождено немедленно, но должно оставаться некоторое время.
Почему это душа? Потому что, когда алюминиевая жидкость меняется от жидкости на твердое вещество, объем сокращается! Если вы в данный момент не осторожны, очень легко иметь в кастинге полость или ослабление.
Поддержание давления естьОказывать давление в печиВсе еще заставляя небольшой жидкий алюминий из подъема, чтобы заполнить затвердевшее пространство. Это основной секрет создания алюминиевых отливок низкого давления, мы генерируем плотность внутри, без сжимания полости и усадки!
Шаг 4: Снижение давления и открытие плесени
После того, как литье (особенно дверное соединение) станет твердым, система управления автоматически отпустит давление в печи безопасным образом.
Как только давление будет удалено, жидкий алюминий, который не был заморожен в подрядке, автоматически вернется в изолирующую печь ниже с ультра-высоким использованием!
Наконец, плесень открыта, наши руки робота аккуратно перемещены, чтобы вытащить лист плесени, а затемЦикл завершен.
В основе процесса LPDC лежит точный контроль: через четыре ключевых этапа подготовки плесени, заполнения под давлением, отверждения под давлением и отверстия для снятия давления, мы производим высококачественные отливы низкого давления с плотными структурами.
Когда JS завершает проект, приоритетным действием является внедрение интеллектуальных систем мониторинга, развертывания датчиков на критических узлах, чтобы регулировать давление и температуру в режиме реального времени, а также одновременно оптимизировать конструкцию плесени. Цель состоит в том, чтобы увеличить общую доходность более чем на 15%. Это улучшает наш ответ на рыночный спрос. ”
Практический анализ случаев: легкие и высокопрочные алюминиевые сплавные колеса для высококлассных электромобилей
Позвольте мне поделиться с вами настоящим проектом, который мы выполняли недавно, и обсудить, как использовать литье с низким давлением алюминиевого сплава, чтобы помочь клиентам решить проблемы. Для электромобилей выносливость и контроль лежат в основе. Колеса выглядят красиво, но на самом деле они влияют на безоговорочный вес и безопасность. На этот раз наша JS Company - самая квалифицированнаяТехнология литья низкого давленияЭтот проект действительно пригодится.
Задача клиентов: сложный дизайн, строгие стандарты
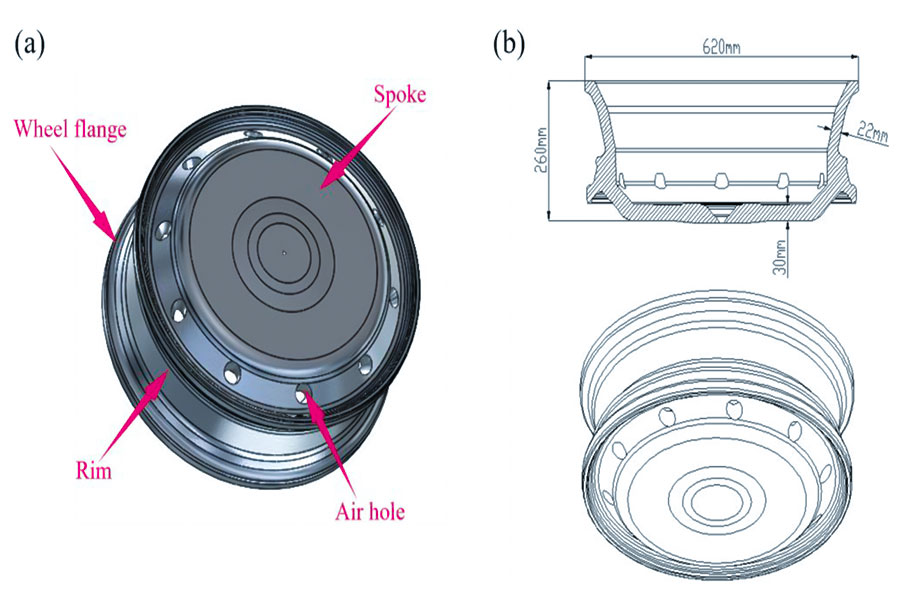
НовыйВысококачественные электромобилиБренд разработал 21-дюймовое колесо со следующими функциями:
- Сложный дизайн: он имеет длинные и уникальные спицы.
- Высокие требования к поверхности: он должен достичь зеркального полировки.
- Высокий уровень безопасности: он должен пройти наиболее строгие тесты воздействия и усталость.
Производственные узкие места, с которыми они сталкиваются:
- Неадекватное гравитационное литье: скорость потока алюминиевой жидкости медленная и имеет низкий импульс, что затрудняет полное заполнение углов тонких спиц. Толстая часть обода медленно охлаждается, что позволяет легко создавать полость внутри. Недостаточно сильна, он не пройдет тест иНе удалось удовлетворить качество поверхностиЗеркальные требования.
- Отбросы плесени высокого давления ограничены: хотя он может заполнять сложные детали, процесс высокоскоростного заполнения будет включать газы и образовывать внутренние поры. Во время термической обработки расширение пор может вызвать расширение поверхности. Этот внутренний дефект является фатальной травмой компонентов безопасности и вообще не может удовлетворить требования к силе и прочности.
Решение JS: кастинг низкого давления, стабильная победа
Мы тщательно проанализировали болевые точки наших клиентов иЯдро составляет два: внешний вид должен быть безупречным, а внутренняя структура должна быть на 100% надежной.Это сила литья низкого давления.
Наши шаги:
- Плавное наполнение, идеальное воспроизведение: ключ - стабильность. Мы позволяем расплавленным алюминиевым сплавам поднять с нижней части плесени и осторожно заполняют каждый угол, как дыхание. Эти сложные тонкие спицы также могут быть полностью заполнены!Очень гладкая поверхность, закладывая хорошую основу для полировки зеркала.
- Устранение непрерывного давления в полости: заполнение - это только начало, ключом является процесс отверждения. Мы точно контролируем давление и непрерывно продвигаем больше жидкого металла, чтобы добавить его, когда алюминиевая жидкость охлаждается и сжимается. Особенно в толстых стенах обода, мы гарантируем, что интерьер плотный и без усадки, что является критическим шагом в обеспечении силы.
- Высокая чистота, гарантированная производительность: на протяжении всего процесса алюминиевая жидкость в замкнутой системе течет, имеет небольшой контакт с воздухом, имеет небольшие примеси окисления, а сама литья очень чистая. После термообработки прочность и прочность могут достигать самого высокого уровня. Мы наконец доставили такое высокое качествоАлюминиевый сплав сплав с низким давлением.
Результаты: удивительные клиенты, превышение стандартов
После доставки образца отзывы клиентов превзошли ожидания:
- Внешний вид: детали дизайна полностью представлены, поверхность поверхности очень высока, а полированный зеркальный эффект идеально подходит.
- Внутреннее превосходство: обнаружение дефектов рентгеновских лучей показывает, что внутренняя ткань плотнее, чем ожидалось, и что дефекты почти не обнаруживаются.
- Данные в качестве доказательства: реальные преимущества
| индекс | Достижение | Сравнительная ссылка |
| Потеря веса | Он примерно на 12% легче, чем гравитационное литье такого же размера. | Средний диапазон потери веса в отрасли составляет 8-15% (American Metal Society AMS). |
| Первая скорость прохождения | > 98% | Средний уровень квалификации в отрасли составляет 85% (немецкий инженер -инженер VDI). |
| Испытание на усталость/удар | 100% прошли строгие стандарты. | Превышать отраслевые стандарты (Японское общество материаловедения jis standard). |
Безопасность: самая строгая радиальная усталость, изгибая усталость и ударные тесты проходили неуклонно, и производительность безопасности достигала 100% стандарта.
«Алюминиевое сплавовое сплавовое литье низкого давления является лучшим решением, когда конечный вид, высочайшее внутреннее качество и абсолютная безопасность имеют важное значение. Он приносит высокую плотность, высокую чистоту и высокую урожайность, в то время как трудно соответствовать другим процессам. В JS мы находимся не только в JS, мы можем найти надежные технологии и строгие стандарты не только в ваших частях, но и в вашем духе.JS КомандаВместе мы преодолеем трудности! ”
FAQ - Ответьте на больше вопросов о литье низкого давления
ВОПРОС 1: Каковы основные различия между отливками низкого давления и отливками плесени высокого давления?
Кастинг с высоким диапазоном:
Он опирается на огромную силу, чтобы быстро внедрить расплавленный металл в форму и вводить его в форму с быстрым и мощным давлением. Он подходит для тонкостенных, менее сложных форм и крупномасштабных деталей, таких как детали оболочки. Но он спешит, который может легко катать газ в металл и создавать поры.
Кастинг низкого давления:
Он относительно мягкий и опирается на небольшое количество давления от топливного бака под формой (над атмосферным давлением), чтобы неуклонно толкать расплавленный металл вверх, позволяя ему медленно заполнять полость пресс -формы. Таким образом, изготовленные детали более плотные и имеют более высокое качество, особенно для тех, у кого более толстые стены, сложные конструкции или высокие потребности в внутреннем качестве, такие как автомобильные колеса и детали цилиндра двигателя. Тем не менее, весь процесс цикла является относительно медленным, и эффективность не так высока, как у литья плесени высокого давления.
Вопрос 2: Каковы основные преимущества и недостатки отливок с низким напряжением?
преимущество:
- Отливки низкого давления делают детали более сильными, плотными внутри, с меньшим количеством пузырьков и отверстий, что обеспечивает общую силу и срок службы.
- Это особенно экономичная экономия, с меньшим количеством отходов алюминиевой воды и может использоваться до более чем 90%, что очень полезно для контроля затрат. Этот процесс стабилен и контролируется, и особенно легко использовать автоматическую производственную линию. В процессе крупномасштабного производства, качество и эффективность лучше управляются.
недостаток:
- Его скорость производства действительно не такая быстрая, как литье плесени высокого давления.
- Кроме того, его оборудование и плесени гораздо сложнее, чем гравитационное литье, поэтому первоначальная инвестиционная стоимость будет выше.
- Кроме того, мы обычно не используем его для изготовления мелких деталей с особенно простыми структурами, потому что это не экономически.
Вопрос 3: Что такое процесс LPDC?
Позвольте мне кратко сказать вам, что такое LPDC, и это то, что мы часто называем литьем низкого давления:
LPDC - это метод литья, который использует газ низкого давления для заполнения расплавленного металла снизу до верхней плесени. Это не так жестоко, как высокое давление, поэтому изготовленные детали имеют хорошее внутреннее качество и высокое использование материала. Это наш предпочтительный процесс для создания многих важных алюминиевых отливок. Этот принцип не сложный, но он очень умный и практичный.
Краткое содержание
Литье низкого давления действительно не является общим выбором для всех частей. Однако, если вы ищете части алюминиевого сплава с высокой прочностью, высокой надежностью и превосходной внешностью,Обычно это очень идеальное решениеПолем По сравнению с традиционным литьем, литье с низким давлением может решить некоторые неотъемлемые проблемы более точно и стабильно, особенно при изготовлении высокопроизводительных отливок алюминиевого сплава.
Ваш проект также - головная боль:
- Хотите сформировать сложную структуру?
- Хотите, чтобы это было как ярко, так и сильным?
- Все еще работаете над тем, какой процесс является наиболее подходящим и наиболее экономически эффективным?
Позвольте нам помочь вам найти ответ:Как профессионалАлюминиевые фабрики литья низкого давленияКоманда JS сталкивается с этими проблемами каждый день. Давайте предоставим вам бесплатную оценку процесса вместо того, чтобы догадаться, какой процесс является лучшим. Мы можем четко ответить:
- Подходит ли ваша часть для литья низкого давления?
- Обеспечивает прозрачный и подробныйАлюминиевый рынок литья низкого давленияПолем
Это легко принять меры: загрузите свои файлы дизайна прямо сейчас!
Пусть JS превратит идею сложных частей алюминиевого сплава в высококачественную реальность, используя расширенную технологию литья низкого давления.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей.JS SeriesНет никаких представлений или гарантий, явных или подразумеваемых, касающихся точности, полноты или достоверности информации. Не следует сделать вывод, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные характеристики проектирования, качество материала и тип или изготовление в сети Longsheng. Это ответственность покупателяТребовать кавычкиОпределите конкретные требования для этих разделов.Пожалуйста, свяжитесь с нами для получения дополнительной информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентов, и мы сосредоточены на высокой точностиОбработка с ЧПУВПроизводство листового металлаВ3D -печатьВИнъекционное формованиеВМеталлическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицировано ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то производство небольшого объема или крупномасштабная настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает эффективность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт:jsrpm.com
ресурс

