

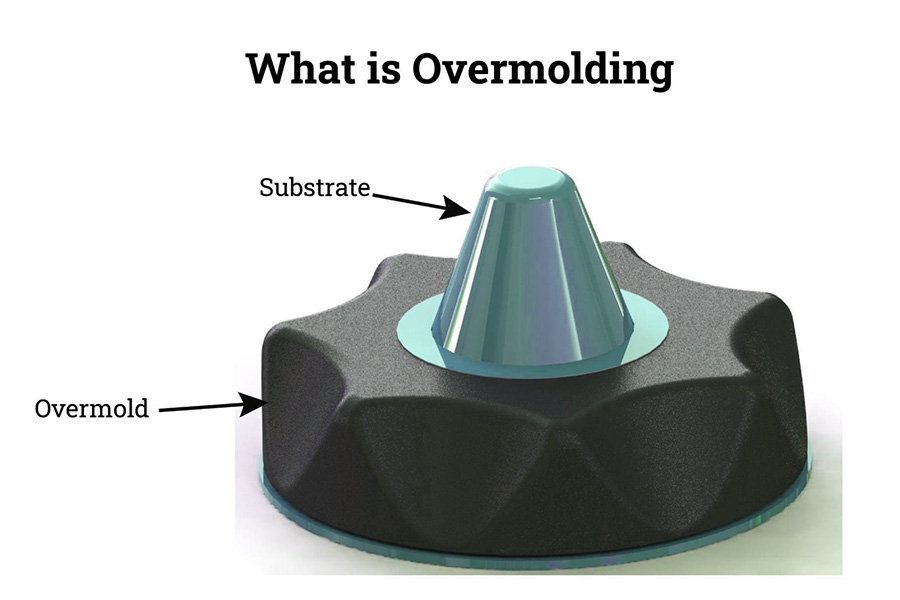
A sobremolência, em termos simples, é um processo de moldagem por injeção, onde um plástico (geralmente um TPE semelhante a borracha) é injetado diretamente sobre outra parte existente (substrato). O substrato mais comum é uma parte de plástico rígido, mas também pode ser metal ou não.
A maior vantagem de fazer isso é que ele pode combinar perfeitamente as vantagens dos dois materiais em uma parte integrante, o que não apenas salva o problema da montagem subsequente, mas também pode produzir efeitos superficiais mais ricos e melhorar a qualidade e a praticidade geral do produto. Por causa dessas vantagens,tecnologia excessivaé amplamente utilizado em várias indústrias.
O que é sobremolagem?
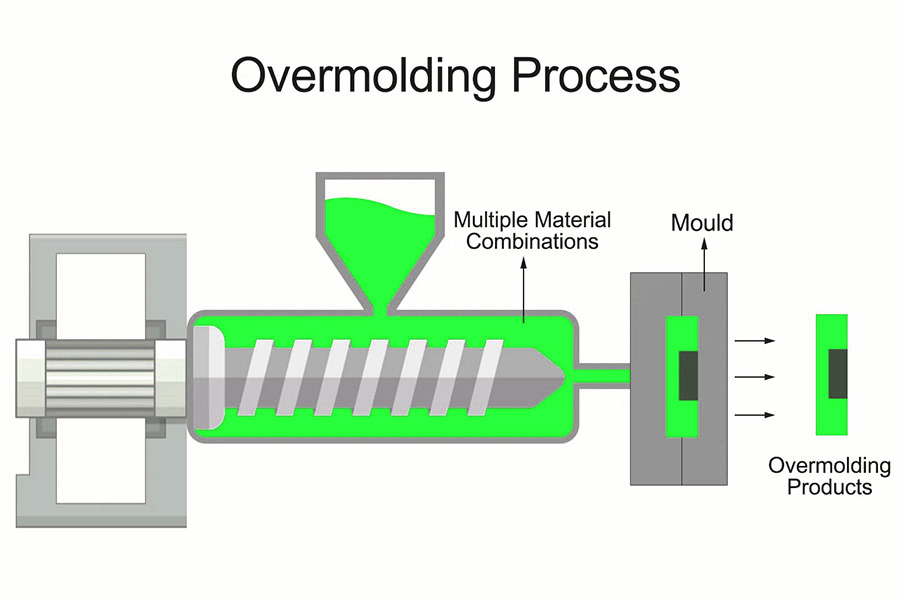
A maneira mais comum de fazer peças plásticas é a moldura de injeção: Injete plástico fundido no molde e você pode obter uma parte sólida após o resfriamento. Mas se você deseja criar um produto mais complexo e funcional, os engenheiros precisam usar algumas técnicas avançadas ao injetar. Entre eles, a sobremolência é uma tecnologia muito comum e crítica.
O núcleo do processo de sobremolamento é revestir diretamente uma camada de novo material na parte externa de uma peça pré-fabricada (chamada substrato, geralmente plástico ou metal duro). A camada externa de material é geralmente macia, o que não apenas fornece uma melhor sensação de mão ou propriedades anti-deslizamento, mas também pode mudar de cor conforme necessário e até fabricar materiais de espuma elástica.
A maior vantagem deEste processo é moldagem única: Ele pode combinar firmemente a força do substrato rígido e as propriedades especiais da camada de revestimento macio (como toque suave, elasticidade etc.) em uma parte integrante.
Que estágios -chave são necessários para alcançar a sobremolência?
1. Prepare o molde eposiçãoo substrato
É necessário um conjunto de moldes especiais. As funções principais deste conjunto de moldes são duplas:
- Corrija a parte base (substrato) firmemente: geralmente plástico duro ou peças de metal.
- Deixe uma cavidade de moldagem: a forma dessa cavidade é a forma da nova camada de material que será revestida na parte externa do substrato no futuro.
2. Trate o substrato
Para fazer o material recém -revestido e o substrato fortemente ligado e não cair,A superfície do substrato deve ser tratada com antecedência.
Os métodos de tratamento comuns incluem: limpeza minuciosa para remover o óleo e a poeira, a aplicação de um promotor especial de adesão ou realizar um tratamento de superfície especial (como leve gravação) para aumentar a força de ligação.
3. Injeção de material de revestimento
Esta é a etapa de moldagem do núcleo de sobremolagem, que é colocar com precisão o substrato processado no molde e fixá -lo no lugar.
A etapa -chave está aqui: aqueça e derreta o material de revestimento selecionado (geralmente materiais macios, como elastômeros termoplásticos).
Então,através do processo de moldagem por injeção excessiva, o material de revestimento derretido é rapidamente injetado na cavidade reservada no molde sob alta pressão. Obviamente, outros métodos, como inserir moldagem, moldagem por transferência, fundição ou moldagem de compressão, às vezes são usados de acordo com as necessidades do produto.
4. Resfriamento e modelagem/aquecimento e cura
Após a conclusão da injeção, o material precisa ser moldado no molde.
Se os plásticos comuns (materiais termoplásticos) forem utilizados, o resfriamento é usado principalmente para endurecer a camada de revestimento e aderir firmemente ao substrato.
Se forem utilizados materiais especiais (materiais termoestivos), o molde precisará ser aquecido primeiro para fazer com que o material sofra uma reação química e solidifique e depois resfriado para demolir. O núcleo é transformar os dois em um.
5. Demolding e pós-processamento
Depois que as peças são completamente resfriadas e solidificadas, o molde pode ser aberto e as peças moldadas podem ser retiradas.
Neste ponto, pode haver algumas bordas de plástico em excesso (também chamadas de flash ou rebarbas) na parte que precisam ser cortadas.
Finalmente, o tratamento de superfície necessário é realizado de acordo com os requisitos do produto, comoAdicionando efeitos de textura específicos ou polimentoPara fazer com que o produto final pareça conforme necessário.
Quais são os diferentes métodos de sobremolamento?
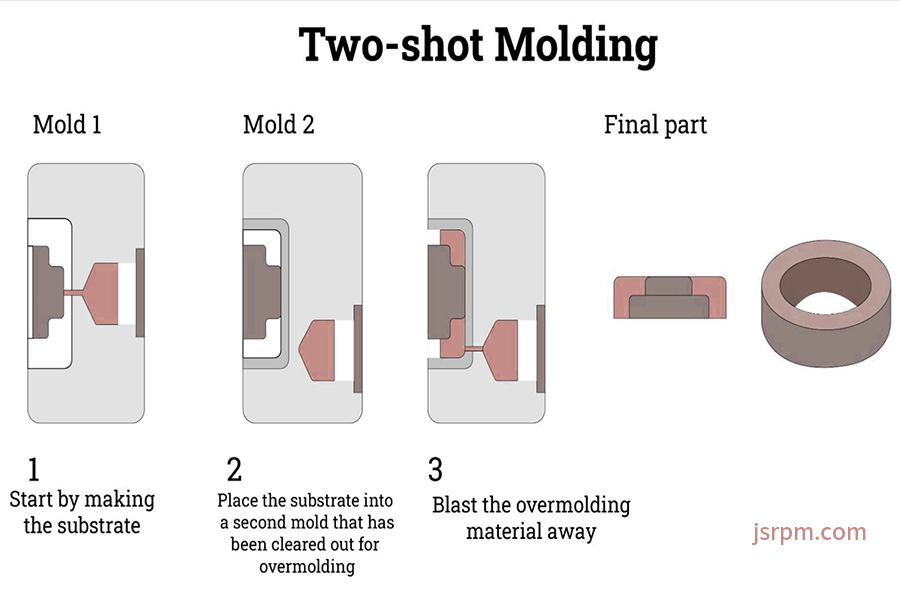
1. Moldagem de dois tiros
Processo central:
Este método usa uma máquina de moldagem de injeçãocom duas unidades de injeção independentes e um molde especial. Primeiro, a primeira parte, que geralmente é feita de plástico rígido, é moldada por injeção no molde. O molde é então girado automaticamente ou movido para outra posição, e o segundo material é injetado diretamente na área específica onde a primeira parte foi moldada.O segundo materialpode serum macioumcomo TPE ou silicone.
PRINCIPAL PORBILIÁRIO:
Sua vantagem é a fabricação eficiente de peças de peça de um material duplo fortemente integrado. Isso pode obter efeitos estéticos, zoneamento funcional (estrutura principal dura com área de alcance suave) ou funções de vedação. Esse método é muito aplicável, seja sobremoldando de plástico, que usa um segundo plástico para cobrir o primeiro plástico ou sobremolagem de silicone, que usa silicone para cobrir peças de plástico.
2. Insira a moldagem
Processo central:
A primeira etapa deste método é colocar as peças pré-fabricadas (chamadas inserções) no molde e fixá-las com precisão. Essas inserções podem ser peças de metal, como parafusos, eletrodos ou conectores ou peças de plástico.Depois de fechar o molde, derretidoplásticoouborrachaé derramado na cavidade do molde. Esses produtos irãocercadao designadoáreada inserção e vontadetornar-se com segurançaligado à inserçãoquando resfriadoum.
PRINCIPAL PORBILIÁRIO:
Criarumconfiável metal-plástico ou borrachaligação. Fazendo isso podeAumente significativamente a força estruturalDa parte final, forneça desempenho de isolamento elétrico, obtenha vedação eficaz ou simplifique bastante os processos de montagem subsequentes. A sobremolagem de borracha geralmente usa esse método para formar o anel de vedação necessário na parte externa da parte do metal ou fornecer uma peça de aderência que forneça uma aderência confortável.
3. Co-injeção (moldagem de sanduíche)
A co-injeção usa um dispositivo de injeção especial para injetar dois materiais na mesma cavidade do molde sequencialmente ou simultaneamente em um processo apertado para formar uma estrutura em camadas de pele central. As vantagens principais são:
- Otimizar os custos: a camada central usa materiais econômicos e a camada de pele usa materiais de alto desempenho, belos ou táteis. Por exemplo, a sobremolência plástica pode usar o núcleo PP reciclado e a pele TPE para fazer alças de ferramentas, levando em consideração a força, o custo e as propriedades anti-deslizamento. Da mesma forma, a supermoldagem por cabo também adota esse núcleo de baixo custo + estratégia de combinação de pele de alto desempenho.
- Melhorar a aparência e a função:A camada de pele determina a aparência e o toque da partee pode obter efeitos de superfície de ponta. A Liberdade de Design suporta duas cores ou gradientes.
- Melhorar a funcionalidade: a combinação de pele do núcleo pode obter funções específicas, como o núcleo espumado para reduzir o isolamento de peso/som + vedação densa de pele ou núcleo de alta barreira para prolongar a vida útil + a pele fácil de impressa.
Overmolding vs inserir moldagem: como distinguir?
Overmolding e inserir moldagem são processos avançadoscomumente usado na indústria de fabricação. Eles podem combinar inteligentemente diferentes materiais em uma única parte de uma só vez, eliminando a montagem subsequente, a ligação e outras etapas, melhorando assim a eficiência da produção e o desempenho e a confiabilidade do produto final. Embora os objetivos sejam semelhantes, ambos os métodos são para obter uma combinação multimaterial, mas os princípios de implementação, estrutura de custos e cenários aplicáveis desses dois métodos são significativamente diferentes. Vamos compará -los em detalhes:
1. Princípio do processo:
Overmolding:
- Primeira etapa da moldagem por injeção: primeiro use plástico duro (chamado substrato ou base) para fazer a primeira parte no molde.
- Segunda etapa da moldagem por injeção: aguarde a primeira parte esfriar no molde ou retire -a enquanto quente e imediatamente coloque -a no segundo molde ou em outra cavidade do mesmo molde, injete o segundo material (geralmente material macio, como TPE, borracha) para cobrir a área específica da primeira parte.
- Combinação: Após o resfriamento, os dois materiais são combinados física ou quimicamente na superfície de contato para formar uma parte integrada sólida.
Insira a moldagem:
- Inserir colocação: Antes da injeção plástica, uma parte pré-manufaturada (chamada de inserção) é colocada com precisão em uma posição específica do molde e fixa.
- Injeção de um tiro: após o fechamento do molde,plástico derretido éinjetadodiretona cavidade do molde paracobriro especificadoseçãoda inserção.
- Corrigido: Depois que o plástico esfriar e encolher, ele enrolará e trava firmemente a inserção para formar uma peça única combinada ou fisicamente integrada.
2. Velocidade de produção:
Tempo de moldagem única: se você comparar apenas o tempo de ação da moldagem na máquina de moldagem por injeção, o inserir a moldagem geralmente tem uma vantagem. PorqueRequer apenas uma injeção plástica e ciclo de resfriamento.
Tempo geral do processo:
- A sobremolamento requer dois ciclos completos de moldagem por injeção (fechamento de dois moldes, injeção, retenção de pressão, resfriamento, abertura do molde), portanto o tempo de ocupação da máquina geralmente é mais longo.
- Mas a vantagem de velocidade da moldagem de inserção depende da disponibilidade de inserções de metal prontas. Se estesInserções de metal precisam ser personalizadas, o tempo de pré-processamento/compra das peças de metal personalizado deve ser incluído no ciclo geral de produção. Nesse caso, o tempo total de fabricação pode não ser mais curto que a sobremolência.
- A colocação de inserção é geralmente manual ou requer equipamentos especiais. Esta operação também leva tempo e precisa ser acelerada através da automação na produção em massa.
3. Considerações de custo
Ambos os processos evitam os custos subsequentes de montagem e ligação, podem melhorar significativamente a eficiência e o rendimento da produção e podem reduzir efetivamente os custos e aumentar os lucros na produção em massa.
Comparação dos custos dos dois processos de moldagem:
| Projeto de custo | Sobremolamento | Insira a moldagem | Explicar |
| Custo do molde | Maior (geralmente exigindo dois conjuntos de moldes). | Relativamente baixo (geralmente exigindo apenas um conjunto de moldes). | A moldagem por encapsulamento requer moldes de substrato e moldes de encapsulamento. O molde de inserção requer apenas um molde de moldagem de plástico. |
| O custo da própria inserção | Não (usando substrato plástico). | Pode haver custos significativos envolvidos. | O custo da compra ou personalização de inserções de metal precisa ser incluído. |
| Equipamento e operação | São necessárias duas máquinas de moldagem por injeção ou mecanismos de transferência de molde complexos. | Geralmente, uma máquina de moldagem por injeção com um dispositivo de colocação de inserção. | O investimento em equipamentos de embrulho é geralmente maior. |
| Adequado para produção em massa | Mais adequado para quantidades médias a grandes. | Adequado para quantidades pequenas e grandes. | Quando se trata de pequenos lotes, o custo dos moldes de revestimento é alto. O custo das inserções pode ser amortizado em grandes quantidades. |
| Custo de material de peça única | Depende da quantidade de dois tipos de plástico usado. | Depende da quantidade de plástico usado e do custo das peças incorporadas. | O custo das peças incorporadas geralmente é muito maior que o das peças plásticas. |
Diferenças principais:
- Overmolding: o custo inicial de investimento de molde é alto, especialmente ema criação de amostras e pequenos estágios de produção de teste em lote, o custo do molde alocado para cada parte será considerável.
- Inserir moldagem: o custo do molde é relativamente baixo, mas o custo de processamento ou compras da inserção se torna o principal fator de influência. Se a inserção for complexa ou exigir processamento de precisão, seu custo poderá ser alto, especialmente em pequenos lotes. Na produção em larga escala, o custo de inserção tem a oportunidade de ser diluído.
4. Cenários de aplicação típicos
(1) Overmolding: seu valor central está na criação de peças que combinam funções suaves e difíceis e integrando.
- MelhorarGrip/Comfort: Ebelas de escova (anti-deslizamento macio de borrachasuperfície).alças.
- Melhorar a vedação: anel de vedação à prova d'água deHabitação de dispositivo eletrônico(TPE revestido em concha dura).
- Melhorar Proteção/Aparência: Capa de Proteção de Telefone Móvel (Shell Hard Back + Soft Frame), alças de utensílios de cozinha com tiras anti-deslizamento.
- Proteja os componentes eletrônicos: embalagem do conector USB, encapsulamento do sensor (protegendo placas ou componentes de circuito interno).
- Integração multifuncional: integrar botões, juntas, etc. na carcaça ao mesmo tempo.
(2) Insira a moldagem: o objetivo principal é integrar o reforço e aumentar a funcionalidade.
- Forneça reforço/conexão estrutural: porcas plásticas com inserções de rosca de metal, peças de metal embutidas em cabeças de chave inglesa, reforços de metal nas conexões da alça de ferramenta.
- Forneça contatos/conexões condutas: contatos de metal nos botões de interruptor eletrônico, terminais condutores emconectores automotivos.
- Incorporar componentes de precisão: incorporar pequenas placas de circuito (como placas de antena), componentes do sensor, rolamentos, colunas de guia, etc. na matriz plástica.
- Substitua as peças de metal/reduza o peso: incorporar folhas de metal em plástico para fornecer força local (como fivelas interiores automotivas).
Em que aspectos do design de sobremolamento precisam ser focados?
1. Força de ligação de material
Este é o mais crítico! A camada superior do material de revestimento deve estar firmemente ligada ao material base subjacente. O estado ideal é formar uma ligação química, mas isso depende da compatibilidade dos materiais. Quando a viscosidade não é forte, é necessário o design físico interligado:
- Método mecânico: ranhuras de projeto, orifícios, menores ou superfícies ásperas no substrato para permitir que o material de revestimento flua e forme âncoras físicas após o resfriamento e solidificação.
- Método químico: selecione uma combinação de materiais que são naturalmente atraídos um pelo outro e deixe -os combinar no nível molecular. Essa combinação geralmente é mais apertada, especialmenteAdequado para peças que requerem impermeabilização e impermeabilização.
- Método híbrido: Combinar o projeto de intertravamento físico com materiais quimicamente compatíveis é uma estratégia comum para a maior confiabilidade, especialmente para peças que requerem impermeabilização, resistência ao choque ou impacto.
2. Resistência à temperatura
O material de revestimento deve ser derretido em alta temperatura para formar. Tanto o substrato quanto o material de revestimento devem suportar a temperatura de processamento e não podem se deformar ou se deteriorar no desempenho.
Ao selecionar um material, você deve considerar o quão quente o ambiente ele encontrará quando for realmente usado (como peças no compartimento do motor). Escolha um material com alta temperatura de deformação por calor e que não é propenso a expansão e contração térmica.
3. Propriedades da superfície e atrito
A rugosidade da superfície do revestimento (coeficiente de atrito) afeta a sensação e o efeito anti-deslizamento e também afeta indiretamente a adesão. Por exemplo, alças de ferramentas e rodas de direção de carro têm superfícies ligeiramente ásperas ou texturizadas, que são mais estáveis, confortáveis e seguras de segurar. Materiais como TPE e silicone têm boa sensação de mão e fortes propriedades anti-deslizamento.
4. Seleção de material e design de espessura
Escolher a combinação de material certa é o núcleo. É necessário equilibrar a força, resistência, tolerância ambiental, requisitos especiais e custos necessários para o produto final. Ao mesmo tempo, a espessura da camada de revestimento deve ser projetada de acordo com os requisitos funcionais:
- A absorção de choque, o isolamento sonoro ou o fornecimento de um toque suave geralmente requer uma camada de elastômero mais espessa.
- Uma camada de revestimento muito grossa estenderá o ciclo de produção, aumentará os custos e poderá afetar a precisão dimensional. É necessário encontrar o melhor equilíbrio entre os requisitos funcionais e a eficiência da fabricação.
Materiais comuns para sobremolagem:
| Tipo de material de embalagem | Materiais típicos | Cenários principais de aplicativos |
| Plásticos rígidos | PP, ABS, PC, PA | Componentes estruturais, estrutura da concha. |
| Material elástico macio | TPE, TPU | Antecipação anti -deslizamento, superfície de toque macio, vedação almofadada. |
| Borracha de silício | LSR | Alta demanda, componentes médicos e peças resistentes a alta temperatura. |
| Metal | comumente usado como substrato. | Ferramentas e componentes estruturais de alta carga. |
5. Dirdade de material
A dureza do material(geralmente expresso pela dureza da costa a ou d) é muito importante. Se for muito difícil, pode machucar suas mãos e ser fácil de usar. Se estiver muito macio, pode não apoiar e ser fácil de se deformar. Por exemplo:
- Aplicações que requerem absorção de choque e toque confortável: é aconselhável usar uma dureza mais baixa (costa de 50-80).
- Peças que precisam fornecer suporte, resistência ao desgaste ou pressão de suportar: requerem uma dureza mais alta (costa de mais de 80 ou costa d).
Por que escolher JS como seu parceiro?
1. Precisão ultra-alta
A capacidade de controle de tolerância de ± 0,005 mmé estável em 95% dos projetos. No mês passado, a inspeção tridimensional das partes conjuntas de ligas de titânio de equipamentos médicos caiu na zona verde, e a inspeção do cliente foi diretamente isenta da inspeção.
2. Resposta de emergência
Quando a linha de produção do cliente automotivo estava sem material, a equipe recebeu o pedido às 23:00 e concluiu a entrega completa do processo de 300 conchas de liga de alumínio de desenhos a produtos acabados dentro de 56 horas, 8 horas antes do tempo acordado.
3. Econômico
Para peças moldadas por injeção processadas por clientes antigos, otimizamos proativamente a espessura da parede para 0,8 mm (design original de 1,5 mm). Sob a premissa de garantir a taxa de aprovação do teste de queda, o custo por peça foi reduzido em US $ 1,2 e o custo anual do material foi economizado em mais de US $ 300.000.
Resumo
A sobremolagem é injetar diretamente uma camada de cola macia em uma parte de plástico rígido. As peças produzidas dessa maneira têm suporte de hardware e funções de conforto, anti-deslizamento ou de vedação da cola macia.
Embora o processo seja mais complicado e caro do que a moldagem de injeção comum, ele pode melhorar a sensação, aumentar a durabilidade e salvar as etapas de montagem. Portanto, muitas indústrias o considerarão ao fabricar produtos de alta qualidade. Conhecendo issopode ajudá -lo a determinar se é adequado para o seu projeto.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos.Série JSNenhuma representações ou garantias de qualquer tipo, expressa ou implícita, é feita quanto à precisão, integridade ou validade das informações. Não se deve inferir que os parâmetros de desempenho, tolerâncias geométricas, recursos específicos de design, qualidade e tipo de material ou mão de obra que o fornecedor ou fabricante de terceiros fornecerá através da rede Longsheng. Esta é de responsabilidade do compradorPeça uma cotação por peçasPara determinar os requisitos específicos para essas peças.Entre em contato conosco Saiba mais informações.
Equipe JS
JS é uma empresa líder do setorConcentre -se em soluções de fabricação personalizadas. Com mais de 20 anos de experiência atendendo a mais de 5.000 clientes, nos concentramos em alta precisãoUsinagem CNC, Assim,Fabricação de chapa metal, Assim,Impressão 3D, Assim,Moldagem por injeção, Assim,carimbo de metal,e outros serviços de fabricação única.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração e é certificada ISO 9001: 2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para os clientes em mais de 150 países em todo o mundo. Seja a produção de baixo volume ou a personalização em massa, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolherJS TechnologySignifica escolher eficiência, qualidade e profissionalismo.
Para saber mais, visite nosso site:jsrpm.com
Perguntas frequentes
1. Quais peças podem ser sobremoladas?
As peças que podem ser sobremoladas incluem alças de ferramentas, alojamentos eletrônicos de dispositivos, garras de instrumentos médicos, alças de escova de dentes, utensílios de cozinha e outras partes funcionais ou peças ergonômicas que requerem a combinação de várias propriedades de material.
2. Como funciona a sobremolência?
A sobremolagem é dividida em duas etapas: primeiro, a parte da base dura é injetada e, em seguida, é colocada no molde após o resfriamento e, em seguida, a cola macia derretida é injetada para cobrir a superfície e o componente integrado é formado após ligação térmica e resfriamento.
3. Quais são os benefícios da sobremolência?
Aumente as propriedades de aderência e anti-deslizamento, melhore o desempenho da vedação de produtos e da absorção de choques, obtenha uma combinação perfeita de materiais, reduza os custos de montagem e melhore a durabilidade e a estética.
4. Por que a sobremolência é popular?
A supermoldagem é popular porque integra com eficiência diferentes propriedades do material, reduz as etapas da montagem, economiza custos, melhora o anti-deslizamento do produto, a absorção de choque e a estética e aprimora a durabilidade e a vedação.
Recurso
Moldagem por injeção de borracha de silicone líquido

