

Por que as garras macias de alguns produtos caem e racham após o uso a longo prazo, enquanto outros podem grudar com a concha de plástico rígido com força, como se tivessem nascido como um? Na verdade,A chave não é a cola, mas uma escolha central antes de sobremolagem começa: emparelhamento de materiais.
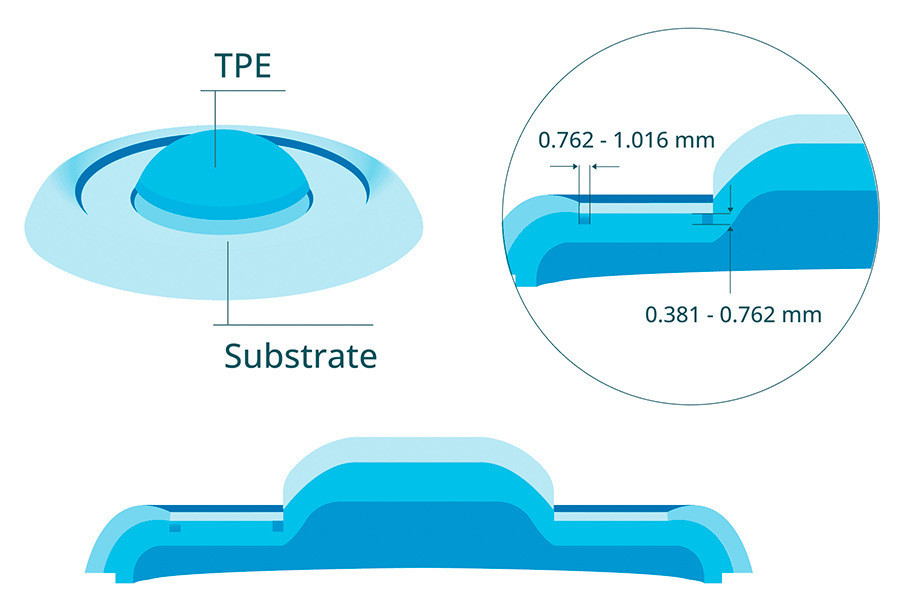
O que é sobremolagem? Simplificando,o processo de sobremolamentoé embrulhar um material diferente (geralmente cola macia) no substrato de plástico rígido. Isso não está simplesmente colando duas camadas de plástico. Requer que a cola macia derreta a alta temperatura, enrole firmemente o substrato e confie na picada física ou mesmo na ligação molecular entre os materiais para se unir. Se a adesão for boa, o produto será forte e durável. Se a adesão não for boa, é fácil causar problemas.
Portanto, escolher a combinação de material certa é absolutamente a chave para sobremolagem! Está longe de ser suficiente apenas olhar para o desempenho de um único material. É necessário garantir que o substrato e a cola macia (como o TPE comumente usado) revestidos estejam em sintonia entre si. Eles devem ser capazes de ficar juntos a altas temperaturas e podem realmente se fundir em um após o resfriamento.
Em nosso laboratório JS,Uma das tarefas centrais é testar e examinar repetidamente várias combinações de materiais para garantir que cada sobremolência possa obter o melhor efeito de combinação e desempenho final do produto. Este é o segredo por trás dos produtos confortáveis para o toque e durável.
Resumo da resposta central:
| Conceitos principais | Descrição | Por que é importante |
| Substrato | A primeira camada de material rígido é geralmente um componente estrutural (como ABS, PC, Nylon). | Determina a força e a forma básicas do produto. |
| Material de revestimento excessivo | O material suave da segunda camada é geralmente uma camada funcional/tátil (como TPE, TPU, LSR). | Determina a aderência, a vedação e a estética do produto. |
| Ligação química | Os dois materiais atraem e se fundem entre si no nível molecular, formando a força de ligação mais forte. | É o objetivo preferido para alcançar a moldagem de injeção secundária de alta qualidade |
| Intertravamento mecânico | Ao projetar estruturas como ranhuras e orifícios, os dois materiais são fisicamente "trancados" juntos. | É um suplemento necessário ou solução alternativa quando os materiais são incompatíveis. |
Este guia deseja compartilhar nossa experiência prática acumulada com você:
- Forneceremos uma tabela prática de referência de combinação de materiais (esta é uma ferramenta comum no setor).
- Concentre -se em analisar as combinações de sobremolamento de plástico mais usado.
- Também explicaremos em detalhes as características e os requisitos exclusivos da supermolução de silicone.
- O objetivo final é claro: para ajudá -lo a selecionar com precisão o material plástico mais adequado.
Por que confiar neste guia? Da perspectiva do material JS e especialistas em processo
Como engenheiro responsável pelo desenvolvimento de materiais e processos na JS, sei que no campo da sobremolência (moldagem de injeção secundária), as decisões de seleção de materiais são cruciais. O valor deste guia está enraizado na profunda experiência prática de nossa equipe.
"James Hendry, uma autoridade reconhecida na moldagem por injeção na indústria, uma vez enfatizada: os materiais são o ponto de partida do processo e a pedra angular do desempenho do produto. Isso se reflete particularmente no campo da sobremolência em que nos concentramos".
Na JS, com base em inúmeros projetos, resumimos uma verdade simples: se um projeto pode ser bem -sucedido,O design do molde é responsável por 70%, e os restantes de 30%críticosé toda aposta na ciência do material.
Esta não é apenas uma observação casual. Pessoalmente, testemunhamos a dolorosa lição de clientes que escolheram a nota de material TPE errada, resultando na demolição de todo o lote de produtos. Nós tambémresolveu o problema da camada de borracha macia do clientesendo facilmente retirado em altas temperaturas, recomendando um substrato de nylon específico.
Essa experiência não é obtida do nada.Nossa equipe lida com os principais fornecedores de materiais do mundo todos os diase possui dados de desempenho reais para centenas de notas de plástico e elastômero. Mais importante, sabemos como ajustar os parâmetros na máquina de moldagem por injeção para fazer com que os dois materiais realmente mordem.
As coisas deste guia não são deduções teóricas, mas a experiência central que extraímos extraímos com um pouco de experiência prática depois de experimentar a alegria do sucesso e as lições de fracasso.
A regra de ouro da moldagem de injeção secundária: a compatibilidade determina tudo
No JS, eu lido com a moldura de injeção todos os dias,Especialmente sobremolagem vs inserir moldagem. Entendo profundamente que, se você deseja que dois materiais diferentes sejam usados na mesma parte por um longo tempo,A chave está se os diferentes materiais podem ser combinados por muito tempo. E a regra de ouro número um entre eles é a compatibilidade material! Isso determina diretamente se o produto é forte e durável, ou propenso a rachaduras e delaminação.
Se os dois materiais podem ser bem combinadosDepende principalmente de dois mecanismos de conexão:
1. Ligação química: "mãos" entre moléculas
Princípio:
Sob a alta temperatura e as condições de alta pressão da moldagem de injeção secundária, a cola macia (como TPE) derreterá e derreterá ligeiramente a superfície do substrato. Neste momento, as moléculas dos dois materiais podem penetrar, difundir e enredar entre si. Após o resfriamento, eles formam uma forte conexão de ligação química na interface, assim como as moléculas estão fortemente "de mãos dadas".
Quais são as principais considerações?
Isso depende principalmente das propriedades dos dois materiais:
- Polaridade: Assim como os ímãs são divididos em pólos positivos e negativos, os materiais com polaridades semelhantes têm maior probabilidade de combinar entre si.
- Ponto de fusão/temperatura de processamento: a temperatura de fusão da cola macia deve ser apropriada, o que deve ser capaz dese derrete e suavize ligeiramente a superfície do substrato.
- Energia da superfície: a energia da superfície é bem correspondida, para que o derretimento possa molhar melhor e se espalhar no substrato.
Benefícios:Esta é a situação mais ideal! A adesão é super forte e as partes geralmente apresentam uma aparência integrada sem costuras óbvias. Além disso, os requisitos paraO design do molde é relativamente simples e direto, e não há necessidade de fazer deliberadamente muitas estruturas complexas.
2. Intertravamento mecânico: "Mortise e Tenon Structure" na engenharia
Quando a força dos dois materiais é insuficiente, ou a ligação química por si só não é forte o suficiente, precisamos projetar o "mecanismo" no substrato com antecedência. Esses mecanismos podem ser pequenas ranhuras, orifícios, texturas ásperas específicas ou até estruturas em forma de barb.
Em seguida, durante a moldagem de injeção secundária, o material de cola macia derretida perfura esses pequenos orifícios e encherá essas estruturas. Quando a cola macia esfria e endurece, ela é fisicamente "travada" nessas estruturas do substrato, assim como uma âncora enganche o fundo do mar. Se você deseja separá -los, deve destruir o próprio material.
Onde costumamos usá -lo?
Este método é um salvador em muitos casos especiais:
- Use silicone (geralmente com baixa adesão química) para cobrir outros materiais.
- Cubra o plástico fora da inserção de metal.
- Quando dois plásticos realmente não conseguem encontrar um par que possa ser quimicamente ligado.
"A chave para o excesso de sucesso é estabelecer efetivamente uma conexão entre materiais (ligação química, intertravamento mecânico ou uma combinação dos dois), que afeta diretamente o desempenho e a qualidade do produto. Ao selecionar materiais, não devemos apenas examinar a categoria geral dos materiais, mas também estudar os meios de coleta e a experiência de aplicação, e a pequena base de bloqueios. ajudá -lo a encontrar o parceiro material perfeito. "
Guia de combinação de material de moldagem para injeção secundária
Esta tabela resume o desempenho combinado típico de substratos rígidos comuns e materiais de cobertura convencionais (TPE/TPV, TPU, LSR) no setor e é uma ferramenta eficiente para a triagem de direções no estágio inicial do projeto. Mas lembre -se:
- Esta tabela é apenas um guia geral.
- O efeito de combinação final será afetado pela fórmula, condições de processamento e design do grau de material específico.
- O efeito real depende da prova!É usado apenas como uma referência básica para o lançamento do projeto, não a base final.
A seguir, a tabela de referência de emparelhamento principal:
| Substrato (duro) | TPE/TPV (elastômero termoplástico) | TPU (poliuretano termoplástico) | LSR (borracha de silicone líquido) |
| Abs | Excelente (ligação química) |
Bom (ligação química)
|
Pobre (requer intertravamento/primer mecânico) |
| PC (policarbonato) | Excelente (ligação química) | Excelente (ligação química) | Pobre (requer intertravamento/primer mecânico) |
| Liga PC/ABS | Excelente (ligação química) | Excelente (ligação química) | Pobre (requer intertravamento/primer mecânico) |
| Pp (polipropileno) | Bom (requer TPE de grau especial) | Pobre | Pobre (requer intertravamento/primer mecânico) |
| Nylon (PA6, PA66) | Bom (requer TPE de grau especial) | Bom (requer tpu de grau especial) | Meio (requer primer especial e intertravamento mecânico) |
| PBT | Bom | Excelente (ligação química) | Pobre (requer intertravamento/primer mecânico) |
| Metal (aço, alumínio) | Meio (exigindo intertravamento mecânico) | Bom (requer intertravamento mecânico) | Bom (requer primer especial e intertravamento mecânico) |
Minha interpretação das notas nesta tabela:
- Excelente:A forte ligação química pode ser gerada entre materiais macios e duros. Esta é a situação mais ideal, com alta força de ligação e poucas restrições de projeto. Esta é a avaliação de que nossos engenheiros gostam de ver mais.
- Bom: uma certa ligação química pode ser gerada, mas a força de ligação geralmente é menor que o excelente nível. Sugiro que você adicione os recursos de bloqueio mecânico como suplemento ou seguro ao projetar o produto para tornar a ligação mais confiável.
- Médio: A ligação química é muito fraca ou quase inexistente. Se pode ser bem -sucedido depende principalmente da estrutura de intertravamento mecânica que você projeta, que geralmente requer tratamento de superfície, como pulverizar uma camada de agente de tratamento (primer) para melhorar a adesão ou proteger um pouco a superfície.
- Pobre: é difícil formar ligação química. A força de ligação deve ser alcançada através de um design de estrutura de encaixe muito preciso, e basicamente um primer específico deve serusado para tratar a superfície de plástico rígido.
Da minha experiência amarga como engenheiro JS:
(1) A nota material específica é o rei!
Esta tabela é um guia geral, mas o desempenho de diferentes fabricantes, ou mesmo diferentes marcas de TPE/TPU/LSR do mesmo fabricante, pode ser muito diferente!
Especialmente quando está marcado como "GRADOR ESPECIAL NECESSÁRIO" (como PP+TPE, Nylon+TPE/TPU), você deve solicitar dados de compatibilidade e sugestões de processamento para marcas específicas de fornecedores de materiais como nós ouO departamento técnico do nosso JS.Se você usar diretamente esta tabela para solicitar materiais, poderá falhar.
(2) O design estrutural é a alma!
Especialmente para combinações médias e ruins, ou mesmo boas combinações, um design de intertravamento mecânico bom e bem considerado geralmente é a chave para o sucesso ou a falha. A comunicação próxima com engenheiros de mofo e engenheiros de materiais é necessária durante a fase de projeto.
(3) Os testes de prova não podem ser salvos!
Não importa o quão perfeita seja a teoria, ela deve ser testada na prática. É fortemente recomendado que vocêUse a marca de material específica que você selecionou para fazer um pequeno teste de amostra(como uma peça de teste simples de sobreposição) para realmente testar a força de ligação antes de abrir oficialmente o molde. Esta etapa não pode ser salva, pois pode evitar grandes problemas mais tarde.
Esta tabela ajuda a examinar preliminarmente a combinação de material e evitar problemas óbvios.O sucesso da sobremolagem está em três chaves:Combinação precisa de graus específicos, projeto estrutural direcionado e verificação estrita da amostra.
"Não tome decisões com base apenas na tabela! Se você estiver avaliando um projeto, especialmente um envolvendo materiais difíceis, recomendamos que você entre em contato com nossa equipe técnica o mais rápido possível. Usaremos a tecnologia profissional de moldagem por injeção para ajudá -lo a conseguir o produto final de forma constante!"
Combinações de materiais comuns e casos de aplicação
Deixe -me falar sobre algumas das combinações de materiais mais usadas e confiáveis em nossos projetos reais, bem como suas aplicações. Todas essas são experiências que foram feitas e verificadas:
Caso 1: A combinação clássica de caixas de celular e alças de ferramentas: ABS/PC/PC-ABS + TPE/TPU
- As soluções de plástico duro + de borracha macia são amplamente utilizadas em peças comoCasos de telefone celular anti-deslizamento, alças de ferramentas e áreas de botão de controle remoto, e suas vantagens são significativas:
- Complementaridade funcional: O plástico duro fornece força estrutural e boa aparência, e a borracha macia TPE/TPU fornece toque confortável, propriedades anti-deslizamento e amortecimento e absorção de choque.
- Combinação confiável: a ligação química chave torna a ligação da interface entre os dois excelentes, garantindo a durabilidade a longo prazo do produto.
Ao mesmo tempo,em sobremolagem de borracha, essa combinação também se tornou uma das soluções preferidas devido à sua excelente compatibilidade química, e os engenheiros têm grande confiança nela.
Caso 2: Uma forte escolha para produtos automotivos e externos: nylon (PA) + TPE/TPU
Aplicações:Revestimento da maçaneta da porta do carro (aderência confortável), Interface conectora frequentemente conectada e desconectada (sobremolagem por cabo), peças externas que requerem flexibilidade e resistência ao desgaste.
Vantagens:
- O nylon fornece excelente resistência ao desgaste, resistência à corrosão química e resistência à alta temperatura, adequada para condições de trabalho severas.
- Rubrote macio de TPE/TPU especialmente formulado, cobrindo a superfície do nylon,fornece uma camada protetora macia e elástica em contato, peças de atrito e vedação.
Pontos -chave:Embora a combinação seja um pouco mais difícil do que a anterior (é necessário escolher o grau especial certo de borracha macia), uma vez que a partida for bem -sucedida, o efeito e a durabilidade são muito bons.
Caso 3: Guarda de segurança médica e de qualidade alimentar: Silicone Overmolding
Cenários de aplicativos:A borda da máscara respiratória que entra em contato diretamente com a pele, chupeta de bebês, moldes que requerem cozimento em alta temperatura e produtos eletrônicos com requisitos rigorosos para vedações à prova d'água (como relógios inteligentes).
Por que escolher?
O silicone (especialmente o silicone líquido LSR), é naturalmente não tóxico e inodoro, atende aos requisitos de grau médico e alimentar, não tem medo de temperaturas extremas e baixas, não é fácil de reagir com outras coisas e é particularmente macio e elástico.
Lembrete principal:
O silicone é quimicamente incompatível com a maioria dos plásticos duros e não pode ficar firmemente por conta própria! Para alcançar o sucesso, esses dois aspectos devem ser abordados:
- Projete uma estrutura "Snap-On" precisa: as farpas, as ranhuras, etc. nas peças de plástico rígido, para que o silicone possa ser fisicamente bloqueado após a moldagem por injeção.
- Use bem o iniciador:Aumente a superfície de plástico rígido antes da moldagem por injeção.Essa camada de cola pode atuar como uma ponte para melhorar a adesão entre silicone e plástico duro. Nos projetos médicos e impermeáveis que realizamos, esses dois pontos não devem ser desleixados.
Esses casos bem -sucedidos fornecem instruções de design confiáveis. Mas o sucesso ou falha do projeto está nos detalhes: seleção precisa de grau de material, design da estrutura de ligação otimizada, primer e processo correspondentes.
"Normalmente, recomendo que, quando se trata de combinações de nylon ou LSR, é melhor consultar nossa equipe técnica profissional nos estágios iniciais do design. Determinamos em conjunto a combinação ideal de materiais, revisar o projeto estrutural e verificar através da pequena produção de testes em lote para garantir que o produto atenda totalmente aos padrões em termos de função, durabilidade e confiabilidade" "" "

Perguntas frequentes - Respostas a todas as suas perguntas sobre a seleção de materiais
Pergunta 1: Qual é o melhor plástico de moldagem de injeção secundária?
Para ser sincero, não há realmente o melhor absoluto, e os requisitos de função e desempenho do produto precisam ser considerados de maneira abrangente.
- Perseguindo boa sensação e custo-efetividade:ABS é recomendado como substrato, revestido com cola macia TPE. Pode melhorar significativamente o toque enquanto controla efetivamente os custos.
- Requer transparência e resistência ao alto impacto: o substrato de cola dura do PC com cola macia com TPU revestida é uma solução ideal, adequada para aplicações como conchas anti-queda transparentes.
- Preste atenção à resistência ao desgaste e à resistência química: o nylon é recomendado como substrato, revestido com materiais de TPE ou TPU com resistência ao desgaste ou resistência química.
- Aplicações médicasou ambientes de temperatura extrema: a borracha de silicone líquido (LSR) é uma opção, mas seus requisitos de processo são altos e o design da estrutura do substrato precisa ser cuidadosamente selecionado para corresponder.
Pergunta 2: Quais materiais são usados para inserir moldagem?
Isso é respondido em duas partes:
- Inserir material: geralmente peças de metal (como latão, aço inoxidável, liga de alumínio). As folhas de placa de circuito de cerâmica ou impressa (PCB) também podem ser usadas. A inserção é colocada na cavidade do molde antes da moldagem por injeção.
- Seleção de plástico de revestimento:Materiais comumente usados incluem nylon (nylon), PBT, PPS e outros plásticos de engenharia de alto desempenho. A escolha específica depende dos requisitos para resistência à peça, desempenho de isolamento, nível de resistência à temperatura, etc. Por exemplo, as inserções de metal revestidas com PPS são frequentemente usadas para peças do motor que requerem isolamento elétrico de alta temperatura.
Pergunta 3: De que material é o próprio molde feito?
A força principal é aço especial: aços como P20, H13 e S7 são a força principal absoluta. Eles têm alta dureza ou são fortalecidos pelo tratamento térmico, especialmente resistente ao desgaste e resistente ao impacto, apenas para suportar dezenas de milhares ou até centenas de milhares de impactos plásticos de alta e alta pressão.
O que fazer com pequenos lotes ou prova?
Se fizermos apenas algumas centenas ou alguns milhares de amostras, ou o produto ainda está em fase de verificação, a fim de economizar tempo e custo,Às vezes, usamos a liga de alumínio 7075 para fazer moldes.O processamento de alumínio é rápido e o custo do molde é muito menor, mas a vida útil definitivamente não é tão boa quanto os moldes de aço. É adequado para verificação precoce ou não produção em massa.
Resumo
A chave para garantir um processo bem -sucedido de sobremolência é ter uma compreensão profunda das propriedades materiais. A escolha da combinação certa de materiais não apenas garante uma estrutura forte e confiável do produto, mas também melhora significativamente seu valor de mercado e experiência do usuário. Embora o gráfico de compatibilidade seja um ponto de partida importante, a maneira mais eficiente de otimizar realmente o design, alcançar um vínculo forte e evitar riscos é trabalhar com engenheiros experientes.
Deixe a equipe JS iluminar seu produto com sobremolamento!
- Evite tentativa e erro caros: quando se trata de seleção de materiais, os especialistas doA equipe JS pode ajudá -lo a escolher o material certo no início do projeto.
- Otimize o design e a ligação: não selecionamos apenas materiais, podemos otimizar seu design para garantir o efeito de ligação ideal das peças sobrecarregadas.
Obtenha suporte dedicado agora: entre em contato e você irá:
- Receba um PDF gratuito do Overmolding Design Guide (incluindo princípios práticos).
- Fale diretamente com nossos engenheiros para discutir as necessidades do seu projeto em profundidade.
- Encontre a combinação ideal: vamos trabalhar juntos paraEncontre uma solução material com o melhor desempenho e custo para o seu produto.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos.Série JSNenhuma representações ou garantias de qualquer tipo, expressa ou implícita, é feita quanto à precisão, integridade ou validade das informações. Não se deve inferir que os parâmetros de desempenho, tolerâncias geométricas, recursos específicos de design, qualidade e tipo de material ou mão de obra que o fornecedor ou fabricante de terceiros fornecerá através da rede Longsheng. Esta é de responsabilidade do compradorPeça uma cotação por peçasPara determinar os requisitos específicos para essas peças.Entre em contato conosco Saiba mais informações.
Equipe JS
JS é uma empresa líder do setorConcentre -se em soluções de fabricação personalizadas. Com mais de 20 anos de experiência atendendo a mais de 5.000 clientes, nos concentramos em alta precisãoUsinagem CNC, Assim,Fabricação de chapa metal, Assim,Impressão 3D, Assim,Moldagem por injeção, Assim,carimbo de metal,e outros serviços de fabricação única.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração e é certificada ISO 9001: 2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para os clientes em mais de 150 países em todo o mundo. Seja a produção de baixo volume ou a personalização em massa, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolherJS TechnologySignifica escolher eficiência, qualidade e profissionalismo.
Para saber mais, visite nosso site:jsrpm.com
Recurso

