

溶接するといくつかの金属がひび割れ、他の金属がうまく結合するのはなぜですか?なぜアルミニウム合金は、普通の鋼よりも常に溶接するのが難しいのですか?鍵は素材自体にあります。溶接本質的には、熱または圧力を使用して2つの金属片を強く結合するプロセスです。これは、製造、建設、修理部門において非常に重要なプロセスです。しかし、溶接を成功させるための鍵は、材料の選択にあります。すべての金属が容易に溶接できるわけではなく、各材料が特定のプロセスを必要とするようです。
実際、溶接銃の下には3つの重要な材料があります。ベース材料、フィラー材料(溶接ワイヤ/電極)、およびシールドガス。パフォーマンスが誤って選択された場合、パフォーマンスを著しく損なう可能性があります。最終製品の強度とその腐食抵抗はすべて、材料と溶接品質によって支援されています。
市場で溶接できる多くの金属があります:鋼、アルミニウム、銅、チタン、ニッケル合金とその合金は非常に一般的です。多数の材料に直面して、パニックに陥らないでください。アイデアは、あなたのプロジェクトが何を必要とするかを把握することです溶接プロセスあなたは利用します。それらを適切に組み合わせると、処理プロセス全体が自然にうまく進みます。
次に、溶接で最も一般的に使用され、最も信頼できる金属材料について話しましょう。それらの特性を理解することは、時間の試練に耐えることができるジョイントを溶接するための最初のステップです。
コア回答の概要:
| マテリアルカテゴリ | 中心的な役割 | 一般的な例 |
| ベースメタル | 溶接されている本体は、溶接プロセスの基礎を決定します。 | 炭素鋼、ステンレス鋼、アルミニウム合金。 |
| フィラー金属 | 溶けた後、溶接縫い目を満たし、ベース材料を接続すると、その組成が重要です。 | ワイヤー、ロッド。 |
| シールド材料 | 空気を分離して、溶接継ぎ目の酸化と汚染を防ぎます。 | アルゴン、二酸化炭素、はんだフラックス。 |
この記事はあなたの質問に答えます:
- このガイドでは、溶接の3つのコア材料、ベースメタル、フィラー材料(溶接ロッドやワイヤなど)、およびシールドガスに焦点を当てます。
- 次に、どの金属が溶接で最も一般的に使用されているか(鋼やアルミニウムなど)について具体的に説明します。
- そして、溶接ロッド自体が作られたものは何ですか。
- 実際のケースを通じて、ステンレス鋼の溶接は、溶接ワイヤの選択が誤っているために深刻な腐食を引き起こし、材料の一致が重要であることがわかります。
- 最後に、一般的な落とし穴を回避し、重要な質問に答えるために、実用的なマテリアル選択リファレンスリストを整理します。
なぜこのガイドを信頼するのですか? JSの材料科学の観点
JSでは、私たちの毎日の仕事はさまざまな金属に対処し、実用的なものを解決することです溶接の問題たとえば、304ステンレス鋼の溶接の場合、特定のグレードの溶接ワイヤ(ER308Lなど)を使用して、一般的に使用される6061アルミニウム合金を溶接するために、ER4043またはER5356溶接ワイヤを選択し、純粋なアルゴン保護を使用して、ふくれや亀裂を避けます。
これらは本の理論ではなく、溶接トーチの下で繰り返し検証された経験です。
このガイドは、数え切れないほどのプロジェクトサイトにエンジニアが蓄積した深い理解を具体化しています。原因のトラブルが多すぎました間違った材料の選択:ひび割れた溶接、腐食抵抗、さらにはワークピース全体の廃棄。同様に、適切な材料の選択が堅実で信頼性の高い製品をどのように達成できるかを何度も目撃しました。ここで見るのは、溶接部位からのこれらのコアエクスペリエンスです。
「アメリカ溶接協会の元大統領であるウィリアム・イルガンが言ったように、材料を理解せずに溶接は目隠しをして綱渡りの上を歩くようなものです。」
材料の特性を深く理解することは、溶接の信頼性の基礎です。私たちは、あなたがあなたの中をより着実に効率的に歩くのに役立つことを期待して、この知識を実践から共有しています溶接プロジェクト不必要な迂回や損失を避けてください。これはセールスピッチではなく、溶接の実践者としての私たちからのエクスペリエンス移転です。
主人公が表示されます:溶接可能な基本金属
2つの金属片を1つに溶接したいですか?すべての金属がそれほど互換性があるわけではありません。主に「溶接性」化学組成、熱伝導率、熱膨張と収縮の程度の3つのポイントに依存します。
炭素鋼:当然の「主力」
- 機能とアプリケーション:溶接業界で最も広く使用されている材料は、炭素鋼、特にQ235やA36などの低炭素鋼です。優れた溶接性があり、溶接方法(手アーク溶接、ガスシールド溶接など)についてうるさいことはなく、コストが低くなっています。これは、建物のフレーム、パイプラインシステム、および機械装置ベース。
- 専門家のリマインダー:しかし!炭素含有量が増えると(中程度の炭素鋼、高炭素鋼)、溶接の難しさは急激に上昇し、特に簡単に割ることができます。このタイプの鋼を溶接するには、通常、最初にワークを予熱する必要があり、溶接後に熱処理を行う必要がある場合があり、プロセス要件は非常に厳しいものです。
ステンレス鋼:優れたパフォーマンス
- 特徴:一般的な304や316などのオーステナイトのステンレス鋼は、腐食抵抗が一流であり、外観が美しいです。それらは、食品装備、化学パイプライン、または見栄えがする必要がある場所に適しています。
- 溶接の課題:この材料は熱散逸が遅く、加熱すると簡単に拡張できます。その結果、熱は簡単に蓄積されます溶接領域、そして薄いプレートは誤って燃やすことができ、溶接後の変形は非常に深刻な場合があります。したがって、ステンレス鋼を溶接するとき、熱入力を制御することが最優先事項です、およびテクニックとパラメーターを洗練する必要があります。
アルミニウム合金:軽量の「高困難なプレーヤー」
- 特徴:重量は非常に軽いですが、強度は低くありません。飛行機、車、携帯電話、コンピューターケースで見ることができます。それは軽量の追求です。
溶接の課題:
- 頑固な酸化物フィルム:アルミニウムが空気にさらされると、酸化アルミニウムフィルム(Al₂O₃)の層が即座に表面に形成されます。このフィルムの融点は2072°Cになりますが、アルミニウム自体は660°Cで溶けます!このフィルムが溶接前に完全に掃除されていない場合、親素材は一緒に溶けません。これが、交互の電流(AC)がアルミニウム溶接でよく使用される理由です(特にティグ溶接)、この映画を効果的に壊すことができるからです。
- 熱散逸が速すぎる:アルミニウムは非常に速く熱を伝導し、熱は速すぎます。それを溶かして溶融プールを形成するために、必要な熱は溶接鋼の熱よりもはるかに大きくなります。
- 毛穴を簡単に生成できます:液体アルミニウムはスポンジのようなもので、特に水素を吸収しやすいです。固まり、冷却すると、水素は行く場所がなく、溶接部に毛穴が形成されます。したがって、の純度保護ガスそして、ワークピースの清潔さは、毛穴を防ぐための最優先事項です!
JS Companyで私が遭遇したアルミニウム合金溶接の課題は、主に酸化と熱散逸の2つの問題です。
| 挑戦要因 | 溶接難易度の影響を獲得する(1-10ポイント) | 主な衝撃領域 | 一般的なソリューション | データソース |
| 地表酸化フィルム | 9 | 融合の難しさと包含のリスク。 | 厳密な洗浄、機械的/化学処理、通信ティグ。 | AWS D1.2 |
| 高い熱伝導率 | 8 | 溶けるのが難しく、高い入力が必要です。 | より高い電流/電圧、予熱(限定)。 | IIW Doc。 ix |
| 水素誘発性細孔感度 | 7 | 溶接気孔率と強度の弱体化。 | 高純度保護ガス、超きれいなワークピース、制御環境。 | ISO 9692-3 |
注:この評価は、国際溶接研究所(IIW)およびアメリカ溶接協会(AWS)によるアルミニウム合金溶接に関するコンセンサス評価レポートに基づいています。 AWS D1.2、IIW Doc。 IX、ISO 9692-3は関連する標準です。
材料を理解することは、良好な溶接の基盤です。炭素鋼では大量の適切な溶接が必要であり、ステンレス鋼では変形と燃焼スルーを防ぐために細かい熱制御が必要です。アルミニウム合金酸化物膜、熱需要、水素の毛穴の3つの主要な困難を克服する必要があります。
「JSは材料の特性と溶接の場所を非常によく知っています。プロジェクトが強度、腐食抵抗、軽量または費用対効果を追求するかどうか、適切な親素材を選択し、溶接することは成功の核です。材料のリストを準備してください。
魂の役割:フィラー金属の選択
さて、別のことについて話しましょう溶接、フィラー金属(溶接ワイヤ、溶接ロッド)における重要な役割。 2つの親金属をつなぐ「橋」材料と考えることができます。その選択は、溶接の強度、靭性、寿命に直接影響します。権利を選択することによってのみフィラー金属溶接のパフォーマンスを保証できますか。
コア原則:マッチングと超過
フィラー金属を選択するための最初の経験則は、ベースメタルと一致することです。その化学組成、強度、延性などは、溶接しているベースメタルと一致する必要があります。
「「溶接の原則とアプリケーション」によると、溶接の成功は最終的にその最も弱いリンクに依存します。」
したがって、頻繁に頻繁に、フィラー金属を卑金属より少し高く選択します。なぜ?溶接がアセンブリ全体の中で最も強力で強力なセクションであることを確認できるようにします。
典型的なフィラー金属在庫
スチール溶接:
- ER70S-6(MAG/MIGワイヤ):低炭素鋼の溶接用の最も多目的な「すべての取引のジャック」溶接ワイヤ。シリコンとマンガンはそれに合金化されているため、溶接をより滑らかにして滑らかにし、溶接欠陥を減らすことができます。
- E6013(マニュアルロッド):安定したアークで簡単に処理できる非常に汎用性の高いマニュアルロッド。すべてで使用できます溶接位置(水平、水平、垂直、垂直)、エントリポイントが低い。
ステンレス鋼溶接:
- ER308L:最も一般的な304ステンレス鋼を溶接するためだけに使用されます。 「L」とは低炭素を指します。これは非常に重要であり、溶接後に溶接を囲む領域の腐食に抵抗するために効果的に使用できます。
- ER316L:モリブデンを含む316ステンレス鋼をブートするときに溶接します。モリブデンも含まれています、抵抗の改善を提供します塩化物の腐食、および沿岸暴露または化学処理装置に適しています。
溶接アルミニウム合金:
- ER4043:シリコン(SI)含有アルミニウム溶接ワイヤ、最も広く使用されています。溶接プールは優れた流動性を持ち、溶接色は良好で、熱亀裂を作成するのは困難です。
- ER5356:マグネシウムを含むアルミニウム溶接ワイヤ。一般に、一般化された強度と溶接靭性は、一般にER4043よりも高くなっています。もう1つの利点は、ワークピースが陽極酸化された場合、溶接の色が溶接された場合、それと一緒に溶接された色は、ベースメタルに近く、外観がより楽しいことです。
フィラーメタルの選択では、基本材料に似ていることが基礎であり、適切な「高構成」がより信頼性が高くなります。 ER70S-6、ER308L、ER4043などのメインモデルの特性と適用可能なシナリオに精通していることが溶接の鍵です高品質の溶接。
「JSでは、各溶接ワイヤまたは電極の特性を十分に認識しています。材料の選択に絡まないでください。基本材料と労働条件を教えてください。最適な充填ソリューションと正確に一致させるのに役立ちます。」
舞台裏のヒーロー:シールドマテリアル
溶接機として数年間働いていたので、私は1つのことを言うことができます。ベースメタルとワイヤーがどれほど優れていても、良い「保護傘」なしで優れた溶接をすることは困難です。彼らは溶接の舞台裏のヒーローです、無名ですが、不可欠です。今日は、これら2人の舞台裏のヒーローについて話します。
ガスシールド - ティグ&ミグの重要な成分
(1)Pure Argon(Argon、AR):
ステンレス鋼、アルミニウム、チタン、その他の金属のゴールデンメイトです。
純粋なアルゴンが私のゴールデンメイトになっているのはなぜですか?
それはです不活性ガスこれは、高温での化学反応には関与しておらず、溶融プールに非常にきれいな保護環境を提供し、酸化と窒化を事実上除外します。
(2)二酸化炭素(CO₂):
安くはありませんが、アークの安定性は単独で使用されると低く、高溶接スパッタが容易に形成されます。したがって、通常は単独では使用されません。
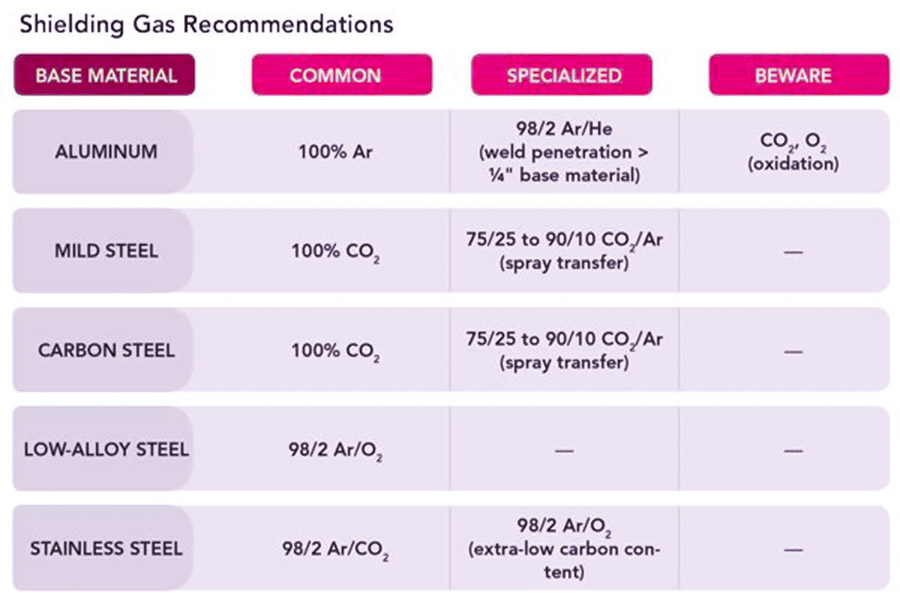
(3)アルゴン/二酸化炭素ブレンド(AR/CO₂ミックス):
- これは、典型的な75%のアルゴンと25%の二酸化炭素で、プレーン炭素鋼(MIG溶接)を結合するために最も一般的に使用されるプロセスです。アルゴン濃度が高いほど、アークの安定性が大幅に向上し、スパッタが減少します。
- Co₂はその目的に役立ちますアークの増加そして、溶融プールの浸透熱により、比較的安価な価格で溶接浸透が大きくなります。
シールドガス特性の比較:
| ガスタイプ | 溶接材料の熟練 | スプラッシングの学位 | アークの安定性 | 相対コスト |
| 100%アルゴンガス(AR) | ステンレス鋼、アルミニウム、チタン。 | ★☆☆☆☆☆(非常に低い) | ★★★★★(非常に安定) | ★★★☆☆(高) |
| 100%co₂ | 炭素鋼(特定のケース)。 | ★★★★★☆(非常に高い) | ★★☆☆☆☆(不安定) | ★☆☆☆☆☆(最小) |
| 75%AR / 25%CO₂ | 炭素鋼(主流の選択)。 | ★★☆☆☆☆(中) | ★★★★★☆(非常に安定) | ★★☆☆☆☆(中) |
データソース:AWS American Welding Societyの公開データ編集。
フラックス:溶接ロッドと水没したアーク溶接の魂
溶接ロッドの外側のコーティング、または粒子が散らばっている水没したアーク溶接(すべて磁束と呼ばれる)は、アークの高温下で溶けて反応し、3つのコアロールを再生します。
- シールドガスの生成:加熱時に崩壊し、形成されたガス分離株は、酸素と窒素を干渉しないように溶融プールを覆う空気を覆います。
- スラグ層の形成:溶けて「スラグ」として知られる液体シェル層を作成し、まだ熱い溶接を覆います。このシェルは、空気を分離することです、そして第二に、溶接がゆっくりと冷却できるようになり、亀裂の可能性が低くなり、溶接の形成と表面仕上げが改善されます。
- 調整金属:いくつかの高度なフラックスには、合金化元素またはデオキシ酸剤が含まれています。これは、溶けたときに溶接金属に混合され、溶接の強度と靭性を改善できます。
「適切なシールドガスとフラックスを選択することは笑い問題ではなく、溶接の品質、効率、さらにはコストにさえ直接影響を与えます。基本材料と溶接ワイヤだけに焦点を当てないでください。これらの保護材料を正しく使用して、テストを実施できるように。
実際の戦闘ケース分析:316Lステンレス鋼パイプの「壊滅的な」腐食
次に、316Lステンレス鋼の誤った材料選択によって引き起こされる「壊滅的な」腐食の本当のケースである私が個人的に経験した費用のかかるレッスンをあなたと共有しますパイプ溶接。これは、溶接の場合、同様の材料を選択する結果が想像力をはるかに超えている可能性があるという生きた証拠です。
顧客の課題:化学プラントでの新しいパイプラインの急速な錆
プロジェクトの背景:化学プラントは新しいキーパイプラインを構築し、輸送した媒体には塩化物が含まれていました。この設計では、塩化物腐食に対する優れた耐性(特に孔食)のために、316Lステンレス鋼の使用を指定しました。
問題:建設チームが溶接しているとき、彼らは一般的に使用されるER308L溶接ワイヤ(通常は304ステンレス鋼の溶接に使用される)を手に持っていました。彼らは、彼らはすべてステンレス鋼だったので、それらは似ているはずだと考えたので、彼らはそれを直接使用してパイプライン全体を溶接しました。
災害:パイプラインが使用されてから3か月も経たないうちに、溶接部の領域に深刻な錆と孔食が現れ、設計寿命の要件を完全に満たすことができず、システムは漏れの危険にさらされていました!
JS障害分析:「本当の犯人」を見つける
ヘルプのリクエストを受け取った後、我々はすぐに失敗した溶接、特に材料組成分析(PMIテスト)の詳細な分析を実施しました。結果は非常に明確です:
モリブデン(MO)はどこに行きましたか?
- 塩化物耐性耐性のための316Lステンレス鋼の「切り札」は、2〜3%のモリブデン(MO)要素が含まれています。しかし、このテストでは、モリブデンがほとんどないことがわかりました。溶接金属!
- 理由は簡単です。建設当事者が使用するER308L溶接ワイヤには、モリブデンが含まれていません。溶接は塩化物の腐食に抵抗するためにキーアーマーを失いました。
- 「バッテリー効果」は破壊を促進します。さらに悪いことに、溶接は(304ステンレス鋼に近い組成物)と基本材料(316Lステンレス鋼)が腐食性培地で電気化学腐食を形成します。 小さなバッテリーのように、モリブデンを欠く溶接(アノードと同様)が犠牲になり、腐食速度が加速されます。モリブデンが豊富な基本材料(カソードと同様)が保護されています。この組み合わせは、溶接領域で急速かつ壊滅的な故障につながります。
重要なデータ比較:基本材料の化学組成、誤った溶接材料、および正しい溶接材料:
| 材料タイプ | cr(%) | ni(%) | MO(%) | C(最大、%) | 基準 |
| 316Lベース材料 | 17-20 | 10-14 | 2.0-3.0 | 0.030 | ASTM A240/A240M |
| ER308L溶接ワイヤ | 18-21 | 9-11 | 0 | 0.030 | AWS A5.9 ER308L |
| ER316L溶接ワイヤ | 18-20 | 11-14 | 2.0-3.0 | 0.030 | AWS A5.9 ER316L |
注:ER308L溶接ワイヤにはモリブデン(MO)はまったく含まれていませんが、ER316L溶接ワイヤは316Lベース材料のモリブデン含有量と完全に一致します。
JSの解決策:間違いを正しくし、防衛ラインを再構築します
(1)隠された危険を完全に排除する:
間違ったER308Lがあるすべての溶接領域溶接ワイヤ使用したものを削除する必要があります。
(2)素材を正確に一致させる:
再溶接にER316L溶接ワイヤを使用することは必須です。 ER316L溶接ワイヤには、溶接接合部の腐食抵抗が316Lの基本材料と完全に一致し、完全な耐食性システムを形成するのに十分なモリブデン(MO)が含まれています。
(3)厳密に制御される品質チェックポイント:
- 倉庫に入る前に溶接材料を検査する必要があります。すべての溶接材料は、倉庫に入る前に材料認証とコンポーネントサンプリングについて検査する必要があります。
- 歓迎後のサンプリング:ポストウェルド非破壊検定(PT/RTなど)およびコンポーネントサンプリング(PMI)が重要な溶接で実行され、リスクがないことを確認します。
結果と反省:小価格、大きな損失
- 最終結果:正しい計画に従って再構築されたパイプラインシステムは、塩化物を含む媒体で長期にわたる安定した操作、優れた腐食抵抗を持ち、設計寿命の要件を完全に満たしています。顧客は非常に満足しています。
- 痛みを伴う教訓:この事故の直接的な経済的損失は、何百万もの再加工コストと深刻な生産遅延です。そして、これのすべての出発点は、単に「似ている」が、1キログラムあたり数ドルしかかからない溶接ワイヤの選択によるものです。この大きな格差は、正確な最大の重要性を深く明らかにしていますマテリアルマッチング溶接中。
重要な啓示:
どのタイプの溶接金属が使用されていますか?
答えは、溶接ワイヤ自体だけでなく、親素材の性能を正確に一致させる完全なシステムです。専門家の中核カスタマイズされた溶接製造材料科学の深い理解にあり、親材料から溶接材料までのすべての選択が正確であることを保証します。ほとんど間違っていると、コストは壊滅的なものになる可能性があります。
「このケースは、溶接材料の選択は、特に腐食性環境に関しては、些細な問題ではないことを警告しています。溶接材料と親材料の化学組成と性能要件に厳密に一致してください。JSには、正確な材料選択提案と信頼できる溶接ソリューションを提供できる専門的な材料と溶接チームがあります。

FAQ-材料選択の質問に答えてください
鋼鉄溶接ロッドを使用してアルミニウムを溶接できないのはなぜですか?
これは絶対に不可能です!理由は簡単です。鋼とアルミニウムの特性は異なっています。それらは、異なる融点、異なる原子配置、異なる電気伝導率を持っています。
鋼鉄の溶接ロッドを溶接アルミニウムに強制すると、高温でよく融合できないだけでなく、非常に脆い化合物を形成します。その結果、あなたが得る溶接はビスケットのように壊れやすくなります。
溶接中に生産される煙は何ですか?それは人体に有害ですか?
溶接中に見られる煙は、実際には、金属の高温融解と溶接材料によって生成される蒸気、ガス、および非常に微細な粒子の混合物です。たとえば、溶接亜鉛メッキシートは亜鉛煙を放出し、溶接ステンレス鋼はクロムやニッケルなどの金属成分を放出します。
この煙は体に絶対に有害です!長い間それを吸い込むと、呼吸器系に深刻な損傷を与え、癌のリスクさえ増加させます。だから不注意にならないでください!どこに溶接しても、サイトが十分に換気されていることを確認し、プロの保護マスクまたは呼吸器を着用してください。
私のプロジェクトに適切な溶接材料を選択する方法は?
- まず、どの金属を溶接するかを把握しますか?これは最も基本的なものです。それは普通の鋼、ステンレス鋼、アルミニウム、または何か他のものですか?材料タイプが決定されると、一般的な方向が決定されます。
- 次に、標準を参照してください!一般的に使用される各金属には、AWS(American Welding Society)標準など、対応する推奨溶接材料モデルがあります。親素材に一致する公式の推奨モデルを見つける必要があります。
- 使用する場所を評価しますか?それは屋内に配置されていますか、雨の中で屋外、高温環境で、または多くの力に耐えなければなりませんか?これらの使用条件は、最終的に選択する特定の溶接材料に直接影響します。
- 専門的な技術サポートを求めてください:複雑な労働条件や不確実性がある場合は、必ず溶接エンジニアに相談してください。間違った材料の選択は、溶接障害を引き起こす可能性があり、材料マッチング検証サービスを提供できます。
まとめ
溶接の成功の中核はです正確なマッチング材料の。使用するベース材料の特性、溶接ワイヤと溶接ロッドを一致させること、さらにはシールドガスの比率でさえ、各ステップは最終溶接の品質に直接影響します。材料間の相互作用を真に理解することは、プロの製造とアマチュアの試みを区別するための重要な兆候です。
溶接する資料についてまだ心配していますか?それがあなたのプロジェクトの欠点にならないでください!
JSでは、熟練した溶接機だけでなく、材料特性に熟練したエンジニアのグループも持っています。あなたのワークピースはどの環境で使用されますか?どのくらいの力に耐える必要がありますか?腐食防止または高温抵抗?お客様のニーズを分析し、溶接材料ソリューションのセット全体を正確に一致させ、明確で提供します透明な引用。
今すぐお問い合わせ!JSが適切な材料を使用して、強力で耐久性のある優れた製品を溶接するのに役立ちます。

免責事項
このページの内容は、情報提供のみを目的としています。JSシリーズ情報の正確性、完全性、または妥当性に関して、明示的または黙示的な表明または保証はありません。サードパーティのサプライヤーまたはメーカーが、Longshengネットワークを介してパフォーマンスパラメーター、幾何学的許容範囲、特定の設計特性、材料品質と種類または仕上がりを提供することは推測すべきではありません。それは買い手の責任です部品の見積もりが必要ですこれらのセクションの特定の要件を特定します。詳細については、お問い合わせください。
JSチーム
JSは業界をリードする会社ですカスタム製造ソリューションに焦点を当てます。私たちは5,000人以上の顧客と20年以上の経験があり、高精度に焦点を当てていますCNC加工、板金製造、3D印刷、射出成形、金属スタンピング、その他のワンストップ製造サービス。
当社の工場には、100を超える最先端の5軸機械加工センター、ISO 9001:2015認定が装備されています。世界中の150か国以上の顧客に、高速で効率的で高品質の製造ソリューションを提供しています。少量の生産であろうと大規模なカスタマイズであろうと、24時間以内に最速の配送でお客様のニーズを満たすことができます。選ぶJSテクノロジーこれは、選択効率、品質、プロフェッショナリズムを意味します。
詳細については、当社のウェブサイトをご覧ください。jsrpm.com
リソース

