

毎日の必需品から建物や橋まで、私たちの周りのほとんどすべてが分離することはできません溶接。溶接機が機能しているとき、私たちは皆、見事な火花を見ましたが、溶接はどのように機能しますか?金属を一緒に貼り付けるだけですか?全くない!
溶接はその火花以上のものです。本質的に、それは深遠です冶金プロセスこれにより、2つの別々の金属片が原子レベルの新しい完全な全体に変わります。簡単に言えば、高温、高圧、またはその両方を使用して、金属の接触部分を融合します。冷めると、非常に強力な接続ポイントが形成されます(溶接と呼びます)。この原子レベルの再構築を理解することは、すべての溶接プロセスを理解するための鍵です。
したがって、溶接は建設と製造の骨格、特に鋼構造です。カット金属部品を必要な形状とサイズに確実に接続できます。実際には、高頻度の振動摩擦を使用して材料を接続するために熱を生成する超音波溶接など、多くの方法があります。さまざまなアプリケーションで、適切な溶接方法を選択すると、最終的な品質と効率に直接影響します。
コア回答の概要:
| コアの問題 | 簡潔な答え | 重要なテクノロジー |
| 溶接の本質は何ですか? | 加熱、圧力、または両方の組み合わせにより、ワークピース材料は原子間結合を実現できます。 | 冶金、熱力学。 |
| 最も一般的な溶接方法? | アーク溶接は、電気アークによって生成される高温で金属を溶かすプロセスです。 | Mig、Tig、Stick。 |
| 溶接の目標は何ですか? | ベースメタルよりも低く(またはさらに高くない)強度を持つ欠陥のない溶接を形成します。 | プロセス制御、材料科学。 |
この記事はあなたの質問に答えます:
- このガイドでは、私はあなたを溶接の中心に連れて行きます。原子レベルで金属が実際に融合し、その基本原則を理解する方法を探ります。
- 最も人気のあるアーク溶接に焦点を当て、その背後にある電気的および物理的なプロセスを明らかにします。
- 実際のケースは、間違った溶接プロセスを選択することの深刻な結果を示しています。
- 最後に、典型的な溶接操作を解体し、最も混乱する一般的な質問に答えます。
なぜこのガイドを信頼する必要があるのですか? JSの溶接ワークショップからの実際の記録
正直に言うと、溶接は、2つの金属を私たちのために接続するだけではありません。それはプロジェクト全体の交差点に似ています、そして成功または失敗の鍵はしばしばここにあります。
Tig溶接を毎日使用して、そのような均一で美しい魚のスケールパターンで溶接した304ステンレス鋼を作る方法について考えています。また、使用方法も知っています水没したアーク溶接厚い構造鋼に効率的に浸透します。最終分析で提供される溶接サービスは、あなたのものが強く、耐久性があり、使用できることを約束することです。
このガイドのことは本からコピーされていませんが、私が毎日ワークショップで得た本当の経験。私たちは、精密機器の米粒よりも小さい小さな溶接スポットから、工場の全体をサポートする大きな鋼フレームまで、すべてを溶接しています。本理論と現場での実際の操作の違いを知っています。
「溶接業界の当局であるオメル・ブロジェット氏は、次のように述べています。優れた溶接品質は、詳細の正確な制御に根ざしています。」
したがって、ここで読んだすべてのキーポイントとすべての手法は、繰り返し実践および検証した信頼できる方法です。これらを共有して、すべての溶接が硬く、信頼性が高く安全であることを確認するのに役立ちます。これは製品の品質だけでなく、私たちのエンジニアおよび溶接機。
溶接の顕微鏡の世界:金属原子が「手を取り入れる」とき
JSの溶接エンジニアとして、顕微鏡の世界についてのドキュメンタリーを見るのと同じように、溶接中に金属内で起こる素晴らしい変化についてお話したいと思います。ズームインして、100万分の1ミリメートルまで、そして溶接における金属原子の重要な変化を観察します。
溶融プール:金属融合のコアエリア
その熱が時を想像してみてください溶接ガン金属接合部に集中しています。これは、局所的に小さな超高温炉を照らすようなものです。この炉は、私たちが溶融プールと呼ぶものです。
この溶融プールでは、元々固体の親材料(溶接したい2つの金属片)の端と、加えられた溶接ワイヤまたは溶接ロッド(フィラー金属)を加熱し、液体金属に溶かします。
最も重要な瞬間が来ました:親材料とフィラー金属からの原子は、この液体の「溶けたポット」の元の格子構造を完全に壊し、完全に拡散して混合します。それらはもはや単一の金属に属していませんが、新しい接続を形成する準備をしています。
冷却と結晶化:新しい金属構造の構築
溶接ガンが除去されると、熱が消散し始め、溶融プールが冷却され、固化し始めます。
まだ液体の中で自由に動いていた原子は、温度が低下するにつれて減速し始めています。彼らは最も安定した配置を探し始め、新しい小さな金属結晶を形成し始めます。
このプロセスを完全に理解できます。溶接位置!この新しい金属片は、2つの親素材間のリンクです。
なぜこのプロセスがそれほど重要なのですか?
溶接の機械的特性に直接的な影響を与えるからです!強さ、靭性、および内部欠陥がある場合。冷却が速すぎる場合や不利な状態が多すぎる場合、原子構造に問題が発生する可能性があります。原子構造は、毛穴や亀裂のような欠陥を簡単に形成する可能性があります。
ガスとフラックスのシールド:溶融プールへの本質的な障壁
熱での溶融金属の化学的活性は非常に活性であり、空気中で利用可能な酸素(O₂)および窒素(n₂)と容易に反応します。
これらは酸化物と窒化物を形成するか、金属内にガス自体を閉じ込めて毛穴を形成します。これらは溶接内の応力領域になり、溶接の強度、靭性、腐食抵抗を深刻に分解します。
空気の分離が鍵です:すべての主流に「ガーディアン」を装備しています溶接方法:
- ガスシールド溶接(例:TIG、MIG/MAG):不活性ガス(Argon ARなど)または活性混合ガスを使用して、溶融プールを周囲の空気から分離するための安定した気流バリアを生成します。
- 水没したアーク溶接:粒状フラックスを使用して、溶接領域を保護します。融解すると、フラックスは液体スラグ層を形成し、同時に保護ガスを生成します。これは、空気の断熱も提供し、溶融プールの純度を保証します。
そして今、あなたは見ることができます、溶接は2つの金属を一緒に貼り付けることの問題以上のものです。顕微鏡下では、原子再結合党です。溶融プールがどのように作成されているか、固化と結晶化の原則、保護技術の重要な役割を理解することは、私たちができる基礎です品質を制御します溶接の。
「JSでは、これらの詳細に毎日焦点を当て、理論を堅実で信頼できる溶接に変換します。プロジェクトに構造的な強さと生命に関する厳格な要件がある場合は、私たちと話をして、溶接の課題を一緒に克服してください。」
主流の溶接プロセス分析:アークのパワー
今日は、話すつもりですアーク溶接、現代の製造の礎石!溶接の原理が類似している場合、なぜそんなに異なる方法があるのですか?キーは、それらが熱を生成し、溶接プールを保護する方法にあります。アーク溶接は、効率的で信頼性が高いため、最も広く使用されています。基本から説明させてください。
アーク溶接はどのように機能しますか?
- 溶接機は、高度に制御可能な短絡ツールと考えることができます。私の手に溶接トーチの先端と金属のワークピースの間に電気回路が作成されます。電流は高くなりますが、電圧は低いです。
- 溶接トーチがワークピースに近い場合、電流が空気を飛び越えて非常に明るいアークを形成します。アーク温度は数千度まで急上昇し、すぐに金属を溶かします。要するに、それは電気の力を使用して金属を溶かし、強い溶接を形成します。
4つの主流アーク溶接プロセス
これらを紹介しますポイントの4つの一般的な方法。 それでは、各プロセスの特性と、JSでそれらをどのように使用するかについて話させてください。
(1)MIG/MAG溶接(GMAW):
- コア機能:この方法は高速で労働力です。溶接ガンは、自動的かつ連続的に金属溶接ワイヤを電極として供給できます。フィラー金属、同時に、溶融プールを覆うためにガスを噴霧して、空気が乱れないようにします。
- 利点:非常に速い速度で、比較的簡単に動作しやすく、特に大量生産や長い溶接に適しています。溶接品質は安定しており、スパッタは比較的制御可能です。
- JSアプリケーションシナリオ:ワークショップでの大規模な構造部品とフレーム溶接の場合、またはより速い速度を必要とする製造タスクの場合、MIG/MAGを選択します。
(2)TIG溶接(GTAW):
- コア機能:それは精度とシンプルさの場合です。アークを形成して電極として溶けないタングステン合金ロッドを利用します。溶融プールは、不活性シールドガスによって保護されています(ほとんどの場合、純粋なアルゴン)。溶接機は、アークを制御するために片手で溶接トーチを保持し、もう片方の手で必要なときに手動で溶接ワイヤを追加する必要があります。
- 利点:溶接は非常にスパッタリーで清潔です。非常に薄い金属で溶接していない金属を溶接することができます。これは、高溶接品質要件エリアで最良の最初の選択肢です。
- JSアプリケーションシナリオ:薄いプレート、圧力パイプ、高い外観要件を備えたコンポーネント、またはステンレス鋼とアルミニウム合金を処理する必要がある場合、ティグ溶接常に私の最初の選択です。より多くのテクニックが必要ですが、結果は価値があります。
(3)手動アーク溶接(SMAW /スティック溶接):
- 主な機能:柔軟性と汎用性のマスター。表面コーティングされた溶接ロッドを電極として使用します。コーティングが燃え尽きると、シールドガスとスラグを放出して、溶けたプールを包み込むことでシールドします。
- 利点:環境要件が最も低い最も単純で最も軽い機器は、屋外、高高度、またはメンテナンスサイトで最も汎用性があります。実質的にすべての一般的な構造鋼を溶接することができます。
- JSアプリケーションサイト:マニュアルアーク溶接の柔軟性は、オンサイトの設置、機器の修理、または一部の場合は貴重です溶接角度掃除が難しいです。これは、すべての場所の緊急時計画です。
(4)水没したアーク溶接(のこぎり):
- コア機能:厚いプレート溶接用の「メイン機器」。弧は粒状フラックス層の下で燃え、アークライトは完全に見えません。フラックスは溶けて保護スラグとガスを形成します。
- 利点:非常に深い浸透、迅速な溶接速度、良好で安定した溶接品質、ほとんど飛び散って煙はありません。特に長い直線溶接または円形溶接の自動溶接に適しています。
- JSアプリケーションシナリオ:厚いスチールプレート(大きな貯蔵タンクや重機のベースなど)を溶接するタスクに直面したとき、水没したアーク溶接は、効率と品質を改善するための鍵です。通常、固定ステーションで使用されます自動機器。
どのアーク溶接プロセスを選択するための鍵は、さまざまな方法で熱を制御し、溶融プールを保護することです。これらの溶接方法の原則と特性を理解することは、プロジェクトで最も適切なツールを選択するのに役立ちます。
「JSでは、プロジェクトの要件に応じてこれらのプロセスを柔軟に使用します。実際の操作またはアプリケーションについて詳しく知りたい場合は、お気軽に通信してください。練習は溶接テクノロジーをマスターする鍵です。」

実用的なケース分析:圧力容器の溶接の悲劇と再生
私が個人的に経験した実践的なケースを共有したいと思います。このプロジェクトは、私たちに深い教訓を教えてくれました。圧力をかける機器の誤った溶接プロセスを選択することは、時限爆弾を埋めることに等しいです。
顧客の課題:頻繁なオイル漏れを伴う油圧オイルタンク
カスタマイズされたバッチのエンジニアリング機械メーカーに会いました油圧オイルタンク独自のワークショップで制作された問題には問題がありました。タンクは、2MPaの設計された作業圧力を備えた4mmの厚さQ345高強度鋼板で作られていました。締め切りを満たすために、彼らのワークショップはプロセス全体でMIG溶接を使用して、すべての縫い目を溶接しました。
アイデアは非常に直接的でした:MIG溶接は高速で効率的です。残念ながら、現実はこのようではありません。圧力試験中、タンクの約30%が溶接近くに漏れがあり、その後の疲労試験で直接ひび割れさえしました。
JSの診断:失敗の根本原因を見つけます
顧客は分析のために私たちのところに来ました。失敗した溶接の詳細な検査を実施し、2つの主要な犯人を見つけました。
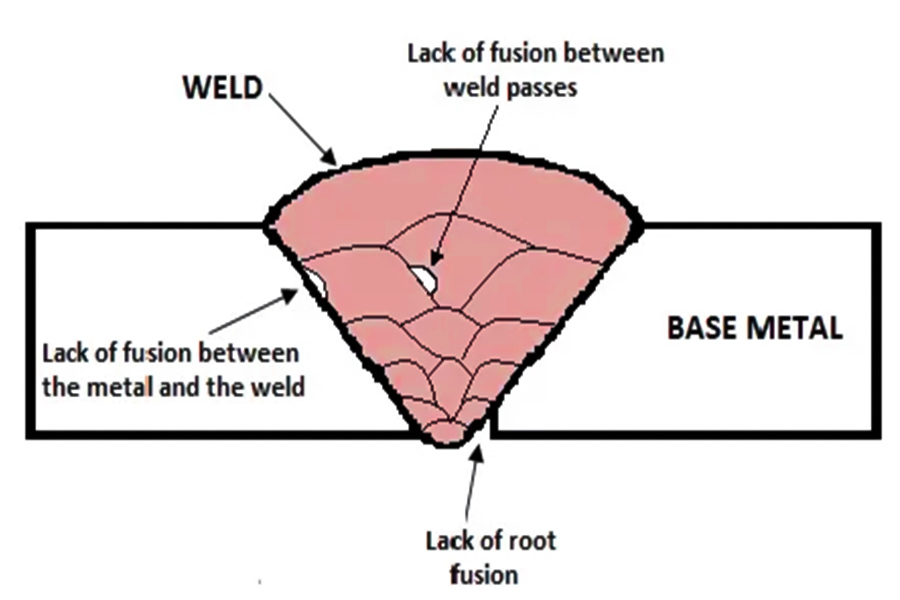
- 不完全な貫通:溶接は表面でよく見えますが、Tジョイントの重要な根では、金属は完全に融合していません!それは、2つのレンガの間にモルタルの薄い層しかないようなものであり、まったく圧縮されていません。 2MPaの圧力の下で、この弱点は自然な亀裂の出発点になり、すべてのストレスがここに集中します。
- 気孔率:スピードアップするために、オペレーターは溶接ガンを速すぎて移動し、シールドガス溶融プールを覆わず、空気が入ることができます。その結果、ハニカム石炭のように多くの小さな毛穴が溶接に残され、溶接の密度と全体的な強度を大幅に弱めます。
| 障害モード | 発生の理由(不適切なプロセス) | 圧力ベアリングコンポーネントへの致命的な影響 |
| 浸透不足 | MIG溶接速度が速すぎて熱が不十分です。 | 自然亀裂の出発点が形成され、応力は非常に濃縮されています。 |
| 気孔率 | 過度の溶接速度は、保護ガスのカバレッジが不十分になります。 | 溶接継ぎ目の密度を減らし、負荷をかける容量を大幅に弱めます。 |
分析ベース:アメリカ溶接協会(AWS)D1.1構造溶接の仕様と故障分析の経験
「溶接の信頼性に関する当局であり、MITの教授であるトマス・ウィ・グリツィン博士が強調した:圧力をかける溶接の耐用年数の80%は、表面形成ではなく、根溶接の品質と完全性に依存します。」このケースは、この主張の証拠です。」
JSソリューション:TIGプライマー + MIGフィラーのプロセス最適化
理由を見つけた後、私たちは単一のMIG溶接ソリューションを決定的に放棄し、TIGプライマー + MIGフィラーのプロセスの組み合わせを採用しました。
ステップ1:TIGプライマー - ルートの品質を確保します
- すべてのジョイントのルート溶接には、TIG溶接(タングステン不活性ガスシールド溶接)を使用します。速度はMIGよりもはるかに遅いですが、TIG溶接の熱とアークは非常に制御可能です。
- コアの目的:根の100%の浸透を確保して、均一で密な塩基性溶接を形成します。家を建てるための基礎を築くように、それは絶対にしっかりしているに違いありません。
ステップ2:MIGフィラー溶接 - 全体的な効率を改善します
- Tigが堅実で信頼できる基盤を築いた後、使用してくださいMIG溶接その後の充填溶接とキャップ溶接を迅速かつ効率的に完了します。
- コアの利点:MIG溶接の高速充填速度と高効率を活用するだけでなく、ベース溶接における融解と保護が不十分なという欠点を完全に回避します。同時に、MIG気孔率の問題は、TIGベースの浮上により大幅に減少します。
ステップ3:厳格な品質管理
すべてが絶対確実であることを確認するために、最終的な必須受け入れ基準に100%X線欠陥検出(RT)を含めました。内部に欠陥があるかどうかは一目で明らかであり、隠された危険はありません。
最終結果:悲劇からゼロ漏れまでの信頼できる再生
- ゼロリーク目標が達成された:新しいプロセスを使用して製造されたすべての燃料タンクは、一度に厳密な4MPA(作業圧力の2倍)静圧テストと疲労寿命テストに合格し、漏れがゼロになりました!
- コストの最適化:ただし溶接時間単一のピースの増加は約15%増加しました70%から100%に急増した製品資格率。 高価なリワーク、廃棄コスト、潜在的な安全性の膨大なリスクは完全に回避され、包括的な製造コストが効果的に削減されました。
このケースは、溶接は特に圧力容器でしっかりと溶接を意味するものではないことを血まみれに示しています。プロセスを選択するときは、速度だけを見ることはできませんが、アプリケーションシナリオの重要なニーズを考慮する必要があります。の組み合わせを通してTig Primer + Mig Filling、品質と効率を正確にバランスさせます。
「JSでは、安全はコストではなく、最も中核的な投資であると固く信じています。主要なコンポーネントが溶接の課題に直面している場合は、特定のニーズと問題点を抱えておくことをheしないでください。」
FAQ-溶接に関するすべての疑問を解決します
溶接とろう付け(ろう付け)違いは何ですか?
溶接とろう付けの違いは何ですか。
- 溶接は、2つの金属(親金属)を加熱して、溶けるまで接続し、溶接ワイヤが高強度のジョイントに融合するようにすることです。
- ろう付けは異なります。親の金属は溶けません。それは、より低い融点(ろう付けフィラー金属)を備えた金属を使用して、接着剤のような密着したギャップに溶け込み、浸透します。したがって、溶接されたジョイントは通常、ろう付けされたジョイントよりもはるかに強いです。
自分で溶接を学ぶことはできますか?ステップバイステップを開始する方法は?
もちろんできます!しかし、安全は絶対的な前提条件です。あなたのための基本的な手順を分解させてください:
- 最初に安全:溶接の前に、プロのマスク、厚い手袋、炎の遅れのある作業服を着用する必要があります。適切な換気と可燃性の材料がないようにしてください。
- 徹底的に清掃:金属表面を拭いて徹底的に溶接し、油、錆、塗料を除去します。そうしないと、溶接は強くありません。
- 機器の調整:溶接中の金属の種類と厚さに応じて、溶接機の電流と電圧を慎重に調整します。たとえば、薄い鉄板には低電流が必要です。
- 実践的な溶接:火を照らした後(アーク開始)、手を安定させてください!ワークピースから溶接ロッド/タングステンの距離(アークの長さ)と移動速度を制御し、一定の速度で線を描くように動かします。
- 溶接後の検査:溶接後、溶接スラグをノックオフし、溶接をよく見てください。それは均一で十分に強いですか?毛穴やアンダーカットはありますか?
重要なリマインダー:初心者が最初に正式なトレーニングクラスに登録するか、自分で練習する前にそれらを導くマスターを見つけることを強くお勧めします。安全性は常に最初に来ます!
なぜ溶接が元の金属よりも強い時々強いのですか?
主に2つの理由があります。
- より強力なフィラー材料:溶接が特別に設計されているときに使用する溶接ワイヤまたは溶接ロッド、そしてそれ自体の強度は通常、私たちが溶接する親ピースよりも高くなります。
- 溶接熱は金属構造を変化させます。溶接プロセス中に、小さな領域は瞬時の加熱と非常に迅速な冷却を経験しました。この急速な変化により、固化後の溶接の内部構造が非常に細かく密度が高く、自然に強くなります。
もちろん、前提は、溶接プロセス全体が標準化されており、コールド溶接や毛穴などの問題はないということです。
まとめ
溶接、金属を接続するこの古代の芸術、現代の製造業の真のスキルです。それは単純な融合以上のものです。これには、材料特性、電気原理、オペレーターのスキルの深い蓄積が含まれます。それがどのように機能するかを理解し、正確に一致します溶接プロセスあなたのプロジェクトは、製品の品質、安全性、信頼性、長寿命を確保するための基礎です。
行動を起こしてください!
溶接を製品の短いボードにしないでください。間違ったプロセス選択が隠された危険を埋める可能性があります。
JSチームは何ができますか?
溶接エンジニアと認定溶接機を経験しました。フルプロセスサービスを提供します、大規模な構造の強力な溶接まで繊細な操作を必要とするTig溶接から。
今すぐお問い合わせくださいあなたの特定のニーズについて話すために!
- 私たちが提供できるもの:私たちは金属と火花を私たちの専門知識と経験と組み合わせて、あなたのために強くて耐久性のある製品を作成します。
- そしてもちろん、明確で現実的な金属溶接の引用!

免責事項
このページの内容は、情報提供のみを目的としています。JSシリーズ情報の正確性、完全性、または妥当性に関して、明示的または黙示的な表明または保証はありません。サードパーティのサプライヤーまたはメーカーが、Longshengネットワークを介してパフォーマンスパラメーター、幾何学的許容範囲、特定の設計特性、材料品質と種類または仕上がりを提供することを推測すべきではありません。それは買い手の責任です部品の見積もりが必要ですこれらのセクションの特定の要件を特定します。詳細については、お問い合わせください。
JSチーム
JSは業界をリードする会社ですカスタム製造ソリューションに焦点を当てます。私たちは5,000人以上の顧客と20年以上の経験があり、高精度に焦点を当てていますCNC加工、板金製造、3D印刷、射出成形、金属スタンピング、その他のワンストップ製造サービス。
当社の工場には、100を超える最先端の5軸機械加工センター、ISO 9001:2015認定が装備されています。世界中の150か国以上の顧客に、高速で効率的で高品質の製造ソリューションを提供しています。少量の生産であろうと大規模なカスタマイズであろうと、24時間以内に最速の配送でお客様のニーズを満たすことができます。選ぶJSテクノロジーこれは、選択効率、品質、プロフェッショナリズムを意味します。
詳細については、当社のウェブサイトをご覧ください。jsrpm.com
リソース

