

みなさん、こんにちは、私はJSのエンジニアです。 2008年に最初に始めたとき、私はまだドイツのワークショップで低圧鋳造機の運用を初めて見たことを思い出します。溶融アルミニウム合金は徐々に呼吸のように上昇し、最終的に複雑なシリンダーヘッドカビを高精度で満たしました。その瞬間、プロセスの創意工夫と効率性は私に大きな印象を与えました。
15年が経ちました、低圧鋳造はすでに私にとってよく知られたツールです。今日、私は私のエンジニアの眼鏡を着て、製造サークルに革命をもたらしたこの精密プロセスを観察するためにあなたを連れて行きます。
低圧キャストとは何ですか?
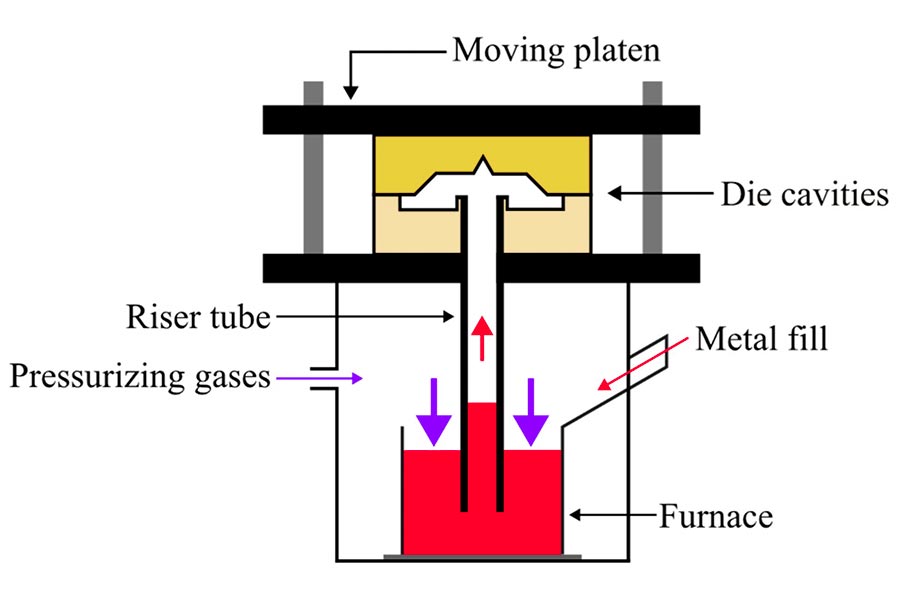
低圧鋳造を実行するとき、圧縮空気を使用して主に電力を供給します。この空気を下の閉じた断熱炉を通り、溶融金属の液体表面に作用させます。これにより、炉と上記のカビの空洞の間に圧力勾配が作成されます。
この低圧(高圧ダイキャスティングのそれよりもはるかに低い)の下で、溶融金属が押され、ライザーに沿って上昇します滑らかな方法でカビの空洞を埋めます。金属を充填した後、空気圧を少し上げます。これにより、溶融金属は、ゲートからゲートまで最も遠い場所から整然とした方法で冷却し、結晶化し、固化することができます。鋳造が完全に固化した後、空気圧が放出されます。現在、ゲートやライザーでまだ固化していない溶融金属は、下の炉に流れます。
低圧鋳造プロセスでは、圧力、時間、速度、温度がすべて制御可能です。私たちの金型は何度も再利用することができますが、内部の欠陥を避けるために金属が遠端からゲートまで固化できるように、設計段階で熱バランスを特別に対処する必要があります。
「低圧鋳造と他のプロセスの重要な違いは、制御された空気圧を使用して、滑らかな充填と下から上への溶融金属の方向性凝固を実現することです。」 - アメリカ鋳造協会(AFS)「キャスティングメタルハンドブック」
何ですか基本的低圧鋳造の動作プロセス?
ステップ1:金型を準備します
- まず、金型を準備することから始めます。この型(通常、砂型よりもはるかに耐久性がある永久鋼型)は、最終製品の形を決定します。
- 金型の温度がアルミニウムの融点に近いが、それよりも高くないように、金型の予熱が必要であり、冷たいカビが高温のアルミニウム水と接触して「熱衝撃」を生み出すのを防ぎます。時には、酸化からカビの表面を精製するために、いくつかのフラックスが噴霧されることがあります。
- 型はしっかりと密閉されている必要があり、ガスが逃げることはできません。デガスなど、キャスト前に実施する必要があるいくつかの小さな手順があります。
ステップ2:アルミニウム水を入手します
- アルミニウムのインゴットを炉内のアルミニウム水に溶かし、融点をわずかに上回る温度に加熱します(たとえば、アルミニウムは710-720℃まで加熱する必要があります)。
- アルミニウム水は、金型の下の断熱炉(またはるつぼ)に注がれます。そこでは、温度を一定に保ち、不純物を同時に除去できます。この炉は、フィルター付きの魔法瓶のようなものです。
ステップ3:圧力鋳造
- 断熱炉のガスを加圧します。圧力は高くなく、おそらく20〜100 kPa(これは車のタイヤ圧のほぼわずかな部分です)。
- この穏やかな圧力は、炉(ライザー)の上向きのチューブから密閉されたカビの空洞に溶けたアルミニウムを連続的に押し続けます。飛び散はありません、それは非常に安定しています。
- 溶融アルミニウムがカビのすべての詳細を占めるようにするために圧力が維持されます。一方、金型内の過剰なガスは、提供された排気穴から簡単に逃げます。
ステップ4:固化とデモンディング
- 溶融アルミニウムはゆっくりと固まり、カビの中で硬化します。圧力は全体的に維持されるため、アルミニウムは収縮すると常に供給され、内部収縮収縮空洞を減らします。このプロセスにより、溶融アルミニウムは力でカビの形を刻印することができます。
- 溶融アルミニウムが完全に固化したときに、保持炉の空気圧を手放しました。
- 型を開けて、まだ温かいアルミニウムの低圧鋳造部分を取り出します。
ステップ5:後処理
- 削除されたばかりの部品の端は、バリとフラッシュが付いている可能性があり、私はそれらをきれいにする必要があります。
- 要件に従って、この低圧鋳造は、2回粉砕または研磨する必要がある場合もあります。
- カットゲートの素材とスクラップを無駄にしません。リサイクルのために収集して溶かします。
低圧鋳造にはどのくらいの投資が必要ですか?
アルミニウム合金の低圧鋳造にはどれだけの投資が必要かをよく尋ねられます。これは確かに非常に重要です!次に、私はそれについていくつかの重要なポイントで話します:
1。機器が最も高価です
私の個人的な経験では、アルミニウム合金の核心低圧鋳造部品は機器の投資です。特別なキャスティングマシンが必要です。新しいマシンの場合、小さなアルミニウムの低圧鋳造工場は70,000米ドルから始まり、大規模な工場は数百万以上かかる場合があります。中古のものは安価になる可能性がありますが、リスクは高く、その後のメンテナンスはより多くの費用がかかる場合があります。
さらに、金型、制御システム、安全装置などのアクセサリーを忘れないでください。これらは一緒になって、総機器コストの半分を簡単に説明できます。要するに、機器の投資は生産目標に依存します。生産が小さい場合、お金は節約され、生産が多い場合、より多くのお金が費やされます。
2。原材料のコストを過小評価しています
素材について話す、アルミニウム合金は、アルミニウム合金の低圧を鋳造するときのヒーローです。上記の表に示されているように、アルミニウム合金インゴットの世界価格はLMEとまっすぐ相関し、国内の購入価格は通常、LMEと税と貨物を指します。ヨーロッパで生産している場合、材料コストは中国(貨物 +関税)よりも約15%多いので、事前に検討してください。
3。会場と施設
会場なしでは処理を開始できません。投資は、良い工場やワークショップを見つけることです。家賃は場所によって異なります。第一層の都市の場所の家賃は10,000元から始まり、小さな都市では数千人で達成可能です。電力源と水源の変換を忘れないでください。これらの固定費は安価ではありません。たとえば、デバイスに対応するために電源システムをアップグレードするには、数万元のコストがかかります。リースされた土地が仕様を満たしていなくても、莫大な費用を改装する必要があります。
4。マンパワーと営業費用
スタッフの費用は無視できません。少なくとも数人の熟練労働者と技術者を雇うことをお勧めします。普通の労働者は月に5,000元から始まり、技術監督者は数万人かもしれません。小さなチームの人件費は少なくとも100,000〜200,000元を持っています。営業費用には、毎日の機器のメンテナンス、トレーニング料金、保険、環境保護許可が含まれます。これらの雑多な費用はすべて、月額約5,000元です。この投資を気の毒に思わないでください。長期的には、優秀な従業員は損失を減らすことができます。
5。総投資の見積もりと重要なヒント
一般に、アルミニウム合金低圧鋳造プロジェクトの最小投資は約200万人であり、これはゼロから始めると現実的な出発点です。ただし、低コストで入力する場合は、中古機器と小規模操作を500,000人民元未満に減らすこともできます。
これは一度限りの支払いではなく、分割払いに投資する方が安全だと強調しています。ロジックは非常に簡単です。機器、材料、会場、および人材は密接にリンクされています。良い早期計画は大量のお金を節約できます。最後に、市場調査を忘れないでください。投資収益率は10%から20%です。利益を見るには、このビジネスに長い間固執する必要があります。

低圧鋳造は、重力ダイキャスティングとどのように比較されますか?
1。本質的な違い:溶融金属の「原動力」の競争
| 寸法 | 低圧鋳造 | 重力ダイキャスティング |
| ドライビングフォースソース | 制御可能な空気圧(0.1-0.5バー) | 純粋な重力(外力なし) |
| 充填方向 | 下から上へ(ライザー→キャビティ) | 上から下へ(ゲート→空洞) |
| 金属フロー状態 | 層流(乱流のない滑らか) | 簡単な乱流(ガス閉じ込めのリスクが高い) |
低圧鋳造の「圧力送達」は本質的に制御された物理プロセスであり、重力鋳造は自然の重力に依存しています。これは、狭いプロセスウィンドウと敏感な変動を意味します。
2。コアインジケーターの比較(実際の生産データに基づく)
| パラメーターを評価します | 低圧鋳造 | 重力鋳造 |
| 寸法精度 | ±0.1-0.3mm(CT4-CT5レベル) | ±0.3-0.5mm(CT6-CT7グレード) |
| 表面粗さRA | 3.2-6.3μm(機械加工に近い) | 6.3-12.5μm(追加のサンドブラスト処理が必要) |
| 気孔率 | ≤1%(X線検査グレードA) | 2-5%(厚い領域は基準を超える傾向があります) |
|
抗張力
|
240-280 MPA | 200-230 MPa |
| 伸長率 | 8-12% | 4-7% |
| 材料利用率 | 90-95%(ライザーなし) | 60-75%(収縮を補うために大きなライザーが必要です) |
| カビの寿命 | 80,000〜150,000サイクル(熱疲労はボトルネックです) | 150,000〜300,000回(高電圧の衝撃なし) |
3。生産経済の比較
低圧鋳造の隠れたコストの利点:
場合:新しいエネルギー車両モーターハウジングプロジェクトでJSカンパニーの:
▶後低圧鋳造:純重量12kg、空白の重量13kg(使用率92%)。
▶︎重力鋳造:純重量12kg、空白の重量18kg(33%のRiserアカウント)。
結果:単一のピースの材料コストは25%削減され、100,000個の年間生産により600トン以上のアルミニウム合金が節約されます!
重力鋳造の明示的なコストの利点:
| コストアイテム | 低圧鋳造 | 重力鋳造 |
| 機器投資 | ¥ 8〜200万(断熱炉を含む) | 2〜500万円 |
| 金型開発サイクル | 3〜6か月(熱バランスシミュレーションが必要) | 1〜3か月(単純な構造) |
| シングルアイテムサイクル時間 | 3-8分(60%の圧力アカウントを保持) | 2〜5分(圧力保持フェーズなし) |
私のエンジニアリング練習の提案:
選択アイアンルール:
「荷重をかける部分の低圧、装飾的な部分の重力。薄い壁と複雑な部分の低圧、厚い壁と単純な部分の重力」
重力の限界を突破する練習:
JSでは、複合プロセスを通じて問題を解決します。
▶サブフレームのホットジョイントで使用されます、収縮を効果的に排除できます。
▶︎重力鋳造 +差圧収縮補償:シリンダーオイルチャネルの密度を改善します。
アルミニウム合金は低圧鋳造プロセスに適していますか?
私は15年間エンジニアでした。金属部品プロジェクトを行うとき、アルミニウム合金は、低圧鋳造プロセスに間違いなく適しています。このプロセスは、主に溶融金属を比較的低い圧力で金型に押し込むことができるため、業界で広く使用されており、泡や亀裂などの一般的な問題を回避できます。
1。良好な流動性
低圧鋳造は、低圧ガスに依存して、アルミニウム液を炉から金型に穏やかに押し込みます。アルミニウム合金のこの特徴により、それはあまり圧力をかけずに複雑な型の角を滑らかに満たすことができ、不十分な注ぎや空気の穴を効果的に防ぐことができます。
2。制御可能な収縮
固化するとアルミニウム合金は収縮しますが、この収縮は比較的簡単に管理できます。低圧鋳造の美しさは次のとおりです。
- 滑らかな充填:アルミニウムの液体は着実に上昇し、空気と不純物が引き出される可能性を大幅に減らします(高圧鋳造よりもはるかに優れています)。
- 連続給餌(キーポイント):アルミニウムの低圧鋳造プロセスの下で、鋳造が固まるまで圧力が続きます。ゲートは金型の底にあり、溶融金属を連続的に提供します。収縮と収縮の穴を大幅に減らすことができます、キャスティングデンサーの内側を作ります。
3。経済的で安定して信頼できます
- コストの節約:低圧の低圧、低い機械トン数の要件、投資およびメンテナンスコストが低くなります。アルミニウムは融点が低く、エネルギー消費量が少ない。
- 安定した品質:滑らかな充填 +方向凝固 +連続圧力保持、パンチのこの組み合わせにより、鋳造の内部構造が濃厚になり、穀物が細かく、機械的特性が均一で高強度、表面が滑らかになります。
- 高収量:空気へのエントレインメント、スラグ包含、および収縮のリスクを減らし、プロセス制御が整っています。包括的な収量は保証されます。

どの分野または業界が低圧鋳造技術を使用しますか?
1。自動車産業:
ホイール、エンジンブロック、シリンダーヘッドなどの自動部品を作成し、低圧鋳造は絶対に主力です。それが作るものは強く、信頼性があります。そして、表面は滑らかで美しく、車輪のように外側にさらされた部分を処理できます。
2。医療機器(高い要件):
手術器具と診断機器部品を作るとき、私たちは本当に不注意になることはできません。この材料は、高温蒸気と強力な化学消毒に耐えることができなければなりません。最も重要なことは、毛穴がないに違いないということです。そうでなければ、細菌を隠すのは面倒です。低圧鋳造によって作られた部分は、治療の厳しい不妊と耐久性の要件を満たしているだけです。
3。航空宇宙(改善し続ける):
航空宇宙製品を処理すると、部品を悪化させることはできません。たとえば、着陸装置部品と一部のエンジン部品には、寸法の精度と内部品質のための非常に高い要件があります。低圧鋳造で使用される圧力は比較的「穏やか」であり、作られた部分は高精度で均一で強い内部です。
4。家電製品:
キッチンの稲作炊飯器のブラケット、フードプロセッサのふた、洗濯機の部品はすべて、ダイキャスティングによって作られています。さまざまな複雑な形と薄壁の部分を作ることができますデザイナーの空想に対応するために、コストは十分に制御されており、物事は耐久性があります。
低圧鋳造が使用されていない場合、他にどのような鋳造方法を選択できますか?
1。高圧鋳造(ダイキャスティング):
これが最も一般的です。高速で効率的で、特に大規模で薄壁の、複雑な形の部分に適しています。それは瞬間的な高圧(数十または数百のメガパスカル)に依存して、溶融金属を金型に粉砕します。不利な点は、高圧が簡単に空気とスラグを吸収し、部品内に毛穴がある可能性があることです。低圧鋳造の遅さと安定性は、これらの不利な点を避けるだけです。
2。砂鋳造:
最も古く、最も柔軟な方法シングルピースには大きなバッチに使用できます、特に非常に大きく複雑なシングルピースや鋳物の小さなバッチに適している、ほとんど規模の制限がありません。コストは比較的低く、カビは砂でできています。しかし、精度と表面仕上げは低圧鋳物よりもはるかに悪いものであり、後処理は面倒であり、生産効率も低いです。
3。投資キャスティング(失われたワックス法):
複雑で細かい小さな部品と処理が困難な素材の一部を作るための主な技術。超高精度と優れた表面。しかし、プロセスは面倒で、コストは高く、出力は高くありません。それを使用して、低圧鋳造を交換し、以前に自動車部品の小さなバッチを生成しますか?練習後、コストはそれだけの価値がないことがわかりました。
4。重力鋳造:
金属の液体は、それ自体の重量によってカビに流れます。機器はシンプルで、コストは低くなっています。中程度のバッチと中程度のバッチ、およびアルミニウム/銅合金の小部分と中程度の部分では問題ありません。ただし、溶融金属は飛び散って酸化するのが簡単で、充填は十分に安定していないため、内部の品質と表面仕上げは通常、低圧鋳物ほど良くなく、高い要件を持つ部品を作ることは少し不確かです。
5。カウンター重力低圧鋳造:
私はこれに言及するのをほとんど忘れていました!この名前は高度に聞こえますが、本質的に「低圧鋳造ファミリー」のより洗練されたバリアントです。コアの違いは、るつぼを金型の下に移動してゲートに向かい、真空吸引または微分圧力原理を使用して、溶融金属が下から上への型をよりスムーズに充填できるようにすることです。通常の低圧鋳造よりもさらに一歩進んで、溶融酸化を減らし、密度と均一性を改善することができます。
まとめ
15年間現場で作業した後、私は率直に言って、アルミニウム合金の低圧鋳造は低圧ほど単純ではないと言うことができます。これは、金属の流れ、温度、カビ、圧力制御の細かく混ざり合う大変な作業です!軽く、薄く、複雑で、絶対に強くて濃い部品を作るのに最適です。
JSでは、アルミニウムの低圧鋳造を使用して、より大きく、薄く、より強力な部品を作る方法に毎日焦点を当てています。あなたはプロジェクトを持っていて、信頼できるパートナーを探していますか?または特定のアルミニウム低圧鋳造の引用を知りたい場合、躊躇しないで!直接お問い合わせください。テクノロジーについてお話します!

免責事項
このページのコンテンツは、情報目的のみを目的としています。JSシリーズ情報の正確性、完全性、または有効性に関して、明示的または黙示的なあらゆる種類の表明または保証は行われません。サードパーティのサプライヤーまたはメーカーがLongShengネットワークを通じて提供するパフォーマンスパラメーター、幾何学的許容範囲、特定の設計機能、材料品質と種類または出来事は推測すべきではありません。これは買い手の責任です部品の見積もりを求めてくださいこれらの部品の特定の要件を決定します。詳細については、お問い合わせください。
JSチーム
JSは業界をリードする会社ですカスタム製造ソリューションに焦点を当てます。 5,000人以上の顧客にサービスを提供している20年以上の経験により、私たちは高い精度に焦点を当てていますCNC加工、板金製造、3D印刷、射出成形、金属スタンピング、その他のワンストップ製造サービス。
当社の工場には、100を超える最先端の5軸機械加工センターが装備されており、ISO 9001:2015の認定があります。世界中の150か国以上の顧客に、高速で効率的で高品質の製造ソリューションを提供しています。少量の生産量であろうと大量のカスタマイズであろうと、24時間以内に最速の配送でお客様のニーズを満たすことができます。選ぶJSテクノロジー効率、品質、プロフェッショナリズムを選択することを意味します。
詳細については、当社のウェブサイトをご覧ください。jsrpm.com
FAQ
1.製造に使用される低圧鋳造とは何ですか?
低圧鋳造は、主に、高密度、毛穴、複雑な形状を必要とする小型および中サイズの薄壁の金属部品を製造するために使用されます。典型的な製品には、自動車アルミニウム合金ホイール、エンジンシリンダーブロック、シリンダーヘッド、航空宇宙部品、モーターハウジング、高精度の油圧システムコンポーネントが含まれます。
2。低圧鋳造はどのような形状を生み出すことができますか?
低圧鋳造は、透明な輪郭と均一な壁の厚さを備えた複雑な薄壁部品を製造できます。それは、湾曲した表面、細かいrib骨、内部空洞、または自動車用ホイール、複雑な括弧などの非対称構造を備えたネットの近さの鋳物に特に優れています。
3。低圧鋳造は大量生産に適していますか?
低圧鋳造は、大量生産に非常に適しています。高度な自動化と長い型寿命(通常は50,000〜100,000回)があります。エンジンシリンダーブロックなどの標準化された部品を安定かつ効率的に製造できますが、初期の金型コストは高く、生産によって共有する必要があります。
4.低圧鋳造で毛穴を減らす方法は?
低圧鋳造は、比較的低い圧力(0.01-0.1MPA)を使用して金型をスムーズに満たし、乱流溶融金属と同伴ガスを回避します。同時に、圧力下で継続的に供給および固化し、整然とした方法でガスを排出できるようにします。また、毛穴を減らし、密度を大幅に改善するために、方向性の固化と協力します。
リソース

