

キャスト時に落ち着きを追求するのはなぜですか?液体金属がほぼ複雑な型に注がれた場合、どうなるか想像してみてください。バブル、乱流、さまざまな問題が発生しますが、これは多くの人々にとって一般的な問題です古いスタイルのキャスト方法(例:重力鋳造)。
しかし、心を変えてください。春のように底から金型の隅々をゆっくりと満たします。これは、高品質のアートを追求する低圧鋳造の魅力です。
私たちのワークショップで、低圧鋳造精密アルミニウム部品の製造における優れたヘルパーです。要するに、低圧制御を使用して、液体アルミニウム(一般的なアルミニウム合金など)をカビの空洞に安定的に押し込み、凝固と形成の前にすべてのディテールを満たすことができます。この穏やかなプッシュ方法は、直接鋳造よりも緊密な内部構造、より薄い表面効果、および欠陥が少ないことを生成する可能性があります。
安定して生産できるからです高品質の複雑な部品、自動車用ホイールなどの高需要製品に特に適しています。業界のデータは、低圧と重力鋳造が世界のアルミニウム鋳物の大部分(約67%)を占めていることも示していますが、自動車場は需要の半分以上を占めています。電気自動車は現在、体重を減らすために働いています。 Tesla-Type Y-Chassisアセンブリは、このプロセスを使用しています。これは18%軽量です。適切な方法を選択すると、製品が異なってなります。
コア回答の概要:
| 特徴 | 低ダイエット鋳造(LPDC) | 高圧型鋳造(HPDC) | 重力鋳造 |
| 充填方法 | 重力、ボトムアップ、滑らかな詰め物に耐性があります。 | 迅速な充填のための高速および高圧注入。 | 重力に依存して上から下まで満たします。 |
| プレッシャー | 低圧(0.02-0.15 MPa)。 | 非常に高い圧力(30〜200+MPa)。 | 液体金属の静圧のみ。 |
| キャスティング品質 | 毛穴がほとんどない非常に高い、密な組織。 | とても良いですが、エアポケットと毛穴があるかもしれません。 | 媒体、収縮と多孔性の可能性があります。 |
| 典型的なアプリケーション | 車のホイール、エンジンシリンダーヘッド、複雑なシェル。 | 薄い壁の大量生産部品(ラップトップスリーブなど)。 | 厚いフェンス、バルブボディなどのシンプルなコンポーネント。 |
このガイドは、あなたを低圧鋳造の中核とするものになります:
- 完全な低圧鋳造プロセスを明確に紹介します。
- 空気の耐性を避けるために、重力抵抗を介して金属を注入する方法を説明します。
- 次に、それぞれのアプリケーションソリューションを理解するのに役立つ低圧鋳造と高圧鋳造の重要な利点と短所を比較します。
- 最後に、実際の生産ケースを通じて、低圧鋳造がハイエンドのアルミニウム合金製品に特に適している理由を説明します。
なぜこのガイドを信じるのですか? JSシニアアクターラボからの洞察
JSでは、1日中低圧鋳造マシンを処理します。長い間、このテクノロジーはボタンを押すだけでなく、圧力を飼いならすことでもあることを学びました。
異なるアルミニウム合金部品の厚さは異なり、必要な空気圧リズム(圧力曲線)は調整された機器と同じくらい繊細でなければなりません。ライザーはどのくらい続き、コートを作る方法をより少ないアルミニウム水を冷却する方法は?これらの詳細は、繰り返しの試行錯誤と最適化の経験です。私たちにとって、低圧鋳造プロセスは死んだルールではありません。しかし、柔軟に調整できる工芸品固形物が内側から鋳造されるようにします。
以前は、顧客の自動車指向のナックルには重要な安全コンポーネントがあり、常に中央の位置に収縮し、疲労テストに合格することができませんでした。彼らは私たちが問題を解決したことを発見しました。パラメーターを研究しました低圧鋳造時間すぐに調整します。
結果を推測しますか?問題は解決され、部品は最も厳密なテストを着実に通過しました。このプロセスにより、完璧なキャスティングのルートはこれらのプロセスの詳細を制御することにあると確信しています。
「鋳造業界では、これは特に合理的だと思う古いことわざがあります。鋳造の質量の90%は、溶融金属が空洞に入る方法に依存します。」
これは私たちが追求している滑らかな詰め物ではありませんか?このガイドは、私たちのチームが長年にわたって学んだ重要な体験を要約し、高品質のキャスティングへの道をよりスムーズに進めることを望んでいます。
コア原則:反復防止とは何ですか?
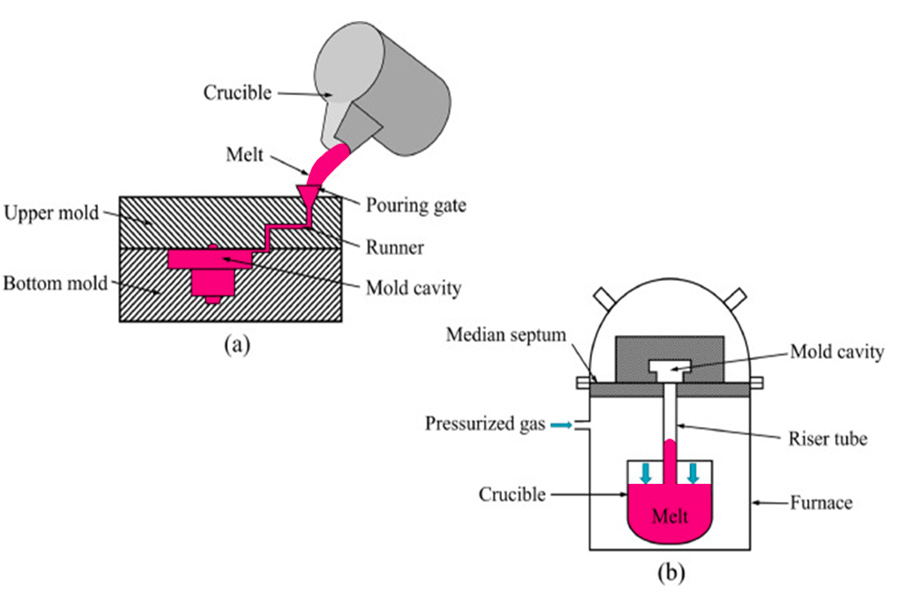
要するに、低圧鋳造は、溶融金属を注ぐ伝統的な方法を放棄する金属層技術であり、代わりに液体を静かに絞って上向きに流れるなど、プッシュするアイデアを使用します。これは実際です反重力低圧鋳造、低圧を使用して、重力に頼って自由に落ちて充填プロセスを完了するのではなく、底から金属充填を実現します。さて、私はあなたにそれをはっきりと説明させてください。
低圧鋳造とは何ですか?
低圧鋳造は、使用する方法です溶融金属を保持するためのシーリング炉(たとえば、アルミニウム合金)、小さな圧力をかけて、金属が金型のベースからスムーズに走るのではなく、上に注ぎます。低圧鋳造は、金属のスプラッシュと酸化を回避し、より密度の高い部分を提供することができます。私たちはJSの自動または精密な部品で広範囲にそれを使用するのが好きですそれが機能し、関係するリスクはないからです。
反重力鋳造の仕組み(3つの簡単なステップ):
- 密閉された断熱炉:溶融液体アルミニウム合金を完全に密閉された断熱炉に入れます。ストーブは開いていない、密閉され、使用する型の下に置かれていません。
- 特別なリフター:この閉じた瓶の底で、チューブ(スタンドチューブ、通常はセラミックまたは特別な金属)上昇、耐熱性。それは、私たちの頭の上の型の下部のドアに直接上昇し、慎重に挿入する非常に強いストローに似ています。
- 低圧空気:ゆっくりと圧縮空気(窒素などの窒素も酸化を防ぐために窒素も窒素)をゆっくりと導入し始めました。この圧力は実際には小さく、私たちが通常呼吸する空気圧よりも約0.07 MPaしか高くないことに注意してください。
平和な詰め物をする方法は?
秘密が明らかになりました!密閉炉に空気を導入することにより、空気による炉の圧力は屋外よりもわずかに高いだけで、陽圧勾配(ΔP)が小さくなります。この追加の空気圧は、炉内の液体アルミニウム合金表面にわずかに課されます。アルミニウムの金属は安定した上向きの圧力に直面しますライザーの底に沿って上部に移動します。カビの空洞が完全に満たされるまで。
これを行うことの最大の利点は何ですか?
- それは、伝統的な「ハイダンピング」によって引き起こされる大きなトラブルを回避します!溶融金属は高い場所から落ち、空気を簡単に吸収して泡を形成します。さらに重要なことに、液体アルミニウムは急速に酸化し、空気にさらされると不純物が生成されます。
- しかし、私たちの低圧鋳物は底から着実に押し上げられ、乱流と液体アルミニウムはほとんど接触していません。これ毛穴とスラグを減らします鋳物に含める。私たちにとって、高強度、高いシール、完璧な外観を必要とする部品を作ることが重要です。
JSのエンジニアとして、低圧鋳造を正常に適用する必要があります。私は2つの基本に注意を払います:固定炉とライザーシステムのシーリング、および空気圧の大きさとリズムの制御。これは、液体アルミニウムの液体がスムーズに上昇し、完全に満たされることを保証するコアです。
「JSは高密度と低欠陥の工場基準を追求しています。液体アルミニウムのアルミニウム液体がどのように上昇するかを見たいですか?いつでもセミナーに参加してください。
ステップバイステップ:低圧キャストの完全なプロセス
今日、私は完全なプロセスを解体しますアルミニウムの低圧鋳物の生産。私たちの低圧鋳造プロセスは、溶融金属が最適な状態で金型を埋めることを保証するために慎重に設計された手順によって行われます。
「国際的に有名な俳優の専門家であるディラン・アペリアン教授が強調したように:キャストの質量は金属が型に接触する瞬間に決定されます。」
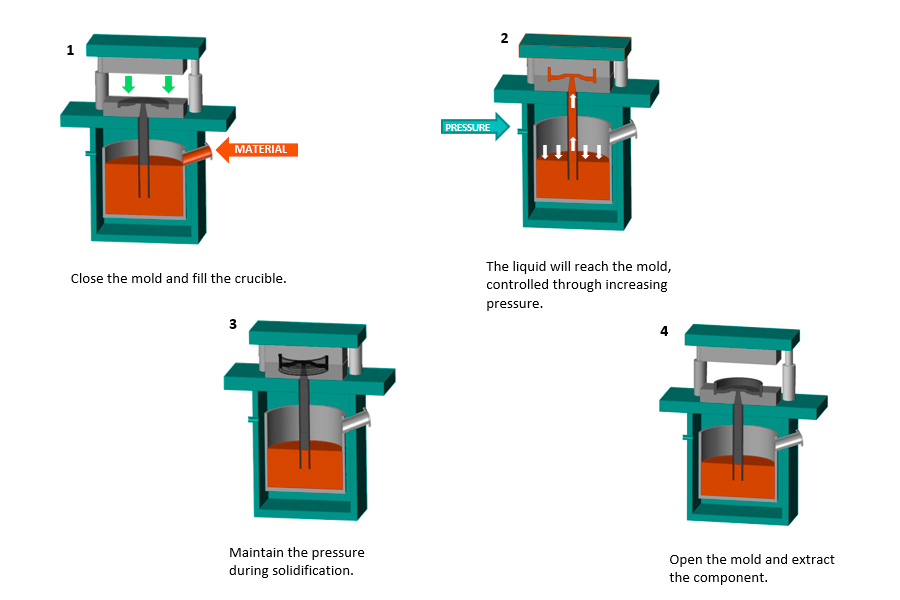
低圧鋳造の完全なプロセス:
ステップ1:カビの閉鎖と準備
予熱された金型リリースされた鋼型のコーティングの上半分を閉じてロックします。
キーステップ:下部絶縁炉から伸びるライザーの上部が正確に反対していることを確認してください予約されたドア型の底に。この接続の精度は、アルミニウム液が将来スムーズに上昇できるかどうかに直接関係しています。
ステップ2:圧力と充填
絶縁炉のカバーを溶融アルミニウム合金でロックして閉じ、空気の漏れは許可されていません。
制御システムは機能し始めます。低圧ガスで正確かつ連続的に満たすことができます(通常、乾燥した空気または不活性ガスが適用されます)。
炉の圧力は上昇し続けています。柔らかいが連続的な圧力は、炉のアルミニウムレベルレベルを維持します。
溶融アルミニウムは、底から上部に唯一のライザーを通って型の隅々まで流れることができます。カビの空気は溶融アルミニウムによって上げられ、通過します予約された排気通路。プロセス全体は、「安定性」の追求に関するものです。
ステップ3:圧力と治療を維持します
アルミニウム液は型を占有していますか?心配しないでください、今が最も重要な瞬間です!さて、炉の圧力はすぐに放出されるべきではありませんが、しばらく残るはずです。
なぜこれが魂なのですか?なぜなら、アルミニウムの液体が液体から固体に変化すると、体積が縮小するからです!現時点で注意を払っていない場合は、キャスティングにキャビティやゆるみがあるのは非常に簡単です。
圧力維持はです炉に圧力をかけますライザーから少量の液体アルミニウムを強制的に強制して、固化した空間を満たします。これは、アルミニウムの低圧鋳物を作成するための主な秘密です。キャビティや収縮を縮小することなく、内部で密な密度を発揮します。
ステップ4:圧力削減とカビの開口部
キャストボディ(特にドア接続)が固体になると、制御システムは安全な方法で炉の圧力を自動的に放出します。
圧力が除去されると、ライザーで凍結されていない液体アルミニウムは、超高利用で下の断熱炉に自動的に戻ります!
最後に、型が開かれ、ロボットアームが型キャストを引き出すためにきちんと移動し、それからサイクルが完了します。
LPDCプロセスの中心にあるのは、正確な制御にあります。金型の調製、加圧された充填、圧力維持硬化、圧力緩和型の開口部の4つの重要なステップを通して、密な構造を備えた高品質の低圧鋳物を生成します。
JSがプロジェクトを完了すると、優先順位アクションは、インテリジェントな監視システムを導入し、クリティカルノードにセンサーを展開して圧力と温度をリアルタイムで調整し、同時に金型設計を最適化することです。目標は、全体的な利回りを15%以上増やすことです。これにより、市場の需要に対する対応が向上します。 」
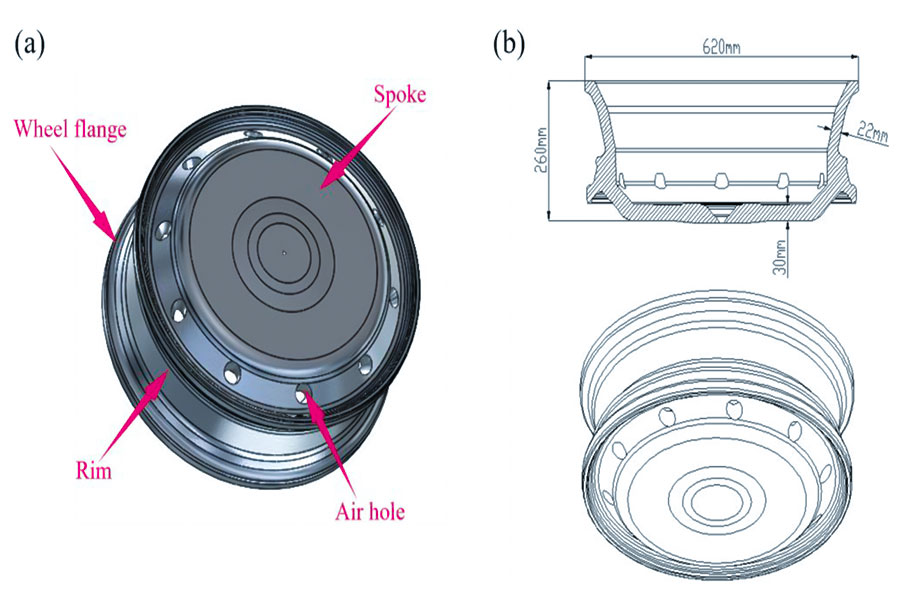
実用的なケース分析:ハイエンド電気自動車用の軽量および高強度アルミニウム合金ホイール
私たちが最近行った本当のプロジェクトをあなたと共有し、顧客が問題を解決するのを助けるためにアルミニウム合金の低圧鋳造を使用する方法について話し合いましょう。電気自動車の場合、持久力と制御が中心です。ホイールはきれいに見えますが、実際には予約されていない重量と安全に影響します。今回は、JS会社が最も熟練しています低圧鋳造技術このプロジェクトは本当に便利です。
顧客の課題:複雑な設計、厳格な基準
新しいもの高級電気自動車ブランドは、次の機能を備えた21インチホイールを開発しました。
- 複雑なデザイン:長くてユニークな形のスポークがあります。
- 高い表面要件:ミラーの研磨効果を実現する必要があります。
- 高い安全レベル:最も厳しい衝撃と疲労テストに合格する必要があります。
彼らが遭遇するプロダクションボトルネック:
- 不十分な重力鋳造:アルミニウム液の流量は遅く、勢いが少ないため、薄いスポークの角を完全に満たすことが困難です。リムの厚い部分はゆっくりと冷却され、内部の空洞を簡単に作成できます。十分に強くないため、テストに合格しません表面の品質を満たすことができませんでしたミラー要件。
- 高圧型鋳物は限られています。複雑な詳細を埋めることはできますが、高速充填プロセスにはガスが含まれ、内部の毛穴が形成されます。熱処理中、毛穴の膨張は表面の膨張を引き起こす可能性があります。この内部欠陥は、安全コンポーネントの致命的な損傷であり、強度と靭性の要件をまったく満たすことができません。
JSの解決策:低圧鋳造、安定した勝利
お客様の問題点を注意深く分析し、コアは2つです。外観は完璧でなければならず、内部構造は100%信頼できる必要があります。これは低圧鋳造の強さです。
私たちのステップ:
- 滑らかな詰め物、完璧な繁殖:キーは安定性です。溶融アルミニウム合金をカビの底から持ち上げ、呼吸のように角をそっと埋めます。これらの複雑な薄いスポークも完全に満たすことができます!非常に滑らかな表面、鏡の研磨のための良い基盤を築きます。
- 空洞の連続圧力を排除します。充填はほんの始まりに過ぎません。キーは硬化プロセスです。アルミニウムの液体が冷却されて収縮するにつれて、圧力を正確に制御し、より多くの液体金属を継続的に押して補充します。特に、縁の厚い壁の領域では、内部が密度が高く、収縮がないことを確認します。これは、強さを確保するための重要なステップです。
- 高純度、保証された性能:プロセス全体で、密閉されたシステムのアルミニウム液は空気との接触がほとんどなく、酸化不純物がほとんどなく、鋳造自体は非常に純粋です。熱処理後、強度と靭性は最高レベルに達することがあります。私たちはついにこのような高品質を提供しましたアルミニウム合金低圧鋳物。
結果:驚くべき顧客、基準を超えています
サンプル配信後、顧客のフィードバックは期待を超えました。
- トップの外観:デザインの詳細が完全に提示され、表面の表面が非常に高く、ミラー研磨効果は完璧です。
- 内部卓越性:X線欠損検出は、内部組織が予想よりも密度が高く、欠陥はほとんど見つからないことを示しています。
- 証拠としてのデータ:本当の利点
| 索引 | 成果 | 比較リファレンス |
| 減量 | 同じサイズの重力鋳造ホイールよりも約12%軽量です。 | 業界の平均減量範囲は8〜15%です(American Metal Society AMS)。 |
| 最初の合格率 | > 98% | 業界の平均資格率は85%です(ドイツエンジニアインスティテュートVDI)。 |
| 疲労/衝撃テスト | 100%が厳しい基準を渡しました。 | 業界標準(日本材料科学協会JISスタンダード)を超えています。 |
安全性:最も厳しい放射状疲労、曲げ疲労、衝撃テストは着実に通過し、安全性能は標準の100%に達しました。
「アルミニウム合金の低圧鋳造は、最終的な外観、最高の内部品質、絶対安全性が不可欠な場合に最適なソリューションです。それは高密度、高純度、高収量をもたらしますが、他のプロセスを満たすことは困難です。JSでは、あなたの部品だけでなく、あなたの精神でも信頼できる技術と厳格な標準を見つけることができます。JSチーム一緒に困難を克服します! 」
FAQ-低圧鋳造に関するより多くの質問に答える
質問1:低圧鋳物と高圧型鋳物の主な違いは何ですか?
ハイダイエットキャスト:
溶融金属を型にすばやく注入し、急速で強力な圧力で金型に注入するための巨大な力に依存しています。薄い壁で複雑ではない形状や、シェルパーツなどの大規模な部品に適しています。しかし、それは急いでいるので、ガスを金属に簡単に転がして毛穴を作ることができます。
低圧キャスト:
それは比較的穏やかで、金型の下の燃料タンクからの少量の圧力(大気圧の上)に依存して、溶融金属を着実に上に押し出し、型型空洞をゆっくりと満たすことができます。このように、製造された部品はより密度が高く、より高い品質を持ち、特に壁、複雑な構造、または自動車用ホイールやエンジンシリンダー部品などの高い内部品質要件を持つ人に適しています。ただし、サイクルプロセス全体は比較的遅く、効率は高圧型鋳造の効率ほど高くありません。
質問2:低電圧鋳造の主な利点と短所は何ですか?
アドバンテージ:
- 低圧キャストは、パーツを強くし、内側が密度が高く、泡や穴が少ないため、全体的な強さとサービスの寿命が確保されます。
- これは特に物質的な節約であり、アルミニウムの水の無駄が少なく、90%を超えるまで使用できます。これは、コストの制御に非常に有益です。このプロセスは安定して制御可能であり、自動生産ラインを使用するのは特に簡単です。大規模な生産の過程で、品質と効率がより適切に管理されています。
欠点:
- その生産速度は、確かに高圧型鋳造ほど速くはありません。
- さらに、その機器と金型は重力鋳造よりもはるかに複雑であるため、初期投資コストは高くなります。
- さらに、費用対効果がないため、特に単純な構造で小さな部品を作成するために通常は使用しません。
質問3:LPDCプロセスとは何ですか?
LPDCとは何かを簡単に説明しましょう。これは、私たちがしばしば低圧鋳造と呼んでいるものです。
LPDCは、低圧ガスを使用して溶融金属を下から上部に金型で満たす鋳造方法です。高圧ほど暴力的ではないため、作られた部品は良好な内部品質と高い材料の利用を備えています。これは、多くの重要なアルミニウム鋳物を作るための私たちの好ましいプロセスです。この原則は複雑ではありませんが、非常に賢く実用的です。
まとめ
低圧鋳造は、確かにすべての部品の一般的な選択ではありません。ただし、高強度、高い信頼性、優れた外観のアルミニウム合金部品を探している場合は、これは通常、非常に理想的なソリューションです。従来の鋳造と比較して、低圧鋳造は、特に高性能アルミニウム合金鋳物の製造において、いくつかの固有の問題をより正確かつ安定に解決することができます。
あなたのプロジェクトも頭痛です:
- 複雑な構造を形成したいですか?
- 明るく強くて強いものにしたいですか?
- まだどのプロセスに最も適していて、最も費用対効果が高いですか?
答えを見つけるのを手伝いましょう:専門家としてアルミニウム低圧鋳造工場、JSチームは毎日これらの課題に直面しています。どのプロセスが最適かを推測する代わりに、無料のプロセス評価を提供しましょう。私たちははっきりと答えることができます:
- あなたの部分は低圧鋳造に適していますか?
- 透明で詳細を提供しますアルミニウム低圧鋳造市場。
アクションを実行するのは簡単です。デザインファイルを今すぐアップロードしてください!
JSは、高度な低圧鋳造技術を使用して、複雑なアルミニウム合金部品のアイデアを高品質の現実に変換させます。

免責事項
このページの内容は、情報提供のみを目的としています。JSシリーズ情報の正確性、完全性、または妥当性に関して、明示的または黙示的な表明または保証はありません。サードパーティのサプライヤーまたはメーカーが、Longshengネットワークを介してパフォーマンスパラメーター、幾何学的許容範囲、特定の設計特性、材料品質と種類または仕上がりを提供することを推測すべきではありません。それは買い手の責任です部品の見積もりが必要ですこれらのセクションの特定の要件を特定します。詳細については、お問い合わせください。
JSチーム
JSは業界をリードする会社ですカスタム製造ソリューションに焦点を当てます。私たちは5,000人以上の顧客と20年以上の経験があり、高精度に焦点を当てていますCNC加工、板金製造、3D印刷、射出成形、金属スタンピング、その他のワンストップ製造サービス。
当社の工場には、100を超える最先端の5軸機械加工センター、ISO 9001:2015認定が装備されています。世界中の150か国以上の顧客に、高速で効率的で高品質の製造ソリューションを提供しています。少量の生産であろうと大規模なカスタマイズであろうと、24時間以内に最速の配送でお客様のニーズを満たすことができます。選ぶJSテクノロジーこれは、選択効率、品質、プロフェッショナリズムを意味します。
詳細については、当社のウェブサイトをご覧ください。jsrpm.com
リソース

