

想像してみてください:頭の高さの突出ネジのために、注意深く設計した2つのピースは一緒に収まりません。または、キーボルトには、底面がサポートされていないため、最適ではない負荷荷重容量または早期障害さえあります。これらの痛みと痛みは、簡単な選択に起因する傾向があります - 私はしますかcountersinkまたはカウンターボア?
どちらも設計されているため、ボルトまたはネジの頭が美しくて便利な材料の表面の下に「隠されている」ことができます。しかし、それらを混ぜないでください!
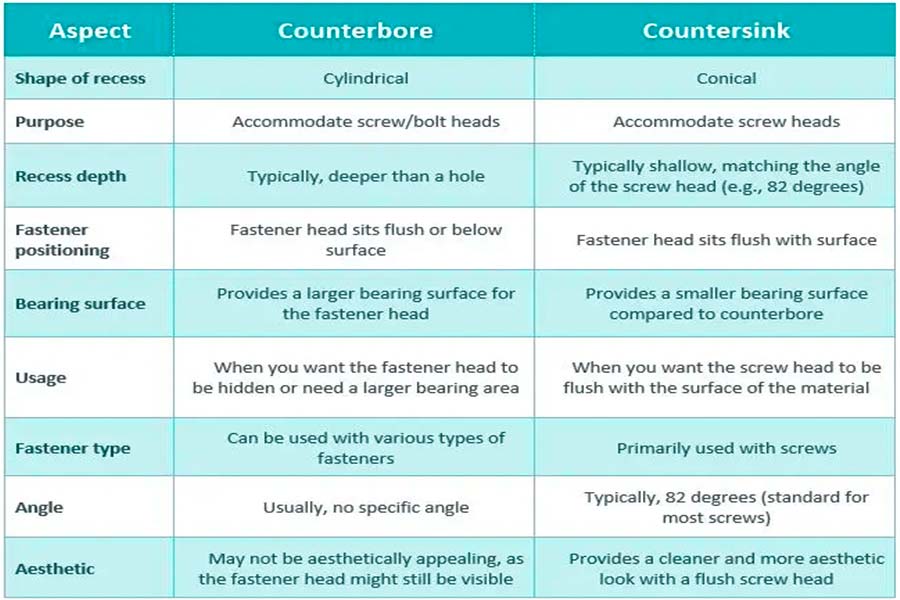
- カウンターボア特に平らなヘッドネジを使用して、漏斗型の円錐形(多くの場合82°および90°の角度)であるため、ネジの頭を簡単に沈めることができます。
- countersinkボルトヘッド、ワッシャー、ナットにしっかりしたサポート面を提供する平らな底部とまっすぐな側面壁を備えた円錐形のステップ穴です。
どちらが欲しいかを選択できません。カウンターボアは、薄いプレートと木工の処理に効率的であり、すぐにインストールできます。 Countersinkホールには、平らな底部構造とより大きな圧力をかける領域があります。これは、より高い負荷を後倒きにする必要がある状況でより有利であり、ナットまたはワッシャーを使用したボルトを使用する必要があります(例えば、自動車構造コンポーネントとシャーシ接続)。
実際の操作では、使用する材料、ストレス条件、およびネジの種類について包括的な判断を下し、最も適切な穴の種類を選択して、物事が強く、使いやすく、プロフェッショナルに見えるようにする必要があります。
コア答えの概要:
| 特徴 | countersink | カウンターボア |
| 形 | 円錐形/ホーン口。 | 平らなボトムシリンダー。 |
| 目的 | 平らなヘッド/コーンヘッドスクリューの頭を表面の下または下に平らにします。 | 穴の六角ソケット/ヘキサゴンソケットボルトのヘッドを完全に収容します。 |
| 交尾ファスナー | 平らなヘッドネジ。 | ソケットヘッドキャップネジ。 |
| エンジニアリング図シンボル | ∨ | ⌴ |
この記事はあなたの質問に答えます:
- このガイドは、countersink穴とカウンターボアの穴の違いを根本的に明確にし、図面でシンボルを読み、使用する方法を理解するのに役立ちます。
- 「精密機器」の実際の例を使用して、これらの2種類の穴が同じ製品でそれぞれの機能を実行する方法を確認します。
- 最後に、設計と処理中にそれらを正しく選択して使用できるように、選択する角度や設定の深さなど、気にかけている問題についても明確に説明します。
なぜこのガイドを信頼する必要があるのですか?何百万もの穴を処理したJSの経験
私たちのJS会社では、私たちが毎日ほとんど扱っているのはCNC加工部品さまざまな精密穴があります。このガイドの権威は、私たちの深い経験に根ざしています実用的なエンジニアリングの問題の解決:航空機の部品に鏡面レベルの平坦性を必要とする何千ものbountersinkを作成しました。また、巨大なボルト張力に耐えなければならない重機のカウンターボールを処理しました。
82°のカウンターシンクと90°のcountersinksの違いは何ですか?
カウンターボアの深さがわずかに異なる場合、または直径がわずかに外れている場合、アセンブリ中に立ち往生しますか?これらの詳細はあまりにもよく知っています。エンジニアが顧客の図面を取得するとき、彼らが最初に行うことは、bountersinksとcounterboresのシンボルを確認することです。選択したネジとボルトは互いに完全に一致します。
このガイドのものは、薄い空気で構成されていません。それは厳密に機械に従いますデザイン標準(GD&T)、そして、私たちが長年にわたってワークショップと組立ラインに少しずつ蓄積した本当の経験です。国際基準の要件と、実践によって検証された工学的判断を組み合わせています。
「精度は、精密工学の分野の先駆者であるジョセフ・ホイットワースirによって強調されているように、製造の魂です。」
この文は、すべてのホール機能に対する私たちの態度を深く説明しています。このガイドで伝えられている知識は、正確さと信頼性を追求するこのエンジニアリングの精神の具体化であり、設計段階での製造と長期運用の成功の基礎を築くための基盤です。
詳細な分析:2つのホール機能の「アイデンティティプロファイル」
私はしばしば、毎日のデザインでbountersinkとカウンターボアの選択に遭遇します。次に、これら2種類の穴の「アイデンティティプロファイル」を比較します。フォームが異なるだけでなく、それぞれに特定の機能があります。これにより、適切なツールを選択し、プロジェクトの持ち上げを避けるのに役立ちます。
countersink:滑らかさと合理化の探求
意味:Countersinkは、円錐形のネジ(82°航空機のネジ、90°ISOネジ)の正確な円錐クリアランス空間を形成して、ゼロレイズされた表面を作成する拡大する円錐形の機能です。ヘリコプターローター部品では、0.1mmのねじ突起が空力ノイズに15%寄与する可能性があります。
その主な目的は何ですか?
特にフラットヘッドまたはテーパーネジヘッドと一致します。その主な目的は、ネジ頭をフラッシュにし、最終的には部品の表面と完全に水平にすることです。考えてみてください飛行機のケーシング、風の抵抗を減らす必要がある部分、またはあなたが手を掻きたくない場所、ネジの頭が突き出ることができない場所ですよね?これはbountersinkに依存します。
主要なツール:私たちの主な用途は、Counterink Drill Bitsの使用です。このドリルビットはランダムなテーパーではなく、標準角度があります!最も一般的なのは、82°(北米で一般的に使用されている)と90°(ISO標準で、JSおよび海外でより人気があります)です。ツールコストは低く、交換しやすく、手動またはCNC処理に適しています。
描画マーキング:図面に∨シンボルを置き、キー角と最大直径(つまり、ネジの頭を完全に埋めることができる直径)がその横にはっきりと表示されます。例えば: "Ø10∨90°「10mmの最大テーパー直径で90°のカウンターインクを生成することを意味します。
カウンターボア:強さと隠蔽のため
意味:カウンターボアは深い円筒形のうつ病であり、ボルトの頭、ナット、または洗濯機を収容するために、中央の穴に大きな円筒形の「穴」が「掘られ」、表面の下に隠れています。目的は、ボルトに平らな底部のサポート面を与えるために、外観を改善することです。
主な目的:これは、ボルトヘッド、ナット、または洗濯機に刻まれたセクションです。それは美学だけでなく、その究極の目標は、ボルトの頭がこのくぼんだ平らな底穴にいることを許可することです。このようにして、ボルトをねじ込むときに接触領域全体に力を均等に適用して、最高のクランプ力を達成することができます。重機そして、高度に負荷のある構造部品は、この種の力を最も必要としています。
重要なツール:特別にカウンターボアドリルを使用できますが、CNCで処理すると、エンドミルを直接使用してストレート処理でき、掘削速度制御が重要です。
図面にそれを反映する方法は?
図面には⌴シンボルがあります。この「ピット」の深さとサイズは明確にマークする必要があります。例えば:Ø15⌴5、これは、直径15mmと深さ5mmの平坦な底のcountersinkを作成することを意味します。
ヒント:それらとカウンタードリルの違い
その名前は最近は使用されなくなりました。以前は、すべての形式のフォームが元の穴の上にある大きな穴を予備的に言及していましたが、それがフラットボトムであるかどうかを指定することはありませんでした。最近では、countersinkやCounterboreなどのより特定の名前があります。CNC加工、そして図面でさえ、明確に明確にマークされるべきです。
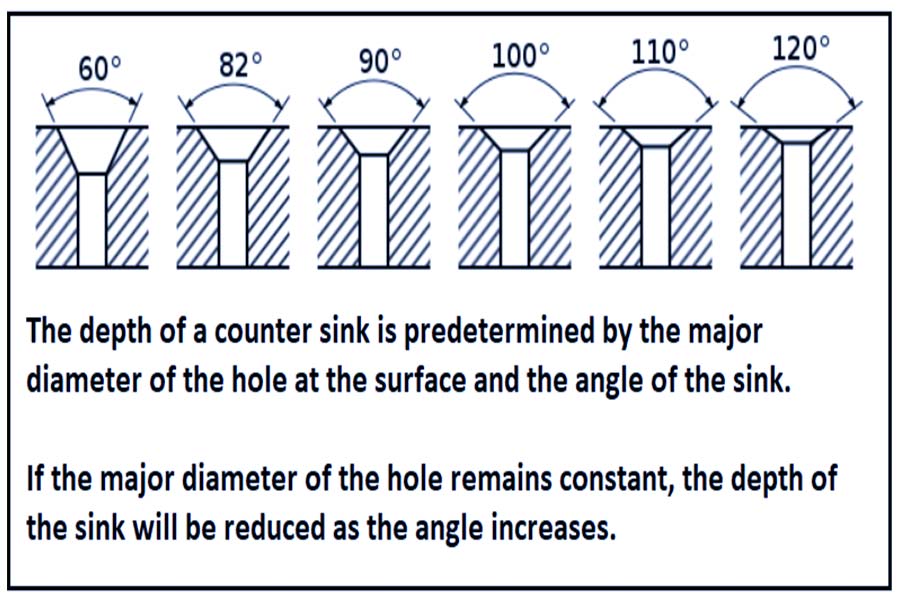
countersink角度許容範囲(非常に重要な問題が何度も残された)に関して
角度耐性は、countersink操作(特にフラッシュネス)に大きな影響を及ぼしますが、単純化しすぎています。
| 公称陥没角 | 角度の耐性 | ネジアライメントへの影響 |
| 82° | ±1° | ±1°の偏差は、ネジの頭を0.1-0.3mm(ねじのサイズに応じて)極端に突き出て突き出て、空力に影響を与えたり、干渉を引き起こしたりする可能性があります。 |
| 90° | ±1° | 上記のように、不適切な耐性制御は、不均一なアセンブリまたはストレス集中に簡単につながる可能性があります。 |
| 100° / 120° | ±2° | 角度が大きい場合、通常、許容範囲は緩和されますが、特定のアプリケーション要件を考慮する必要があります。 |
データソース:ASME B94.11M -1993-ツイストドリル。
反論が必要です滑らかな表面そして正確な角度。カウンターボアには信頼できる負荷ベアリングが必要であり、キーは平らな底と深さにあります。選択するものは、ネジの種類とアセンブリの要件によって異なります。次回絵を描くときは、シンボルと∨に注意を払い、フルサイズの許容範囲をマークします!
「エンジニアとして、最初に標準化された視点からテストプロジェクトを開始することをお勧めします。わからない場合は、JS会社に相談してください。ソリューションをカスタマイズして効率を最適化します。適切なホール機能を選択して、初めてデザインスポットを取得してください!」
決定フレームワーク:countersink対counterbore、選択する方法は?
第一原理:ネジには最終決定権があります!
これは最もシンプルで最も重要なものです。ネジまたはボルトヘッドの形を見てください:
- フラットヘッドまたは尖ったヘッドネジを処理するには、countersinksを使用する必要があります。反論によって生成される円錐ピットは、このネジの頭と一致するだけです。
- 六角ソケットヘッドまたはヘキサゴンソケットボルトはカウンターボード。カウンターボーリングによって生成されたフラットステップは、ボルトヘッドの完全なサポートプレーンを提供します。
なぜそれがそんなに絶対的なのですか?
穴の種類とネジヘッドタイプの正確な一致は、最大接触面積を確保し、締め付け力を効果的に送信する唯一の方法です。それが間違っている場合、ネジの頭またはボルトの頭が穴に完全に取り付けることができず、接触面は非常に小さく、十分な締め具をまったく締めることができません。これは、エンジニアリング設計で排除する必要がある安全上の危険です。
2番目の原則:本物のニーズに基づいて決定します。
最初のポイントを満たすことに基づいて、特定のアプリケーションシナリオを見てください。
- 絶対に平らで滑らかな表面が必要ですか?たとえば、楽器のハウジング、パネル(衣服を引っ掛けるのを防ぐため)、または液体は、表面をスムーズに通過する必要があります。この時点で、ネジの頭が沈み、表面と洗い流すことができるため、逆説が最初の選択肢です。
- 非常に大きなクランプ力が必要ですか?たとえば、エンジンシリンダーヘッドフランジと重機を結合します。カウンターボアは、このような状況で唯一の選択肢です。完璧な大型エリアの水平を提供しますベアリング表面最大荷重容量を達成できるボルトヘッドの場合。
- 閉じ込められたエリアにボルトヘッドを隠す必要がありますか?たとえば、小さな機械アセンブリ内。カウンターボアをより深く伸ばすことができるため、ボルトヘッド全体が穴の中に「隠されている」ようになり、表面から突き出されません。
3番目の原則:材料の厚さが実現可能性を決定します。
- 薄い材料プレート(板金など):多くの場合、カウンターリンクは実行可能または最も安全なオプションです(または作成された同様のカウンターサンクスタンピング)。カウンターボアの薄いプレートは、あまりにも多くの素材を奪い、ワークピースを大幅に弱め、安全ではありません。
- 厚い部分:逆説とカウンターボアの両方が技術的であると見なすことができます。選択は、以前に確立された2つの原則に戻ります。ネジの種類とアプリケーションの要件について考えてください。
「JSでは、設計上の決定を下す際に、「最初に正しいことをする」ことと、常に同じタイプのネジヘッドを最初の優先順位と要求するというドラッカーのコメントを適用し、アプリケーション条件と材料の厚さに応じて一般的な推定を行います。この決定を軽視しないでください。接続の信頼性と安全性に直接影響を与えないでください。
実用的なケース分析:精密データロガーのシェル
実際のプロジェクトの例を紹介して、どのようにしてbountersinksとcounterboresは一緒に機能します精密機器で重要な役割を果たすことに貢献する。理論は基礎ですが、実践は最終的な証拠です。
ケース:屋外研究用に設計された頑丈なデータロガー
プロジェクトの背景:著者は最近、高信頼性の屋外データロガーのシェルプロジェクトを完了しました。この構造は、高強度のアルミニウム合金(例:6061-T6)で作られており、ベースプレートとカバーに分割された構造で構成されていました。
中核的な課題は、カバーがIP67レベルのシーリングと光学レベルの平坦性を達成する必要があることですが、内部センサー耐衝撃性の取り付けインターフェイスが必要であり、変位はミクロンレベルで厳密に制御する必要があります。
チャレンジ1:カバーの固定 - シーリングと滑らかさの両方
要件:信頼できる防水シールを形成するために、ネジでベースにカバーをしっかりと固定する必要があります。同時に、外表面RA≤0.8μm、そして、野外環境での傷や水の蓄積を避けるために突起がないはずです。
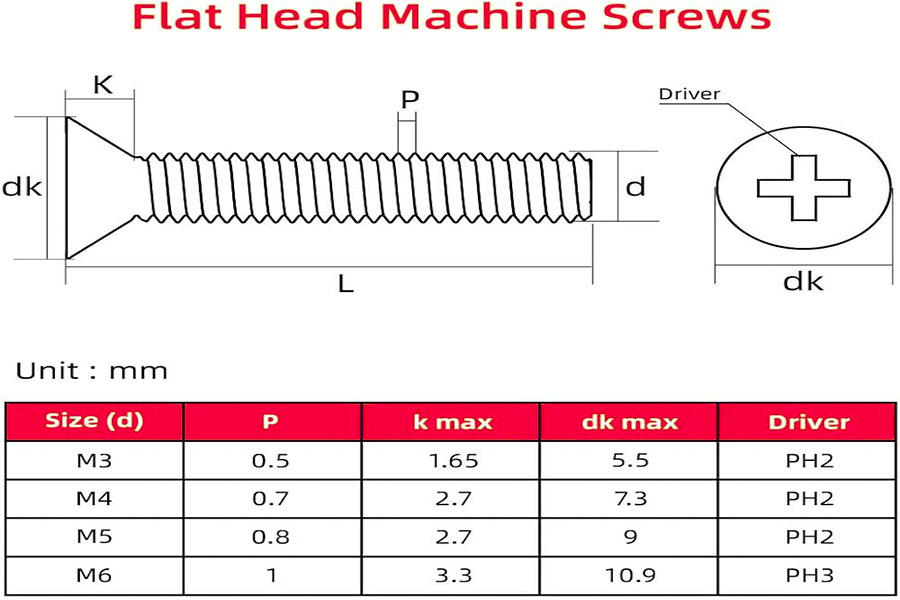
JSのソリューション:M4 A2-70フラットヘッドステンレススチールスクリュー + 90°Countersink。
なぜこの解決策?
カバーの設置位置で90°のcountersinkを正確に機械加工しました。平らなヘッドネジがねじ込まれたとき、その円錐形の頭は、カウンターインクの円錐表面と表面接触を形成します。これには2つの大きな利点があります。
- 偶数かつ厳しい圧力:ネジの頭は、シーリング効果を確保するために、下のシーリングリングに力を均等に伝達できます。
- 本当に平らな表面:ネジの頭が完全に多期に沈み、カバーの表面(平坦性≤0.05mm)があります。滑らかに感じ、傷や水の蓄積の問題を解決します。
JSカスタムCNC加工製造機能により、カウンターインク角耐性(±0.5°)と深さの一貫性(±0.02mm)が保証されます。これは、シーリングの信頼性の基礎です。
チャレンジ2:内部センサーの固定 - 絶対に安定しています
要件:機器には高精度の振動センサーがあり、これは高価であり、データ収集はそれに依存します。アルミニウム合金ベースにしっかりと固定する必要があり、設置共鳴周波数は2kHzを超える必要があり、10grmsのランダム振動に耐えることができなければなりません。まったく振ってはならず、屋外の隆起や振動に耐える必要があります。
JSのソリューション:M6 12.9グレードヘキサゴンソケットヘッドボルト +カウンターボア。
なぜこのソリューションを選ぶのですか?
センサーがベースに固定されている位置でカウンターボアを処理しました。このソリューションの魔法は次のとおりです。
- 大きな接触面:ボルトヘッドは完全に逆に沈み、罰金を提供しますミリングプレーン(平坦性≤0.01mm/25mm)、ボルトヘッドの底面とほぼ100%の接触を達成しました(接触スポット≥85%)。これにより、ボルト材料の引張強度が最大化され、より大きな締められた力(トルク)を軸のクランプ力に効率的に変換します。
- 埋め込み設置:ボルトヘッドは逆説(0.5mm以上の沈下量)に沈み、Z方向スペースを放出し、まったく突き出ず、上のカバープレートを妨げず、内部スペースがきちんとしていることを確認します。

コアエクスペリエンス:それぞれが独自の強みを備えたカウンターリンクとカウンターボア、一緒に働く
| 機能モジュール | キーパフォーマンスインジケーター | 技術提案 | 重要な利点とJS値ポイント | 実際の測定結果 |
| シーリングシステムをカバーします | IP67シーリング/表面粗さRA。 | M4フラットヘッドネジ+カウンターインク。 |
コーン角度精度(82°±0.5°):シーリングリングの均一な圧縮率を保証します。
カウンターサンクホール(±0.02mm)の深さ耐性:ネジヘッドの正確なアライメントを実現します。
JS精密機械加工:0.02mmコーン角度の精度により、シーリング表面の接着が保証されます。
|
IP67認定(1M水深さ/30分)。
RA =0.6-0.7μm。
|
| センサーインストールプラットフォーム | 共鳴周波数/振動変位を取り付けます。 | M6ヘキサゴンソケットボルト+カウンターボア。 |
ボトムフラットネス(≤0.01mm):接触面積とプリロード効率を最大化します。
穴の深さ耐性(±0.025mm):ボルトヘッドシンクの量を正確に制御します。
JS深度制御:±0.025mm穴の深さは、ボルトヘッドの沈みを保証します。
|
10gの振動テストに合格しました。
0.005mm変位(必要よりも50%優れています)。
|
このプロジェクトでは、Boutersinkは表面の平坦性とシーリングの重要なニーズを解決し、カウンターボアは高強度の内部サポートを提供します。彼らは2つの間の選択ではありませんが、さまざまな問題を解決するための2つの鋭いツール。ニーズを理解し、正しい穴の種類と一致する処理技術信頼できる製品を構築する礎石です。
「デザインが同様の課題に直面したら、JSエンジニアリングチームに連絡してください。カスタムCNC加工製造の詳細に精通しており、最も適切なテクノロジーを使用してデザインを正確に実現できます。」
FAQ-ホール処理に関する最後の質問
カウンターインク角は82°または90°ですか?
カウンターインク角が82°°または90°であるかどうかについて、実際には、使用するネジ標準に完全に依存します。
毎日図面を扱うとき、82°は主に統一されたスレッド標準ネジに使用され、90°はメトリック(ISO)ネジの標準角であることがわかります。 2つが混合されている場合、ねじヘッドと穴の間の接触面が一致しません。これは、締め付け効果と接続の信頼性に直接影響します。
JSでは、この種の処理要件に遭遇すると、最も安全な方法は、図面に示されている標準に従ってツールを厳密に選択するか、ツール角が正確であることを確認するために使用するネジの種類を直接確認することです。
図面に正しくマークする方法は?
図面のbountersinkとカウンターボアを明確にマークする鍵は、それを処理する人に一目で理解できるようにすることです。私は通常、描くときにこのようにマークします:
- countersink(面取り穴):最初にスルーホールのサイズ(Ø5スルーなど)を書き、次に使用します逆三角記号(∨)このように、カウンターシンクの大きな直径とその角度を引き出すには:∨Ø10x90°。このようにして、あなたはあなたがカウンター考えたい穴の大きさと角度が何であるかを一目で知ることができます。
- カウンターボア(フラットボトムホール):同様に、スルーホールを最初にマークし(Ø6スルーなど)、次に使用します正方形のボトムシンボル(⌴)Counterboreの直径と、それがどれだけ深く入っているかをマークするには、⌴Ø10↧6などです。重要なのは、深さをマークする必要があることです。
この形式に従うことをお勧めします。シンボルが正しく使用され、寸法が完全にマークされている場合、ワークショップのマスターが間違いを犯す可能性は低くなります。
機械加工では何が逆説していますか?
反論は、特別なツールを使用して、掘削された穴にテーパー溝を処理することです。これを主に、こうして頭を突出させずにスムーズに収まるようにします。過去には、2つのステップで行われていたかもしれませんが、今ではCNC加工を使用するとき、通常、掘削と逆説は1つのクランプで行われます。これの最大の利点は、カウンターインクコーンと下の穴が高いアライメント精度を維持できるため、取り付けたときにネジが曲がらないようにすることです。
通常のドリルビットを使用してbutersinksを作成できますか?
私は、通常のドリルビットでbutersinksを作成できるかどうか尋ねた多くの顧客に会いました。私は本当にこれをすることをお勧めしません。
理由は簡単です:通常のドリルビットの先端角度は一般に118°または135°であり、これは一般的に使用する82°または90°の逆の角度と一致しません。それを使用してbountersinksを処理すると、コーンの形状が曲がっており、ネジの頭が収まらず、締め付け後に機能しないため、長い時間をかけて簡単に緩めます。 countersinkを標準で信頼できるものにしたい場合は、特別なcountersinkカッターを使用する必要があります。このコストを節約しないでください。そうしないと、最終的にはやり直しにかかります。
まとめ
逆説とカウンターボアの選択は、単なる外観の考慮事項以上のものです。接続の機能、構造強度、およびプロの品質最終製品の。 2つの違いを理解し、それらを正しく適用することは、設計の信頼性とパフォーマンスを確保するための重要なエンジニアリングプラクティスです。一見シンプルなホール機能は、適切に処理されない場合、コンポーネント全体の弱点になる可能性があります。
デザインの意図を物理的なオブジェクトに正確に変換したいですか? JSチームはあなたに専門的な保護を提供します:
- エンジニアによる詳細な描画レビュー:CADファイルをオンラインにアップロードしますCNC加工サービスプラットフォーム。私たちのエンジニアは、カウンターインク角(82°または90°?)、カウンターインクの深さなどの重要なパラメーターを含むすべての詳細を慎重に確認し、機能的要件とプロセスの実現可能性を満たし、ソースからの潜在的な問題を回避します。
- 透明な価格:アップロード後、すぐに明確になりますCNC加工価格透明な費用と隠れた料金がないと見積もると、迅速な決定を下すことができます。
- 品質を確保するための専門的な処理:監査済みおよび確認された図面に基づいて、厳密な処理にはプロのCNC機器を使用します。各bountersinkのテーパー角度の精度、各bountersinkの深さと平坦性は、設計仕様を正確に実現し、信頼できる接続と完全なアセンブリを確保します。
ゼロの欠陥のある精密製造を追求しますか?今すぐCADファイルをアップロードしてください専門的なレビューの意見とインスタント引用を得るために! JSチームの専門的なエンジニアリング能力と製造体験をデザインに護衛してください。
免責事項
このページの内容は、情報提供のみを目的としています。JSシリーズ情報の正確性、完全性、または妥当性に関して、明示的または黙示的な表明または保証はありません。サードパーティのサプライヤーまたはメーカーが、Longshengネットワークを介してパフォーマンスパラメーター、幾何学的許容範囲、特定の設計特性、材料品質と種類または仕上がりを提供することを推測すべきではありません。それは買い手の責任です部品の見積もりが必要ですこれらのセクションの特定の要件を特定します。詳細については、お問い合わせください。
JSチーム
JSは業界をリードする会社ですカスタム製造ソリューションに焦点を当てます。私たちは5,000人以上の顧客と20年以上の経験があり、高精度に焦点を当てていますCNC加工、板金製造、3D印刷、射出成形、金属スタンピング、その他のワンストップ製造サービス。
当社の工場には、100を超える最先端の5軸機械加工センター、ISO 9001:2015認定が装備されています。世界中の150か国以上の顧客に、高速で効率的で高品質の製造ソリューションを提供しています。少量の生産であろうと大規模なカスタマイズであろうと、24時間以内に最速の配送でお客様のニーズを満たすことができます。選ぶJSテクノロジーこれは、選択効率、品質、プロフェッショナリズムを意味します。
詳細については、当社のウェブサイトをご覧ください。jsrpm.com
リソース

