

Perché le impugnature per la pausa morbida di alcuni prodotti cadono e si rompono dopo un uso a lungo termine, mentre altri possono attenersi perfettamente al guscio di plastica dura, come se fossero nati come uno? Infatti,La chiave non è la colla, ma una scelta di base prima dell'inizio del sovraccumulo: Accoppiamento del materiale.
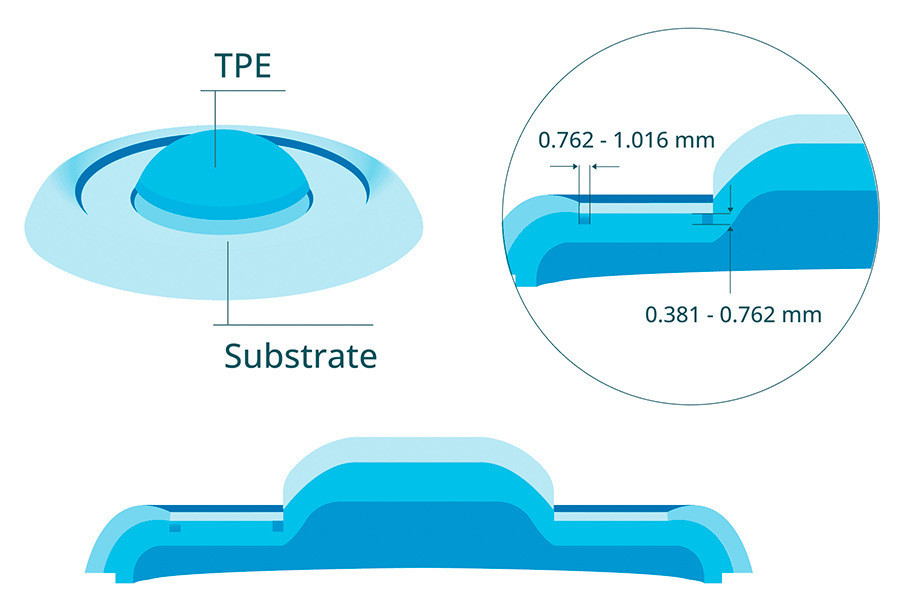
Cosa sta sovrastando? In poche parole,Il processo di sovrastantoè avvolgere un materiale diverso (di solito colla morbida) sul substrato di plastica dura. Questo non è semplicemente incollare due strati di plastica insieme. Richiede che la colla morbida si scioglie ad alta temperatura, avvolga strettamente il substrato e quindi si basi sul morso fisico o persino il legame molecolare tra i materiali per stare insieme. Se l'adesione è buona, il prodotto sarà forte e resistente. Se l'adesione non è buona, è facile causare problemi.
Pertanto, scegliere la giusta combinazione di materiale è assolutamente la chiave per sovraccaricare! È tutt'altro che abbastanza per guardare le prestazioni di un singolo materiale. È necessario garantire che il substrato e la colla morbida (come il TPE comunemente usato) che è rivestito siano in sintonia tra loro. Devono essere in grado di rimanere uniti ad alte temperature e possono davvero fondersi in uno dopo il raffreddamento.
Nel nostro laboratorio JS,Uno dei compiti fondamentali è quello di testare ripetutamente e screening di varie combinazioni di materiali per garantire che ogni sovraccarico possa ottenere il miglior effetto di combinazione e le prestazioni finali del prodotto. Questo è il segreto dietro quei prodotti che sono comodi per il tatto e durevoli.
Riepilogo della risposta principale:
| Concetti fondamentali | Descrizione | Perché è importante |
| Substrato | Il primo strato di materiale duro è di solito un componente strutturale (come ABS, PC, nylon). | Determina la forza e la forma di base del prodotto. |
| Materiale di rivestimento esagerato | Il materiale del secondo strato morbido è di solito uno strato funzionale/tattile (come TPE, TPU, LSR). | Determina la presa, la tenuta e l'estetica del prodotto. |
| Legame chimico | I due materiali attirano e si fondono tra loro a livello molecolare, formando la forza di legame più forte. | È l'obiettivo preferito per raggiungere lo stampaggio di iniezione secondario di alta qualità |
| Interblocco meccanico | Progettando strutture come scanalature e fori, i due materiali sono fisicamente "bloccati" insieme. | È un integratore necessario o una soluzione alternativa quando i materiali sono incompatibili. |
Questa guida vuole condividere la nostra esperienza pratica accumulata con te:
- Forniremo una tabella di riferimento di combinazione di materiale pratico (questo è uno strumento comune nel settore).
- Concentrati sull'analisi delle combinazioni di sovraccarico di plastica più comunemente usate.
- Spiegheremo anche in dettaglio le caratteristiche e i requisiti unici del sovraccoldo in silicone.
- L'obiettivo finale è chiaro: per aiutarti a selezionare accuratamente il materiale plastico sovrastante più adatto.
Perché fidarsi di questa guida? Dal punto di vista del materiale JS e degli esperti di processo
Come ingegnere responsabile dello sviluppo del materiale e del processo presso JS, so che nel campo del sovraccoldo (stampaggio di iniezione secondaria), le decisioni di selezione dei materiali sono cruciali. Il valore di questa guida è radicato nella profonda esperienza pratica del nostro team.
"James Hendry, un'autorità riconosciuta sulle modanature dell'iniezione nel settore, una volta sottolineato: i materiali sono il punto di partenza del processo e la pietra miliare delle prestazioni del prodotto. Ciò si riflette particolarmente nel campo del sovraccoldo su cui ci concentriamo."
In JS, basato su innumerevoli progetti, abbiamo riassunto una semplice verità: se un progetto può avere successo,Il design dello stampo rappresenta il 70%e il restante 30%è tutta scommessa sulla scienza dei materiali.
Questa non è solo un'osservazione casuale. Abbiamo assistito personalmente alla dolorosa lezione di clienti che hanno scelto il grado di materiale TPE sbagliato, risultando nella demolizione dell'intero lotto di prodotti. Anche noirisolto il problema dello strato di gomma morbida del clienteessere facilmente sbucciato ad alte temperature raccomandando un substrato di nylon specifico.
Questa esperienza non viene acquisita dal nulla.Il nostro team si occupa dei fornitori di materiali Top del mondo ogni giornoe ha dati sulle prestazioni effettive per centinaia di voti di plastica ed elastomeri. Ancora più importante, sappiamo come regolare i parametri sulla macchina per lo stampaggio a iniezione per far mordere i due materiali.
Le cose in questa guida non sono detrazioni teoriche, ma l'esperienza di base che abbiamo estratto con un po 'di esperienza pratica dopo aver sperimentato la gioia del successo e le lezioni di fallimento.
La regola d'oro dello stampaggio di iniezione secondaria: la compatibilità determina tutto
A JS, mi occupo di uno stampaggio iniezione ogni giorno,Soprattutto il sovraccoldo vs stampaggio inserisci. Capisco profondamente che se vuoi che due materiali diversi vengano utilizzati nella stessa parte per molto tempo,La chiave sta nel se i diversi materiali possono essere combinati a lungo. E la regola Golden numero uno tra loro è la compatibilità materiale! Ciò determina direttamente se il prodotto è forte e resistente o incline a crack e delaminazione.
Se i due materiali possono essere strettamente combinatiDipende principalmente da due meccanismi di connessione:
1. Legame chimico: "mani" tra molecole
Principio:
A temperature elevate e condizioni ad alta pressione dello stampaggio di iniezione secondaria, la colla morbida (come TPE) coperta si scioglie e si scioglie leggermente la superficie del substrato. In questo momento, le molecole dei due materiali possono penetrare, diffondersi e infiltrarsi tra loro. Dopo il raffreddamento, formano una forte connessione di legame chimico all'interfaccia, proprio come le molecole sono strettamente "che si tiene per mano".
Quali sono le considerazioni chiave?
Questo dipende principalmente dalle proprietà dei due materiali:
- Polarità: proprio come i magneti sono divisi in poli positivi e negativi, i materiali con polarità simili hanno maggiori probabilità di combinarsi tra loro.
- Punto di fusione/temperatura di elaborazione: la temperatura di fusione della colla molle deve essere appropriata, che deve essere in grado di farlosciogliersi e ammorbidire leggermente la superficie del substrato.
- Energia superficiale: l'energia superficiale è ben abbinata, in modo che la fusione possa essere bagnata meglio e diffondersi sul substrato.
Vantaggi:Questa è la situazione più ideale! L'adesione è super forte e le parti presentano spesso un aspetto integrato senza cuciture evidenti. Inoltre, i requisiti perIl design dello stampo è relativamente semplice e direttoe non è necessario fare deliberatamente troppe strutture complesse.
2. Interlock meccanico: "Struttura a mortasa e tenone" in ingegneria
Quando la forza dei due materiali è insufficiente o il solo legame chimico non è abbastanza forte, dobbiamo progettare in anticipo il "meccanismo" sul substrato. Questi meccanismi possono essere piccoli scanalature, fori, trame ruvide specifiche o persino strutture a forma di barb.
Quindi, durante lo stampaggio di iniezione secondaria, il materiale di colla morbido fuso perforerà in questi piccoli fori e riempirà queste strutture. Quando la colla morbida si raffredda e si indurisce, è fisicamente "bloccato" in queste strutture del substrato, proprio come un ancoraggio che aggancia il fondo del mare. Se vuoi separarli, devi distruggere il materiale stesso.
Dove lo usiamo di solito?
Questo metodo è un salvatore in molti casi speciali:
- Usa il silicone (di solito con scarsa adesione chimica) per coprire altri materiali.
- Ricoprire la plastica fuori dall'inserto in metallo.
- Quando due materie plastiche non riescono davvero a trovare una coppia che può essere legata chimicamente.
"La chiave per un sovraccumulo di successo è stabilire efficacemente una connessione tra materiali (legame chimico, interblocco meccanico o una combinazione dei due), che influenza direttamente le prestazioni e la qualità del prodotto. Quando si selezionano i materiali, non dovremmo solo guardare la categoria generale dei materiali, ma anche studiare i dati di grado specifico in profondità. aiutarti a trovare il partner di materiale perfetto. "
Guida di accoppiamento del materiale di stampaggio a iniezione secondaria
Questa tabella riassume le prestazioni combinate tipiche di substrati rigidi comuni e materiali di copertura tradizionale (TPE/TPV, TPU, LSR) nel settore ed è uno strumento efficiente per le direzioni di screening nella fase iniziale del progetto. Ma ricorda:
- Questa tabella è solo una guida generale.
- L'effetto di combinazione finale sarà influenzato dalla formula, dalle condizioni di elaborazione e dalla progettazione del grado di materiale specifico.
- L'effetto effettivo dipende dalla prova!Viene utilizzato solo come riferimento di base per il lancio del progetto, non come base finale.
Quanto segue è la tabella di riferimento dell'accoppiamento core:
| Substrato (duro) | TPE/TPV (elastomero termoplastico) | TPU (poliuretano termoplastico) | LSR (gomma in silicone liquido) |
| Addominali | Eccellente (legame chimico) |
Buono (legame chimico)
|
Scarso (richiede interblocco/primer meccanico) |
| PC (policarbonato) | Eccellente (legame chimico) | Eccellente (legame chimico) | Scarso (richiede interblocco/primer meccanico) |
| Lega PC/ABS | Eccellente (legame chimico) | Eccellente (legame chimico) | Scarso (richiede interblocco/primer meccanico) |
| PP (polipropilene) | Bene (richiede TPE di grado speciale) | Povero | Scarso (richiede interblocco/primer meccanico) |
| Nylon (PA6, PA66) | Bene (richiede TPE di grado speciale) | Bene (richiede TPU di grado speciale) | Medio (richiede un primer speciale e un interblocco meccanico) |
| PBT | Bene | Eccellente (legame chimico) | Scarso (richiede interblocco/primer meccanico) |
| Metallo (acciaio, alluminio) | Medio (che richiede interblocco meccanico) | Buono (richiede interblocco meccanico) | Bene (richiede un primer speciale e un interblocco meccanico) |
La mia interpretazione dei voti in questa tabella:
- Eccellente:Un forte legame chimico può essere generato tra materiali morbidi e duri. Questa è la situazione più ideale, con elevata forza di legame e poche restrizioni di progettazione. Questa è la valutazione che ai nostri ingegneri piace vedere di più.
- Bene: è possibile generare un certo legame chimico, ma la resistenza del legame è generalmente inferiore all'eccellente livello. Ti suggerisco di aggiungere funzionalità di interblocco meccanico come supplemento o assicurazione durante la progettazione del prodotto per rendere il legame più affidabile.
- Medio: il legame chimico è molto debole o quasi inesistente. Il fatto che possa avere successo dipende principalmente dalla struttura di interblocco meccanico che progetta, che di solito richiede un trattamento superficiale, come la spruzzatura di uno strato di agente di trattamento (primer) per migliorare l'adesione o proteggere un po 'la superficie.
- Povero: è difficile formare un legame chimico. La forza di legame deve essere ottenuta attraverso un design della struttura a scatto molto preciso e fondamentalmente un primer specifico deve essereUtilizzato per trattare la superficie di plastica dura.
Dalla mia amara esperienza come ingegnere JS:
(1) Il grado di materiale specifico è il re!
Questa tabella è una guida generale, ma le prestazioni di diversi produttori, o addirittura marchi diversi di TPE/TPU/LSR dello stesso produttore, possono essere molto diverse!
Soprattutto dove è contrassegnato nel "grado speciale richiesto" (come PP+TPE, Nylon+TPE/TPU), è necessario chiedere dati di compatibilità e suggerimenti di elaborazione per marchi specifici da fornitori di materiali come noi oDipartimento tecnico del nostro JS.Se si utilizza direttamente questa tabella per ordinare i materiali, è possibile fallire.
(2) Il design strutturale è l'anima!
Soprattutto per combinazioni medie e povere, o persino buone combinazioni, un design meccanico di buon e ben consigliato è spesso la chiave per il successo o il fallimento. Durante la fase di progettazione è necessaria una stretta comunicazione con ingegneri di stampo e ingegneri di materiale.
(3) I test di prova non possono essere salvati!
Non importa quanto sia perfetta la teoria, deve essere testata nella pratica. Si consiglia vivamente di teUsa il marchio di materiale specifico che hai selezionato per eseguire un piccolo test di campionamento(come un semplice test di sovrapposizione) per testare effettivamente la forza di legame prima di aprire ufficialmente lo stampo. Questo passaggio non può essere salvato, in quanto può evitare grandi problemi in seguito.
Questa tabella ti aiuta a proiettare preliminariamente la combinazione di materiale ed evitare evidenti problemi.Il successo del sovraccarico sta in tre chiavi:Abbinamento preciso di gradi specifici, progettazione strutturale mirata e rigorosa verifica del campione.
"Non prendere decisioni basate sul tavolo da solo! Se stai valutando un progetto, in particolare uno che coinvolge materiali difficili, ti consigliamo di contattare il nostro team tecnico il prima possibile. Useremo la tecnologia professionale di modellatura ad iniezione per aiutare a ottenere costantemente il prodotto finale!"
Combinazioni di materiali comuni e casi di applicazione
Lascia che ti parli di alcune delle combinazioni di materiali più comunemente usate e più affidabili nei nostri progetti reali, nonché alle loro applicazioni. Queste sono tutte esperienze che sono state fatte e verificate:
Caso 1: la classica combinazione di custodie per telefoni cellulari e maniglie degli strumenti: ABS/PC/PC-ABS + TPE/TPU
- Le soluzioni di plastica e in gomma morbida dura sono ampiamente utilizzate in parti comeCase di telefonia mobile anti-slip, impugnature per utensili e aree del pulsante di controllo del telecomandoe i loro vantaggi sono significativi:
- Complementarità funzionale: la plastica dura fornisce resistenza strutturale e un buon aspetto e la gomma morbida TPE/TPU fornisce un tocco comodo, proprietà anti-slittamento e ammortizzazione e assorbimento degli ammortizzatori.
- Combinazione affidabile: il legame chimico chiave rende il legame di interfaccia tra i due eccellenti, garantendo la durata a lungo termine del prodotto.
Allo stesso tempo,In sovraccarico di gomma, questa combinazione è anche diventata una delle soluzioni preferite a causa della sua eccellente compatibilità chimica e gli ingegneri hanno molta fiducia in essa.
Caso 2: una scelta forte per i prodotti automobilistici ed esterni: nylon (PA) + TPE/TPU
Applicazioni:Rivestimento della maniglia per auto (presa comoda), Interfaccia del connettore collegata e scollegata frequentemente (sovrastando il cavo), parti esterne che richiedono flessibilità e resistenza all'usura.
Vantaggi:
- Il nylon offre un'eccellente resistenza all'usura, resistenza alla corrosione chimica e resistenza ad alta temperatura, adatto a condizioni di lavoro difficili.
- Gomma morbida TPE/TPU appositamente formulata, che copre la superficie del nylon,Fornisce uno strato protettivo morbido ed elastico in contatto, attrito e parti di sigillatura.
Punti chiave:Sebbene la combinazione sia leggermente più difficile della precedente (è necessario scegliere il giusto grado speciale di gomma morbida), una volta che la partita ha successo, l'effetto e la durata sono molto buoni.
Caso 3: Guardia di sicurezza medica e alimentare: sovraccarico di silicone
Scenari di applicazione:Il bordo della maschera respiratoria che contatta direttamente la pelle, i ciucini, gli stampi che richiedono cottura ad alta temperatura e prodotti elettronici con requisiti rigorosi per guarnizioni impermeabili (come orologi intelligenti).
Perché sceglierlo?
Il silicone (in particolare il silicone liquido LSR), è naturalmente non tossico e inodore, soddisfa i requisiti medici e alimentari, non ha paura di temperature estreme alte e basse, non è facile reagire con altre cose ed è particolarmente morbido ed elastico.
Promemoria chiave:
Il silicone è chimicamente incompatibile con la maggior parte delle materie plastiche e non può rimanere saldamente da solo! Per raggiungere il successo, questi due aspetti devono essere affrontati:
- Progetta una struttura "snap-on" precisa: progettare barbi, scanalature, ecc. Sulle parti di plastica dura in modo che il silicone possa essere bloccato fisicamente dopo lo stampaggio a iniezione.
- Usa bene il primer:Adatta la superficie di plastica dura prima dello stampaggio a iniezione.Questo strato di colla può fungere da ponte per migliorare l'adesione tra silicone e plastica dura. Nei progetti medici e impermeabili che facciamo, questi due punti non devono essere sciatti.
Questi casi di successo forniscono direzioni di progettazione affidabili. Ma il successo o il fallimento del progetto risiede nei dettagli: selezione precisa di livello materiale, progettazione della struttura di legame ottimizzata, primer e processo corrispondenti.
"Di solito raccomando che quando si tratta di combinazioni di nylon o LSR, è meglio consultare il nostro team tecnico professionale nelle prime fasi del design. Determineremo congiuntamente la combinazione di materiale ottimale, rivederemo la progettazione strutturale e verificare attraverso la produzione di prove batch per garantire che il prodotto soddisfi pienamente gli standard in termini di funzione, disabilità e affidabilità."

FAQ - Risposte a tutte le tue domande sulla selezione dei materiali
Domanda 1: qual è la migliore plastica per stampaggio a iniezione secondaria?
Ad essere onesti, non esiste davvero il meglio in assoluto e la funzione del prodotto e i requisiti di prestazione devono essere considerati in modo completo.
- Perseguire una buona sensazione ed efficacia in termini di costi:ABS è raccomandato come substrato, rivestito con colla morbida TPE. Può migliorare significativamente il tocco controllando efficacemente i costi.
- Richiede trasparenza e elevata resistenza all'impatto: il substrato di colla rigida per PC con colla morbida TPU rivestita è una soluzione ideale, adatta per applicazioni come gusci anti-fallo trasparenti.
- Presta attenzione alla resistenza all'usura e alla resistenza chimica: il nylon è raccomandato come substrato, rivestito con materiali TPE o TPU con resistenza all'usura o resistenza chimica.
- Applicazioni medicheo ambienti di temperatura estremi: la gomma in silicone liquido (LSR) è un'opzione, ma i suoi requisiti di processo sono elevati e la progettazione della struttura del substrato deve essere accuratamente selezionata per corrispondere.
Domanda 2: quali materiali vengono utilizzati per l'inserimento di stampaggio?
Questo viene risposta in due parti:
- Inserire il materiale: di solito parti metalliche (come ottone, acciaio inossidabile, lega di alluminio). È inoltre possibile utilizzare fogli di circuito ceramico o stampato (PCB). L'inserto viene posizionato nella cavità dello stampo prima dello stampaggio a iniezione.
- Selezione di plastica di rivestimento:I materiali comunemente usati includono nylon (nylon), PBT, PPS e altre materie plastiche ingegneristiche ad alte prestazioni. La scelta specifica dipende dai requisiti per la resistenza delle parti, le prestazioni dell'isolamento, il livello di resistenza alla temperatura, ecc. Ad esempio, gli inserti metallici rivestiti PPS vengono spesso utilizzati per le parti del motore che richiedono un isolamento elettrico ad alta temperatura.
Domanda 3: di quale materiale è fatto lo stampo stesso?
La forza principale è l'acciaio speciale: acciai come P20, H13 e S7 sono la forza principale assoluta. Hanno un'elevata durezza o sono rafforzati dal trattamento termico, in particolare resistente all'usura e resistente all'impatto, solo per resistere a decine di migliaia o addirittura centinaia di migliaia di impatti in plastica ad alta temperatura e ad alta pressione.
Cosa fare con piccoli lotti o prove?
Se facciamo solo poche o poche migliaia di campioni o il prodotto è ancora in fase di verifica, al fine di risparmiare tempo e costo,A volte usiamo la lega di alluminio 7075 per creare stampi.L'elaborazione in alluminio è veloce e il costo dello stampo è molto più basso, ma la durata della vita non è sicuramente buona come gli stampi in acciaio. È adatto alla verifica precoce o alla produzione di massa.
Riepilogo
La chiave per garantire un processo di sovraccumulo di successo è avere una profonda comprensione delle proprietà del materiale. La scelta della giusta combinazione di materiali non solo garantisce una struttura di prodotto forte e affidabile, ma migliora anche significativamente il suo valore di mercato e l'esperienza dell'utente. Sebbene il grafico della compatibilità sia un punto di partenza importante, il modo più efficiente per ottimizzare veramente il design, raggiungere un forte legame ed evitare rischi è lavorare con ingegneri esperti.
Lascia che il team JS illumini il tuo prodotto con sovraccarico!
- Evitare costosi tentativi ed errori: quando si tratta di selezione dei materiali, gli esperti delIl team JS può aiutarti a scegliere il materiale giusto all'inizio del progetto.
- Ottimizza il design e il legame: non selezioniamo solo materiali, possiamo ottimizzare il tuo design per garantire l'effetto di legame ideale delle parti sovrastallate.
Ottieni supporto dedicato ora: contattaci e lo farai:
- Ricevi un PDF gratuito della Guida di progettazione eccessiva (compresi i principi pratici).
- Parla direttamente con i nostri ingegneri per discutere in profondità le esigenze del tuo progetto.
- Trova la combinazione ideale: lavoriamo insieme aTrova una soluzione materiale con le migliori prestazioni e costi per il tuo prodotto.

Disclaimer
Il contenuto di questa pagina è solo a scopo informativo.Serie JSNon vengono fatte dichiarazioni o garanzie di alcun tipo, espresso o implicito, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si dovrebbe dedurre che i parametri delle prestazioni, le tolleranze geometriche, le caratteristiche di progettazione specifiche, la qualità del materiale e il tipo o la lavorazione che il fornitore o il produttore di terze parti fornirà attraverso la rete Longsheng. Questa è la responsabilità dell'acquirenteChiedi un preventivo per le partiper determinare i requisiti specifici per queste parti.Si prega di contattarci per ulteriori informazioni.
Squadra JS
JS è un'azienda leader del settoreConcentrati su soluzioni di produzione personalizzate. Con oltre 20 anni di esperienza nel servizio di oltre 5.000 clienti, ci concentriamo sull'alta precisioneMACCHING CNC,Fabbricazione di lamiera,Stampa 3D,Stampaggio a iniezione,Stamping in metallo,e altri servizi di produzione unica.
La nostra fabbrica è dotata di oltre 100 centri di lavorazione a 5 assi all'avanguardia ed è certificato ISO 9001: 2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità ai clienti in oltre 150 paesi in tutto il mondo. Che si tratti di produzione a basso volume o personalizzazione di massa, possiamo soddisfare le tue esigenze con la consegna più veloce entro 24 ore. scegliereTecnologia JSSignifica scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito Web:jsrpm.com
Risorsa

