

Inserire lo stampaggio e il sovraccarico sono entrambe le categorie di stampaggio ad iniezione, che spesso si confondono. Tuttavia, ci sono differenze essenziali tra questi due processi in termini di principi di attuazione e campi di applicazione.
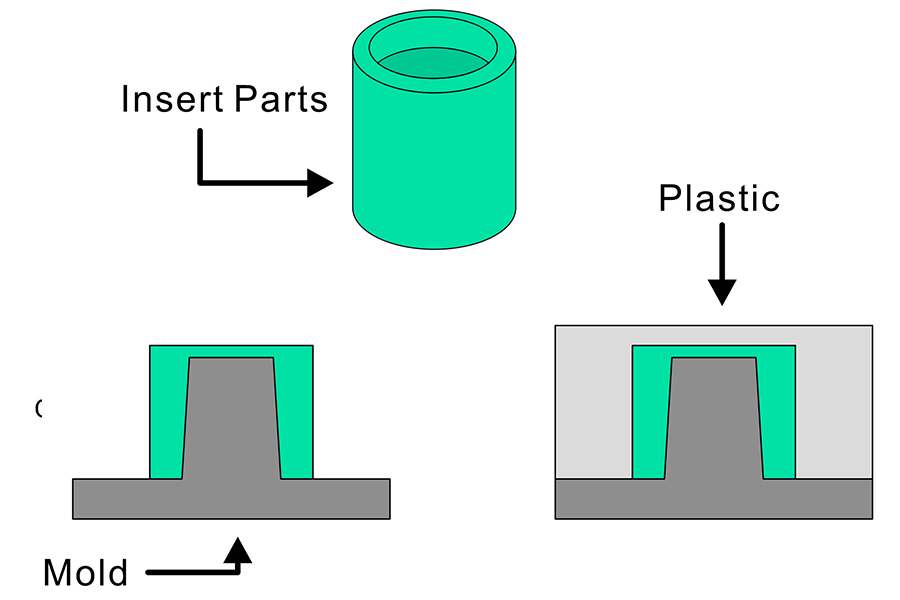
Ci riferiamo a inserire modanature qui. Il suo processo primario è inserire prima e poi sovrastimando. Trova in particolare e pre-fissa una parte già prodotta (nota come inserto) nella cavità dello stampo prima. Quindi, il materiale termoplastico fuso viene inserito nello stampo.
Dopo aver raffreddato e consolidato la plastica, racchiude strettamente l'inserto e le staffe attorno all'inserto eFinalmente Demolds per formare una parte strutturale composita. Tale è un processo che cattura i punti di forza di materiali diversi mediante l'interblocco meccanico, quindi un processo di valore unico.
Di seguito il contenuto analizzerà le fasi di processo, le applicazioni generali e i parametri essenziali che devono essere presi in considerazione prima dell'uso in dettaglio lo stampaggio di inserimento.
Cos'è lo stampaggio inserisci?
Inserire lo stampaggio è un processo di stampaggio ad iniezione. Il suo processo core è quello di posizionare una parte precedentemente formata (la chiamiamo un inserto, di solito un inserto in metallo) nello stampo prima di mettere la fusione della plastica nello stampo. Dopo che la plastica è stata iniettata, circonda l'inserto. Quando si raffredda e si solidifica, la plastica e l'inserto sono strettamente fusi insieme come un intero pezzo e diventano parte della parte finale.
I prodotti ottenuti da questo processo possono combinare la durata e la resistenza del metallo con la leggerezza della plastica, creando così il prodotto finale forte ma leggero. Per l'attributo di cui sopra, in una certa misura, è stato applicato in numerosi settori. Per semplicità, l'inserimento di stampaggio è un modo molto efficiente per sfruttare le parti metalliche in modo che le parti di plastica possano essere ottimizzate per le loro prestazioni.
Come funziona il processo di stampaggio degli inserti?
1. Preparare gli inserti
Prima di modellare, dobbiamo preparare gli inserti da utilizzare. QuestiGli inserti possono essere metallici (come acciaio, alluminio), ceramica o addirittura un'altra parte di plastica, allo scopo di portare le loro proprietà uniche (come forza, conducibilità, forma speciale) alla parte finale.
Il design di questi inserti è fondamentale: devono essere abbastanza forti da resistere all'elevata pressione e alla temperatura durante l'iniezione. Allo stesso tempo, dobbiamo trovare un modo per far sì che la successiva presa in plastica lo possa fare facendo alcune trame, scanalature o progettandolo in una forma complessa.
2. Carica l'inserto nello stampo
Questo passaggio determina come mettere l'inserto saldamente in atto.
Produzione su larga scalaPreferisce il caricamento della macchina: in questo momento, le apparecchiature automatiche verranno utilizzate per inserire rapidamente e accuratamente l'inserto nella posizione specifica dello stampo. La macchina ha una velocità di caricamento rapida e una grande uscita di parti, che è adatta per creare molte parti. Tuttavia, l'attrezzatura a macchina costa anche un sacco di soldi all'inizio.
Piccoli lotti o produzione di prova vengono caricati manualmente: se la quantità non è grande o è nella fase di prova, i lavoratori qualificati metteranno manualmente l'inserto con cura nello stampo. Questo metodo costa meno nella fase iniziale, ma è relativamente lento.
3. Iniettare plastica nello stampo
Quando l'inserto è in posizione e lo stampo è chiuso, il liquido di plastica fusa ad alta temperatura (cioè materiale termoplastico) viene iniettato nello stampo ad alta pressione. Questa pressione è molto importante. Assicura che il liquido di plastica possa fluire uniformemente, avvolgere ogni angolo dell'inserto e riempire l'intera cavità dello stampo allo stesso tempo.
4. Tenuta di pressione, raffreddamento e modellatura
Lo stampo non può essere aperto immediatamente dopo che la plastica è riempita. È necessario mantenere una certa pressione per un periodo di tempo, in primo luogo aimpedire alla plastica che non è ancora stata formata., e in secondo luogo per rendere la plastica più compatta per compensare il restringimento e ridurre la deformazione di restringimento. Allo stesso tempo, lo stampo deve essere mantenuto a una temperatura adeguata in modo che la plastica possa raffreddare e indurirsi uniformemente e completamente.
5. Apri lo stampo per eliminare la parte
Dopo che la plastica è stata completamente raffreddata, indurita e formata, lo stampo viene aperto e possiamo eliminare la nuova parte di nuova formazione con l'inserto e la plastica ben combinati.
6. Pulisci il residuo del cancello
Durante il processo di iniezione, il canale per il liquido in plastica per entrare e uscire dallo stampo (chiamato gate o corridore) sarà riempito e indurito, formando scarti di plastica in eccesso attaccati alla parte.Questi materiali in eccesso devono essere rimossie i metodi includono il taglio manuale o il taglio della macchina per ripristinare la parte alla sua forma corretta.
7. Post-elaborazione della parte
A volte, le parti che sono state appena eliminate necessitano di alcuni lavori di finitura per essere veramente completati:
- Rimuovi le bara: alcuni piccoli flash o bara di alcune materie plastiche possono influire sull'aspetto e la sensazione. JS di solito li pulisce con strumenti manuali o attrezzature semplici.
- Trattamento termico: lo stress interno può essere generato all'interno della parte durante lo stampaggio, che influenzerà la vita della parte o addirittura la deformerà. Un trattamento di riscaldamento adeguato può rilassare il materiale. La temperatura di riscaldamento dovrebbe essere controllata bene, generalmente un po 'più alta della temperatura che la parte incontrerà quando lavora in seguito o inferiore alla temperatura alla quale la parte stessa inizierà ad ammorbidirsi.
- Trattamento superficiale:JS fornisce vari tipi di trattamento superficiale. Questo passaggio è principalmente quello di rendere le parti non solo più belle, ma a volte più resistenti. Dalla pittura all'elettroplazione, la scelta finale di quale metodo dipende interamente dai requisiti per la funzione e l'aspetto specifici del prodotto finito. Le parti elaborate mediante modanatura di inserto in plastica organizzano anche questo processo in base alle esigenze effettive.
Inserisci i punti chiave della guida allo stampaggio
(1) Inserire il design e il posizionamento
- Forma e dimensioni corrispondenti: l'inserto deve abbinare la forma della parte di plastica e ci deve essere abbastanza spazio attorno a essa per far scorrere la plastica e avvolgerla completamente, in modo che possa attaccarlo saldamente.
- Trattamento superficiale: è meglio se la superficie dell'inserto è leggermente ruvida, in modo che la plastica possa afferrarlo più facilmente e attaccarsi più saldamente. Una superficie eccessivamente liscia può causare spargimento.
- Posizionamento e fissaggio precisi: l'inserto deve essere posizionato nella giusta posizione nello stampo per evitare che venga spostato dalla pressione di iniezione. Può essere saldamente fissato con strutture come perni di posizionamento e fibbie.
- Controllo della tolleranza dimensionale: la dimensione dell'inserto deve garantire una rigorosa tolleranza dimensionale. Una tolleranza troppo grande porterà a difficoltà di assemblaggio finale o deformazione in parte.
- Rinforzo inserto in metallo: se l'inserto è metallico (come acciaio, alluminio, rame, acciaio inossidabile), è possibilePrendi in considerazione il trattamento o il rivestimento della sua superficiein modo che possa aderire più strettamente alla plastica, aumentando così la forza generale della parte.
(2) La corrispondenza del materiale dovrebbe essere appropriata
1. Plastica e inserimento corrispondente:
Quando si sceglie la plastica,Assicurati che sia compatibile con il materiale di inserimento che usi. Altrimenti, non si attaccherà bene o la parte sarà facilmente deformata o rotta a causa di diversi gradi di espansione termica e contrazione.
2. Coefficiente di espansione termica (CTE) Matching:
La differenza di espansione e contrazione tra l'inserto e la plastica durante il riscaldamento o il raffreddamento è il fattore centrale che influenza la qualità di legame, la deformazione delle parti in plastica e l'affidabilità a lungo termine. Secondo le caratteristiche dei diversi materiali di inserimento, il design si concentra su diversi aspetti:
| Tipo di materiale incorporato | Caratteristiche del coefficiente di espansione termica (CTE) | L'impatto principale sulle parti di plastica | Strategie di progettazione chiave |
| Inserti in acciaio | Basso (10-13 x 10 ⁻⁶/° C) |
Limitare il restringimento della plastica circostante durante il raffreddamento.
|
Scegli la plastica a basso rimpiangere. Progetta attentamente la distribuzione dello spessore dell'involucro di plastica. |
| Inserti in alluminio | Più alto (20-24 x 10 ⁻⁶/° C) | Dopo il raffreddamento, il restringimento è significativamente irregolare. |
Design estremamente cauto della zona di transizione dello spessore della parete, con barre di rinforzo aggiunte localmente.
|
| Inserti in lega di rame | Moderatamente alto (~ 17 x 10 ⁻⁶/° C) | L'elevata conduttività termica influisce sulla velocità di raffreddamento locale. | Presta attenzione al design complessivo dello spessore delle pareti e presta particolare attenzione alla disposizione dei canali dell'acqua di raffreddamento attorno alle parti incorporate. |
|
Inserti in acciaio inossidabile
|
Basso (simile all'acciaio, 10-18 x 10 ⁻⁶/° C) | Simile all'influenza degli inserti in acciaio. | I principi di progettazione sono gli stessi degli inserti in acciaio. Per i requisiti di resistenza al legame elevati, si consiglia di aggiungere strutture di bloccaggio meccanico. |
3. Materiale della lama del gate:
La lama usata per tagliare il canale di flusso di plastica ocancello nello stampo(anche chiamato Gate Blade), la sua selezione (acciaio comunemente usato, alluminio, ottone, acciaio inossidabile) deve considerare in modo completo i requisiti chiave del componente:
- Resistenza alla durezza/usura: capacità di resistere all'erosione e all'usura della plastica.
- Conduttività termica: influisce sul controllo della temperatura dell'area locale.
- Efficienza economica: equilibrio tra costo e vita di servizio.
Di solito acciaio ad alta resistenza (come carburo cementato, acciaio ad alta velocità) viene utilizzato in aree che richiedono un'alta resistenza all'usura.
(3) Chiave per il design dello stampo
- Design e posizione del cancello: la posizione e il tipo di cancello sono molto importanti. Scegli un buon posto e un metodo (come l'ingresso laterale, l'ingresso del tunnel o il corridore caldo) in modo che la plastica possa fluire uniformemente attorno all'inserto per avvolgerlo. In questo modo, le parti sono uniformemente stressate e più forti.
- Design di scarico da muffa:Quando la plastica si precipita nello stampo, stringe l'aria all'interno e lo stampo deve avere un posto dove questi gas devono essere scaricati efficacemente. Lo scarico insufficiente causerà bruciare parti di plastica e riempimento insufficiente. Le scanalature di scarico adeguate (di solito 0,01-0,03 mm di profondità) devono essere impostate nello spazio tra gli inserti.
- Sistema di raffreddamento: lo stampo si raffredda rapidamente e l'efficienza della produzione è alta. Come disporre i tubi di raffreddamento è fondamentale, specialmente attorno agli inserti, la temperatura dovrebbe essere controllata uniformemente.
- Conveniente da eliminare: il design dello stampo dovrebbe rendere facile per le persone inserire gli inserti e posizionarli, quindi espellere le parti senza intoppi dopo lo stampaggio. È necessario progettare un meccanismo di eiezione speciale.
- Resistenza alla muffa: la parete dello stampo non può essere troppo sottile e deve essere in grado di resistere all'alta pressione e all'impatto durante lo stampaggio a iniezione. Per garantire che lo stampo non si deformi, la produzione può essere più stabile.
(4) Suggerimenti per la facile demoulding:
Le materie plastiche si restringono dopo il raffreddamento e le parti potrebbero rimanere bloccate nello stampo e non possono uscire. Sulla superficie verticale della parte, progettare un po 'di pendenza (di solito ≥1 °, minimo non inferiore a 0,5 °), in modo che il demoulding sia molto più semplice.Questo pendio è l'angolo di bozza, che può ridurre i danni in parte e rendere la produzione più fluida.
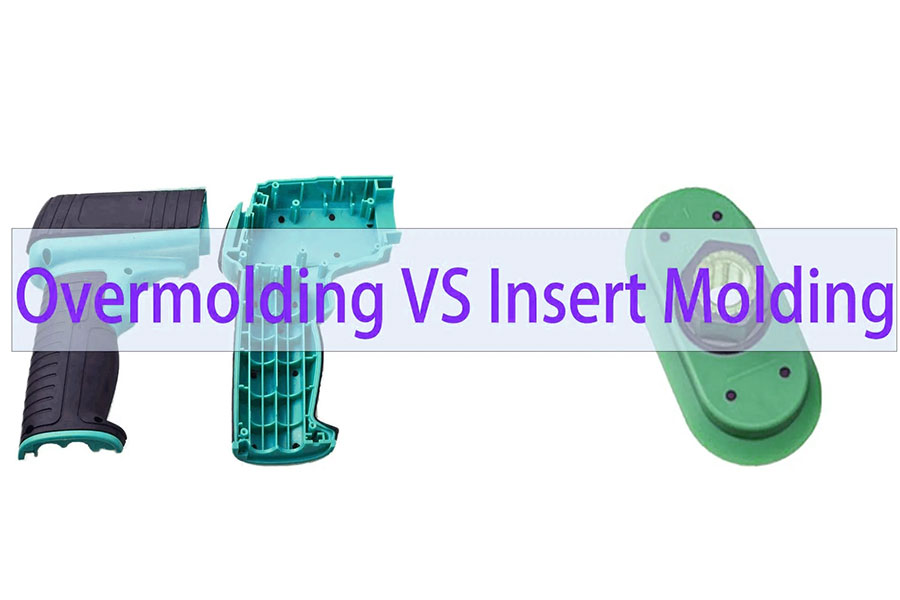
Inserisci modanatura vs sovrastando: quali sono le differenze?
Nel campo dello stampaggio a iniezione, viene spesso menzionato il sovraccoldo contro lo stampaggio inserto, ma ci sono ovvie differenze nei loro principi e scopi del processo:
1. OverMolding: stampaggio di iniezione secondaria per formare uno strato di superficie funzionale
Questo processo è diviso in due passaggi:
- Stampaggio del substrato: il primo passo è utilizzare metodi di stampaggio di iniezione ordinari per produrre parti di plastica di base (substrato).
- Mormatura secondaria: tratta questa parte di plastica finita come un inserto, mettila in un altro stampo e inietta un altro materiale nella superficie del substrato attraverso una seconda modellatura a iniezione e solidificarla.
L'obiettivo principale è quello di aggiungere un livello di materiale specifico al substrato originale. Questo strato di materiale è solitamente usato per:
- Migliora il tocco e la presa del prodotto.
- Fornire ammortizzazione per proteggere le parti all'interno da dossi, vibrazioni o umidità.
- Inserire l'iniezione di stampaggio (inserire modanatura):L'incapsulamento del materiale è completato in un'unica iniezione.
Quando si inserisce l'iniezione di stampaggio, inserire prima una parte pronta in una posizione specifica nello stampo. Chiudi lo stampo e inietta la plastica liquida direttamente in esso. Dopo che la plastica si raffredda, la parte pronta è saldamente avvolta al suo interno, e viene fatta in una volta sola. Quando la parte viene tolta dallo stampo, le due parti sono state combinate in un insieme.
I vantaggi di farlo sono molto reali:
| Categoria di vantaggio | Spiegazione specifica |
| Migliorare l'efficienza della produzione | Non c'è bisogno di produrre e assemblare in due fasi, aumentando notevolmente la velocità di produzione. |
| Semplifica i materiali multifunzionali | Combinando direttamente materiali diversi (come metallo e plastica) in un componente strutturalmente complesso in un singolo processo. |
| Ottimizza i componenti | Le parti prodotte di solito hanno dimensioni più compatte e peso più leggero. |
| Combinando i vantaggi del materiale | Integrazione della resistenza meccanica degli inserti in metallo con la flessibilità leggera e di progettazione della plastica. |
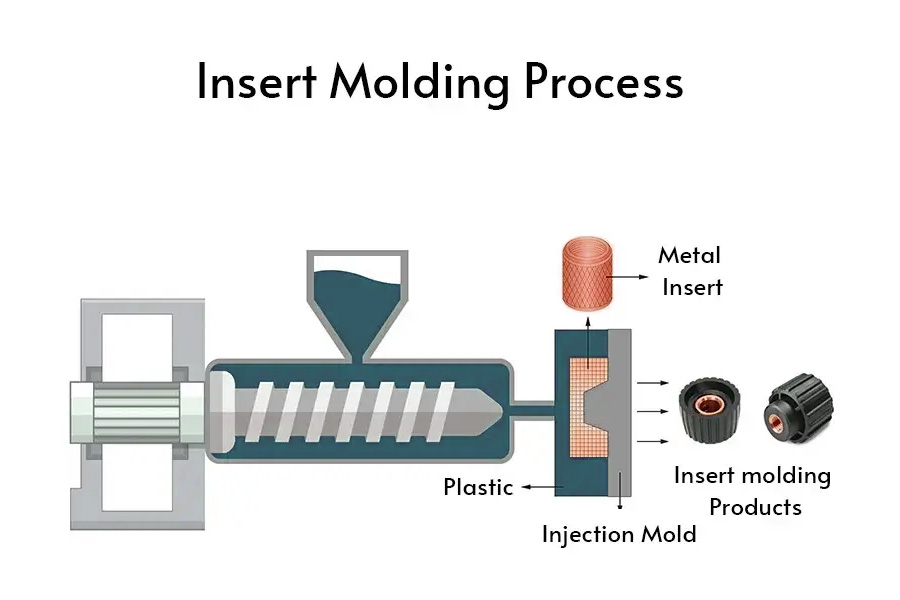
Quale attrezzatura è necessaria per inserire l'iniezione di stampaggio?
1. Impiezione di stampaggio:L'ospite centrale è responsabile dello scioglimento delle particelle di plastica e dell'iniezione nello stampo ad alta pressione.
2. Stampo specializzato:Lo strumento chiave, il cui interno deve essere progettato con dispositivi di posizionamento di inserto precisi (come slot, pin) per garantire che le parti metalliche inserite, le parti elettroniche e altri inserti non si muovano durante lo stampaggio a iniezione.
3. Attrezzatura di elaborazione insert:
- Posizionamento di attrezzature: scegliere il posizionamento manuale, il robot automatico che afferrano e il posizionamento o l'alimentazione della cintura del trasportatore in base alla produzione.
- Equipaggiamento di preriscaldamento: come forni o piastre di riscaldamento, utilizzate per riscaldare alcuni inserti prima dello stampaggio a iniezione per migliorare l'effetto di legame.
4. Attrezzatura ausimentale:
- Essiccatore di plastica: particelle di plastica secche per impedire all'umidità di causare difetti del prodotto.
- TEMPPORTAZIONE DELLA TEMPORA MODO: Controllare con precisione la temperatura dello stampo per garantire la qualità e l'efficienza del prodotto.
- Hot Runner System:Riscaldamento dei tubi nello stampo per ottimizzare il flusso di plastica e ridurre i rifiuti.
- Attrezzature di raccolta: come i robot, eseguire automaticamente i prodotti finiti per garantire sicurezza e efficienza.
Un set completo di soluzioni di stampaggio di inserimento è quello di realizzare la macchina per lo stampaggio iniezione, stampi speciali con posizionamento preciso, attrezzature di elaborazione e attrezzature ausiliarie necessarie come essiccatori e controller di temperatura dello stampo. Solo in questo modo possono essere prodotti prodotti con una forte combinazione di plastica e inserti in modo efficiente e stabilmente.
Perché utilizzare la tecnologia di stampaggio Inserisci?
L'inserimento della tecnologia di stampaggio viene utilizzato principalmente quando alcune piccole parti chiave di metallo o altri materiali devono essere incorporate in parti di plastica. Quando scopri che la plastica pura non è competente per la connessione, la conduzione o alcuni luoghi necessitano di un rinforzo speciale, questa è una buona scelta.
- L'uso più comune è creare punti di connessione forti e durevoli. Usiamo la plastica per creare fori a vite e simili, che potrebbero non essere affidabili se le viti vengono ripetutamente avvitate o sottoposte a forze di grandi dimensioni. Inserire lo stampaggio prima mette il dado metallico o la manica filettata, quindi lo avvolge con la plastica, in modo che il foro della vite sia particolarmente resistente.
- Il secondo è incorporare piccole parti funzionali. Ad esempio, un certo punto sulla parte di plastica deve essere conduttivo o conduttivo. In questo momento,Metti la colonna conduttiva in metallo o il dissipatore di calore nello stampoe la plastica lo avvolgerà e lo stringerà durante lo stampaggio a iniezione, che è molto più affidabile del legame colla in seguito.
- Il terzo è rafforzare le parti chiave delle parti di plastica. Per i luoghi con stress elevato, come i luoghi in cui vengono pressati i cuscinetti, le cerniere che sono spesso attive e i punti in cui il guscio deve essere fisso, seppellire le parti metalliche in anticipo e quindi avvolgere la plastica possono migliorare notevolmente la resistenza di questa posizione e le parti non sono facili da deformare o deformare dopo un lungo periodo d'uso.
Quali industrie useranno frequentemente lo stampaggio di inserimento?
1. Parti automotive:
Utilizzato in connettori, gusci di sensori e parti del cruscotto. Il vantaggio è che le parti sono più durevoli, le fasi dell'assemblaggio vengono omesse e il design è più compatto.
2. Elettronica e necessità quotidiane:
Come spine elettriche, custodie per telefoni cellulari e pulsanti di telecomando. Può integrare accuratamente piccole parti, ottenere progetti eleganti e compatti e migliorare le funzioni del prodotto.
3. Strumenti medici:
Dalle provette, parti di attrezzature per infermieri, strumenti dentali, protesi,Strumenti chirurgici e gusci per attrezzature mediche. Garantisce una produzione di dispositivi medici ad alta precisione e affidabile.
4. Parti aerospaziale:
Utilizzato per sedili di aeromobili, blocchi per bagagli, maniglie, pulsanti di controllo, parti interne, ecc. Il vantaggio è che le parti sono più leggere, più forti e più durevoli, accorciando i tempi di produzione e assemblaggio.
5. Altri campi:
Questa tecnologia è applicabile anche ad altri settori che richiedono forti parti composite. Ad esempio, RV inserisci modanature o varie occasioni in cui i materiali duri come i metalli e la ceramica devono essere saldamente avvolti in plastica per creare potenti parti integrate.
Riepilogo
Inserire lo stampaggio è un metodo di stampaggio a iniezione molto pratico. Può combinare abilmente le proprietà forti, termiche o elettriche dei materiali con la luce, le caratteristiche di elaborazione e economiche della plastica.Le parti progettate in questo modo sono più facili da installare, non solo più forte e più durevole nel complesso, ma spesso risparmia i costi.
Sia che tu debba fare forti fori a vite su parti di plastica, aggiungere dissipali di calore, impostare contatti elettrici o combinare la sensazione di materiali diversi, munta di considerazione lo stampaggio di inserimento. Può aiutarti a semplificare la struttura e migliorare le prestazioni. Se si desidera utilizzare bene questa tecnologia, il design specifico è la chiave, che è esattamente l'esperienza della nostra società JS come Inserisci Modaning Solutions Inc.Benvenuti a comunicare le tue esigenze in qualsiasi momento.

Disclaimer
Il contenuto di questa pagina è solo a scopo informativo.Serie JSNon vengono fatte dichiarazioni o garanzie di alcun tipo, espresso o implicito, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si dovrebbe dedurre che i parametri delle prestazioni, le tolleranze geometriche, le caratteristiche di progettazione specifiche, la qualità del materiale e il tipo o la lavorazione che il fornitore o il produttore di terze parti fornirà attraverso la rete Longsheng. Questa è la responsabilità dell'acquirenteChiedi un preventivo per le partiper determinare i requisiti specifici per queste parti.Si prega di contattarci per ulteriori informazioni.
Squadra JS
JS è un'azienda leader del settoreConcentrati su soluzioni di produzione personalizzate. Con oltre 20 anni di esperienza nel servizio di oltre 5.000 clienti, ci concentriamo sull'alta precisioneMACCHING CNC,Fabbricazione di lamiera,Stampa 3D,Stampaggio a iniezione,Stamping in metallo,e altri servizi di produzione unica.
La nostra fabbrica è dotata di oltre 100 centri di lavorazione a 5 assi all'avanguardia ed è certificato ISO 9001: 2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità ai clienti in oltre 150 paesi in tutto il mondo. Che si tratti di produzione a basso volume o personalizzazione di massa, possiamo soddisfare le tue esigenze con la consegna più veloce entro 24 ore. scegliereTecnologia JSSignifica scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito Web:jsrpm.com
FAQ
1. In che modo l'inserimento di stampaggio funziona?
Parti di metallo o plastica pre-set in uno stampo, iniettare plastica fusa per avvolgere l'inserto e, dopo il raffreddamento, l'inserto e la plastica vengono solidificati come uno, raggiungendo il rinforzo strutturale e l'integrazione funzionale.
2. Inserire lo modellatura è più costoso del gruppo secondario?
Inserire lo stampaggio è generalmente più economico nella produzione di massa perché il suo processo di stampaggio in un passo elimina i costi di manodopera, attrezzatura e tempo dell'assemblaggio secondario, migliorando al contempo la stabilità e la resa strutturale.
3. Tutte le materie plastiche sono adatte per l'inserimento di stampaggio?
Non tutte le materie plastiche sono adatte. Le materie plastiche con alta temperatura di deformazione del calore, restringimento che corrispondono all'inserto e un forte legame (come ABS, PC, nylon) dovrebbero essere selezionate per evitare crack o debonding a causa dello stress termico.
4. Le parti stamparie inserite possono essere riciclate?
Inserire le parti stampate sono difficili da riciclare perché il metallo/plastica deve essere separato. Il costo di separazione è elevato e il processo è complicato. Di solito è trattato come rifiuti industriali, ma la parte di plastica pura può essere schiacciata e riutilizzata.
Risorsa
Design di componenti di plastica

