

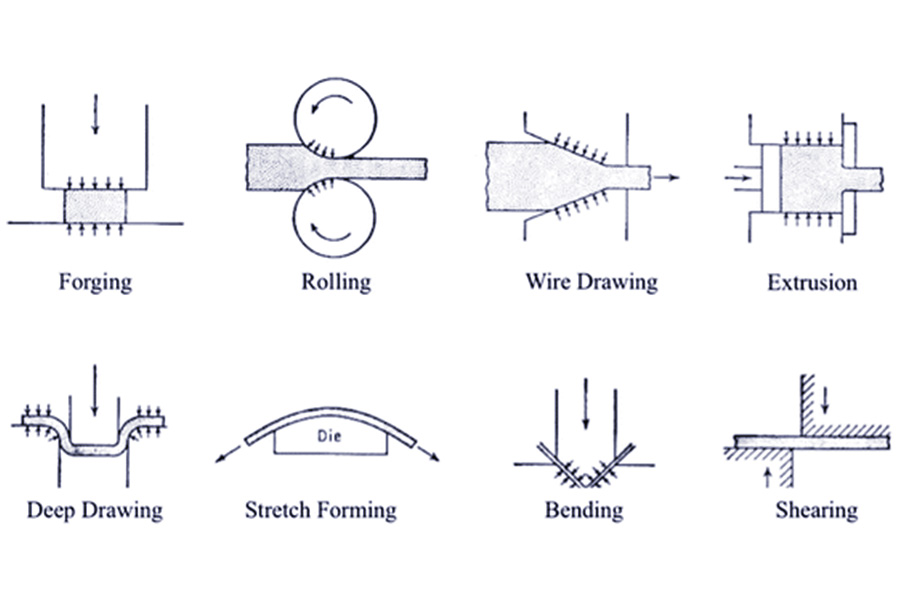
Nous voyons souvent des clients curieux de savoir comment les châssis et les supports métalliques peuvent être transformés de plaques plates en pièces tridimensionnelles. En fait, l'astuce réside dans cette flexion. Utilisez une machine à flexion pour appliquer la force avec précision pour plier la plaque métallique dans une forme en V, une forme en U et d'autres angles selon la conception.Ceci est le métier de base du traitement des tôles.
Des assiettes très minces aux plaques en acier quotidien de quelques millimètres d'épaisseur, ils sont tous dans notre gamme de traitement. La clé est de calculer la courbure intérieure du virage et de s'assurer qu'elle est supérieure à l'épaisseur de la plaque, de sorte que le virage sera fort et ne se fissure pas.
Nous comptons principalement sur diverses machines à plis pour travailler avec des moules.
Selon les exigences de la pièce et les caractéristiques du matériau,Choisissez différentes méthodes de flexion(comme la flexion d'air et la flexion V). Faites tourner la conception sur le dessin en un objet tridimensionnel. Derrière ce pliage et le pliage apparemment simples, il y a une expérience et un calcul précis.
Résumé des réponses clés:
| Aspect | Décrire | Valeur pour vous |
| Principe de base | Appliquez une force externe sur la feuille métallique pour la déformer en permanence, formant un angle et une forme spécifiques (tels que en forme de V, en forme de U). |
Convertir efficacement les feuilles 2D en composants structurels 3D.
|
| Processus principaux | La flexion de la pression est une méthode grand public qui utilise un punch et un moule pour atteindre la flexion. | Convient à la production de prototypes à une pièce jusqu'à la production de masse. |
| Types communs | Méthodes de flexion de base telles que la flexion en V, la flexion en U et les bords recourbés. | Peut concevoir et fabriquer différentes pièces avec différentes structures et fonctions. |
| Considérations clés | Rayon de flexion (affectant la résistance), rebond (récupération élastique), K facteur (calcul de la longueur dépliée). | Affectant directement la précision et la fiabilité de la qualité du produit final. |
Cet article répondra à vos questions:
- Ce guide vous aidera à comprendre la signification de la flexion des métaux,
- Analyser les méthodes de flexion des métaux les plus couramment utilisées,
- Vous donner quelques conseils de conception pratiques,
- L'objectif ultime: vous aider à mieux comprendre et à faire un meilleur travail lors de la conception et de la fabrication de pièces métalliques.
Pourquoi devriez-vous faire confiance à ce guide? La véritable expérience des experts en tôle JS vous dit
À js,La flexion est le pluschose que nous traitonssur un tous les jours base, Mais c'estpas seulementà propos Être un maîtreOMSopèremachines à plisser. Nous sontplus comme des ingénieurs quipeutAidez les clients à résoudre des problèmes structurels. Au cours de la dernière décennie, nous avonsproduitDes milliers de pièces de tôle de précision dans les usines d'électronique, les sites de construction, les machines et l'équipement.
Qu'est-ce qui rend ce guide digne de votre confiance? Il repose sur les véritables compétences que nous avons accumulées dans l'atelier tous les jours:
- Nous savons: comment calculer la quantité de rebond ennuyeuse avec précision afin que chaque angle à 90 degrés soit bien ajusté. Ce n'est pas écrit dans le livre, mais la sensation de la machine après d'innombrables ajustements.
- Nous savons:Comment à choisir le la plupart approprié moule quand rencontre matériels de différent épaisseur et tempérament.
La méthode du guide n'est pas une théoriecitéà partir d'un manuel, mais une astuce que nous avons compris lorsque nous travaillions et résolvions des problèmes pratiques chaque jour.Dans fait,Maître Zhang, qui aa été fonctionnementici pendant 20 ans,toujoursdit que,
"Ne regardez pas seulement les formules sur le papier à lettres, les véritables compétences sont cachées dans les liens de fer de l'atelier. Ce guide est ce que nous avons résumé chaque jour des problèmes pratiques."
Le principe de la flexion des métaux: la science de la fabrication du "rendement" en métal
"L'essence du traitement des métaux est l'art de forcer les matériaux à céder dans une plage contrôlée avec précision. - James F. Lehr, une autorité dans le domaine de la fabrication de précision."
Comme le dit cette véritable connaissance, nous devons d'abord comprendre que la flexion n'est pas de briser brusquement le métal, mais d'utiliser intelligemment sa propre plasticité. C'est-à-dire sur la prémisse de s'assurer que le matériau est intact, une force suffisamment grande est appliquée pour le faire dépasser le point de vue, entraînant une déformation permanente irréversible,façonnant ainsi la forme dont nous avons besoin (comme en forme de V, en forme de U). En fin de compte, comprendre comment le matériel change en interne lorsqu'il est plié est la chose la plus importante.
La frontière entre l'élasticité et la plasticité:
- Étape initiale (déformation élastique):Lorsque nous commençons à plier un morceau de feuille métallique avec force, il est initialement rigide.Tout comme lorsque vous appuyez légèrement sur un ressort avec votre doigt, il se déformera, mais dès que la force sera supprimée, le matériau reviendra complètement à sa forme d'origine.
- Point de tournant critique (limite d'élasticité): lorsque la force de flexion appliquée continue d'augmenter et dépasse une valeur critique du métal (nous appelons cela la limite d'élasticité), la situation change.
- Étape cible (déformation plastique): après avoir dépassé la limite d'élasticité, le matériau métallique commence à se déformer plastiquement. À ce stade, même si la force externe est supprimée, le matériau ne peut pas revenir complètement à sa forme d'origine, mais conserve définitivement une certaine déformation. Lorsque nous effectuons un traitement de flexion, nous devons contrôler intelligemment la force afin que la feuille de métaux traverse ce point critique etentre le stade de la déformation plastique, de sorte que la forme courbée sera fixée.
Étirement et compression:
Imaginez que vous pliez une carte. Au coude, le matériau le plus à l'extérieur est-il étiré? Et le matériau le plus intérieur est-il serré ensemble et raccourci? Il en va de même lorsqu'une plaque métallique est pliée: le côté extérieur est étiré et que le côté intérieur est comprimé.
Ensuite, la question est que, entre le côté extérieur étiré et le côté intérieur comprimé, il doit y avoir une couche médiane spéciale, que nous appelons l'axe neutre. Cette couche n'est ni vraiment étirée ni vraiment raccourcie pendant le processus de flexion, et sa longueur reste fondamentalement inchangée. La position de cet axe neutre est la clé pour calculer la longueur réelle de la plaque métallique après la flexion!
La clé pour calculer le facteur de longueur dépliée - K:
L'axe neutre mentionné ci-dessus n'est pas nécessairement exactement au milieu de l'épaisseur de la plaque métallique!Nous utilisons une décimale pour représenter la quantité de compensation, qui est le facteur k. Il s'agit d'une décimale entre 0 et 1 (généralement 0,3 - 0,5).
Cette valeur est cruciale pour nous de calculer la longueur dépliée de la plaque métallique après la flexion. Différents matériaux, différentes méthodes de flexion et même différents moules affecteront la taille du facteur K. Il s'agit d'un paramètre très central dans notre processus.
Faire face à la remontée de Springback après la flexion:
Récupération élastique: Même si le matériau est déformé avec succès pendant le processus de flexion, la force de sa déformation élastique précédente n'a pas complètement disparu. Par conséquent, lorsque vous retirez la filière qui l'a pliée, la feuille de métaux rebondisse légèrement, tout comme un élastique étiré lorsque vous lâchez prise! Ce phénomène s'appelle Springback.
Résultat: Cela fait que l'angle réel que vous pliez est légèrement plus grand que l'angle défini par la matrice. Par exemple, si vous vous pliez avec un dé à 90 degrés, l'angle réel peut devenir 91 ou 92 degrés après l'avoir libéré.
Comment l'équipe JS s'occupe-t-elle de cette situation?
Springback est un phénomène inévitable, et nous avons un moyen de y faire face! L'expérience de base accumulée par notre équipe JS dans la pratique à long terme est:
Exagération excessive:
Il s'agit de la méthode la plus couramment utilisée.Nous prédéfinissons un angle de flexion plus petit que l'angle cible pour le traitement. Par exemple, si la cible est de 90 degrés, nous pouvons régler la matrice à 88 ou 87 degrés pour la flexion. De cette façon, lorsque la feuille rebondit, l'angle rebondit simplement aux 90 degrés dont nous avons besoin.
Outillage compensé personnalisé:
Pour une production à haut volume et de haute précision, nous concevons et fabriquons des outils spéciaux avec des angles de rémunération spéciaux. L'angle de l'outillage lui-même a pris en compte la quantité de retombée, de sorte que lorsqu'il est pressé et libéré, il sera naturellement l'angle cible.
"La flexion des métaux est à la fois une science et un art de l'artisanat. Poursuivez-vous l'effet de flexion parfait de la tôle? Avec des connaissances professionnelles, des outils de calcul de simulation et une riche expérience pratique, l'équipe JS peut résoudre les défis de flexion les plus complexes pour vous."

Méthodes et technologies de flexion des métaux.
Pressure de la flexion de la presse à frein - Notre arme principale
Principe de travail: Imaginez de placer une feuille de métaux sur une rainure en forme de V (nous l'appelons la filière inférieure), puis en utilisant un coup de poing de forme correspondante (nous l'appelons le filière supérieur) pour appuyer vers le bas par le haut. La feuille de métaux est serrée au milieu et, sous une forte pression, se plie de manière excessive le long du bord en V de la matrice inférieure.Ceci est le principe de base du traitement des freins de presse. Nous en comptons pour compléter les virages d'angle les plus précis.
Trois méthodes pressantes courantes:
(1) Flexion d'air:
Le plus flexible et le plus utilisé! Cette méthode permet à la matrice supérieure d'appuyer vers le bas, mais n'appuie pas complètement la plaque métallique jusqu'au bas de la matrice inférieure.L'angle de flexion est déterminé en contrôlant la profondeur de la matrice supérieure pressée dans la filière inférieure.Plus la pression est profonde, plus l'angle est profond. Plus la pression est profonde, plus l'angle est grand.
Quels sont les avantages? Un ensemble de moules peut être plié dans de nombreux angles différents, avec une vitesse d'échange rapide et une grande efficacité! Devinez lequel est utilisé pour plus de 90% du traitement de notre atelier? Oui, c'est celui-ci!
(2) le fond:
Précision plus élevée et moins rebond. Cette fois, la matrice supérieure appuyer bien la plaque métallique sur la paroi latérale de la filière inférieure.L'angle de flexion final est essentiellement déterminé par la forme du moule lui-mêmeContrairement à la flexion de l'air, qui dépend de la profondeur de pression.
- L'avantage est que la pression est solide, le rebond est inférieur à la flexion de l'air et que l'angle est plus stable.
- L'inconvénient est qu'un ensemble de moules ne peut essentiellement correspondre qu'à un seul angle, et le moule doit être modifié lorsque l'angle est modifié.
(3) insensé:
Il est très puissant, mais il est rarement utilisé. Il nécessite une pression très élevée (plusieurs fois supérieure aux deux précédentes) pour presser complètement la feuille de métaux dans l'espace entre les moules supérieur et inférieur, de sorte que le matériau peut être façonné dans le moule. Cela peut presque complètement extraire le rebond et a une précision extrêmement élevée.
Cependant! Les exigences de tonnage de la machine sont trop élevées, le moule s'use rapidement et le coût augmentera. Maintenant, à moins que les exigences de précision ne soient extrêmement élevées ou des matériaux spéciaux, nous n'utilisons généralement pas cette méthode.
Comparaison des caractéristiques et des exigences des trois processus de flexion:
| Caractéristiques / exigences | Flexion d'air | Coton | Flexion alimentaire |
| Tonnage requis | Faible (≈ 20 à 40% de la mine) | Moyen (≈ 1,5-2,5x pliage d'air) | Extrêmement élevé (≈ 4-10x bothing, 8-25x flexion d'air) |
| Précision d'angle (tolérance typique) | ± 0,5 ° - ± 1,5 ° | ± 0,25 ° - ± 0,75 ° | <± 0,25 ° |
| Contrôle du rebond | Haute (compensation dépendante) | Moyen à bas (bon) | Extrêmement bas (presque éliminé) |
| Durée de vie de la moisissure | Le plus haut | Moyen | Minimum |
| Universalité de moisissure | Extrêmement élevé (un modèle pour plusieurs utilisations) | Bas (principalement pour une utilisation à angle unique) | Extrêmement bas (dédié) |
| Ratio de scénarios d'application | > 85% | ≈ 10-12% | <3% |
Sources de données de base:
- Association de concurrence sur le métal (PMPA) - Association de métal-information de précision (USA)
- International Journal of Advanced Manufacturing Technology - "International Advanced Manufacturing Technology Magazine"
- Magazine de fabrication et de travail métallique - "Fabrication et travail métallique"
Autres technologies de flexion courantes:
En plus de la technologie de flexion de la presse (en particulier de flexion d'air) couramment utilisée par les machines de flexion, il existe plusieurs processus de flexion importants adaptés à différents scénarios:
(1) roulement:
- Caractéristiques fonctionnelles: spécialement utilisé pour plier en continu les feuilles de métal en grands arcs de rayon ou former des composants cylindriques fermés.
- Applications typiques:Conduits de ventilation de fabrication, grands corps de réservoir de stockage,Les toits de construction incurvé, les panneaux de mur-rideau et autres pièces qui nécessitent un grand rayon de courbure se formant.
- Principe de l'équipement: une machine à rouler avec une structure à trois rouleaux ou à quatre rouleaux est généralement utilisée. La feuille passe au milieu de ces rouleaux, et en ajustant la position et la pression des rouleaux, la feuille peut être pliée en douceur et en continu dans un arc ou un cylindre complet.
- Avantages de traitement: il convient auProduction de grandes tôles courbes ou cylindriques, et est le processus de base de la fabrication de ces produits.
(2) pliage:
- Caractéristiques fonctionnelles: Cette méthode convient particulièrement pour plier les bords des grandes plaques ou le traitement de certaines pièces de boîte relativement complexes.
- Scénarios d'application: il est plus avantageux lorsque la taille de la pièce est trop grande pour rendre la machine à flexion difficile à utiliser, ou lorsque la structure de pièce implique un pliage de bord complexe.
- Principe de l'équipement: utilisez une machine pliante. Il se caractérise par un "faisceau de flexion" (faisceau oscillant) qui peut être soulevé. Pendant le fonctionnement, serrez d'abord la plaque sur la table, puis le faisceau de flexion se déplace vers le haut ou vers le bas le long de la trajectoire réglée pour plier la partie en surplomb de la plaque.
- Avantages de traitement: il a une bonne visibilité et une bonne facilité de fonctionnement pour la flexion des bords des grandes plaques, etpeut compléter efficacement les structures de pliage des bords plus complexesavec un facteur de sécurité relativement élevé.
"Sur la ligne de production JS, la machine à flexion est la force principale absolue, responsable de la majeure partie de la flexion précise de l'angle. Face à des plaques super grandes ou des structures de boîtes complexes, la machine pliante est le meilleur choix. Si vous avez un projet de flexion en métal à portée de main, n'hésitez pas à le laisser à notre équipe JS!"
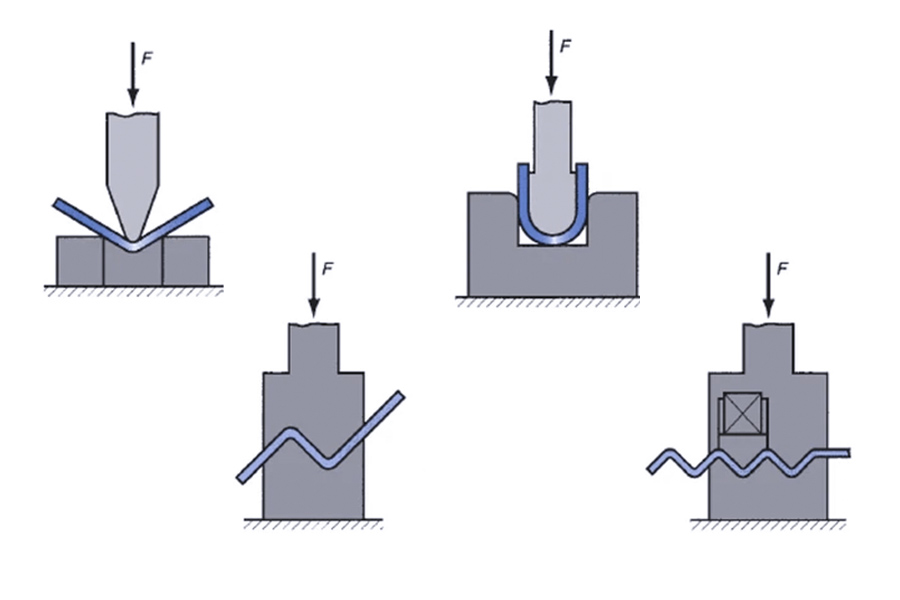
4 types de flexion de base et leurs applications
Ensuite, nous vous montreronsLes quatre types de flexion de base les plus courants en tôles. Connaissant ces derniers, vous pouvez mieux jouer les avantages de la technologie en tôle lors de la conception. Les dessins que vous dessinez sont non seulement beaux, mais aussi faciles à faire dans notre atelier et plus rentables!
4 types de flexion de base et leurs applications
Le premier type: Bend-basic en V plie générale
Description du processus: À l'aide du filit inférieur en V et correspondant à la matrice supérieure (poinçon) de la machine de flexion, la pression est appliquée à une position spécifique de la feuille pour former un virage avec un angle spécifique.Il s'agit de la méthode de flexion la plus fondamentale et la plus utilisée.
Applications typiques: applicables à la plupart des pièces structurelles en tôle qui doivent former un angle.
Par exemple: Support les angles de divers supports, la flexion des bords du châssis / les blissages, les flancs des panneaux de montage, etc. Ses avantages sont une technologie mature, une forte polyvalence de moisissure et une grande efficacité. C'est le principal processus de production quotidienne dans l'atelier.
Deuxième type: U-Bend - Double Bends en une étape
Description du processus: À l'aide d'une matrice supérieure en U spéciale et d'une rainure inférieure correspondante, deux virages parallèles dans la même direction sont formés sur la feuille en même temps grâce à une seule course d'estampage, et enfin une section en U est obtenue.
Applications typiques:Principalement utilisé pour fabriquer des pièces qui nécessitent une section en U.
Les exemples typiques comprennent: des creux en forme de U, des canaux pour le routage des câbles ou des pipelines, des emplacements pour les luminaires en tôle, des rails de montage dans les armoires électriques, etc.
Par rapport à la fabrication de deux plis en forme de V séparément, les virages en forme de U peuvent améliorer considérablement l'efficacité de la production, assurer le parallélisme et la précision dimensionnelle entre les deux virages et sontparticulièrement adapté à la production de masse.
Troisième type: Z-Bend - Atteindre la connexion de la différence de hauteur
Description du processus: terminé par deux opérations de flexion dans des directions opposées. Tout d'abord, faites le premier virage à une extrémité de la feuille (par exemple, 90 ° vers le bas), puis faites le deuxième virage dans la direction opposée (par exemple, 90 ° vers le haut) à la position appropriée, formant enfin un profil étanche similaire à la lettre "Z", créant un décalage de hauteur entre les deux plans.
Applications typiques: la valeur fondamentale réside dans la résolution du problème de connexion entre les différents plans.
Par exemple: une pièce en tôle doit s'étendre et chevaucher une autre partie de tôle de différentes hauteurs. La conception du panneau doit éviter la structure surélevée à l'arrière (telles que les côtes, les soudures ou les composants), ou fournir une étape d'alignement pour l'assemblage. Lorsque votre conception implique un désalignement en hauteur, la flexion Z est généralement une solution structurelle efficace.
Le quatrième type: Bend d'ourlet
Description du processus: Un processus de traitement spécial pour le bord de la feuille, généralement achevé en deux étapes. Tout d'abord, le bord est plié à un petit angle (généralement à 90 °). Par la suite, ce bord pré-plié est encore aplati pour s'adapter étroitement sur le corps de la feuille, enveloppant complètement le bord d'origine.
Applications typiques:
- Améliorer la rigidité du bord: En augmentant l'épaisseur du bord, la résistance structurelle globale et la résistance à la déformation des pièces de plaque mince sont considérablement améliorées, en particulier pour les bords soumis à la force ou sont facilement déformés.
- Améliorer la sécurité et l'esthétique:Éliminez complètement les bavures et les bords nets produits par cisaillement ou découpe laser, offrez une touche douce et sûre et donnez aux bords une apparence soignée et professionnelle. Largement utilisé dans les bords qui nécessitent un contact utilisateur (tels que les bords de la porte de l'armoire, les panneaux du tiroir), les composants à parois minces (telles que les panneaux latéraux de coque) et les produits avec des exigences élevées pour la qualité de l'apparence.
Suggestions clés pour les concepteurs:
- Formation d'angle de base:La flexion en forme de V est le premier choix. Efficace et polyvalent, répondant à la plupart des besoins de pliage d'angle.
- Composants de section en forme de U: La flexion en forme de U est utilisée. La double flexion est formée en une étape pour assurer la précision et l'efficacité.
- Connexion de hauteur du plan couvrant: choisissez la flexion en forme de z. Créez des étapes précises pour résoudre les problèmes de désalignement de l'assemblage.
- Armature et protection des bords: appliquer l'ourlet (ourlet). Améliorez la résistance, éliminez les bavures, optimisez l'apparence et la sécurité.
"Les ingénieurs JS suggèrent que pendant le processus de conception, clarifiez les exigences fonctionnelles et les relations d'assemblage des pièces afin de sélectionner au mieux le type de flexion le plus approprié. Cela optimisera non seulement les performances structurelles, mais aussi améliorer considérablement la faisabilité et la rentabilité de la production. Nous n'hésitez pas à discuter d'une aide professionnelle spécifique ou à une expérience ingénieuse en JS."
FAQ - Répondez à toutes vos questions sur la flexion des métaux
Question 1: Que peut faire la flexion des métaux?
Cela signifie simplement que nous pouvons faire en sorte qu'une plaque métallique plate et peu coûteuse devienne une partie tridimensionnelle qui porte une charge et est pratiquement utile en utilisant nos machines et notre expérience.
Des lignes de dessin vers la boîte, le shel ou la coquille de la machine dans votre main, ce processus de flexion est-il l'étape la plus fondamentale et la plus importante? Cela fait que les idées se transforment rapidement en objets physiques, bien et économiquement!
Question 2: Y a-t-il une différence entre la flexion des métaux et la flexion en tôle?
Beaucoup de gens se demandent à ce sujet! La flexion des métaux est un terme générique. En théorie, tout métal peut être plié de cours, il varie en difficulté. Le terme flexion en tôle est spécifique et décrit la flexion de feuilles ou de feuilles de métal relativement minces, généralement moins de 6 mm dans la pratique de l'industrie. Ces termes sont échangés et se réfèrent généralement à la flexion de la tôle dans la plupart des scénarios de fabrication industriels, en particulier lorsqu'ils se réfèrent au traitement des plaques minces.
Question 3: sur sur quoi la flexion du métal est-elle basée sur le métal?
C'est une question intéressante! Le métal est venu de "Avatar: The Last Airbender" et a été créé par le personnage Toph Beifang. Son action est basée sur Hong Jiaquan, un art martial du sud chinois qui met l'accent sur un bas du corps stable et des compétences d'attaque en ligne droite stables.
Bien sûr, dans le domaine de la fabrication réel (comme notre équipe JS), le cœur de notre contrôle précis du métal n'est pas basé sur les arts martiaux, mais l'équipement de flexion hydraulique haute performance et l'expérience pratique riche des ingénieurs basée sur les matériaux, mais dans le contrôle précis des forces métalliques, il existe en effet des poursuites similaires.
Question 4: Comment obtenir des matériaux PDF pour les processus de flexion en tôle?
Bien qu'il existe de nombreux matériaux PDF courants sur Internet, il est souvent facile de tomber dans des pièges en raison de leur universalité!
Qu'est-ce qui cause ce problème? La situation spécifique de chaque projet est très différente, avec différents matériaux, épaisseurs, exigences d'angle et machines. Par conséquent, la méthode la plus fiable consiste à communiquer avec des ingénieurs expérimentés.
Notre équipe JS est gratuite pour le Conception Consulting. Soumettez votre croquis de conception et nos ingénieurs vous offriront une évaluation et des suggestions de processus professionnels. Si vous avez besoin d'une référence écrite, nous pouvons vous fournir un guide pratique "Référence des points de base du processus de flexion de tôle" (PDF) résumant les paramètres de conception de clés. Contactez-nous pour une copie.
Résumé
La flexion des métaux est bien plus que la «flexion avec force». Il s'agit d'une technologie qui mélange précisément les propriétés des matériaux, les principes mécaniques et l'expérience pratique. Comprendre les concepts fondamentaux de la limite d'élasticité, de l'axe neutre, du facteur K et du recul, et de la maîtrise des processus de base tels que la bandes en V, la bandes en U, le Z-Bend et l'ourlet sont le fondement que nousfabriquer de manière stable des pièces en tôleavec une structure forte, des dimensions précises et des coûts contrôlables. Derrière chaque virage précis se trouve l'adhésion aux principes scientifiques et l'incarnation d'une innombrable accumulation pratique.
Laissez l'équipe JS être votre partenaire de fabrication solide et fiable!
Lorsque vos dessins de conception doivent être transformés en produits métalliques de haute qualité, il est crucial de choisir un partenaire avec une accumulation technique profonde et une riche expérience d'ingénierie.
Si votre prochain projet implique une flexion métallique ou un traitement en tôle, leL'équipe JS est prête à vous fournir un soutien professionnel à tout moment:
Équipe d'experts, escorte tout au long du processus: nous ne sommes pas des opérateurs simples. À partir du moment où vous envoyez les dessins ou les modèles 3D, nos ingénieurs expérimentés (comme moi) interviendront:
- Analyse approfondie de votre intention de conception et des exigences fonctionnelles.
- Évaluez la sélection des matériaux et traitez la faisabilité et identifiez les défis potentiels.
- Développer des voies de processus optimales et des paramètres de traitement précis, y compris des calculs d'extension précis, l'application du facteur K et les stratégies de compensation de reprise.
- Équipement avancé, exécution précise:Les ateliers JS sont équipés de machines à plis de précision traditionnelles, machines à découper laser, machines de poinçonnage CNC et autres équipements pour s'assurer que les plans d'ingénierie sont transformés avec précision et efficacement en objets physiques.

Clause de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information.Série JSAucune représentation ou garantie d'aucune sorte, expresse ou implicite, n'est faite quant à l'exactitude, à l'exhaustivité ou à la validité des informations. Il ne faut pas déduire que les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité du matériau et le type ou le travail que le fournisseur ou le fabricant tiers fournira via le réseau Longsheng. C'est la responsabilité de l'acheteurDemandez un devis pour les piècespour déterminer les exigences spécifiques pour ces pièces.Veuillez nous contacter pour apprendre plus d'informations.
Équipe JS
JS est une entreprise de pointeConcentrez-vous sur les solutions de fabrication personnalisées. Avec plus de 20 ans d'expérience en desservant plus de 5 000 clients, nous nous concentrons sur une haute précisionUsinage CNC,Fabrication de tôles,Impression 3D,Moulage par injection,estampage en métal,et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage à 5 axes de pointe et est certifié ISO 9001: 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité aux clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production à faible volume ou de personnalisation de masse, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisirTechnologie JSCela signifie choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, veuillez visiter notre site Web:jsrpm.com
Ressource

