

Comment transformer une pièce de plaque métallique ordinaire en un châssis de serveur prenant en charge les composants clés, une coquille d'équipement sans couture ou un support structurel robuste? Aux yeux de notre JS, ce n'est pas un simple pliage.Flexion des métauxCela signifie que nous utilisons une force précise pour faire déformer en permanence la plaque métallique le long d'une ligne de réglage, en la transformant d'une plaque droite dans l'angle ou la forme dont nous avons besoin, comme une rainure en forme de V ou un coude en U.
Cela ressemble à se plier avec force, mais c'est loin d'être simple. C'est définitivement une science de bien faire cela. Ce que notre équipe pense chaque jour, c'est comment comprendre les caractéristiques des matériaux métalliques, comment choisir la bonne méthode et utiliser ces équipements avancés et contrôlés par ordinateur en fonction de l'épaisseur de la plaque métallique et de l'angle de flexion souhaité.
Pourquoi est-ce si particulier?Parce que la précision et la qualité de l'angle de flexion final dépendent, tous dépendent de la mise en place de ces détails.
C'est précisément à cause de celainsistance sur le contrôle de précisionque nous pouvons transformer des plaques métalliques apparemment ordinaires en parties clés qui soutiennent diverses industries. Des petits supports discrets aux grandes pièces structurelles, la sagesse ingénierie de la flexion des métaux est condensée derrière elles.
Résumé de la réponse de base:
| Scène | Principe de base | Résultat |
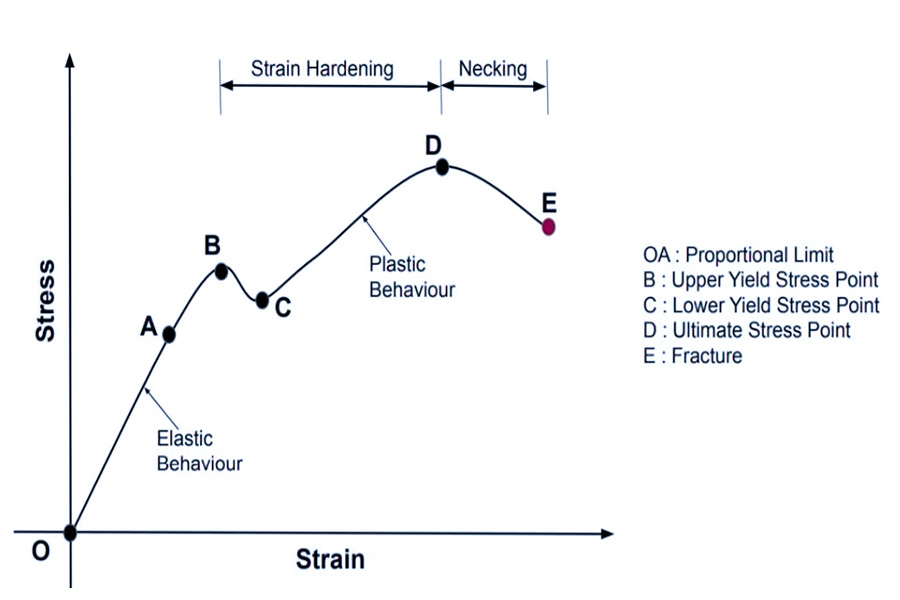
| Étape initiale de l'application de force | Déformation élastique. | Le matériau est temporairement plié et peut revenir entièrement à son état d'origine après avoir libéré la force. |
| Dépassant le point de rendement | Déformation plastique. | Une déformation permanente se produit, provoquant un glissement et des changements irréversibles dans la structure cristalline interne du métal. |
| Après avoir libéré la force | Springback. | La déformation élastique partielle est restaurée, ce qui entraîne un angle de flexion final supérieur à celui pendant le déchargement (légère ouverture). |
| Compensation d'ingénierie | Surexpression excessive. | Pré-calculer la quantité de rebond et plier à un angle plus petit que l'angle cible pour contrer le rebond. |
Cet article répondra à vos questions:
- Dans ce guide, je vais vous parler de la physique de la flexion des métaux et expliquer en détail le fonctionnement d'un frein de presse.
- Comparez ensuite plusieurs méthodes de flexion couramment utilisées.
- Partagez ensuite un exemple pratique d'un problème que nous avons résolu.
- Enfin, je répondrai à toutes les questions courantes qui vous intéressent.
Pourquoi devriez-vous faire confiance à ce guide? Informations sur la fabrication de première ligne de JS
Ce guide vient de notre atelier JS tous les jours. Nous «parlons» au métal tous les jours et donnons des instructions précises avec le frein de presse.
Prenez un simple virage à 90 degrés comme exemple.Pensez-vous que c'est simple?
Mais en fonctionnement réel, le rebond du matériau, le choix du rayon de flexion et la libération de stress interne nécessitent tous des calculs précis. Chaque suggestion de ce guide est la véritable expérience que nous avons accumulée après avoir traité des milliers de pièces de tôle à la main.
Nous, à JS, fournissons plus que simplement en ligneServices de traitement de la flexion des métaux. Nous avons été profondément impliqués dans l'ensemble du processus de fabrication de nos clients et résolu des problèmes pratiques difficiles.
Par exemple, dans l'atelier, nous avons rencontré une situation où les pièces n'ont pas pu être assemblées et formées à la fin car la séquence de flexion n'a pas été organisée correctement. En optimisant la solution de flexion, nous avons réussi à évité le risque de craquer du matériau au coude. Nous espérons être votre partenaire d'ingénierie sur la route du dessin au produit physique.
"Comme le Dr Joseph Juran, un leader dans le domaine de la qualité, l'a souligné: l'expérience n'est pas ce qui vous arrive, c'est ce que vous faites avec ce qui vous arrive."
Le contenu de notre guide est le résultat de notre réflexion répétée et de notre raffinement de pratiques d'atelier massives, de défis rencontrés et de solutions réussies. Il provient de la ligne de production réelle et condense notre compréhension du processus de formation de tôles, c'est pourquoi vous pouvez lui faire confiance.
La science de la flexion des métaux: l'art de la déformation plastique
Si vous voulez qu'une feuille plate de métal se plie dans l'angle que vous souhaitez, vous ne pouvez pas simplement appliquer une forte pression. La clé est de comprendre les deux caractéristiques de déformation centrale du métal:Déformation élastique et déformation plastique.Uniquement lorsque vous appliquez suffisamment de force pour faire entrer la feuille de métauxLa déformation plastiqueZone Le métal peut maintenir l'angle de pliage réglé.
Étape 1: déformation élastique
Imaginez que vous pliez doucement une règle en plastique avec vos mains. Il se pliera, mais dès que vous lâcherez, il rebondira à sa forme d'origine. Il en va de même pour les métaux lorsque la force est petite au début. Il se déformera un peu, mais tant que vous lâcherez, il reviendra immédiatement à sa forme d'origine sans laisser de trace. Cette étape est comme la réponse instantanée du matériau, et aucun changement permanent ne se produira.
Le tournant clé: limite d'élasticité
Chaque métal a un "point obstiné", qui est appelé professionnellementlimite d'élasticité. Lorsque la force que vous utilisez devient de plus en plus grande, si grande que les "muscles et les os" à l'intérieur du métal commencent à échouer, à bouger et à se disloquer, il dépasse ce point. Une fois qu'il dépasse ce point, le métal ne peut plus revenir complètement à sa forme d'origine. Il marque le début d'une déformation permanente.
Le but ultime: déformation plastique
Lorsque la force appliquée dépasse régulièrement la limite d'élasticité, le métal pénètre dans le stade de déformation plastique que nous voulons. La flexion qui se produit pour le moment est permanente! La feuille de métaux a été transformée en une nouvelle forme. Le travail central de notre machine à flexion est de mettre le métal dans cette étape avec précision et de contrôler et de le garder là.
Une réalité qui ne peut pas être ignorée: Springback
Même une fois le métal plié, il subit une déformation permanente (déformation plastique) et une partie de la force élastique qui essaie de restaurer sa forme d'origine est stockée à l'intérieur. Tout comme un printemps qui a été plié veut rebondir. Ainsi, lorsque la pression de flexion est libérée, cette force externe rendra le rebond de l'angle de flexion un peu, qui estL'effet de remontée.
Ne sous-estimez pas cette élan, cela rendra directement l'angle du produit fini inexact! Afin de le compenser, les maîtres d'atelier expérimentés et les systèmes de flexion CNC intelligents doivent calculer et réserver ce montant de remontée à l'avance.
L'opération spécifique est:Afin d'obtenir un angle de flexion précis à 90 degrés, la flexion réelle peut devoir être délibérément enfoncé à 87 ou 88 degrés, puis compter sur la force de rebond du matériau pour rebondir exactement à 90 degrés! Cette différence d'angle qui est pré-pressée plus profondément est l'angle de la bend.
Vous voyez donc, la flexion des métaux n'est pas un travail de force brute, mais une science decontrôler avec précision l'élasticité et la plasticité.De la compréhension de la limite d'élasticité du matériau, de la déformation plastique à la compensation de rejet, chaque étape est liée à la question de savoir si le produit fini est qualifié.
"Dans l'atelier JS, je pense à ces détails tous les jours. La prochaine fois que vous rencontrerez des problèmes de flexion dans la conception de pièces de tôle ou que vous vouliez vous assurer que les virages sont exacts, n'hésitez pas à nous parler. Avec mon expérience, je peux vous aider à transformer les lignes sur les dessins en vrais objets qui sont exactement les mêmes. "
Processus et équipement de base: analyse des principales technologies de flexion
Après avoir compris les principes de base de la flexion, l'étape suivante consiste à s'appuyer sur des équipements clés pour y parvenir. Dans le domaine du traitement de la tôle,Frein de presse CNCest définitivement la principale force pour atteindre la flexion des métaux.Il complète principalement la tâche de flexion à travers plusieurs modes de travail différents:
Force principale: frein de presse CNC
Comment ça marche?
En bref, il repose sur la coopération entre les parties supérieures et inférieures. Il y a un coup de poing sur le dessus de la machine et un dé fraye avec une ouverture en forme de V ci-dessous. Nous mettons la feuille de métaux entre eux. Ensuite, le punch appuie fort, en appuyant sur la feuille dans le V-rainage en V ci-dessous, et l'angle se forme. C'est le fonctionnement de base de notre flexion quotidienne des métaux.
Comparaison de trois méthodes de flexion de base
"Le professeur Peter Ulintz a souligné: comprendre et sélectionner la méthode de flexion qui correspond à l'application est la clé pour atteindre un équilibre triangulaire entre le coût, la précision et l'efficacité de la production."
La méthode de travail des machines de flexion CNC n'est pas statique, et il y en a principalement troisméthodes de flexion:
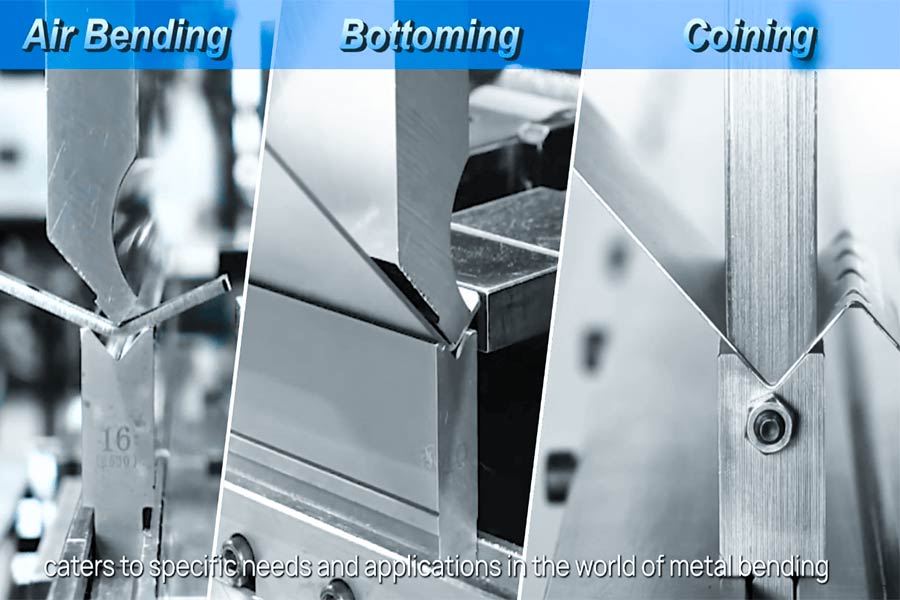
(1) flexion d'air (le plus couramment utilisé):
- Principe: Le punch appuie sur la feuille, mais n'appuie pas complètement la feuille au bas du moule, ce qui équivaut à laisser la feuille se plier dans l'air au-dessus du moule.
- Avantages: La flexibilité est son plus grand moment fort. Vous pouvez créer de nombreux angles différents en utilisant un moule, ce qui est très pratique. De plus, il a les besoins en tonnage de l'équipement le plus bas parmi les trois, avec une préparation de production rapide et une rentabilité élevée.
- Limites: L'angle de formation est considérablement affecté par le rebond du matériau. Parce qu'après avoir libéré le matériau, il rebondira un peu et l'angle du virage peut être légèrement différent du réglage. Cela dépend donc de l'expérience de l'opérateur et de la précision de contrôle de la machine.
(2) Fothing (plus précis):
- Principe: cette fois, le punch appuie sur la feuille vers le bas, étroitement contrela surface en Vdu moule, et l'angle de flexion est complètement déterminé par la forme du moule.
- Avantages: précision plus élevée! Parce que la pression est solide, l'espace pour le rebond du matériau est plus petit et le contrôle de l'angle est plus précis.
- Limites: nécessite 30% à 50% de tonnage d'équipement plus élevé que la flexion d'air. Plus important encore, un ensemble de moules ne peut faire que l'angle spécifique pour lequel il est conçu. Pour changer l'angle, le moule doit être remplacé et la flexibilité est un peu médiocre.
(3) Insigne (haute précision, mais rarement utilisé):
- Principe: Utilisez un tonnage extrêmement élevé (généralement 5 à 8 fois celui de la flexion d'air) pour forcer la pointe du punch dans le matériau comme un tampon, afin que le matériau se déforme et élimine complètement le rebond.
- Avantages: Théoriquement, il peut atteindre la précision de formation la plus élevée et la cohérence des angles.
- Limites: Cela prend trop de temps pour les machines et les moules, la machine est accablée et le moule est facilement endommagé. Il ne peut généralement être utilisé que pour des matériaux plus doux ou des occasions spécifiques. En raison de l'investissement élevé et de nombreuses restrictions, il est désormais de moins en moins utilisé en production, à moins que les exigences de précision ne soient particulièrement strictes.
Comparaison des données de base des méthodes de flexion couramment utilisées:
| Méthode de flexion | Taux de pénétration de l'application (estimé) | Plage de précision d'angle typique | Tonnage requise (flexion relative d'air) | Plage d'épaisseur du matériau applicable principal |
| Flexion d'air | 85% - 95% | ± 0,5 ° - ± 1,0 ° | Benchmark (100%) | Plaque fine plaque moyenne épaisse (universellement applicable). |
| Flexion inférieure | 10% - 30% | ± 0,1 ° - ± 0,5 ° | 130% - 150% | Plaque mince - plaque moyenne. |
| Insignifiant | <3% | ± 0,1 ° (théoriquement optimal) | 500% - 800% | Feuille mince (principalement faite de matériaux mous). |
Source: Manuel ASM, rapport Fabtech.
Courbes de flexion et cylindres: pliant de rouleau
Quand est-il préférable de l'utiliser?
Lorsque vous avez besoin de fabriquer des arcs, des cônes ou des cylindres avec des courbes continues, les machines de pliage CNC ne peuvent pas le faire. C'est à ce moment que lemachine à plier en rouleauentre en jeu.
Comment ça marche?
Habituellement, il s'appuie sur trois ou quatre rouleaux rotatifs, et la plaque métallique les traverse. En ajustant la position et l'angle des rouleaux, la plaque est peu pliée, et forme enfin l'arc que nous voulons ou roule dans un cylindre. Il s'agit d'un outil spécial pour la modélisation de surface incurvée.
Pour résumer brièvement: la flexion de l'air est flexible et sauvage du travail, et est la principale force de la flexion quotidienne des métaux. La flexion du fond est plus précise mais pas assez flexible. L'impression de flexion poursuit une précision extrême mais coûte cher et est rarement utilisé maintenant. Pour faire des cylindres incurvés, vous devez compter sur des machines à plis à rouleau. Chaque méthode a le traitement le plus approprié pour lui.
"Chez JS, nous savons que le choix du bon processus de flexion est essentiel pour la qualité et le coût des parties. Si vous avez des pièces en tôle qui nécessitent un traitement, en particulier celles qui nécessitent une précision, une efficacité ou des formes complexes, n'hésitez pas à nous parler à tout moment. Notre équipe est expérimentée et bien équipée pour vous aider à choisir la solution de flexion des métaux la plus appropriée."
Analyse de cas de combat réelle: Construire une coquille de console de précision pour une station de terre de drones
Je viens de terminer un projet très intéressant, qui est juste à utiliser comme exemple pour vous dire comment la flexion des métaux joue un rôle clé dans les produits réels. Cette fois, c'est pour aider une entreprise qui fabrique des stations de sol de drones pour construire unShell de la console de précision.
Défi client: un shell complexe qui a besoin d'alignement parfait
Contexte du projet:Le client est une startup avec des idées et a conçu une console de terre de drone portable. La coquille est faite d'une plaque en alliage en aluminium 5052 de 2 mm d'épaisseur, et des trous doivent être ouverts dessus pour installer l'écran, le joystick et diverses interfaces.Les coins courbés totalisent plus de 12!La chose la plus importante est que les positions de toutes les ouvertures et coins doivent être exactes, et même une petite différence ne fonctionnera pas.
Risques potentiels:
Dès que nous avons obtenu la conception initiale, nous avons connu les points de risque de ce projet. Quel est le problème? Deux places:
- Premièrement, le rayon de flexion est insuffisant: la conception du rayon de flexion intérieur de certaines pièces n'est que de 0,5 mm, ce qui est beaucoup plus petit quele rayon de flexion minimumrecommandé pour le matériau (généralement 1 fois l'épaisseur du matériau, par exemple 2 mm).
- Deuxièmement, l'espacement de flexion est trop petit: si cette conception est suivie et que la machine à flexion est directement utilisée, le matériau se fissurera directement lors de la flexion, ou que les pièces seront déformées et supprimées car le moule ne peut pas être inséré ou interfère. Le danger n'est pas insignifiant!

Fix d'ingénierie de JS: conception de fabrication et d'optimisation des processus
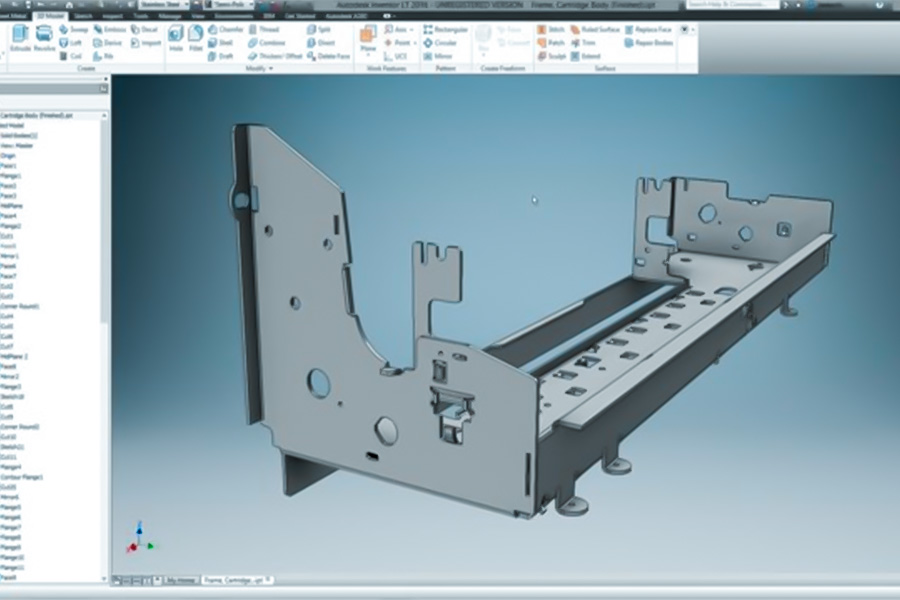
(1) Analyse des causes profondes (DFM):
Au cours de la phase d'analyse des devis et de la faisabilité du projet, nous avons utilisé un logiciel spécialisé pour effectuer une analyse approfondie des clientsModèle 3Det identifier rapidement les points de risque susmentionnés.
(2) Modification sophistiquée du client:
Trouver le problème n'est pas l'objectif, mais la résolution du problème est. Nous avons contacté le client en temps opportun et avons fourni certaines suggestions d'optimisation:
- Augmentez le rayon de pliage: il est extrêmement recommandé d'augmenter le rayon de courbure minimum du 0,5 mm dangereux à 2 mm (épaisseur du matériau) approprié aux caractéristiques du matériau. De cette façon, il est sûr de se plier et ne se brisera pas.
- Faites des ajustements dans la hauteur de la bride: quelque part les deux virages deviennent trop lourds. Faites un ajustement à la hauteur de l'une des brides afin qu'il y ait suffisamment d'espace pour que le moule de flexion fonctionne afin qu'il ne soit pas en conflit.
(3) Planification des processus appropriés:
Pour les composants complexes avec plus de 12 virages, la séquence de flexion est très importante. La mauvaise séquence rendra les pièces incapables de respecter les opérations suivantes en raison du verrouillage structurel dans la flexion.Nos ingénieursont toujours conclu et mis en place les meilleures étapes de flexion dans le but d'avoir une conduite facile.
(4) Calcul de déploiement précis:
Pour s'assurer que la taille finale est précise, la taille de plaque plate dépliée doit être calculée au millimètre. Nous utilisons des logiciels pour calculer avec précision la déduction de pliage de chaque coin afin de garantir que les marges précises sont réservées à la flexion ultérieure lors de la coupe et de la coupe.
Comparaison des points clés de l'optimisation du processus:
| Points de risque de conception | Conception initiale du client | Plan d'optimisation JS | Objectif d'optimisation |
| Rayon de courbure minimum | 0,5 mm | 2 mm (1 fois l'épaisseur du matériau). | Évitez de se pencher et de se fissurer pour assurer la sécurité des matériaux. |
| Hauteur de la bride clé | 15 mm | Ajuster à 18 mm. | Réservez un espace de fonctionnement de moisissure suffisant pour éviter les interférences de flexion. |
| Séquence de flexion | Peu clair | Planification détaillée des étapes. | Empêchez les pièces de se verrouiller et assurez-vous que tous les virages peuvent être achevés. |
Résultats finaux et valeur
- Résultats: L'optimisation de la conception est en place, la planification des processus est claire et le maître de notre atelier a d'excellentes compétences en fonctionnement. L'échantillon a été plié avec succès à la fois! Toutes les positions de trous, les positions d'interface et les angles de flexion répondent aux exigences de précision de conception.
- Valeur: La chose la plus importante est que notre analyse professionnelle DFM au début a directement aidé le client à éviter une production d'essai qui devait échouer. Il a non seulement économisé quelques milliers de dollars en frais de prestation, mais plus important encore, il a économisé au moins une semaine de temps de R&D précieux!
- Inspiration de base: pour gérer une pièce complexe de flexion métallique, il ne suffit pas d'avoir un hautMachine de flexion CNC. La valeur réelle réside dans l'expérience pratique de nos ingénieurs qui peuvent prévoir les risques à l'avance, optimiser la conception des produits et planifier des processus parfaits. L'équipement est mort, l'expérience est vivante!
"Ce cas illustre entièrement que pour le traitement de la tôle de précision, en particulier les pièces de flexion complexes, l'analyse ingénierie approfondie et la planification des processus à un stade précoce sont cruciales. À JS, nous avons non seulement un équipement avancé, mais aussi une équipe expérimentée d'ingénieurs qui se concentrent sur vous aider à transformer votre conception en produits qui peuvent être fabriqués efficaces."
FAQ - tous les problèmes de flexion qui vous préoccupent
Quelle est la méthode de flexion de tôle la plus couramment utilisée? Pourquoi?
En ce qui concerne la méthode de flexion la plus couramment utilisée,La réponse est claire: la flexion de l'air.
Pourquoi est-ce le plus populaire?
- La clé est deux mots: la flexibilité! Un ensemble de matrices inférieures en V standard avec un punch approprié peut être pliée dans une variété d'angles différents en contrôlant avec précision la profondeur de la pression vers le bas du poinçon. Cela signifie que le nombre de fois où la matrice doit être modifiée pendant la production est considérablement réduite et que l'efficacité est naturellement améliorée.
- Il convient particulièrement aux scénarios de production avec une grande variété de produits et un petit volume par lots, ce qui permet d'économiser le temps et contrôle les coûts. Dans les projets de flexion des métaux avec lesquels nous entrons en contact quotidiennement, on estime de manière prudente que plus de 90% des travaux seront le premier choix pour la flexion de l'air.
Qu'est-ce que "Springback"? Comment le résoudre?
Springback est un problème clé qui ne peut être évité. Il se réfère au phénomène naturel que la feuille de métaux rebondit un peu après la suppression de la pression de flexion. Vous pouvez imaginer plier une règle d'acier, et elle rebondira toujours une partie lorsque vous lâcherez.
Comment le résoudre?
- L'idée principale est la compensation excessive.En termes simples, il s'agit de plier délibérément l'angle un peu plus petit que la valeur cible (par exemple, si c'est à 90 degrés, il peut en fait être enfoncé à 88 degrés), laissant un espace pour le rebond afin qu'il puisse simplement rebondir à l'angle dont nous avons besoin.
- Mais ce montant de compensation n'est pas deviné, il doit être calculé par une formule empirique, ou affiné en essayant de le plier plusieurs fois. Dans notre atelier, les maîtres expérimentés peuvent contrôler le rebond très précisément avec la fonction de compensation de la machine.
Quelle est la considération la plus importante lors de la conception de pièces de flexion?
En tant qu'ingénieur de flexion de première ligne de JS Company,Ces trois facteurs sont les plus critiques pour nousLors de la conception de pièces de flexion en tôle:
- Rayon de flexion minimum: c'est la ligne de fond! Le rayon intérieur du virage ne doit pas être inférieur à la limite que le matériau peut supporter, sinon il se fissurera lorsqu'il sera plié. Habituellement, le rayon minimum doit être au moins égal à l'épaisseur du matériau (1T), et le point de sécurité est de 1,5 t ou 2T, selon la dureté du matériau.
- Hauteur minimale de bride: c'est la hauteur du "bord" qui est plié. S'il est trop court, le moule ne peut pas être serré ou pressé régulièrement, et la taille de la pièce pliée est inexacte ou même glisse. Dans l'expérience, la hauteur de ce bord doit être au moins 4 fois l'épaisseur du matériau (4T) pour être fiable.
- Distance sûre entre les trous et les fentes et la ligne de flexion: si le trou ou la fente est trop proche de la ligne pour être plié, il est facile de déformer ou d'aplatir le trou lorsqu'il est plié. Une distance de sécurité suffisante doit être réservée pendant la conception. Cette distance est également liée à l'épaisseur du matériau et au diamètre du trou, et doit être calculée ou référencée par les normes.
Le contrôle de ces trois points peut bien éviter la plupart des problèmes de fabrication et le risque de supprimer les pièces à l'avance.
Résumé
La flexion des métaux n'est pas un simple "virage", c'est une technologie qui intègre la science des matériaux, le calcul mécanique et la technologie de précision. Derrière chaque virage précis se trouve le contrôle strict des détails et l'expérience accumulée à partir d'innombrables pratiques. Que votre projet soit une armoire industrielle robuste ou un boîtier d'équipement électronique délicat, sa qualité et sa fiabilité ne peuvent pas être séparées du soutien deTechnologie précise de flexion des métaux.
Chez JS, nous offrons plus que des prix compétitifs:
De l'analyse de faisabilité de conception (DFM) pour vous aider à éviter les risques, à des calculs précis et à la planification de traitement pour assurer des dimensions parfaites, à une livraison finale de haute qualité.
Agissez maintenant!
Téléchargez votre fichier CAO(Soutient l'étape, les IgE, SolidWorks et autres formats) et laissez l'équipe professionnelle de JS l'évaluer pour vous!

Clause de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information.Série JSIl n'y a pas de représentations ou de garanties, expresses ou implicites, quant à l'exactitude, à l'exhaustivité ou à la validité des informations. Il ne faut pas déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, une qualité de matériau et un type ou une fabrication via le réseau Longsheng. C'est la responsabilité de l'acheteurExiger une citation de piècesIdentifiez les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe JS
JS est une entreprise de pointeConcentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients, et nous nous concentrons sur une haute précisionUsinage CNC,Fabrication de tôles,Impression 3D,Moulage par injection,Estampage en métal,et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage à 5 axes de pointe, certifié ISO 9001: 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité aux clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production à petit volume ou de personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisirTechnologie JSCela signifie l'efficacité de sélection, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site Web:jsrpm.com
Ressource

