

Avoir traitécomposants tôlesDans l'atelier JS depuis si longtemps, j'ai vu trop d'expériences de ce type: les composants que j'ai conçus si soigneusement se sont trompés dès qu'ils ont atteint le processus de flexion des métaux, les coins ont été détruits ou les angles n'ont pas été en mesure d'atteindre la norme. Dans cette situation, les gens sont susceptibles de soupçonner les paramètres de la machine ou les procédures de fonctionnement, mais en fait la cause d'origine est principalement la première: un mauvais choix de matériaux.
La question de savoir si le métal peut être plié et formé en douceur dépend de sa capacité de déformation plastique, ce que nous appelons souvent la ductilité. Cela fait référence à la quantité de déformation permanente que le matériau peut résister avant de se casser. Un autre facteur clé est le durcissement du travail, la mesure dans laquelle le matériau devient plus difficile et plus fragile pendant le processus de flexion.
C'est-à-dire quandêtre métallique, nous voudrions que les grains dans le matériau glissent et se déforment les uns avec les autres, plutôt que de craquer au point de concentration de stress locale. Comme l'acier à faible teneur en carbone (comme le SPCC), son point de vue n'est pas très élevé, et la structure du réseau interne a une plus grande probabilité de glisser conforme, se pliant en douceur sans tendance à se fissurer.
La raison pour laquelle l'alliage populaire en acier inoxydable 304 ou 5052 aluminium est utilisé comme matériau général pour le flexion est qu'ils possèdent une ductilité fine et des propriétés en durcissement qui peuvent être contrôlées, un grain coulissant lisse et sont difficiles à fissurer ou à se rider.
Si vous choisissez le bon matériau, le processus de flexion sera lisse et précis, et la qualité des pièces sera fiable. Si vous choisissez le mauvais, il faudra du temps pour retravailler au mieux, ou même les pièces seront supprimées. Alors, quel matériel peut résister à la flexion?Cette question est certainement l'une des décisions clés lors du démarrage d'un projet, qui est directement lié à l'efficacité et au coût de la production ultérieure.
Un bref résumé de la réponse principale:
| Catégorie de matériel | Formabilité | Avantages clés | Applications typiques |
| Acier à faible teneur en carbone | ⭐⭐⭐⭐⭐ (excellent) | Faible coût, facile à former et souder. | Bracket universel, châssis, coquille. |
| Acier inoxydable | ⭐⭐⭐⭐ (bon) | Résistant à la corrosion et esthétiquement agréable. | Équipement de cuisine, équipement médical et décoration du bâtiment. |
| Alliage en aluminium | ⭐⭐⭐⭐ (bon) | Léger, résistant à la corrosion, bonne conductivité thermique. | Aérospatiale, boîtiers de produits électroniques, panneaux automobiles. |
| Cuivre / laiton | ⭐⭐⭐⭐⭐ (excellent) | Excellente conductivité et belle apparence. | Contacts électriques, décorations, raccords de pipeline. |
Cet article répondra à vos questions:
- Ce guide vous mènera d'abord à travers la science de base derrière la "courbabilité" du métal.
- Ensuite, je comparerai systématiquement les performances et les considérations clés des matériaux métalliques couramment utilisés dans la flexion.
- Ensuite, je partagerai une véritable étude de cas du choix entre la légèreté et la force, et analyserai comment la sélection des matériaux est un facteur décisif.
- Enfin, j'ai trié les problèmes épineux les plus courants que vous rencontrez au sujet de la sélection des matériaux et utilisez notre expérience accumulée pour vous fournir des références décisionnelles.
Pourquoi devriez-vous faire confiance à ce guide? La vérité de l'atelier JS
Dans notre atelier JS, Metal est notre partenaire quotidien. J'ai vu comment des matériaux comme l'acier au carbone A36 se déforment en douceur sous lemachine à flexion, et j'ai également géré personnellement de nombreux problèmes où le matériau est devenu de plus en plus dur pendant la flexion des métaux et presque fissuré en raison du mauvais modèle en acier inoxydable (comme certaines variantes de 304).
Nous savons trop bien que le choix des matériaux n'est pas aussi simple que "peut-il être plié", il est directement lié à la question de savoir si les choses que vous faites sont faciles à utiliser et combien de temps ils peuvent durer.
JS fournit plus que justeServices de flexion en ligne. Nous voulons être votre partenaire d'ingénierie sur la voie du développement de produits. Dès les premiers stades de la conception, nous vous aidons à trouver le meilleur équilibre entre les performances et le coût. Chaque suggestion de ce guide est un aperçu précieux que nous avons vérifié avec de vrais projets et même payé.
"Comme le Dr Robert Cahn, pionnier de la science et de l'ingénierie des matériaux, l'a souligné: comprendre le comportement des matériaux ne vient pas du premier chapitre du manuel, mais de l'expérience de première main dans le domaine de la fabrication."
Ce guide est le résultat de notre pratique répétée, de notre observation et de notre raffinement de milliers d'opérations de flexion dans l'atelier, divers défis rencontrés et des solutions trouvées. Ce n'est pas une déduction théorique, mais la sagesse pratique que j'ai accumulée chaque jour à côté du rugissement des machines et des instruments de test.
Le "code génétique" des performances de flexion: qu'est-ce qui détermine la courbabilité des matériaux?
Vous voulez prédire si un morceau de métal est facile à plier? Ne devinez pas, regardez simplement ses propriétés inhérentes. Comprendre les points clés suivants vous donnera une idée claire lorsque vous choisissez des matériaux et des conceptions.
Indicateur clé 1: ductilité
La ductilité est le degré dedéformation permanente(comme s'étirer et devenir plus long ou comprimer et devenir plus mince) qu'un matériau peut résister avant qu'il ne se casse complètement.C'est certainement l'indicateur le plus crucial pour déterminer s'il est facile de se plier!
Imaginez-le: un élastique est étiré à une grande distance avant de se casser (bonne ductilité), tandis que les nouilles sèches se cassent lorsqu'elles sont pliées (mauvaise ductilité). C'est la même chose avec les métaux. Les matériaux à ductilité élevée, comme certains des aluminium plus doux ou en acier à faible teneur en carbone (comme A36), sont facilement pliés et sont difficiles à briser. C'est la base d'une bonne flexion.
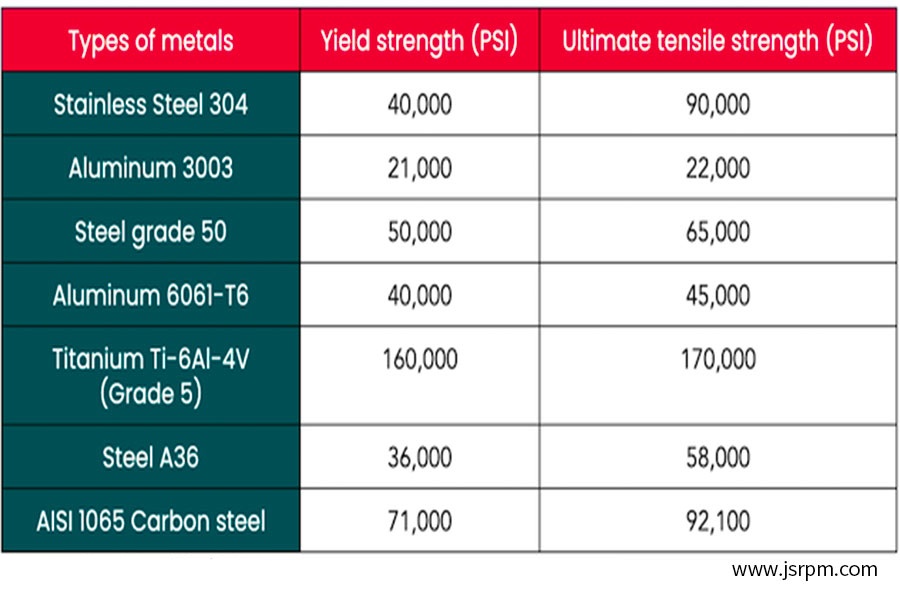
Indicateur clé 2: Écart de résistance à la limite d'élasticité
Limite d'élasticité: C'est à quel stress le matériau commence à se déformer de façon permanente (elle ne peut jamais revenir une fois qu'elle a été pliée). Il s'agit de la «première ligne de défense» du matériel contre la fissuration de déformation.
Force de traction: c'est la contrainte maximale que le matériau peut résister avant de se fractures, et c'est sa «limite ultime».
Lorsque vous pliez du matériel, vous aimeriez qu'il se déforme plutôt que de fissurer immédiatement. Par conséquent, plus la traction de la traction à l'élasticité est grande, mieux c'est! Plus la différence est élevée, plus la "zone de sécurité" est élevée entre le moment où le matériau commence à se déformer et est sur le point de se casser.Se penchant à l'intérieur de cette "zone de sécurité", le matériau a plus d'espace tampon pour se déformer sans se fissurer et est beaucoup plus facile à flexion et à la forme des métaux.
Considération clé: veillez à ce que le matériel devienne plus difficile
Certains métaux, en particulieraciers inoxydables austénitiquesComme 304 et 316, ont une propriété très étrange. Lorsqu'elles sont traitées à froid à température ambiante comme la flexion et l'estampage, elles deviennent plus difficiles et plus cassantes.C'est ce qu'on appelle le travail de travail.
Quel est l'impact?
Par exemple, si vous concevez une partie qui doit être pliée plusieurs fois de suite, le premier virage peut être bien, mais à cause du travail, le matériau devient dur et cassant. Si vous pliez à nouveau le même endroit pour la deuxième fois, il est susceptible de craquer directement! Par conséquent, lors de la fabrication de plusieurs virages ou de formes complexes, cette étrange propriété doit être prise en compte à l'avance, sinon les étapes suivantes échoueront facilement.
La ductilité du matériau est la base.La différence entre la limite d'élasticité et la résistance à la traction offre un espace pour un fonctionnement sûr, tandis que la propriété en durcissement des travaux nous avertit des risques de flexion multiple. En comprenant ces trois points, la sélection et la conception des pièces de flexion peuvent éviter de se fissurer et de supprimer.
"Veuillez apporter vos besoins à JS pour parler. Notre équipe d'ingénieurs est compétente dans les prix de divers matériaux métalliques et peut vous aider à éviter les risques de la source de sélection des matériaux et de conception de processus."
Le spectre des matériaux pliables: de l'acier ordinaire aux alliages spéciaux
Maintenant que nous comprenons le «code génétique» des matériaux faciles à plier, jetons un coup d'œil à plusieurs matériaux métalliques couramment utilisés dans notre atelier. Leurs caractéristiques de flexion et leurs scénarios applicables sont différents.
Carbone
- Grades communs: les aciers à faible teneur en carbone tels que A36 et 1018 ont de très bonnes performances de flexion. Les aciers à carbone moyen et élevé ont une grande dureté et sont plus difficiles à plier.
- Performances de flexion: si vous choisissez la bonne note (comme 5052), il sera très lisse à plier. Si vous choisissez le mauvais (comme 6061-T6 n'est pas bien traité), ce sera une catastrophe.
- Avantages: énorme avantage des coûts,Bonnes performances de soudage, traitement facile et un choix fiable pour les pièces structurelles.
- Inconvénients: Facile à rouiller, nécessite généralement un traitement de surface (comme la peinture) après le traitement.
Acier inoxydable
- Grades communs: 304 est le plus couramment utilisé et 316 est utilisé lorsque une résistance à la corrosion plus élevée est nécessaire (comme dans des environnements difficiles).
- Performances de flexion: elle peut être pliée, mais elle nécessite une force plus grande que l'acier à faible teneur en carbone.Il a une caractéristique appelée travail en durcissant, ce qui le rend de plus en plus difficile pendant le processus de flexion. Faites attention à cela lors de la conception du flux de traitement pour éviter de craquer.
- Avantages: Excellente résistance à la corrosion, bonne apparence et aucun traitement protecteur ultérieur n'est nécessaire.
- Inconvénients: coût de matériau plus élevé, traitement légèrement plus difficile (coupe, flexion) et usure d'outil plus rapide.
Alliage en aluminium
Grades communs: 5052 a les meilleures performances de flexion. 3003 est également bon. Mais 6061-T6 est très dur et cassant, et il est très facile à se fissurer lors de la flexion à un petit angle ou dans un petit coin, et un grandrayon de flexiondoit être utilisé.
Est-il facile de se plier? La marque et l'État sont la clé!
- Choisissez la bonne marque (comme 5052), et la flexion sera fluide.
- Choisissez la mauvaise marque ou la mauvaise marque (comme 6061-T6), il est très facile à casser et un très grand rayon de flexion doit être utilisé.
Avantages: Le plus gros tueur est léger! Résistant à la corrosion intrinsèque.
Inconvénients:Le prix unitaire est généralement plus élevé que l'acier au carbone ordinaireet le soudage est plus compliqué que l'acier, nécessitant une technologie et un équipement spéciaux.
Rayon de flexion minimum en alliage en aluminium typique:
| Grade et condition en alliage en aluminium | Rayon de flexion minimum (R) | Points clés |
| 5052-H32 | 0,5T - 1T | Excellentes performances de flexion, préférées. |
| 3003-H14 | 0,5T - 1T | Bonnes performances de flexion. |
| 6061-T6 | 2T - 4T + | Facile à casser, nécessite de grands coins arrondis, pas recommandés. |
Source: ASM International - Key to Metals Ag.
Cuivre et laiton
- Performances de flexion: très douce et facile à former.
- Avantages: supérieur à la conductivité électrique et thermique, aspect unique et texturé.
- Inconvénients: une résistance relativement faible et un coût élevé.
"Il n'y a pas de meilleure sélection de matériaux absolus. La clé est de voir quels sont les besoins fondamentaux de votre produit. Ne laissez pas le problème de sélection des matériaux ralentir votre projet! Si vous recherchez le matériau de flexion le plus approprié pour un nouveau design ou un nouveau produit, ou avez des questions sur les processus complexes de flexion des métaux, n'hésitez pas à contacter les JS.

Analyse de cas pratique: compromis matériels pour les coquilles de dispositifs médicaux portables
Peu importe à quel point la théorie est bonne, elle n'est pas aussi pratique que de réaliser un vrai projet. Notre expérience dans la fabrication d'undispositif de diagnostic portableLe logement d'une entreprise de technologie médicale a entièrement démontré comment nos ingénieurs peuvent trouver le matériel le plus approprié dans les exigences complexes.
Défi client: durabilité, léger et blindage EMI
Contexte du projet:Nous avons récemment travaillé avec une entreprise de technologie médicale qui a développé un nouveau dispositif de diagnostic portable et proposé trois exigences de base pour le logement: une structure forte, un poids léger et un blindage EMI efficace.
Le client a initialement envisagé d'utiliser une épaisseur de 1,5 mm 304 en acier inoxydable, valorisant son excellente résistance et sa résistance à la corrosion, qui répond en effet aux exigences de base de l'environnement médical.
Analyse et solution de JS
Nous avons évalué la faisabilité de la solution en acier inoxydable et constaté qu'il y avait des défis clés:
- Excès de poids: 304 L'acier inoxydable a une densité d'environ 8,0 g / cm³. Mes calculs montrent que le poids du logement complet dépassera 1,2 kg, ce qui dépasse considérablement les attentes réelles du client en matière de portabilité.
- Pression des coûts: les matières premières en acier inoxydable sont coûteuses et le traitement des formes complexes (en particulier la flexion des métaux) est relativement difficile et coûteuse.
- La capacité de blindage répond-elle aux exigences? Bien que l'acier inoxydable ait d'excellentes performances de blindage, compte tenu de la nécessité de réduire le poids et le coût, il peut y avoir unmeilleure solution complète.
À la recherche d'alternatives:Sur la base de l'analyse ci-dessus, nous avons tourné notre attention vers les matériaux en alliage d'aluminium. Après une comparaison systématique, nous avons finalement recommandé leUtilisation d'alliage d'aluminium 5052-H32.
Pourquoi choisir 5052?
Parmi les alliages en aluminium couramment utilisés, le 5052 est particulièrement facile à traiter et à façonner, et il est très facile de fabriquer des formes de coque complexes. Il est également très résistant à la corrosion et peut résister pleinement au test de l'environnement médical.
Pourquoi est-ce un état H32?
Ce "H32" signifie que le matériau a subi un traitement de durcissement et de stabilisation spécifique. Autrement dit, cet état maintientbonnes propriétés de flexion. Dans le même temps, il fournit une force plus élevée que l'état entièrement recuit (État O) pour répondre aux exigences structurelles de la coquille.
Comparaison des données de performances clés:
| Caractéristiques | 304 en acier inoxydable (1,5 mm) | Alliage d'aluminium 5052-H32 (1,5 mm) | Changement / avantage |
| Densité | 7,9 - 8,0 g / cm³ | 2,67 - 2,68 g / cm³ | Réduisez d'environ 66,5%. |
| Calculez le poids de la coque | > 1,2 kg | Environ 0,4 kg | Réduisez> 65% (environ 0,8 kg). |
| Coût de fabrication relative | Plus haut | Considérablement réduit | Réduisez le coût unitaire d'environ 15%. |
| Fondamentaux du blindage électromagnétique | Bon (conductivité élevée) | Bon (conductivité élevée) | Répondre aux exigences du projet. |
| Résistance à la corrosion | Excellent | Excellent (surtout après l'anodisation) | Répondre aux exigences de l'environnement médical. |
Source: Handbook ASM, vol. 2 (ASM International), IEEE STD 299 (bases de l'évaluation de l'efficacité du blindage).
Résultat final: gagnant-gagnant de la conformité des performances et de l'optimisation des coûts
Le client a adopté notre solution d'alliage en aluminium 5052-H32.Produit final:
- Satisfait entièrement aux exigences de résistance structurelle et de protection des composants internes.
- Le poids a été considérablement réduit à environ 0,4 kg, ce qui a amélioré l'expérience de transport et d'utilisation de l'utilisateur.
- Les performances de blindage électromagnétique ont été testées pour répondre aux exigences de fonctionnement de l'équipement.
- Grâce à l'optimisation des matériaux et des processus, le coût de fabrication par pièce a été réduit d'environ 15%.
"La clé de la solution de matériaux optimale n'est pas de poursuivre l'ultime en une seule performance, mais pour correspondre avec précision aux exigences complètes du projet (performance, poids, coût et processeur). Il s'agit de la valeur fondamentale du professionnel de JSPlipation des métaux personnalisésfabrication. Bienvenue à communiquer avec nous sur vos besoins spécifiques. "

FAQ - tous les problèmes de flexion matériels qui vous tiennent
Quel matériel est reconnu comme le plus facile à plier?
En termes de difficulté de flexion, de l'acier à faible teneur en carbone et du cuivre doux à l'état recuit sont généralement reconnus comme les plus faciles à plier. Lors de la flexion, ils nécessitent moins de force, sont faciles à contrôler en forme et ont moins de rebond. Mais dans le travail réel, une "bonne flexion" n'est que le point de départ.
Nous devons considérer tous les aspects lors de la sélection des matériaux: quelle est la force du produit pour être finalement? Y a-t-il une limite de poids? Quel est le budget des coûts? Et la résistance à la rouille, etc. Les bons matériaux doivent trouver le meilleur équilibre entre la bonne flexion et ces exigences pratiques.
Pourquoi l'alliage d'aluminium 6061-T6 n'est-il pas adapté à la flexion complexe?
La clé réside dans son état "T6". Cet état est obtenu par un traitement thermique amélioré. L'avantage est que 6061 devient très dur et fort, mais l'inconvénient est que sa ductilité est considérablement réduite.
Imaginez que lors de la flexion, le matériau a besoin d'un petit "espace de déformation" pour s'adapter. 6061 Dans l'état T6 n'a presque pas un tel espace, en particulier à l'extérieur du virage, il est extrêmement facile de se fissurer directement.
Par conséquent, nous ne le recommandons pas pour le traitement des projets avec des formes complexes et de petits angles ou de petits virages de rayon. Si vous devez utiliser 6061 pour la flexion, vous ne pouvez utiliser qu'un très grand rayon de flexion ou adoucir une zone spécifique avant de plier (recuit local) pour augmenter la ténacité.
Puis-je plier le métal à la maison? De quoi ai-je besoin?
Pour les feuilles métalliques très minces et très douces, vous pouvez en effet les serrer avec un étau de banc et éliminer lentement les virages simples avec un maillet ou un marteau en caoutchouc. Mais! Si vous souhaitez vous pencher avec précision et propreté, en particulier pour les plaques d'acier ou d'aluminium légèrement plus épaisses, vous devez compter sur l'équipement professionnel, dont le plus courant est un frein de presse (également appelé frein de presse). Pour la sécurité et la qualité, le travail complexe de flexion des métaux doit vraiment être complété par des équipements professionnels.
Résumé
Nos ingénieurs savent tous que la base de la flexion des métaux est la sélection des matériaux. Si vous voulez bien plier le métal et en place, il ne suffit pas d'avoir un dessin de conception.La clé est de comprendre les performancesdu matériel et pensez clairement àVos besoins spécifiques. La force de la pièce, la complexité de la forme et l'environnement d'utilisation sont tous cruciaux. Si vous choisissez le mauvais matériel, quelle que soit la fine du processus, il sera difficile d'atteindre l'effet souhaité.
Ne laissez pas la sélection des matériaux devenir un goulot d'étranglement pour votre projet.C'est exactement là que notre équipe d'ingénierie JS est spécialisée!
S'il te plaîtEnvoyez-nous votre croquis de conceptionOu fichier maintenant! Vous obtiendrez plus qu'une simple citation de flexion simple, mais une solution complète qui combine nos recommandations de matériaux professionnels et notre faisabilité de la fabrication. Laissez-nous utiliser notre expérience pour ouvrir la voie à votre fabrication.

Clause de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information.Série JSIl n'y a pas de représentations ou de garanties, expresses ou implicites, quant à l'exactitude, à l'exhaustivité ou à la validité des informations. Il ne faut pas déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, une qualité de matériau et un type ou une fabrication via le réseau Longsheng. C'est la responsabilité de l'acheteurExiger une citation de piècesIdentifiez les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe JS
JS est une entreprise de pointeConcentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients, et nous nous concentrons sur une haute précisionUsinage CNC,Fabrication de tôles,Impression 3D,Moulage par injection,Estampage en métal,et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage à 5 axes de pointe, certifié ISO 9001: 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité aux clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production à petit volume ou de personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisirTechnologie JSCela signifie l'efficacité de sélection, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site Web:jsrpm.com
Ressource

