

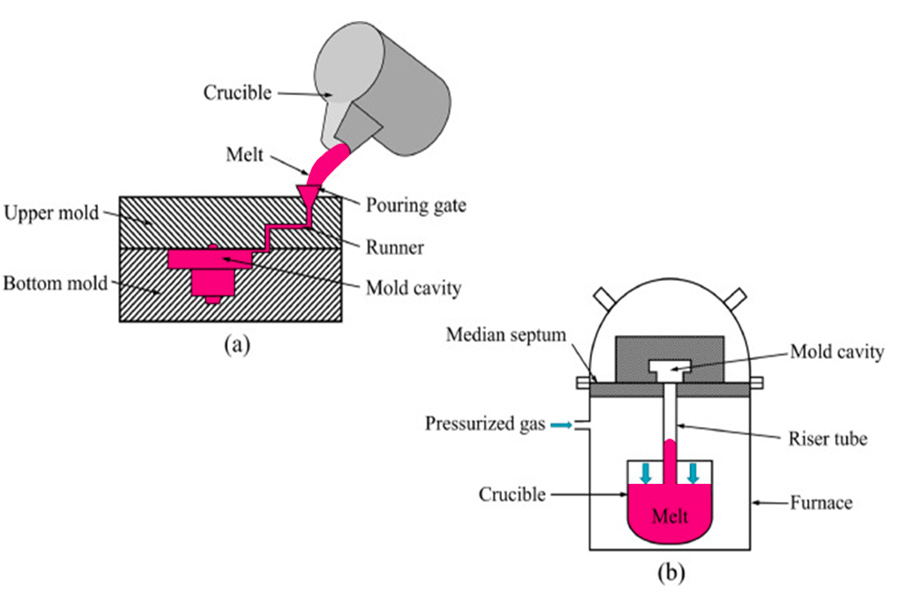
Pourquoi poursuivons-nous le calme lors du casting? Imaginez ce qui se passerait si le métal liquide était versé grossièrement dans un moule complexe? La bulle, la turbulence et divers problèmes surviendront, qui sont des problèmes courants pour de nombreuses personnesMéthode de coulée à l'ancienne(par exemple, moulage par gravité).
Mais changez d'avis: laissez le liquide métallique remplir lentement chaque coin du moule du bas comme le ressort. C'est le charme du casting à basse pression, qui poursuit l'art de haute qualité.
Dans notre atelier,Coulée à basse pressionC'est une bonne aide dans la fabrication de pièces de précision en aluminium. En bref, il utilise un contrôle de basse pression pour pousser de manière stable l'aluminium liquide (comme les alliages d'aluminium communs) dans la cavité du moule, lui permettant de remplir chaque détail avant la solidification et la formation. Cette méthode de poussée douce peut produire des structures internes plus strictes, des effets de surface plus fins et moins de défauts que la coulée directe.
Parce qu'il peut être produit de manière stablePièces complexes de haute qualité, il convient particulièrement aux produits à forte demande tels que les roues automobiles. Les données de l'industrie montrent également que la basse pression et le casting de gravité représentent la majorité des moulages mondiaux en aluminium (environ 67%), tandis que les champs automobiles représentent plus de la moitié de la demande. Les véhicules électriques travaillent maintenant pour perdre du poids. L'assemblage de châssis en Y de type Tesla utilise ce processus, qui est plus léger. Le choix de la bonne méthode rendra le produit différemment.
Résumé de la réponse de base:
| fonctionnalité | Casting à faible régime (LPDC) | Coulée de moisissure à haute pression (HPDC) | Moulage par gravité |
| Méthode de remplissage | Résistant à la gravité, ascendante, remplissage lisse. | Haute vitesse et injection à haute pression pour une garniture rapide. | Comptez sur la gravité pour se remplir de haut en bas. |
| pression | Basse pression (0,02-0,15 MPa). | Extrêmement haute pression (30-200 + MPa). | Seulement la pression statique du métal liquide. |
| Qualité de coulée | Tissu extrêmement élevé et dense avec peu de pores. | Très bon, mais peut avoir des poches et des pores d'air. | Moyen, avec un rétrécissement et une porosité possibles. |
| Applications typiques | Roues de voiture, culasses moteur et coquilles complexes. | Parts minces produites en masse (comme les manches d'ordinateur portable). | Des clôtures plus épaisses, des composants simples, tels que des corps de valve. |
Ce guide fera de vous le cœur du casting à basse pression:
- Nous introduirons clairement le processus de coulée à basse pression complet.
- Expliquez comment il injecte du métal par une résistance à la gravité pour éviter l'entraînement de l'air.
- Nous comparerons ensuite les principaux avantages et inconvénients de la coulée à basse pression et de la coulée à haute pression pour vous aider à comprendre leurs solutions d'application respectives.
- Enfin, à travers de vrais cas de production, nous expliquerons pourquoi la coulée à basse pression est particulièrement adaptée aux produits en alliage en aluminium haut de gamme.
Pourquoi croire ce guide? Insistance de JS Senior Actor Lab
Chez JS, nous gérons les machines à mouler à basse pression toute la journée. Après une longue période, nous avons appris que cette technologie ne consiste pas seulement à appuyer sur un bouton, mais aussi sur la pression de l'apprivoisement.
Différentes parties en alliage en aluminium ont des épaisseurs différentes, et le rythme de pression d'air requis (courbe de pression) doit être aussi délicat qu'un instrument réglé. Combien de temps dure la colonne montante et comment faire un revêtement pour refroidir moins d'eau d'aluminium? Ces détails sont notre expérience des essais et des erreurs répétés. Pour nous, le processus de coulée à basse pression n'est pas une règle morte.Mais l'artisanat qui peut être ajusté de manière flexiblePour s'assurer que les solides sont coulés de l'intérieur.
Auparavant, la phalange orientée sur la voiture du client avait des composants de sécurité clés, qui se sont toujours contractés en position centrale et ne pouvaient pas réussir le test de fatigue. Ils ont constaté que nous avons résolu le problème. Nous avons étudié les paramètresTemps de coulée à basse pressionEt ajustez-le immédiatement.
Devinez le résultat? Le problème a été résolu et les pièces ont réussi les tests les plus rigoureux régulièrement. Ce processus nous rend plus convaincus que la racine d'un casting parfait réside dans le contrôle de ces détails de processus.
"Dans l'industrie du casting, il y a un vieux dicton selon lequel je pense que c'est particulièrement raisonnable: 90% de la masse de la moulage dépend de la façon dont le métal fondu entre dans la cavité."
N'est-ce pas le remplissage lisse que nous poursuivons? Ce guide résume l'expérience clé que notre équipe a apprise au fil des ans et espère vous aider à vous rendre plus bien sur la route d'un casting de haute qualité.
Principe de base: Qu'est-ce que l'anti-cours?
En bref, la coulée à basse pression est une technique de formation de métaux qui abandonne la façon traditionnelle de verser du métal fondu et utilise plutôt l'idée de pousser, comme la pressage doucement du liquide pour le faire couler vers le haut. C'est en faitCasting anti-gravité à basse pression, il utilise une basse pression pour atteindre le remplissage des métaux par le bas au lieu de compter sur la gravité pour tomber librement pour terminer le processus de remplissage. Maintenant, laissez-moi vous expliquer clairement.
Qu'est-ce que le casting à basse pression?
La coulée à basse pression est une méthode que nous utilisonsFours d'étanchéité pour tenir le métal fondu(par exemple, alliage d'aluminium), puis appliquez une petite pression pour permettre au métal de fonctionner en douceur à partir de la base de moule au lieu de le verser sur le dessus. La coulée à basse pression évite les éclaboussures et l'oxydation des métaux et peut fournir des pièces plus denses.Nous aimons l'utiliser largement sur les pièces automatiques ou de précision de JSParce que cela fonctionne et qu'il n'y a aucun risque impliqué.
Comment fonctionne le casting anti-gravité (trois étapes simples):
- Fourniture d'isolation scellée: Nous plaçons l'alliage d'aluminium liquide fondu dans une fournaise isolante entièrement scellée. Le poêle n'est pas ouvert, scellé et placé sous le moule que nous allons utiliser.
- LEUSEUR SPÉCIAL: Au bas de ce pot fermé, un tube (Tubes de support, généralement en céramique ou en métal spécial) s'élève, ce qui est résistant à la chaleur. Il ressemble à une paille super forte qui monte directement et soigneusement dans la porte inférieure du moule au-dessus de nos têtes.
- Air à basse pression: nous avons commencé à introduire lentement de l'air comprimé (parfois aussi l'azote, comme l'azote, pour empêcher l'aluminium de s'oxyder) dans le four à vide. Notez que cette pression est en fait faible, seulement environ 0,07 MPa supérieure à la pression de l'air que nous respirons habituellement, ce qui a envie de gonfler le ballon sur un peu de pression.
Comment faire un remplissage paisible?
Le secret est révélé! En introduisant l'air dans le four scellé, la pression dans le four due à l'air n'est que légèrement plus élevée que celle de l'extérieur, ce qui entraîne un gradient de pression positif plus petit (ΔP). Cette pression atmosphérique supplémentaire n'est que légèrement imposée sur la surface d'alliage d'aluminium liquide à l'intérieur du four. Les faces de métal en aluminium sont une pression ascendante stable, seulementAller en haut le long du bas de la colonne montante. Jusqu'à ce que la cavité du moule soit complètement remplie.
Quels sont les plus grands avantages de faire cela?
- Il évite les gros problèmes causés par le «dumping élevé» traditionnel! Le métal fondu tombe d'un haut lieu et absorbe facilement l'air pour former des bulles. Plus important encore, l'aluminium liquide s'oxydera rapidement et produira des impuretés lors de l'exposition à l'air.
- Cependant, nos pièces moulées à basse pression poussent régulièrement par le bas, avec peu de turbulences et d'aluminium liquide ont peu de contact avec l'air. ceRéduire les pores et les scoriesInclusions dans les moulages. Pour nous, il est crucial pour nous de faire des pièces qui nécessitent une résistance élevée, des phoques élevés et une apparence parfaite.
En tant qu'ingénieur chez JS, vous devez réussir à appliquer le casting à basse pression.Je ferai attention à deux bases:Scellant du four à fixer le système de fournaise et de la colonne montante, ainsi que le contrôle de l'amplitude et du rythme de la pression de l'air. C'est le noyau qui garantit que le liquide liquide en aluminium se monte en douceur et se remplit parfaitement.
"Nous recherchons des normes d'usine à haute densité et à faible défaut. Nous voulons voir comment l'aluminium liquide en aluminium liquide monte?
Étape par étape: le processus complet de la coulée à basse pression
Aujourd'hui, je vais démonter un processus completProduction de pièces moulées à basse pression en aluminium. Notre processus de coulée à basse pression est fait par des étapes soigneusement conçues pour garantir que le métal fondu entre et remplit le moule dans un état optimal.
«Comme l'a souligné Diran Apelian, expert en acteur de renommée internationale, Diran Apelian: la masse du casting est déterminée au moment où le métal contacte le moule.
Le processus complet de coulée à basse pression:
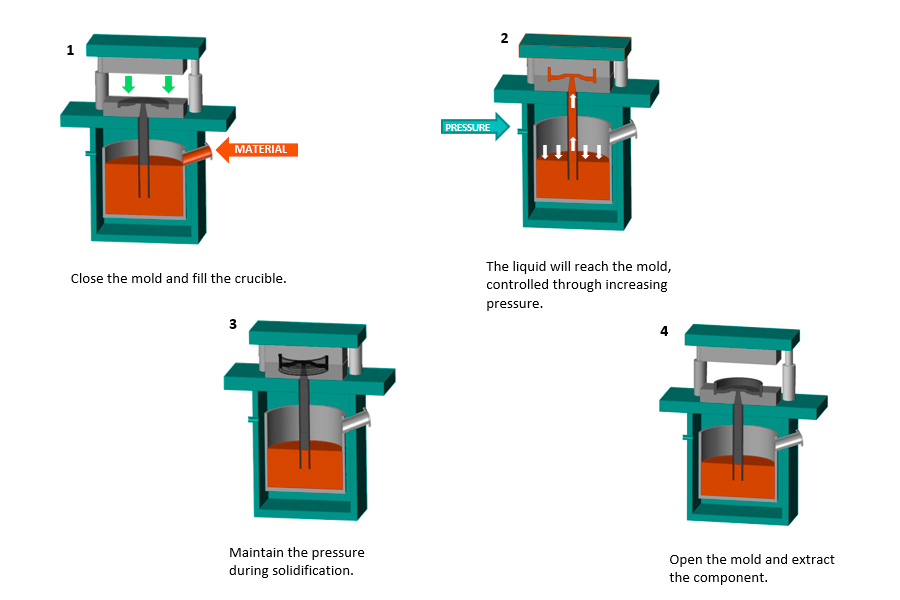
Étape 1: Moule proches et préparation
Nous fermons et verrouillons la moitié supérieure du revêtement préchauffé et de la moisissure du moule en acier.
ÉTAPE CLÉ: Assurez-vous que le haut de la colonne montante s'étendant de la fournaise isolante inférieure s'oppose avec précisionLa porte réservéeAu bas du moule. La précision de cette connexion est directement liée à la question de savoir si le liquide en aluminium peut augmenter en douceur à l'avenir.
Étape 2: pression et remplissage
Verrouillez et fermez la couverture du four isolant avec un alliage d'aluminium fondu, et aucune fuite d'air n'est autorisée.
Le système de contrôle commence à fonctionner: il peut être rempli de gaz à basse pression avec précision et en continu (généralement de l'air sec ou du gaz inerte est appliqué).
La pression du four continue d'augmenter. La pression douce mais continue maintient le niveau de niveau d'aluminium du four.
L'aluminium fondu ne peut que s'écouler du bas vers le haut à travers la seule colonne montante dans tous les coins du moule. L'air du moule est soulevé par de l'aluminium fondu et a réussiPassage d'échappement réservé. L'ensemble du processus concerne la poursuite de la "stabilité".
Étape 3: Maintenir la pression et guérir
Le liquide en aluminium occupe-t-il simplement le moule? Ne vous inquiétez pas, c'est le moment le plus critique! Maintenant, la pression dans la fournaise ne doit pas être libérée immédiatement, mais doit rester pendant un certain temps.
Pourquoi est-ce l'âme? Parce que lorsque le liquide en aluminium passe du liquide au solide, le volume rétrécit! Si vous ne faites pas attention pour le moment, il est très facile d'avoir une cavité ou un relâchement dans le casting.
L'entretien de pression estAppliquer une pression dans la fournaiseForçant toujours un peu d'aluminium liquide de la colonne montante à remplir l'espace solidifié. C'est le principal secret pour créer des pièces moulées à basse pression en aluminium, nous générons denses en interne sans rétrécissement de la cavité et du rétrécissement!
Étape 4: Réduction de la pression et ouverture de moisissure
Une fois que le corps coulé (en particulier la connexion de la porte) devient solide, le système de contrôle libèrera automatiquement la pression dans le four de manière sûre.
Une fois la pression retirée, l'aluminium liquide qui n'a pas été gelé dans la colonne montante reviendra automatiquement au four isolant ci-dessous avec une utilisation ultra-élevée!
Enfin, le moule est ouvert, nos bras de robot sont soigneusement déplacés pour retirer le moule, puisLe cycle est terminé.
Au cœur du processus de LPDC se situe dans un contrôle précis: à travers quatre étapes clés de la préparation des moisissures, de la garniture sous pression, du durcissement de la pression et des ouvertures de moisissures, nous produisons des pièces moulées à basse pression de haute qualité avec des structures denses.
Lorsque JS termine le projet, l'action prioritaire est d'introduire des systèmes de surveillance intelligents, de déployer des capteurs à des nœuds critiques pour ajuster la pression et la température en temps réel et d'optimiser simultanément la conception de moisissure. L'objectif est d'augmenter le rendement global de plus de 15%. Cela améliore notre réponse à la demande du marché. "
Analyse de cas pratique: roues en alliage en aluminium léger et haute résistance pour les véhicules électriques haut de gamme
Permettez-moi de partager avec vous un vrai projet que nous avons réalisé récemment et discutez de la façon d'utiliser la coulée à basse pression en alliage en aluminium pour aider les clients à résoudre des problèmes. Pour les voitures électriques, l'endurance et le contrôle sont au cœur. Les roues sont jolies, mais elles affectent en fait le poids et la sécurité non réservés. Cette fois, notre entreprise JS est la plus qualifiéeTechnologie de coulée à basse pressionCe projet est vraiment utile.
Défi client: conception complexe, normes strictes
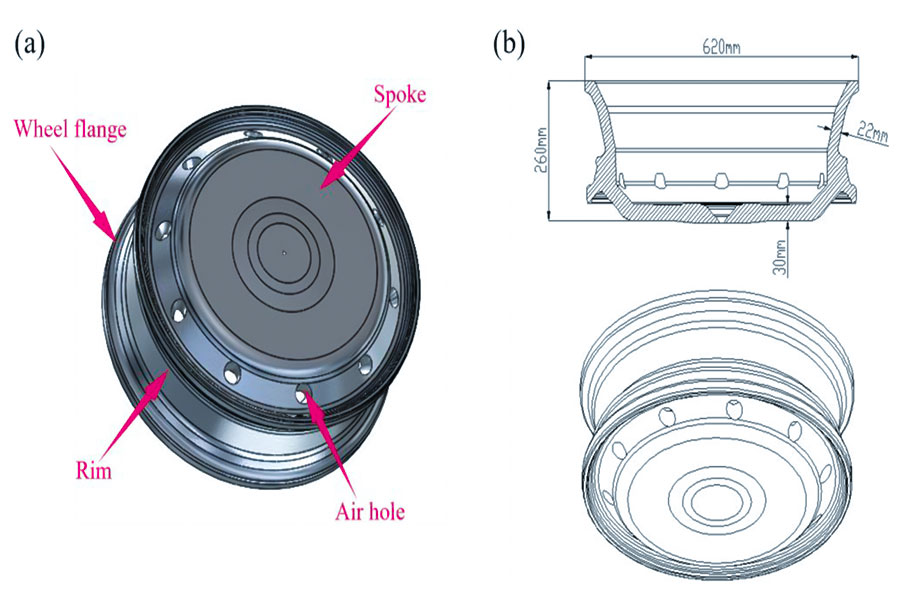
Un nouveauVoitures électriques haut de gammeBrand a développé une roue de 21 pouces avec les caractéristiques suivantes:
- Conception complexe: il a des rayons de forme longue et unique.
- Exigences de surface élevées: il doit obtenir un effet de polissage miroir.
- Niveau de sécurité élevé: il doit passer les tests d'impact et de fatigue les plus stricts.
Les goulots d'étranglement de la production qu'ils rencontrent:
- Coulage de gravité inadéquat: Le débit de liquide en aluminium est lent et a un faible moment, ce qui rend difficile de remplir complètement les coins des rayons minces. La partie épaisse du bord se refroidit lentement, ce qui facilite la création d'une cavité à l'intérieur. Pas assez fort, il ne passera pas le test, etÉchec de la qualité de la surfaceExigences de miroir.
- Les moulages de moisissures à haute pression sont limités: bien qu'il puisse remplir des détails complexes, le processus de remplissage à grande vitesse impliquera des gaz et formera les pores internes. Pendant le traitement thermique, l'expansion des pores peut provoquer une expansion de surface. Ce défaut interne est une blessure mortelle aux composants de sécurité et ne peut pas du tout répondre aux exigences de résistance et de ténacité.
Solution de JS: casting à basse pression, victoire stable
Nous avons soigneusement analysé les points douloureux de nos clients etLe noyau est deux: l'apparence doit être impeccable et la structure interne doit être 100% fiable.C'est la résistance de la coulée à basse pression.
Nos pas:
- Remplissage lisse, reproduction parfaite: la clé est la stabilité. Nous laissons l'alliage en aluminium fondu se soulever du fond du moule et remplir doucement chaque coin comme la respiration. Ces rayons minces complexes peuvent également être entièrement remplis!Surface très lisse, jetant une bonne base pour le polissage miroir.
- Éliminer la pression continue dans la cavité: le remplissage n'est que le début, la clé est le processus de durcissement. Nous contrôlons précisément la pression et poussons en continu plus de métal liquide pour le compléter lorsque le liquide en aluminium refroidit et rétrécit. Surtout dans les zones à parois épaisses de la jante, nous nous assurons que l'intérieur est dense et sans rétrécissement, ce qui est une étape critique pour assurer la force.
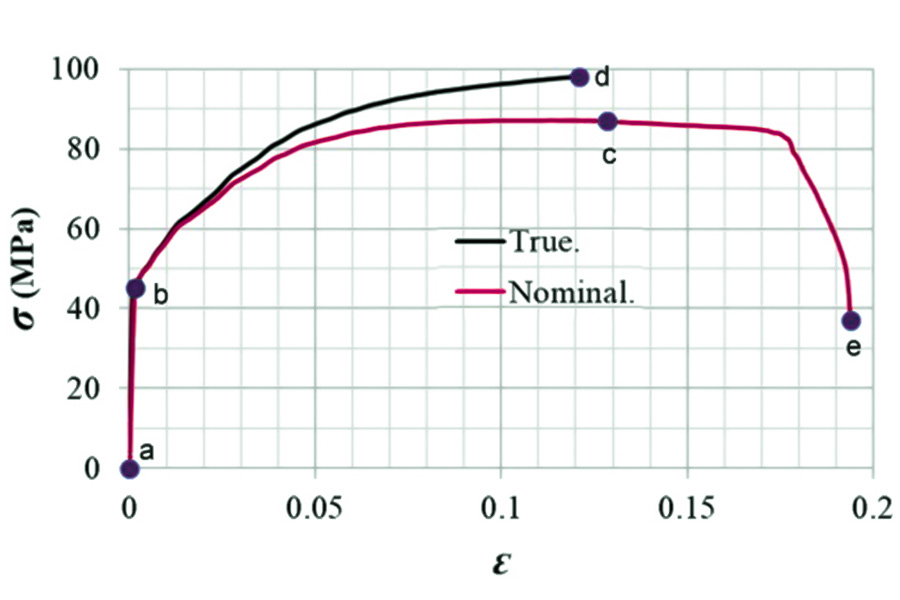
- Les performances de haute pureté et garanties: tout au long du processus, le liquide en aluminium dans le système fermé coule, a peu de contact avec l'air, a peu d'impuretés d'oxydation et la coulée elle-même est très pure. Après un traitement thermique, la résistance et la ténacité peuvent atteindre le plus haut niveau. Nous avons finalement livré une telle qualitéCastings à basse pression en alliage en aluminium.
Résultats: clients incroyables, dépassant les normes
Après la livraison de l'exemple, les commentaires des clients ont dépassé les attentes:
- Apparence supérieure: les détails de conception sont entièrement présentés, la surface de la surface est très élevée et l'effet poli miroir est parfait.
- Excellence interne: La détection des défauts des rayons X montre que le tissu interne est plus dense que prévu et que des défauts sont à peine trouvés.
- Données comme preuves: les véritables avantages
| indice | Réalisation | Référence comparative |
| Perte de poids | Il est environ 12% plus léger que la roue de coulée de gravité de la même taille. | La plage de perte de poids moyenne de l'industrie est de 8 à 15% (American Metal Society AMS). |
| Premier taux de réussite | > 98% | Le taux de qualification moyen de l'industrie est de 85% (allemand Institute of Engineers VDI). |
| Test de fatigue / d'impact | 100% ont passé des normes strictes. | Dépasser les normes de l'industrie (Japan Society of Materials Science JIS Standard). |
Sécurité: La fatigue radiale la plus stricte, la fatigue de flexion et les tests d'impact ont réussi régulièrement, et les performances de sécurité ont atteint 100% de la norme.
«La coulée à basse pression en alliage en aluminium est la meilleure solution lorsque l'apparence finale, la qualité interne la plus élevée et la sécurité absolue sont essentielles.Équipe JSEnsemble, nous surmonterons les difficultés! "
FAQ - Répondez à plus de questions sur le casting à basse pression
Question 1: Quelles sont les principales différences entre les pièces moulées à basse pression et les moulages à haute pression?
Coulage élevé:
Il s'appuie sur une énorme force pour injecter rapidement du métal fondu dans le moule et l'injecter dans le moule avec une pression rapide et puissante. Il convient aux formes à parois minces et moins complexes et aux pièces à grande échelle telles que les pièces de coque. Mais c'est pressé, qui peut facilement rouler du gaz dans le métal et créer des pores.
Caste à basse pression:
Il est relativement doux et s'appuie sur une petite quantité de pression du réservoir de carburant sous le moule (au-dessus de la pression atmosphérique) pour pousser régulièrement le métal fondu vers le haut, lui permettant de remplir lentement la cavité du moule. De cette façon, les pièces manufacturées sont plus denses et ont une qualité supérieure, particulièrement adaptée à ceux qui ont des murs plus épais, des structures complexes ou des exigences de qualité interne élevées, telles que les roues automobiles et les pièces de cylindre moteur. Cependant, l'ensemble du processus de cycle est relativement lent et l'efficacité n'est pas aussi élevée que celle de la coulée de moisissure à haute pression.
Question 2: Quels sont les principaux avantages et inconvénients des pièces moulées basse tension?
avantage:
- Les pièces moulées à basse pression renforcent les pièces plus fortes, plus denses à l'intérieur, avec moins de bulles et de trous, garantissant ainsi la force globale et la durée de vie.
- Il s'agit particulièrement d'économies de matériaux, avec moins de déchets d'eau d'aluminium et peut être utilisé jusqu'à plus de 90%, ce qui est très bénéfique pour contrôler les coûts. Ce processus est stable et contrôlable, et il est particulièrement facile d'utiliser une ligne de production automatique. Dans le processus de production, de qualité et d'efficacité à grande échelle, sont mieux gérés.
défaut:
- Sa vitesse de production n'est en effet pas aussi rapide que la coulée de moisissure à haute pression.
- De plus, son équipement et ses moules sont beaucoup plus complexes que la moulage par gravité, de sorte que le coût d'investissement initial sera plus élevé.
- De plus, nous ne l'utilisons généralement pas pour fabriquer de petites pièces avec des structures particulièrement simples car elle n'est pas rentable.
Question 3: Quel est le processus LPDC?
Permettez-moi de vous dire brièvement ce qu'est le LPDC, et c'est ce que nous appelons souvent le casting à basse pression:
Le LPDC est une méthode de coulée qui utilise du gaz à basse pression pour remplir le métal fondu du bas vers le haut avec de la moisissure. Il n'est pas aussi violent que la haute pression, donc les pièces faites ont une bonne qualité interne et une utilisation élevée des matériaux. Il s'agit de notre processus préféré pour fabriquer de nombreuses pièces moulées en aluminium importantes. Ce principe n'est pas compliqué, mais il est très intelligent et pratique.
Résumé
La coulée à basse pression n'est en effet pas un choix courant pour toutes les pièces. Cependant, si vous recherchez des pièces en alliage en aluminium avec une forte résistance, une forte fiabilité et une excellente apparence,C'est généralement une solution très idéale. Par rapport à la coulée traditionnelle, la coulée à basse pression peut résoudre certains problèmes inhérents avec plus de précision et de manière stable, en particulier dans la fabrication de moulages en alliage en aluminium à haute performance.
Votre projet est également un mal de tête:
- Vous voulez former une structure complexe?
- Vous voulez que ce soit à la fois brillant et fort?
- Vous travaillez toujours sur quel processus est le plus adapté et le plus rentable?
Laissez-nous vous aider à trouver la réponse:En tant que professionnelUsines de coulée à basse pression en aluminium, l'équipe JS fait face à ces défis chaque jour. Voyons une évaluation de processus gratuite au lieu de deviner quel processus est le meilleur. Nous pouvons clairement répondre:
- Votre pièce convient-elle à la coulée à basse pression?
- Fournit transparent et détailléMarché de coulée à basse pression en aluminium.
Il est facile d'agir: téléchargez vos fichiers de conception maintenant!
Laissez JS transformer l'idée de pièces d'alliage complexe en aluminium en réalité de haute qualité en utilisant une technologie de coulée avancée à basse pression.

Clause de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information.Série JSIl n'y a pas de représentations ou de garanties, expresses ou implicites, quant à l'exactitude, à l'exhaustivité ou à la validité des informations. Il ne faut pas déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, une qualité de matériau et un type ou une fabrication via le réseau Longsheng. C'est la responsabilité de l'acheteurExiger une citation de piècesIdentifiez les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe JS
JS est une entreprise de pointeConcentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients, et nous nous concentrons sur une haute précisionUsinage CNC,Fabrication de tôles,Impression 3D,Moulage par injection,Estampage en métal,et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage à 5 axes de pointe, certifié ISO 9001: 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité aux clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production à petit volume ou de personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisirTechnologie JSCela signifie l'efficacité de sélection, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site Web:jsrpm.com
ressource

