

La fabricación de chapa de chapa es un proceso que utiliza equipos operados manualmente para cortar, doblar y soldar láminas de metal. Los trabajadores pueden usar metales blandos para hacer decoraciones o metales duros para producir soportes de construcción, y estos productos terminados se usan ampliamente en el campo industrial. La chapa de aluminio es uno de los materiales de uso común. Es resistente a la corrosión y fácil de procesar, mientras que el metal de acero galvanizado tiene un recubrimiento contra la riega en la superficie.
Todo el proceso de producción incluye tres enlaces principales: diseño de dibujo, estampado de moho y conjunto de soldadura. Los trabajadores usan mediciones precisas para garantizar que cada componente cumpla con el tamaño estándar. Esta tecnología puede producir componentes grandes como chasis de camiones, así como piezas de precisión como carcasas de metal de teléfono móvil .
¿Qué es la fabricación de chapa?
Empleamos varios métodos de procesamiento para dar forma y cortar las láminas de metal para que se ajusten a tamaños especificados, y todo el proceso implica cuatro pasos principales, moldeo, corte, chapa de flexión y ensamblaje. En una aplicación real, hemos encontrado que la precisión del proceso de flexión afectará directamente el efecto de ensamblaje y la vida útil de las piezas.
Podemos procesar varios tipos de láminas de metal con espesores de 0.5 mm a 6 mm en función de las necesidades de varias escenas. Este tipo de flexibilidad puede satisfacer las necesidades de la mayoría de los sectores industriales para componentes estructurales de precisión .
¿Cuáles son los procesos centrales de la fabricación de chapa?
1. Etapa de confirmación de requisito
Primero confirmaremos los requisitos básicos con el cliente. Por ejemplo, la semana pasada hubo un proyecto de revestimiento de dispositivos electrónicos donde el cliente solicitó específicamente el uso de chapa de aluminio de 1,2 mm de espesor y requería 8 flexión de metal de lámina de ángulo recto. utilizó software de modelado 3D para dibujar un modelo estructural con agujeros de posicionamiento y costillas de refuerzo.
2. Proceso de conversión de giro
Después de completar el modelado, utilizaremos un software de redacción profesional para dibujar dibujos de producción. El proyecto de carcasa de instrumentos médicos recientemente completado tiene 6 puntos de posicionamiento de corte láser y requisitos de arena de superficie indicados en los dibujos.
3. verificación de factibilidad de producción
Nuestros ingenieros verificarán los dibujos dos veces. El mes pasado, hubo Un proyecto de caja de control industrial que redujo 4 piezas y ahorró el 15% de los costos de material a través de un diseño optimizado. Al mismo tiempo, se calcularán los parámetros clave, como el soporte de ventilación que necesita resistir una presión continua de 30 kg.
4. Proceso de producción de propototipo
El taller utiliza equipos de corte láser con una precisión de ± 0.1 mm. La semana pasada, al hacer componentes de la estación base de comunicación, primero usamos el corte láser para cortar la placa base , luego completamos 6 procesos de flexión con una máquina de flexión hidráulica, y finalmente lo ensamblamos con una máquina de soldadura por sujeto. Todo el proceso se controla dentro de las 48 horas.
5. Proceso de prueba y verificación de la verificación
El año pasado, realizamos 100 pruebas de carga y descarga y pruebas de carga de carga en los conectores de estantes hechos para empresas de logística. Según los resultados de la prueba reales, la estructura de soporte se ajustó y la capacidad de carga se incrementó en última instancia de 200 kg a 350 kg.
6. Preparación de producción de Batch
Los productos que pasen la prueba se transferirán a El proceso de producción en masa . En la actualidad, adoptamos un modo de producción modular, con una capacidad de producción diaria de hasta 1,500 piezas para piezas de chapa convencionales y una capacidad de producción estable de 300 piezas/día para piezas personalizadas especiales.
¿Cómo diseñar piezas de chapa?
1. Puntos de clave de diseño de agujeros
Al diseñar agujeros, debemos prestar especial atención al tamaño y la relación de posición. Se recomienda que el diámetro del orificio sea consistente con el grosor del material en sí, como usar una placa de 2 mm para abrir un orificio de 2 mm de diámetro. El espacio entre los agujeros adyacentes debe ser al menos seis veces el grosor del material.
También es importante tener en cuenta que los agujeros no deben estar demasiado cerca del borde. Recomendamos mantener una distancia segura de al menos tres veces el grosor del material.
2. Principio de control de espensión
Hemos descubierto que mantener un grosor de pared uniforme es crucial para la calidad del producto. Si se deben usar diferentes estructuras de grosor en el diseño, se recomienda planificar el orden de apilamiento y la ruta de procesamiento de las placas de antemano. Según nuestra experiencia , las piezas estructurales con una diferencia de espesor de más del 20% necesitan prestar especial atención al problema de posicionamiento durante el procesamiento, lo que puede conducir fácilmente a una desviación dimensional del producto terminado.
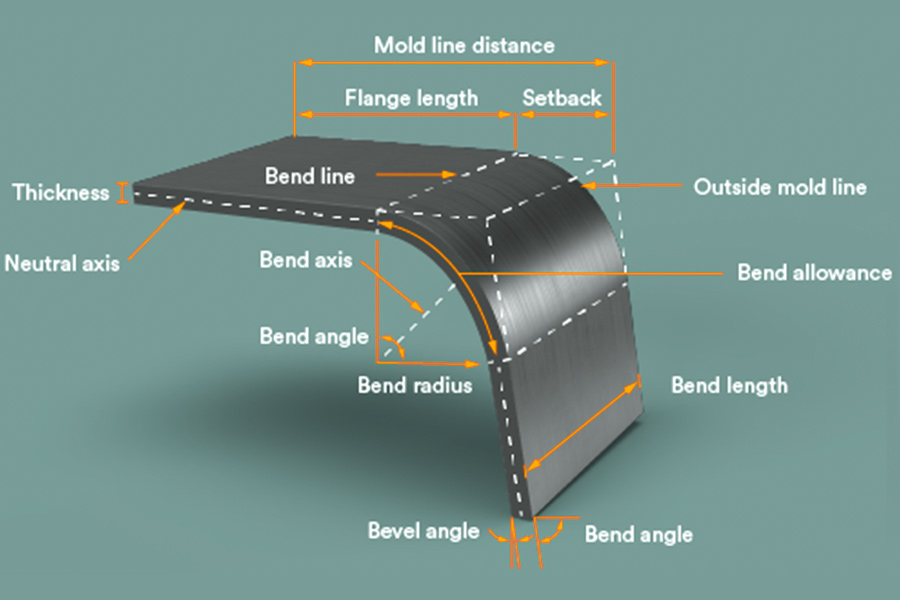
3. Specificación de radio de curva metálica de la hoja
En el proceso de flexión, siempre nos adhirimos al principio básico de "radio igual a grosor". Por ejemplo, al procesar una placa de 1,5 mm de espesor, el radio del arco en la curva también debe mantenerse a 1.5 mm. Esta correspondencia simple puede evitar efectivamente problemas como el agrietamiento del pliegue o la deformación de la superficie. Al encontrar formas especiales que requieren ajuste de radio, se recomienda que realice pruebas de muestra por adelantado.
4. Método de cálculo de la tensión
Al dibujar un diagrama de expansión de plano, es mejor agregar una sección de material reservado basado en el tamaño real. Este material adicional se llama subsidio de flexión . Las características elásticas del material deben considerarse en el cálculo específico, y el método de prueba y error generalmente se usa para determinar el mejor valor. Para el acero convencional, estamos acostumbrados a deducir 1.5 veces el grosor del material de la longitud de la brida como compensación. Este valor empírico puede equilibrar mejor la precisión dimensional y la eficiencia de procesamiento.
¿Qué tipos de fabricación de chapa hay?
1.Cutting Process
Cortar es el primer paso en el procesamiento de chapa de metal . Los trabajadores usan cizallas o cortadores láser para cortar la chapa en formas específicas. El cizallamiento incluye tres operaciones básicas: materiales de corte, perforaciones de agujeros y piezas de separación. Para pedidos industriales con requisitos de alta precisión, las empresas prefieren la tecnología de corte sin contacto. Al procesar placas de acero inoxidable de 2 mm de espesor, el ancho de incisión del corte láser se puede controlar dentro de 0.15 mm.
La tecnología de corte láser es actualmente la más utilizada. El proceso puede lograr una precisión de procesamiento de ± 0.1 mm , que es más del 50% más eficiente que el cizallamiento tradicional. El corte láser no solo puede reducir los desechos del material, sino que también acortar los ciclos de suministro, y es particularmente adecuado para la producción en masa de piezas de precisión.
2. proceso de alza
La soldadura conecta metales calentando o presurizando. Los métodos de soldadura comunes incluyen:
soldadura MIG/mag: este es el método más utilizado para conectar piezas de acero. A través de la alimentación continua de alambre y la protección de argón, la resistencia de una sola soldadura puede alcanzar el 90% del material principal. Al procesar estantes el año pasado, utilizamos este método para completar el 80% de El trabajo de soldadura .
Soldadura TIG: al procesar tanques de agua de acero inoxidable, preferimos este método más controlable. Durante la operación, el electrodo de tungsteno debe mantenerse a 3-5 mm de la pieza de trabajo, y la entrada de calor debe controlarse con precisión por el pedal del pie.
Soldadura por láser: el enfoque del haz láser genera alta temperatura para lograr una soldadura rápida. La zona afectada por el calor es pequeña, adecuada para Componentes electrónicos de precisión de soldadura .
3. Bendición y formación de
El Bend Sheet Metal Process Cambia la forma de la hoja a través de la fuerza externa. Durante la operación, el trabajador deforma la lámina de metal a lo largo de un eje lineal para formar un ángulo específico. El equipo común incluye:
Máquina de flexión de tipo V: flexión básica con un molde triangular.
Máquina de formación de tipo U: fabricación de estructuras tubulares o de caja.
Equipo de rodadura: procesamiento de piezas en forma de ARC.
El grosor del material afecta directamente el efecto de flexión. El radio de flexión de una placa delgada de 0.5 mm generalmente es 1 veces el grosor de la placa, mientras que una placa de 5 mm de espesor requiere un radio de más de 3 veces. El operador debe ajustar los parámetros del molde de acuerdo con las características del material.
4. Proceso de estampado
La máquina de estampado coopera con el molde para lograr una prototipos rápidos. Este proceso completa el corte y la configuración a temperatura ambiente al mismo tiempo, y puede procesar 600-800 partes por hora. Los procesos básicos incluyen:
Punching: Hacer agujeros de montaje o agujeros de disipación de calor.
Bloqueo: separar la forma de las piezas.
Dibujo: formación de piezas en forma de copa.
en relieve: haciendo texturas de superficie.
Los golpes y el blanking simples son adecuados para el procesamiento temprano, y los procesos de dibujo complejos pueden formar directamente el producto final. Piezas como Las puertas de automóviles y las conchas de chasis están formadas por estampado de procesos múltiples .

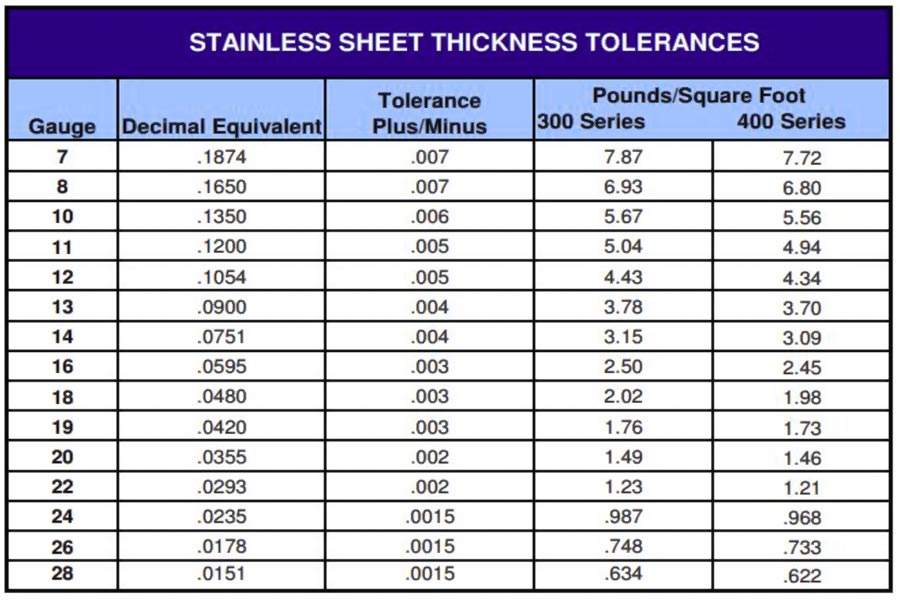
¿Cómo equilibrar la fuerza y el costo a través de una tabla de medidor de chapa?
En la fabricación de chapa, la clave para equilibrar la resistencia y el costo a través del gráfico de medidor de chapa es la selección científica y la optimización de procesos:
< El grosor de la hoja corresponde al grosor real (mm/pulgada) correspondiente al número estándar de los Estados Unidos (medidor), por ejemplo:
3. Optimización del diseño estructural
Solución de refuerzo de placa delgada:
Los diseñadores pueden hacer costillas de refuerzo elevadas en la superficie de las placas delgadas (como 1.0 mm). Este método puede aumentar la resistencia de flexión de la placa a tres veces el original cambiando la distribución del material. Estos datos son el resultado de la prueba real del laboratorio JS.
Aplicación de estructura combinada:
Cuando la resistencia de una sola capa de placa es insuficiente, múltiples placas delgadas se pueden combinar soldadura o remachado. Por ejemplo, usar tres placas de 1 mm en lugar de placas de 3 mm de espesor puede reducir el peso en un 10% -15% mientras se mantiene una capacidad de carga similar.
Puntos de proceso de flexión:
JS La compañía ha encontrado a través de la verificación de producción en masa que el radio de arco del molde de flexión debe ser al menos igual al grosor del material. Para la placa de aluminio común de 2 mm, se debe usar un molde con un radio de 2 mm. Hay dos ventajas en hacer esto. Primero, el ángulo de la pieza es más preciso después de formarse, y la cantidad de rebote se reduce en más del 30%. En segundo lugar, la pérdida de moho se reduce y la vida útil promedio se extiende por 50 lotes de procesamiento.
Cabe señalar que si un molde de radio pequeño se usa por la fuerza para procesar placas gruesas, no solo causará grietas en la superficie de las piezas, sino que también acelerará el desgaste del molde. Ha habido casos fallidos de procesamiento de placas de 2 mm con moldes R1.5 en la línea de producción, lo que eventualmente causó que todo el lote de piezas se desechara.
¿Qué factores se deben considerar al elegir fabricantes de chapa adecuados?
1.técnico y capacidades de proceso: asegurar la maestría de Técnicas de procesamiento requeridas
2.Equipment and material quality: Check the sophistication of equipment (e.g. CNC bending machine, automated production line, etc.) and reliability of material sources (e.g. plate thickness tolerance, surface treatment standards, etc.).
3.Quality certification and standards: Confirmation of ISO, IATF certification and compliance with industry standards (e.g. special standards in the automotive and aviation fields).
Reunir la cantidad de orden y garantizar la entrega temporalmente
5.cost transparencia: comparar ofertas para evitar costos ocultos al incluir los costos de proceso completos (eg. diseño, procesamiento y reprocesación).
6.fter-sales Service y soporte: Comprender la velocidad de respuesta de soporte técnico, la política de garantía y la capacidad de resolución de problemas.
7. Protección de medio ambiente y cumplimiento de seguridad: prioridad debe ser dada a las empresas de producción que son reciclos de residuos, cumplen con los estándares de emisiones y los estándares seguros de producción.
8. Reputación de la industria y estudios de caso: Referencia a evaluaciones de clientes pasadas e historias de éxito para verificar las capacidades de entrega y la estabilidad técnica. Al elegir a los fabricantes de chapa, se requiere una evaluación integral de su capacidad técnica, control de calidad, experiencia de la industria y rentabilidad. Como proveedor de servicios de servicio de procesamiento de chapa líder en la industria, Equipo avanzado, Optimización de la optimización de procesos digitales Concepto de fabricación verde, JS Company proporciona servicios de procesamiento de aluminio de alta precisión y lámina galvanizada a más de 2000 clientes en todo el mundo. El procesamiento de chapa es una tecnología básica para la producción industrial y juega un papel clave en la fabricación de equipos y el desarrollo de productos. Nuestra compañía ha acumulado mucha experiencia, en el campo del procesamiento de la lámina de aluminio y la formación de láminas de acero por Integrando servicios de proceso completo , desde la flexión de chapa de metal hasta los sistemas de corte láser. La vida útil promedio de los productos aumenta en más del 15% en comparación con los procesos tradicionales. Estas nuevas tecnologías hacen que las piezas de chapa más ligeras, más delgadas y duraderas, asegurando la calidad del producto estable y confiable. Resumen

descargo de responsabilidad
El contenido de esta página es solo para fines informativos. js series No hay representaciones o garantías de ningún tipo, expresas o implícitas, se hacen sobre la precisión, completitud o validez de la información. No se debe inferir que los parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra que el proveedor o fabricante de terceros proporcionará a través de la red Jusheng. Esta es responsabilidad del comprador solicite una cotización para piezas para determinar los requisitos específicos para estas partes. Póngase en contacto con nosotros.
JS es una empresa líder de la industria En las soluciones de fabricación personalizadas. Con más de 20 años de experiencia atendiendo a más de 5,000 clientes, nos centramos en la alta precisión CNC Meckining , Semátil href = "https://jsrpm.com/3d-printing"> 3d Impresión , moldura de inyección , Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación y está certificado ISO 9001: 2015. Proporcionamos soluciones de fabricación rápidas, eficientes y de alta calidad a los clientes en más de 150 países de todo el mundo. Ya sea que se trate de una producción de bajo volumen o personalización masiva, podemos satisfacer sus necesidades con la entrega más rápida dentro de las 24 horas. Elija tecnología js Significa elegir eficiencia, calidad y profesionalismo. 1. CAN PIEZAS DE FABRICACIÓN DE FABRICACIÓN DE PROCESAMIENTO DE METO CON ESTRUCTURAS COMPLEJAS ¿ Uso de la tecnología de corte con láser y flexión CNC para fabricar piezas estructurales complejas, su capacidad de corte de alta precisión y flexión de ángulo múltiple se puede combinar con la tecnología de soldadura para lograr una geometría compleja de un espacio pequeño a gran tamaño. 2. Las tablas más gruesas serán más fuertes? Aumentar el grosor de la placa puede mejorar la resistencia a la compresión y la flexión de la placa, pero la placa es demasiado gruesa (como> 10 mm) y requiere un procesamiento especial (por ejemplo, formación en caliente o prensa hidráulica) debido a su rigidez, lo que dificulta la dobla y propensa a la agrietamiento. 3.Is aleación de aluminio adecuada para fundición o chapa de metal Fabricación ? "someter a la estructura interna de la masa es adecuada para la producción interna de la masa y el complejo de la masa es adecuado y el complejo de la masa es adecuado para la producción interna de la masa y el complejo de la masa es adecuado y el complejo de la masa es adecuado para la producción interna de la masa y el complejo de la masa es adecuado y el complejo de la masa es adecuado y el complejo de la masa es adecuado para la producción de la masa y la masa para el complejo de la masa, y", ". con bajo costo y precisión. set metal procesamiento es adecuado para el precio de la superficie de la meteororia que es adecuado para el alto precisión de la superficie para el precio superior para la superficie de la superficie de altibe es adecuado para la superficie de la superficie de altibe es adecuado para la superficie de la superficie de la altura de la macha. Personalización por lotes, a través del corte y flexión del láser para lograr una resistencia ligera y alta. 4.How environmentally friendly is sheet metal procesamiento? recursos
soldadura de resistencia eléctrica JS Team
Para obtener más información, visite nuestro sitio web: jsrpm.com Preguntas frecuentes