

Imagínese: dos piezas que diseñó cuidadosamente no encajarán debido a un tornillo sobresaliente. O bien, un perno clave tiene una capacidad de carga subóptima o incluso una falla prematura porque la superficie inferior no es compatible. Estos dolores y dolores tienden a resultar de una elección fácil -yoCounterink o Counterbour?
Ambos están tan diseñados que la cabeza del perno o el tornillo puede estar "oculto" debajo de la superficie del material, tanto hermosa como útil. ¡Pero no los mezcle!
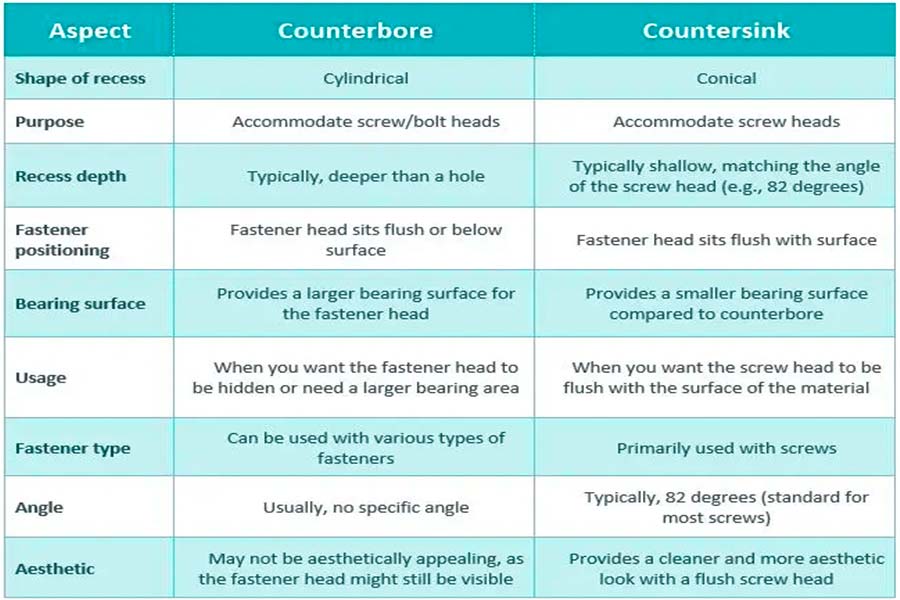
- El contrarioes un tipo de embudo, cónico (a menudo 82 ° y 90 ° de ángulos), particularmente con tornillos de cabeza plana, de modo que la cabeza del tornillo se puede hundir fácilmente.
- El avancees un orificio de paso cónico con un fondo plano y paredes laterales rectas que proporciona un plano de soporte sólido a la cabeza del perno, la lavadora o la tuerca.
No puedes elegir cuál quieres. El contrario es eficiente en el procesamiento de placas delgadas y carpintería, y son rápidos de instalar. El orificio de la camisón tiene una estructura de fondo plana y un área de soporte de presión mayor, que es más ventajosa en situaciones en las que se deben usar cargas más altas y se usan pernos con tuercas o arandelas (por ejemplo,estructural automotrizcomponentes y conexión de chasis).
En nuestra operación real, debemos hacer un juicio integral sobre el material, las condiciones de estrés y el tipo de tornillos utilizados, y elegir el tipo de agujero más adecuado, para que las cosas sean fuertes, fáciles de usar y parezcan profesionales.
Resumen de la respuesta central:
| Característica | Avellanar | Contramanario |
| Forma | Forma cónica/boca de la bocina. | Cilindro de fondo plano. |
| Objetivo | Haga la cabeza del tornillo de cabeza plana/cabeza del cono al ras con o debajo de la superficie. | Acomode completamente la cabeza del enchufe hexágono/hexágono en el agujero. |
| Sujetador de apareamiento | Tornillo de cabeza plana. | Tornillo de tapa de la cabeza del zócalo. |
| Símbolo de dibujo de ingeniería | ∨ | ⌴ |
Este artículo responderá a sus preguntas:
- Esta guía aclarará fundamentalmente la diferencia entre los agujeros de avenza y los agujeros de los contrandejas, y lo ayudará a comprender cómo leer y usar sus símbolos en los dibujos.
- Usaremos un ejemplo real de "instrumento de precisión" para ver cómo estos dos tipos de agujeros realizan sus respectivas funciones en el mismo producto.
- Finalmente, también explicaremos claramente los problemas que le importan, como cuánto ángulo elegir y qué tan profundo establecer, para que pueda elegirlos y usarlos correctamente durante el diseño y el procesamiento.
¿Por qué debería confiar en esta guía? La experiencia de JS en el procesamiento de millones de agujeros
En nuestra empresa JS, lo que más tratamos con todos los días sonPiezas de mecanizado CNCcon varios agujeros de precisión. La autoridad de esta guía se basa en nuestra profunda experiencia enResolver problemas de ingeniería práctica:Hemos realizado miles de aviadores que requieren una planitud a nivel de espejo para las piezas de aeronaves, y también hemos procesado contrarbores para equipos pesados que tienen que soportar una enorme tensión de los pernos.
¿Cuál es la diferencia entre 82 ° Countersinks y 90 ° Countersinks?
Si la profundidad de la contracetar es ligeramente diferente o el diámetro está ligeramente apagado, ¿se atascará durante el ensamblaje? Conocemos estos detalles demasiado bien. Cuando nuestros ingenieros obtienen los dibujos del cliente, lo primero que hacen es confirmar los símbolos de los avisantes y los contrarrestados y los tornillos y pernos seleccionados pueden coincidir perfectamente entre sí, que es la primera línea de defensa para evitar la falla del ensamblaje.
Las cosas en esta guía no están hechas de la nada. Se sigue estrictamente a la mecánicaEstándares de diseño (GD&T), y es la verdadera experiencia que hemos acumulado poco a poco en el taller y en la línea de ensamblaje a lo largo de los años. Combina los requisitos de los estándares internacionales y nuestro juicio de ingeniería verificado por la práctica.
"La precisión es el alma de la fabricación, como lo enfatizan Sir Joseph Whitworth, un pionero en el campo de la ingeniería de precisión".
Esta oración explica profundamente nuestra actitud hacia cada característica de agujeros. El conocimiento transmitido en esta guía es la encarnación de este espíritu de ingeniería para buscar precisión y confiabilidad, y es la base para nosotros ayudarlo a sentar las bases para la fabricación exitosa y la operación a largo plazo durante la etapa de diseño.
Análisis en profundidad: "Perfiles de identidad" de las características de dos agujeros
A menudo me encuentro con la elección de la adhesiva y el contrandejo en el diseño diario. Ahora, compararé los "perfiles de identidad" de estos dos tipos de agujeros.No solo son diferentes en forma, sino que también cada uno tiene una función particular.Esto puede ayudarlo a elegir la herramienta adecuada y evitar mantener su proyecto.
Counterink: búsqueda de suavidad y racionalización
Definición:Countersink es una característica cónica agrandante que forma un espacio de espacio libre cónico preciso para los tornillos de los cone cone (por ejemplo, tornillos de aeronaves de 82 °, tornillos ISO de 90 °) para crear una superficie criada con cero. En las partes del rotor del helicóptero, la protuberancia de tornillo de 0.1 mm puede contribuir al 15% al ruido aerodinámico.
¿Cuál es el objetivo principal de él?
Particularmente emparejado con cabezas de tornillo plano o cónico. Su principal propósito es permitir que la cabeza del tornillo esté al ras y, en última instancia, esté completamente nivelado con la superficie de la pieza. Piense en ello, elrevestimiento de aviones, Piezas que necesitan reducir la resistencia del viento, o lugares donde no desea rascarse las manos, no puede hacer que una cabeza de tornillo sobresalga, ¿verdad?Esto depende de Countersink.
Herramientas principales:Nuestro uso principal es el uso de brocas de perforación, esta broca de perforación no es un cono al azar, ¡y hay ángulos estándar! Los más comunes son 82 ° (comúnmente usados en América del Norte) y 90 ° (estándar ISO, más popular en JS y en el extranjero). El costo de la herramienta es bajo, fácil de reemplazar, adecuado para el procesamiento manual o CNC.
Marcado de dibujo:Coloque un símbolo ∨ en el dibujo, y el ángulo clave y el diámetro máximo (es decir, el diámetro al que se puede enterrar por completo la cabeza del tornillo) se mostrará claramente a su lado. Por ejemplo: "Ø10 ∨ 90 °"Significa producir una adhesiva de 90 ° con un diámetro cónico máximo de 10 mm.
Controlante: para la fuerza y el ocultamiento
Definición:Un contrabour es una depresión cilíndrica profunda, y un "agujero" cilíndrico más grande está "excavado" en el orificio central para acomodar la cabeza del perno, la tuerca o la arandela, ocultándolos debajo de la superficie. El propósito es mejorar la apariencia y más significativamente, darle al perno una superficie de soporte de fondo plano.
Propósito principal:Esta es la sección tallada para la cabeza del perno, la tuerca o la lavadora. No es solo para la estética, su objetivo final es permitir que la cabeza del perno esté en este agujero de fondo plano empotrado. De esta manera, puede aplicar uniformemente la fuerza en toda el área de contacto cuando atornilla el perno para lograr la fuerza de sujeción más alta.Equipo pesadoy las piezas estructurales altamente cargadas necesitan este tipo de fuerza más.
Herramientas clave:Podemos usar un taladro especialmente en el contrario, pero cuando procesamos por CNC, podemos usar directamente una fábrica final para procesar rectas, y la clave es el control de velocidad de perforación.
¿Cómo reflejarlo en el dibujo?
Hay un símbolo ⌴ en el dibujo. La profundidad y el tamaño de este "pozo" deben estar claramente marcados. Por ejemplo:Ø15 ⌴ 5, lo que significa hacer un avicultura de fondo plano con un diámetro de 15 mm y una profundidad de 5 mm.
Consejos: la diferencia entre ellos y contrarrillado
Ese nombre ya no se usa en estos días. Anteriormente se refería a todas las formas de predrilling un orificio más grande sobre el orificio original, sin especificar si es de fondo plano o no. Hoy en día tenemos nombres más particulares, como Countersink y Counterbour para específicosMecanizado CNC, e incluso los dibujos deben marcarse específicamente inequívocamente.
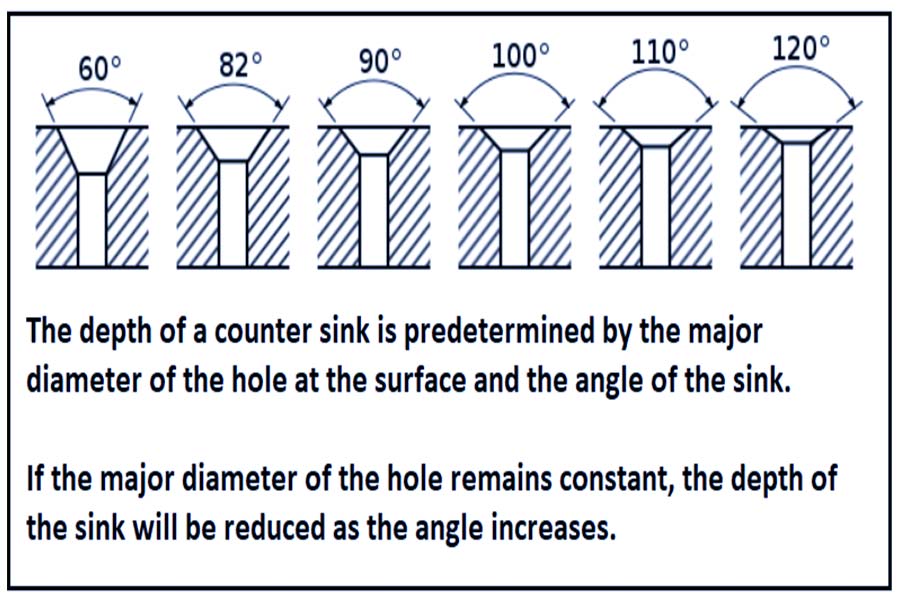
En cuanto a la tolerancia del ángulo del avicultura (una materia muy crítica, demasiadas veces, queda fuera)
La tolerancia de ángulo tiene una influencia significativa en la operación de aviamiento anticipado (especialmente el enjuague), pero se simplifica demasiado las veces.
| Ángulo nominal del sumidero | Tolerancia de ángulo | El impacto en la alineación de los tornillos |
| 82 ° | ± 1 ° | Una desviación de ± 1 ° puede hacer que la cabeza del tornillo sobresalga o recese en 0.1-0.3 mm (dependiendo del tamaño del tornillo), que afecte la aerodinámica o causa interferencia. |
| 90 ° | ± 1 ° | Como se mencionó anteriormente, el control de tolerancia inadecuado puede conducir fácilmente a un ensamblaje desigual o concentración de estrés. |
| 100 ° / 120 ° | ± 2 ° | Cuando el ángulo es más grande, la tolerancia generalmente se relaja, pero aún deben considerarse requisitos de aplicación específicos. |
Fuente de datos: ASME B94.11M -1993 - Tring Talads.
El avance requieresuperficie lisay ángulos precisos. El contrario requiere un rodamiento de carga confiable, y la clave se encuentra en el fondo y la profundidad planos. El cual elegir depende de su tipo de tornillo y requisitos de montaje. La próxima vez que dibuje, preste atención a los símbolos ⌴ y ∨, ¡y marque la tolerancia de tamaño completo!
"Como ingeniero, sugiero que inicie el proyecto de prueba desde una perspectiva estandarizada primero. Si no está seguro, hable con mi compañía JS y lo ayudaremos a personalizar la solución para optimizar la eficiencia. ¡Elija la función de agujero adecuado para obtener el lugar de diseño por primera vez!"
Marco de decisión: Countersink vs. Counterbour, ¿Cómo elegir?
Primer principio: ¡El tornillo tiene la última palabra!
Este es el más simple y crítico. Mire la forma de su tornillo o cabeza de perno:
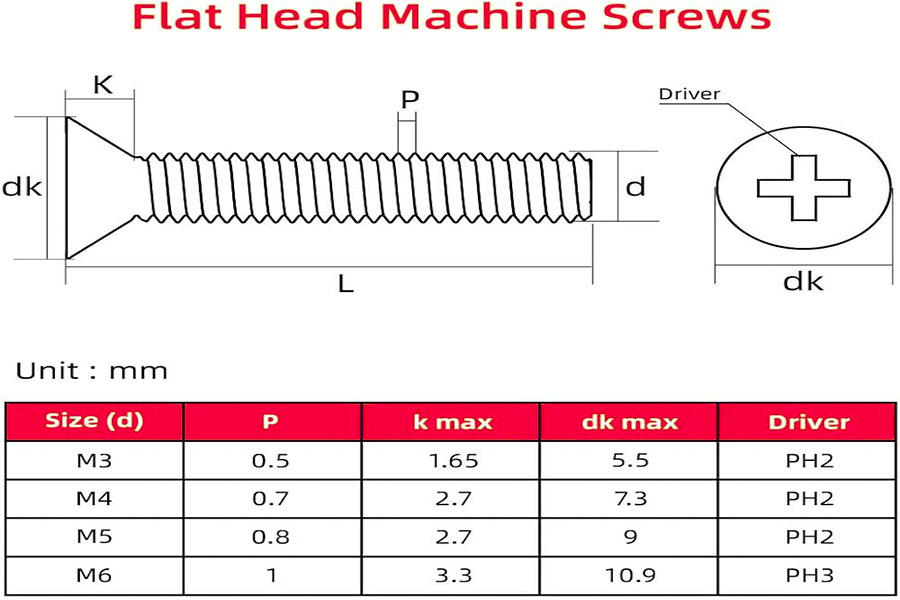
- Para procesar tornillos de cabeza plana o de cabeza puntiaguda, debe usar anticipaciones. El pozo cónico producido por la anticipación solo coincide con la cabeza de este tornillo.
- La cabeza del enchufe hexágono o el perno de enchufe hexágono deben sercontraproducido. El paso plano producido por el contrarrestar proporciona un plano de soporte completo para la cabeza del perno.
¿Por qué es tan absoluto?
La coincidencia precisa del tipo de orificio y el tipo de cabeza del tornillo es la única forma de garantizar el área de contacto máximo y transmitir efectivamente la fuerza de apriete. Si está mal, la cabeza del tornillo o la cabeza del perno no puede ajustar el orificio por completo, la superficie de contacto es muy pequeña y no puede proporcionar suficiente fuerza de apriete. Este es un peligro de seguridad que debe eliminarse en el diseño de ingeniería.
El segundo principio: decidir basado en necesidades genuinas.
Sobre la base de cumplir con el primer punto, mire el escenario de aplicación específico:
- ¿Necesita una superficie absolutamente plana y lisa?Por ejemplo, la carcasa del instrumento, el panel (para evitar la ropa de enganche) o el líquido necesita pasar suavemente a través de la superficie. En este momento, el avance es la primera opción, porque la cabeza del tornillo puede hundirse y estar al ras con la superficie.
- ¿Necesitas una fuerza de sujeción extremadamente grande?Por ejemplo, unir la brida de la cabeza del cilindro del motor y la maquinaria pesada. El contrario es la única opción en tal situación. Proporciona un horizontal de área grande perfectasuperficie de rodamientopara la cabeza del perno que puede alcanzar la máxima capacidad de carga de carga.
- ¿Necesita ocultar la cabeza del perno en un área confinada?Por ejemplo, dentro de un pequeño conjunto mecánico. El contrario se puede extender más profundo, de modo que toda la cabeza del perno esté "oculta" dentro del orificio y no sobresalirá de la superficie.
Tercer principio: el grosor del material determina la viabilidad.
- Placa de material delgada (como chapa): el contratiempo es a menudo la única opción factible o más segura (o un anticuado similar realizado porestampado). Las placas delgadas de los contrario quitarán demasiado material, debilitarán enormemente la pieza de trabajo y no son seguros.
- Piezas gruesas: tanto el mostrador como el contratornio pueden verse como técnicos. Ahora la elección vuelve a los dos principios establecidos anteriormente: piense en el tipo de tornillo y los requisitos de aplicación.
"En JS, al tomar decisiones de diseño, aplicamos el comentario de Drucker de que" hacer lo correcto primero "y siempre demandamos el mismo tipo de cabezal de tornillo que la primera prioridad, luego hacemos una estimación general de acuerdo con la condición de la aplicación y el grosor del material. No menosprecie esta decisión, tiene influencia directa en la confiabilidad y la seguridad de la conexión. Si no está seguro, no espere a nuestro equipo de ingeniería para desarrollar la mejor solución en colaboración en colaboración".
Análisis de casos prácticos: el caparazón de un registrador de datos de precisión
Permítanme introducir ahora un ejemplo de proyecto del mundo real para mostrar cómoLos avisantes y los contratbores trabajan juntoscontribuir a jugar un papel importante en los equipos de precisión. La teoría es la base, pero la práctica es la prueba final.
Caso: registrador de datos resistente diseñado para investigaciones al aire libre
Antecedentes del proyecto:Los autores terminaron recientemente un proyecto de shell para un registrador de datos al aire libre de alta fiabilidad. La estructura estaba hecha de una aleación de aluminio de alta resistencia (por ejemplo, 6061-T6) y consistía en la estructura dividida en una placa base y una cubierta.
El desafío central es que la cubierta necesita lograr un sellado de nivel IP67 y una planitud de nivel óptico, mientras que elsensor internoRequiere una interfaz de montaje resistente al impacto, y el desplazamiento debe controlarse estrictamente a nivel de micras.
Desafío 1: Fijar la cubierta: tanto el sellado como la suavidad
Requisito: la cubierta debe estar bien firmada a la base con tornillos para formar un sello impermeable confiable. Al mismo tiempo, elsuperficie externa RA ≤ 0.8 μm, y no debe haber protuberancias para evitar rasguños o acumulación de agua en el entorno de campo.
Solución de JS: tornillo de acero inoxidable de cabeza plana M4 A2-70 + 90 ° Covertrersink.
¿Por qué esta solución?
Mecatamos precisamente un avicultura de 90 ° en la posición de instalación de la cubierta. Cuando se atornilla el tornillo de cabeza plana, su cabeza cónica simplemente forma un contacto superficial con la superficie cónica de la camiseta. Esto tiene dos grandes ventajas:
- Presión incluso y apretada: la cabeza del tornillo puede transferir uniformemente la fuerza al anillo de sellado a continuación para garantizar el efecto de sellado.
- Superta superficie plana: la cabeza del tornillo está completamente hundida en la avicultura y es coplanar con la superficie de la cubierta (planitud ≤ 0.05 mm). Se siente suave y resuelve los problemas de los rasguños y la acumulación de agua.
JSmecanizado CNC personalizadoLas capacidades de fabricación aseguran la tolerancia del ángulo de la contratación (± 0.5 °) y la consistencia de profundidad (± 0.02 mm), que es la piedra angular de la confiabilidad del sellado.
Desafío 2: fijación del sensor interno: absolutamente estable
Requisito:Hay un sensor de vibración de alta precisión en el instrumento, que es costoso, y la recopilación de datos depende de ello. Debe fijarse firmemente en la base de aleación de aluminio, la frecuencia de resonancia de instalación debe ser mayor de 2 kHz, y debe ser capaz de soportar la vibración aleatoria de 10 grm, y no debe sacudir en absoluto, y debe resistir los golpes y vibraciones al aire libre.
Solución de JS: M6 12.9 Hexagon Socket Head Bolt + Counterbore.
¿Por qué elegir esta solución?
Procesamos el cuenco en la posición donde el sensor se fija en la base. La magia de esta solución es:
- Gran superficie de contacto: la cabeza del perno está completamente hundida en el mostrador, proporcionando una multaavión de molienda(planitud ≤0.01 mm/25 mm), y logrando casi el 100% de contacto con la superficie inferior de la cabeza del perno (punto de contacto ≥85%). Esto maximiza la resistencia a la tracción del material del perno y convierte eficientemente una fuerza de apriete (torque) mayor en una fuerza de sujeción axial.
- Instalación incrustada: el cabezal del perno se hunde en la anticipación (cantidad de hundimiento ≥0.5 mm), liberando el espacio de dirección Z, no sobresaliendo en absoluto, y no interferirá con la placa de cubierta arriba, asegurando que el espacio interno esté ordenado.

Experiencia central: anticipación y contramanario, cada uno con sus propias fortalezas, trabajando juntos
| Módulo funcional | Indicadores clave de rendimiento | Propuesta técnica | Ventajas clave y puntos de valor JS | Resultados de la medición reales |
| Sistema de sellado de cubierta | IP67 sellado/rugosidad de la superficie RA. | M4 Tornillo de cabeza plana+Coattersink. |
Precisión del ángulo del cono (82 ° ± 0.5 °): garantiza la tasa de compresión uniforme del anillo de sellado.
Tolerancia a la profundidad del agujero anticunk (± 0.02 mm): lograr una alineación precisa de las cabezas de tornillo.
JS Mecanizado de precisión: la precisión del ángulo de cono de 0.02 mm asegura el sellado de la adhesión de la superficie.
|
Certificación IP67 (1 m de profundidad de agua/30 minutos).
RA = 0.6-0.7 μm.
|
| Plataforma de instalación de sensores | Instale el desplazamiento de frecuencia de resonancia/vibración. | M6 Hexagon Socket Bolt+Controlante. |
Flatitud inferior (≤ 0.01 mm): maximiza el área de contacto y la eficiencia de precarga.
Tolerancia a la profundidad del agujero (± 0.025 mm): controle con precisión la cantidad de hundimiento de la cabeza del perno.
Control de profundidad JS: ± 0.025 mm La profundidad del orificio asegura el hundimiento de la cabeza del perno.
|
Pasó la prueba de vibración de 10 g.
Desplazamiento de 0.005 mm (50% mejor de lo requerido).
|
En este proyecto, el CounterSink resuelve las necesidades clave de la planitud y el sellado de la superficie, mientras que el contrarrabore proporciona soporte interno de alta resistencia. No son una opción entre los dos, peroDos herramientas agudas para que yo resuelva diferentes problemas.. Comprender las necesidades y hacer coincidir el tipo de agujero correcto ytecnología de procesamientoson las piedras angulares de construir productos confiables.
"Cuando su diseño enfrenta desafíos similares, comuníquese con nuestro equipo de ingeniería JS. Estamos bien versados en los detalles de la fabricación de mecanizado CNC personalizado y podemos usar la tecnología más apropiada para realizar con precisión su diseño".
Preguntas frecuentes: su última pregunta sobre el procesamiento de agujeros
¿Es el ángulo de la contratación 82 ° o 90 °?
En cuanto a si el ángulo de la contratación es de 82 ° o 90 °,En realidad, depende completamente del estándar de tornillo que use.
Cuando trato con los dibujos diariamente, encuentro que 82 ° se usa principalmente para tornillos estándar de rosca unificada, mientras que 90 ° es el ángulo estándar para los tornillos métricos (ISO). Si los dos se mezclan, la superficie de contacto entre la cabeza del tornillo y el orificio no coincidirá, lo que afectará directamente el efecto de apriete y la confiabilidad de la conexión.
En nuestro JS, cuando encontramos este tipo de requisitos de procesamiento, la forma más segura es seleccionar estrictamente la herramienta de acuerdo con los estándares indicados en el dibujo, o confirmar directamente el tipo de tornillo que usará para garantizar que el ángulo de la herramienta sea preciso.
¿Cómo marcarlos correctamente en el dibujo?
La clave para marcar claramente el avicultura y el contramanario en el dibujo es dejar que la persona que lo procese entienda de un vistazo. Por lo general, lo marca así cuando dibujo:
- Countersink (agujero biselante): primero escriba el tamaño del orificio a través del orificio (como Ø5 a través de), y luego use elSímbolo del triángulo invertido (∨)Para sacar el gran diámetro de la avicultura y su ángulo, así: ∨ Ø10 x 90 °. De esta manera, puede saber de un vistazo cuán grande es un agujero que desea enredar y cuál es el ángulo.
- Controlador (orificio de fondo plano): de manera similar, marque primero el orificio a través del orificio (como Ø6 a través de), y luego use elSímbolo de fondo cuadrado (⌴)Para marcar el diámetro del contrario y cuán profundo entra, como ⌴ Ø10 ↧ 6. La clave es que la profundidad debe estar marcada.
Sugiero seguir este formato. Si los símbolos se usan correctamente y las dimensiones están marcadas en su totalidad, será menos probable que nuestros maestros de taller cometan errores.
¿Qué es el avance en el mecanizado?
El avance es utilizar una herramienta especial para procesar un surco cónico en el orificio perforado. Hacemos esto principalmente para permitir que la cabeza del tornillo se ajuste suavemente sin sobresalir. En el pasado, puede haberse hecho en dos pasos, pero ahora al usar mecanizado CNC,La perforación y el anticipo generalmente se realizan en una sola sujeción.La mayor ventaja de esto es que el cono avanzado y el agujero de abajo pueden mantener una alta precisión de alineación, de modo que el tornillo no se torciera cuando se instale.
¿Puedo usar una broca ordinaria para hacer anticipación?
He conocido a muchos clientes que les preguntaron si podían hacer anticipación con brocas ordinarias.Realmente no recomiendo hacer esto.
La razón es simple:El ángulo de la punta de los bits de taladro ordinarios es generalmente 118 ° o 135 °, lo que no coincide con los ángulos de contrapacto de 82 ° o 90 ° que comúnmente usamos. Si lo usa para procesar los avisantes, la forma del cono se torcirá, la cabeza del tornillo no encajará, y no funcionará después del apriete, y será fácil de aflojar después de mucho tiempo. Si desea que el Counterink sea estándar y confiable, aún debe usar un cortador de Countersink especial. No ahorre este costo, de lo contrario costará más reelaborar al final.
Resumen
La elección del anticipación y el contratorno es mucho más que solo consideraciones de apariencia. Determina directamente la funcionalidad de la conexión, la fuerza estructural ycalidad profesionaldel producto final. Comprender la diferencia entre los dos y aplicarlos correctamente es una práctica clave de ingeniería para garantizar la confiabilidad y el rendimiento del diseño. Una característica de agujero aparentemente simple puede convertirse en un punto débil de todo el componente si no se maneja correctamente.
¿Quiere transformar con precisión su intención de diseño en un objeto físico? El equipo JS le brinda protección profesional:
- Revisión de dibujo en profundidad por ingenieros:Sube tu archivo CAD a nuestro en líneaServicios de mecanizado CNCplataforma. Nuestros ingenieros revisarán cuidadosamente todos los detalles, incluidos los parámetros clave, como el ángulo de Counterink (82 ° o 90 °), profundidad del avicultura, etc., para garantizar que cumpla con los requisitos funcionales y la viabilidad del proceso, y evitar posibles problemas de la fuente.
- Precios transparentes:Después de cargar, inmediatamente obtendrá un claroPrecio de mecanizado de CNCEstima, con costos transparentes y sin tarifas ocultas, lo que le facilita tomar decisiones rápidas.
- Procesamiento profesional para garantizar la calidad:Según los dibujos auditados y confirmados, utilizamos equipos CNC profesionales para un procesamiento estricto. La precisión del ángulo del cono de cada contratación, la profundidad y la planitud de cada contratación logrará con precisión sus especificaciones de diseño, asegurando una conexión confiable y un ensamblaje perfecto.
¿Persiguiendo la fabricación de precisión de defecto cero?Sube tu archivo CAD ahora¡Para obtener opiniones de revisión profesional y citas instantáneas! Deje que las capacidades de ingeniería profesional y la experiencia de fabricación del equipo JS escolte su diseño.
Descargo de responsabilidad
Los contenidos de esta página son solo para fines informativos.Serie JSNo hay representaciones ni garantías, expresas o implícitas, en cuanto a la precisión, integridad o validez de la información. No se debe inferir que un proveedor o fabricante de terceros proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red Longsheng. Es responsabilidad del compradorRequerir una cita de piezasIdentificar requisitos específicos para estas secciones.Póngase en contacto con nosotros para más información.
Equipo JS
JS es una empresa líder de la industriaCentrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5,000 clientes, y nos centramos en la alta precisión.Mecanizado CNC,Fabricación de chapa,Impresión 3D,Moldura de inyección,Estampado de metal,y otros servicios de fabricación individual.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificado ISO 9001: 2015. Proporcionamos soluciones de fabricación rápidas, eficientes y de alta calidad a los clientes en más de 150 países de todo el mundo. Ya sea que se trate de una producción de pequeño volumen o una personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida dentro de las 24 horas. elegirTecnología jsEsto significa eficiencia de selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web:jsrpm.com
Recurso

